Прилипает электрод при сварке инвертором причины
Почему прилипает электрод при сварке
Прилипание электрода при сварке к поверхности металла — очень частая проблема, особенно у начинающих сварщиков. Вследствие залипания электрода, портится не только внешний вид свариваемой заготовки, но и быстро осыпается электродная обмазка. Благо сварочные инверторы не создают при залипании электрода к металлу чрезмерной нагрузки на электросеть, однако для них, это все равно вредно.
Почему прилипает электрод при сварке? Как избежать данной проблемы и что нужно знать, чтобы электрод не залипал? На самом деле прилипание электрода не происходит само собой. Разумеется, к этому приводят некоторые ошибки при сварке или же данное явление обусловлено низким качеством расходных материалов. В данном случае речь идет про электроды, они могут быть подобраны не в соответствии с требованиями сварочного инвертора или быть попросту отсыревшими.
Рассмотрим в данной статье, из-за чего именно залипает электрод и как этого избежать.
Почему прилипает электрод при сварке инвертором
Чаще всего причина залипания электрода связана с тем, что используются отсыревшие и не прокаленные электроды, которые лежали без дела долгое время. Если вы уже далеко не начинающий сварщик, то просто прокалите электроды в электрической духовке, около 1-2 часов при температуре 100-300 градусов. Как правило, этого хватает для того, чтобы электроды достаточно просохли и стали варить хорошо.

Вторая причина, чаще всего связана с неправильным розжигом дуги, и она появляется у тех, кто только начал варить. Более подробно о том, как варить электросваркой вы можете прочитать в прошлой статье сайта mmasvarka.ru , поскольку там данные нюансы освещены в полной мере. Однако факт остается фактом, и из-за неправильного розжига дуги, электрод начинает липнуть к металлу, да так, что оторвать его можно потом, только с согнутым концом.
Низкое качество электродов, также может стать причиной их прилипания при сварке. Стоит отдавать предпочтение только проверенным временем производителям, которые выпускают качественные электроды для сварки, уже не один год. Также, неправильно подобранные электроды для инвертора могут привести к проявлению данной проблемы. Сварочный инвертор выдаёт постоянный ток, поэтому и электроды должны быть подходящими.

Неочищенная и ржавая поверхность металла, вот еще одна из причин, которая приводит к залипанию электродов при сварке инвертором. Не забывайте о том, что нужно чистить заготовки для сварки от ржавчины, краски, битума и т. д. Тогда и проблем с залипанием электрода будет на одну меньше.
Ну и последняя причина, из-за которой может прилипать электрод, это неправильные регулировки инвертора. В данном случае речь идет о параметрах тока для сварки. Если ток выбран слишком маленького значения, то электрод станет липнуть к поверхности металла.

Чтобы избежать данной проблемы, нужно изначально оценивать толщину свариваемого металла, а уж затем подбирать электроды соответствующего диаметра и выставлять ток на инверторе, исходя от данного значения.
Как не допустить залипание электрода
Итак, следует подвести итоги и выделить основные моменты, чтобы не столкнуться с такой проблемой, как прилипание электрода при сварке.

Что мы, в конце концов, имеем:
- Электроды должны подходить для сварки инвертором, быть подобраны в соответствии с толщиной свариваемого металла и абсолютно сухими;
- Сварочный ток на инверторе должен быть выставлен в соответствии с диаметром применяемых для сварки электродов;
- Поверхность свариваемого металла не должна быть грязной и ржавой;
- Напряжение в электросети (о чем не было сказано выше) должно быть нормальных показателей. Часто отклонение напряжения в меньшую сторону, приводит к тому, что инвертор попросту не вытягивает и не выдаёт нужные параметры тока;
- В процессе сварки металлов крайне важно исключить такие ошибки, как неправильный розжиг или слишком короткая дуга.
Все вышеперечисленные советы должны помочь начинающим электросварщикам в их непростом деле.
Почему залипает электрод и как этого избежать
Рассмотрим следующие вопросы: почему прилипает электрод при сварке, основные причины возникновения такого отрицательного процесса и способы устранения.

