Присадка для сварки алюминия аргоном
Инструкция по сварке алюминия аргоном для начинающих специалистов
Наиболее эффективным способом создания неразъемного соединения деталей, выполненных из алюминия и сплавов на основе данного металла, как показывает практика, является сварка алюминия аргоном. Любая технология сварки, предполагающая использование защитного газа, подразумевает применение специального оборудования, а также наличие у сварщика соответствующих знаний, квалификации и опыта выполнения подобных работ. Кроме того, необходимо обладать хотя бы начальными знаниями в области металловедения, чтобы понимать, какие процессы протекают в сварочной ванне.

Процесс аргонодуговой сварки алюминия
Какие свойства алюминия следует учитывать при его сварке
Разбираться в нюансах процессов, протекающих в структуре алюминия при выполнении с ним сварочных работ, особенно важно для начинающих сварщиков. Чтобы хорошо разбираться в этом, необходимо познакомиться с химическими свойствами, которыми обладает данный металл, отличающийся небольшим удельным весом, высокой прочностью и исключительной химической активностью.
Наиболее значимой характеристикой алюминия, о которой должны знать не только опытные, но и начинающие сварщики, является его способность быстро вступать в реакцию с кислородом, что приводит к образованию на поверхности металла тугоплавкой оксидной пленки. Что характерно, сам алюминий может плавиться при температуре 650 градусов, а чтобы расплавить оксидную пленку, покрывающую его поверхность, потребуется температура нагрева, превышающая 2000 