Залипание электрода на поверхности металла — довольно частое и неудобное явление. Чаще всего такая проблема возникает у начинающего сварщика. Если электрод прилип, его довольно трудно оторвать, вследствие замыкания обсыпается обмазка, а для бытовой сети это чревато перегрузкой.
В этом материале мы рассмотрим следующие вопросы: почему прилипает электрод при сварке, основные причины возникновения такого отрицательного процесса и способы устранения.
Причины залипания электрода
Чаще всего такое явление возникает при пользовании трансформаторными сварочными аппаратами, которые имеют менее точную настройку режимов.
В современных инверторах часто есть дополнительная функция антиприлипания. Принцип ее действия построен на импульсном увеличении силы тока во время тычка электродом в металл. Как следствие, дуга не гаснет, а замыкание не происходит.
Однако бывает, что залипает электрод при сварке инверторами с функцией антиприлипания. Это не обязательно брак от производителя аппарата, причины более простые.
Сырые электроды
Сам электрод состоит из металлического стержня и обмазки. Покрытие, в свою очередь, изготавливается из мелкого порошка. Эта обмазка подвержена воздействию атмосферной влаги. Даже если помещение имеет умеренную влажность, то со временем электроды все равно отсыревают.
Производители обычно дополнительно закрывают упаковку с расходниками в полиэтилен. В такой таре они прекрасно могут храниться продолжительное время. Но нарушение целостности упаковки приведет к постепенному накоплению влаги в обмазке.
Отсыревшие электроды будут постоянно залипать во время поджога дуги.
Низкое качество электродов

Для сварки черновой стали, нержавейки или алюминия нужно использовать виды расходников, предназначенные для работы с данным материалом.
Также залипание часто возникает, если использовать электроды неизвестного происхождения и сомнительных производителей. Есть масса дешевых расходников, которые изготавливаются с несоответствующих материалов. А состав их стержней и обмазки может производиться с несоблюдением требований.
Неправильные настройки аппарата
Это также довольно частая причина прилипания во время поджигания дуги. В начале сварочного процесса нужно точно оценить толщину металла, который будет вариться, выбрать соответствующий диаметр расходника и выставить определенную мощность.
Низкая сила тока не способствует поджиганию дуги, а лишь слегка расплавляет кончик стержня, который и прилипает к поверхности.
Неочищенный металл и неправильный поджог дуги
Часто, при отсутствии опыта, залипание возникает вследствие неправильного поджога дуги. Постукивая кончиком стержня по заготовке, электрод задерживается на поверхности слишком долго. Возникает замыкание, металл в этой точке быстро разогревается и припаивает стержень к поверхности.
Для начинающих сварщиков лучше всего учится поджигать дугу не постукиванием, а чирканьем стержня расходника по поверхности.
Это главные причины возникновения залипания во время сварочных работ. Как их можно избежать?
Как устранить залипание электрода
Устранение явления прилипания довольно простое. Для этого нужно использовать качественные расходные материалы, выставить нужный режим и подготовить детали перед сваркой. И, конечно же, потребуется немного опыта в поджигании дуги.
Подготовка электродов
С нарушением герметичности, по истечении 8-10 часов, потребуется дополнительная просушка обмазки.
Процент допустимой влажности в обмазке указан на упаковке. Конечно, в бытовых условиях не получиться его измерить. Но, перед началом сварочных работ, пролежавшие некоторое время расходные материалы нужно прокалить в печи.

Для прокалки расходников используют специальные электропечи, которые позволяют прогреть стержни в температурном диапазоне от 100 до 400 градусов.
До какого предела нужно нагревать зависит от типа. Разные по маркировке электроды имеют различные пределы нагрева.
Учитывая этот фактор, нельзя использовать для прокалки обычную пламенную печь. Огонь не обеспечит нужную температуру и равномерность прогревания.
При этом допускается не более трех нагревов. Если больше, то такие расходники становятся непригодными для работы.
Перед прокалыванием электроды должны быть сухими!
После просушки их можно использовать по назначению.
Настройки оборудования
Основные параметры, которые нужно соблюдать, указаны в таблице. Но это только приблизительные данные, более точные выставляют в процессе сварки.

Подготовка и поджог дуги Более опытные сварщики уже знают возможности своего аппарата и выставляют настройки в соответствии с требованиями. Если у Вас опыта мало, отрегулировать режим можно опытным путем. Начиная с низкой мощности и увеличивая силу тока по мере необходимости.
Металл нужно очистить от различных видов загрязнения. В месте, где будет установлен держатель массы, нужно сделать тщательную зачистку (особенно стоит удалить краску и слой ржавчины).
Начинающему сварщику лучше тренировать этот навык чирканьем. Технологически такой процесс похож на зажигание спички, конец стержня плавным движением проводят по поверхности детали.
После этого нужно вести шов в требуемом направлении.
С соблюдением всех этих правил Вы сможете обойти такое явление, как прилипание электрода к металлу.
Если у Вас есть опыт по данной тематике, поделитесь им в обсуждениях к этому материалу
Почему прилипает электрод при сварке
Автор: Игорь
Дата: 09.08.2016
- Статья
- Фото
- Видео
Электроды являются основными расходными материалами для сварки. Они выпускаются в большом разнообразии, так как каждая модель рассчитана на свой вид металла и особые условия применения. Правильно подобранный наплавочный материал и режим его использования уберегает от многих негативных явлений, которые приводят к браку во время сваривания. Здесь требуется не только следование технической части, но и умение мастера. Ведь причины, почему прилипает электрод при сварке, могут быть совершенно различными.

Прилипание электрода при сварке инвертором
Сами расходные материалы во время выпуска проходят различные степени контроля, так что покупателям зачастую поставляются качественные проверенные вещи. В дальнейшем остается только правильно их выбрать и применить, чтобы достичь нужного результата. Подбор надежной продукции с сертификатами качества поможет решить многие проблемы, но в последствие неправильного хранения или перевозки электроды могут пострадать, так что данный фактор также следует учитывать перед началом работы. Залипание электродов при сварке инвертором крайне нежелательно, если речь идет об ответственных конструкциях, так как это портит структуру шва и наносит вред самому сварочному аппарату.
Почему прилипает электрод при сварке 
Одной из причин прилипания присадочного материала к основному металлу является недостаток покрытия электрода для сварки. Конец, как правило, является самым уязвимым местом и обмазка часто обсыпается именно здесь. Без нее дуга является достаточно нестабильной и незащищенной, так что залипание в таком случае будет вполне распространенным явлением. Здесь не поможет даже увеличение сварочного тока. Проблемы с покрытием могут возникать и в другом плане, так как оно часто накапливает влагу, при любой возможности. Помимо того, что влажными электродами не стоит варить по причине потенциально высокого содержания водорода в шве, что приведет к образованию трещин, так это еще будет провоцировать залипание. Одной из причин, почему залипает электрод, является его сырость. Если обмазка впитала большое количество влаги, то электрической дуге достаточно сложно зажечься. Здесь также не помогает увеличение сварочного тока, поэтому, лучше подобрать другие материалы для процесса.

Недостаток покрытия электрода для сварки
Одной из самых распространенных причин, почему прилипает электрод при сварке инвертором, является неправильно выбранный режим. Многие мастера боятся перепалить основной металл, так что стараются подобрать режим немного слабее, чем он должен быть. Недостаточная сила тока приводит к тому, что не хватает энергии для зажигания дуги. Даже если она зажигается на время, то быстро пропадает и электрод снова залипает. Именно по этой причине стоит обращать внимание на точные режимы сварки и использовать технику с точной регулировкой параметров, особенно, когда используются самые тонкие электроды.

Выбор правильного режима при сварки инвертором
Недостаток опыта очень часто становится причиной, почему липнуть электроды при сварке, так как даже с правильно подобранными параметрами может ничего не выходить. Здесь требуется опыт зажигания конкретного диаметра электрода, а также владение нюансами работы в различных положениях. Здесь нужно уверенно словить дугу и ее положение. В ином случае она будет либо прерываться, если электрод будет слишком высоко, либо залипать, если слишком низко. Высота дуги зависит от конкретной марки и его диаметра. С учетом того, что специалисты рекомендуют держать дугу как можно ниже, то новички часто сводят всю ситуацию к тому, что электрод постоянно залипает.
Наиболее банальной причиной, почему залипает электрод при сварке инвертором, является низкое качество расходного материала. Слишком дешевые марки зачастую проявляют себя не лучшим образом и могут нести с собой весь спектр негативных моментов.
Рекомендации
Одним из самых простых способов побороть данную проблему является дополнительная функция «антизалипание электрода», которая имеется на современных сварочных аппаратах. Естественно, что она не поможет в самых сложных случаях, но сделает их использование существенно более простым и легким.
Также нужно уделить внимание правильному подбору самих электродов и режимов их использования. Это является основным способом избежать залипания. Ведь иногда достаточно лишь поднять силу тока до нужного уровня и горение дуги стабилизируется.
Перед использованием расходных материалов следует их просушить и прокалить, чтобы избавиться от влаги. Даже если это новые расходные материалы, то следует провести данные процедуры, так как во время перевозки и хранения они могли впитать жидкость из воздуха.
Нужно проверять конец электрода, как при первом зажигании, так и при последующих. Так как в самом начале обмазка может обсыпаться. А после на конце может налипнуть шлак, который помешает сварке.
Почему электроды прилипают при сварке — причины
Во время сварки, особенно у малоопытных сварщиков, нередко случается неприятность-электрод прилипает к заготовке. Дуга при этом не разжигается, и работа останавливается. Почему прилипает электрод при сварке — опытные мастера называют для этого несколько причин. Они связаны с состоянием электрода, с настройками аппаратуры и с опытом недостаточным сварщика
Причины
 Специалисты выделяют несколько типовых причин залипания электрода.
Специалисты выделяют несколько типовых причин залипания электрода.
Результат многократного залипания электрода. При малой толщине заготовки это может привести к прожогу.
Среди них: состояние электродов, качество подготовки поверхности заготовки к сварке, настройки инвертора и неправильные приемы розжига.
Сырые электроды
Сварочный электрод состоит из стального сердечника и порошкового покрытия. Материал покрытия достаточно гигроскопичен, и при хранении в условиях высокой влажности поглощает водяные пары из воздуха.
[stextbox долгом хранении даже в умеренно влажном помещении обмазка также может отсыреть.[/stextbox]
Если на заводе-изготовителе электроды были запаяны в вакуумную полиэтиленовую упаковку — влага им не грозит. Но если пленка хоть немного надорвалась при транспортировке — электроды неминуемо отсыреют.
Отсыревшая обмазка начинает проводить электрический ток, в результате дуга не разжигается, а электрод прилипает к заготовке.
Низкое качество
 Почему залипает электрод, если он сухой? Он может быть недостаточного качества. Приобретенные в случайных местах, с рук сварочные материалы часто изготовлены с нарушением технологии, материал стержня не соответствует требованиям стандартов, а обсыпка плохо держится на сердечнике и осыпается. В этом случае залипания также будут частыми.
Почему залипает электрод, если он сухой? Он может быть недостаточного качества. Приобретенные в случайных местах, с рук сварочные материалы часто изготовлены с нарушением технологии, материал стержня не соответствует требованиям стандартов, а обсыпка плохо держится на сердечнике и осыпается. В этом случае залипания также будут частыми.
Бывает, что материал стержня не подходит к свариваемым сплавам. Неправильный подбор расходников приводит к постоянному затуханию дуги или даже к невозможности ее розжига.
Бывалые сварщики проверяют качество подозрительных материалов так: роняют стержень с высоты 1,5 метра на ровный бетонный пол. Если обмазка осыпалась или отслоилась- использовать такую продукцию явно не стоит.
Неправильные настройки аппарата
Недостаточная сила тока, выставленная на сварочном аппарате, также является частой причиной прилипания, особенно у недостаточно опытных работников. Слабый ток не может разжечь дугу, а лишь оплавляет кончик стержня, и он прихватывается к заготовке.
Параметры инвертора нужно выставлять, исходя из:
- материала заготовок;
- их толщины;
- толщины электрода.
Для того, чтобы найти подходящий параметр, следует воспользоваться таблицами из руководства пользователя или на сайте производителя сварочного аппарата.
 Примерная таблица выбора сварочного тока в зависимости тот толщины заготовок.
Примерная таблица выбора сварочного тока в зависимости тот толщины заготовок.
Почему залипает электрод на современном инверторе? Чаще всего это также происходит из-за слишком малого рабочего тока.
Неочищенный металл и неправильный поджог дуги
Еще одна распространенная причина залипания — некачественная подготовка поверхности под электросварку. При наличии на заготовке масложировых пятен, следов коррозии окисной пленки, стружки или пыли нарушаются условия формирования разряда, и дуга не разжигается.
Перед сваркой следует подготовить зону шва и околошовную область (10 см в обе стороны):
- зачистить от механических загрязнений проволочной щеткой или шлифмашиной;
- обезжирить.
Следует проводить такую обработку непосредственно перед началом сварки, поскольку через некоторое время окисная пленка восстановится.
Влияние силы тока
Начинающие сварщики часто боятся прожога заготовки, особенно при ее небольшой толщине. Поэтому они занижают найденные в таблицах значения силы сварочного тока, ошибочно думая, что уж при малом-то токе они потихоньку все сварят без дефектов. Увы, такой подход не работает.
При недостаточном токе плавление к металлу заготовки и сердечника прекращается, еще не начавшись, поскольку силы тока не хватает для поддержания дуги. Кончик стержня, погрузившись в несформировавшуюся и быстро остывающую сварочную ванну и приправляется к ней.
Необходимо устанавливать силу тока по таблицам и учиться правильно разжигать дугу и вести шов.
Влияние питающей сети
Почему еще может липнуть электрод? Стабильность параметров электросети оказывает сильное влияние на розжиг и поддержание электрической дуги.
Особенно часто это происходит при использовании устаревших моделей сварочных аппаратов- трансформаторов переменного тока и выпрямителей. Напряжение на вторичной обмотке трансформатора в таких агрегатах напрямую зависит от напряжения в сети. Если напряжение нестабильно, то скачки его также приводят к невозможности разжечь дугу- вторичного напряжения не хватает для разряда.
Если мощность местной сети недостаточная, то само включения сварочного трансформатора вызывает скачкообразные перепады напряжения в сети, и только что разожженная дуга затухает, а кончик электрода прилипает к остывающей сварочной ванне. Особенно часто так происходит при недостатке практического опыта.
Применение сварочных инверторов позволяет избавиться от такой зависимости.
[stextbox модели имеют функцию «антизалипания», облегчающую работу сварщика.[/stextbox]
Недостаток опыта
Почему прилипает сухой электрод при сварке инвертором? Кроме занижения тока, есть еще одна типичная ошибка начинающих сварщиков. Это попытка держать электрод слишком близко к заготовке. Слишком короткий воздушный промежуток приводит к срыву горения дуги, новичок пытается спасти дело, поднося кончик еще ближе- и утыкается им в сварочную ванну, где тот может прилипнуть.
Ошибки встречаются и в траектории движения электрода при розжиге, и ведении его вдоль шва. При недостатке опыта и попытке использования профессиональных электродов, таких, как УОНИ, они также залипают, чаще всего из-за превышения сварочного тока
Необходимо набить руку на учебных заготовках, при приобретении достаточного опыта такой эффект перестает проявляться. Лучше тренироваться на простых конструкционных сталях, и уже потом переходить на легированные или нержавейку. Обучение следует проводить на инверторных сварочных аппаратах.
Как устранить
Залипание не является непреодолимой проблемой. Современное и исправное оборудование, качественные материалы, правильное их хранение, тщательная подготовка заготовок к работе и набор опыта позволяют сварщику забыть про досадное прилипание.
Подготовка

Электроды, вынутые из только что вскрытой пленочной упаковки, в дополнительной подготовке не нуждаются- ими можно сразу варить. Залипание им не грозит.
Но уже через несколько часов пребывания на открытом воздухе, они могут набрать влагу. Тогда перед работой их следует просушить. Для этого на производстве применяют специальные сушильные электропечи, прогревающиеся до 400 о С.
В домашней мастерской можно использовать муфельную печь. Допустим прогрев электродов на радиаторе отопления- но для этого понадобится несколько часов. Использовать для ‘просушки открытый огонь недопустимо – температура пламени может превысить допустимую.
[stextbox Прогревать сварочные материалы можно трижды. Далее обмазка теряет свои свойства.[/stextbox]
Настройки оборудования
Перед началом работы нужно точно установить тип сплава, который собираются сваривать, измерить толщину заготовки. В соответствии с этими параметрами по справочным таблицам, приведенным в паспорте сварочного аппарата или на портале завода-изготовителя, выбирается толщина электрода и необходимый сварочный ток.
Следует понимать, что это базовые параметры, в зависимости от конкретных условий, особенностей аппарата, конфигурации шва и опыта сварщика в них могут вноситься некоторые поправки.
Особо осторожными нужно быть при подборе параметров для тонких заготовок-листов или деталей кузова. Для них особенно велик риск прожога. в этом случае начинают с нижней границы табличного диапазона, постепенно увеличивая силу тока до достижения оптимального провара.
У неопытных сварщиков часто возникает вопрос, почему электрод козыряет, то есть обмазка с одной стороны сгорает не полностью, образуя козырек. Это происходит из-за завышения сварочного тока и несоблюдения угла наклона стержня к заготовке.
Кроме настройки агрегата, необходимо также провести тщательную подготовку поверхности.

Кроме области шва и околошовной области, следует зачистить и обезжирить также место присоединения к заготовке массового провода.
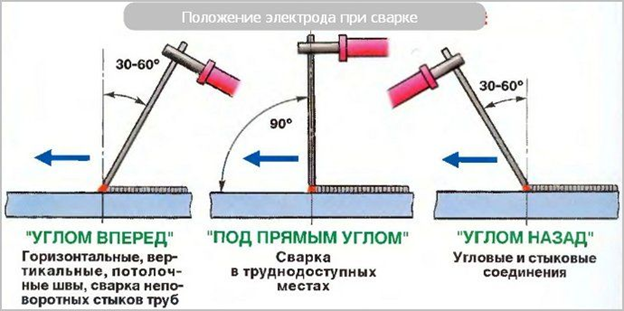
Научитесь правильно поджигать дугу
Правильный поджиг дуги позволяет избежать залипания. Что нужно делать двумя основными способами:
- постукиванием;
- чирканием.
Если опыта работы не так много, то лучше разжигать дугу коротким чирканием, напоминающим чиркание спичкой по коробку. При этом электрод нужно держать перпендикулярно плоскости детали. Как только дуга разгорелась, нужно наклонить его на 15 о назад, и, не задерживаясь на одном месте плавно и равномерно вести шов вдоль намеченной линии. Это не дает кончику залипнуть.
 Два способа поджига электродуги. Для начинающих рекомендуется разжигать дугу чирканием.
Два способа поджига электродуги. Для начинающих рекомендуется разжигать дугу чирканием.
При этом важно сохранять постоянный зазор между кончиком стержня и заготовкой. Превышение длины дуги приводит к неполному провару и повышает риск срыва горения.
Не следует также наклонять держатель под слишком острым углом. При этом ухудшаются условия прогрева заготовки, сужается сварочная ванна, и шов получится непрочным.
Для того, чтобы электрод не залипал, необходимо пользоваться сухими и качественными сварочными материалами. Следует также правильно выставлять параметры работы сварочного аппарата. И, наконец, важно применять правильные приемы розжига дуги.
Почему прилипает электрод при сварке инвертором: причины и пути решения
Достаточно часто начинающие сварщики сталкиваются с проблемой залипания электрода. В данном обзоре мы рассмотрим причины прилипания электрода во время сварки и найдем простые решения этой проблемы. В дальнейшем вы сможете избегать подобной неприятности и сведете к минимуму затраты сил и времени для сварки.

Покрытия электродов: какие бывают
Для понимания проблемы, почему расходник прилипает, нужно рассмотреть типы покрытий электродов. Чаще всего на рынке встречаются изделия с рутиловым и основным покрытием. На практике разница в использовании этих обработок существенная.
Основное покрытие применяется для создания ровного шва. Электроды с основным покрытием способны гарантировать создание прочного шва, который будет стойким к коррозии, различным нагрузкам. Даже если готовое металлическое изделие нужно будет эксплуатировать при низких температурах, это будет доступно с созданием шва электродом с основным покрытием. Перед использованием проводника рекомендовано прокалывание. Не забывайте о зачистке металлического основания и устранении грязи.
Проводники с рутиловым покрытием чаще используются новичками, поскольку ими просто варить. С их помощью реально создавать прочные соединения даже на загрязненном основании. Если есть возможность очистить металл, выполните это, но даже в противном случае можно будет сделать надежное соединение.
Рутиловые расходники предназначены для сварки постоянным или переменным током. В работе образуется мало грязи, поэтому они популярны в кругах сварщиков. При выборе типа покрытия важно определиться с параметрами будущего шва. Например, к характеристикам относят допустимую силу разрыва, предельную текучесть, показатели вязкости и другие параметры.
ТОП-5 причин, почему прилипает электрод при сварке
Эксперты выделяют ряд основных причин, которые приводят к прилипанию электрода:
- Нарушение условий эксплуатации и хранения электродов. Нельзя допускать повышение влажности электрода. Поскольку они обработаны специальной обмазкой, при воздействии влаги электроды способны потерять свои свойства. Именно поэтому нельзя оставлять их без упаковки и допускать проникновение влаги. В результате нарушение правил хранения приводит к залипанию.
- Ошибки производства или плохое качество. Если в процесс изготовления были нарушены какие-либо правила, это может привести к деформации и низкому качеству изделия. Избегайте кустарных производителей. Не стоит гнаться за низкой ценой в ущерб качеству, от которого зависит не только благополучие процесса сварки, но и надежность конструкции. Низкокачественные электроды – распространенная причина их прилипания к металлическому основанию.
- Неправильная установка силы тока и других параметров. Если вы неправильно определили диаметр шва, соответственно, и самого электрода, установили недостающую силу тока, это может отразиться на качестве сварочного процесса.
- Загрязненная поверхность деталей. При подготовке к сварке важно помнить о необходимости очистки поверхности материала от ржавчины, грязи и других загрязнений. Если упустить этот момент, есть вероятность низкого контакта электрода и металла. Следовательно, дуга быстро тухнет, и вы не можете добиться желаемого соединения. В итоге, вы начинаете поджигать электрод по несколько раз, что приводит к залипанию наконечника.
- Неправильное поджигание. Типичная ошибка среди новичков. Вы можете слишком долго удерживать кончик электрода у металлической детали. В результате образовываются высокие температуры, которые практически припаивают электрод.
Какие электроды использовать, чтобы избежать прилипания
Если вы хотите избежать прилипания электрода при сварке инвертором, рассмотрим базовые рекомендации специалистов. Главное правило – электроды должны быть для работы с постоянным током.
Если вы не хотите допустить прилипания электрода, не экономьте на расходных материалах. Выбирайте проверенных производителей, продукцию которых вы уже тестировали. Электрлды должны соответствовать ГОСТу или другим международным стандартам, демонстрируя высокое качество и долговечность.
Если вы хотите научиться правильно пользоваться сварочным инвертором, изучите технологию поджигания и удерживания дуги. Теоретическая база поможет вам избежать типичных ошибок, которые приводят к созданию некрасивого шва неправильного диаметра.
Неправильное хранение и почему прилипает электрод при сварке
Каждый сварщик должен соблюдать правила хранения электродов. Они обозначены производителем на упаковке. Главные требования – температура и влажность. Что касается крупных поставщиков, они чаще всего выполняют эти требования. Кустарные реализаторы не сильно акцентируют на этом внимание, поэтому уже в продажу электроды могут поступить негодными.
Электроды должны быть доступными к использованию в соответствии со сроком годности. В противном случае обсыпается поверхностная смазка. Чаще всего страдает наконечник, который отвечает за качество сварки. Такие электроды обязательно залипнут. Важно знать, что после вскрытия упаковки по истечению 8-10 часов рекомендовано дополнительно просушить расходник. Это снизит риски негативного воздействия повышенной влажности. При просушке влага испаряется, и электроды восстанавливают свои свойства.
Почему при сварке инвертором может залипать некачественный электрод?
В поиске причины прилипания электрода вы можете перебрать все варианты. Но, достаточно часто сварщики сталкиваются с элементарным некачественным расходником. Даже если вы правильно установите режим сварке, выполните все условия хранения, низкокачественные электроды будут прилипать. Исправить это невозможно, поэтому при выборе расходного материала уделите должное внимание выбору производителя.
На рынке могут предлагать подделки под именем брендов. Единственный способ предотвратить покупку таких электродов – проверка документации. Если вы покупаете изделия для создания прочных швов в конструкциях, за целостность и безопасность которых несете ответственность, обязательно проверяйте соответствие ГОСТу.
Чтобы убедиться, что на наконечнике присутствует смазка, можно бросить плашмя электрод с высоты около 2-х метров. Если виден скол обмазки, это свидетельствует о низком качестве. Такие электроды не стоит применять при сварке инвертором.
Отсыревшие электроды – еще одна преграда для создания прочного шва. Высокая влажность нарушает стабильность соединения. Поскольку дуга получается короткой, вам придется прижимать проводник к металлическому основанию. Следовательно, произойдет прилипание электрода. А со временем на поверхности шва образуются трещины.
Прилипание электродов и обзор неисправностей сварочного аппарата
Если в ходе сварки электрод при сварке инвертором прилипает, важно понимать, почему это происходит, и как устранить неисправности. Если сварочный аппарат находится на гарантии, правильнее будет обратиться в сервис обслуживания. Самостоятельно чинить аппарат не специалисты не советуют, поскольку для понимания причины неполадки нужен многолетний опыт в сварке.
Если поломки некритичные, можно попробовать устранить их самостоятельно. Например, кустарные производители могут оборудовать сварочное непрочными проводами, из-за чего сварочное будет работать неисправно, и вы не сможете соединить металлические детали.
Чтобы определить, какая часть сварочного вышла из строя, визуально определите перегоревшие элементы, с трещинами или потемневшие. Для замены конкретной детали получите нужную информацию из маркировки. Если вы воспользуетесь таблицей ГОСТа или международных документов, сможете правильно подобрать деталь.
Если визуальной оценки недостаточно, воспользуйтесь мультиметром. Это устройство для диагностики сварочного оборудования. Протестируйте на исправность плату и транзисторы. На плате вы можете обнаружить перегоревшие участки. Если такие прослеживаются, их нужно заменить. Если перегорели перемычки, можно их напаять заново. Если есть гарь на плате, воспользуйтесь канцелярским ластиком для ее устранения.
Иногда в сварочном аппарате ломаются диодные мосты, расположенные на радиаторе. Несмотря на их прочность и надежное крепление бывают поломки. Для тестирования диодного моста придется отпаять провода и снять его с платы, проводя мультиметр. Таким образом, вы и обнаружите неисправный диод. Если выполнение вышеописанных действий не дадут нужного результата, лучше обратиться к специалисту.
Как подготовить электроды, чтобы избежать прилипания?
Если вы используете проводники, которые хранились в герметичной упаковке, можете их использовать. При соблюдении технологии и правил сварки, можно избежать прилипания. Если герметичность была нарушена и электроды хранились не более 10-ти часов, тогда лучше дополнительно просушить обмазку. Производители указывают допустимые показатели влажности, которых вам нужно придерживаться. Поскольку процент влажности дома вы никак не сможете измерить, просушка не будет лишней.
Прокалка проводников производится при температуре до 400 градусов. Тип электрода определяет температурный режим. Информацию можно найти с маркировки. В печи не рекомендуют прогревать, поскольку нельзя обеспечить равномерный прогрев и соблюдение температур. Всего можно делать до 3-х прогревов. После этого расходники нельзя использовать для сварки инвертором.
Сила тока и неисправности аппарата
При неправильном определении допустимой силы тока электрод может прилипать к основанию. Для предотвращения такой проблемы научитесь пользоваться таблицами определения силы тока в зависимости от диаметра электрода. Кончик электрода не должен слишком погружаться в сварочную ванну, что приводит к залипанию. Однако иногда теоретической базы будет недостаточно для создания аккуратного шва. Именно поэтому поможет только практика.
Изначально вы можете бояться увеличения тока из-за рисков образования дыр. По этой причине стык может не провариваться, из-за чего происходит прилипание.
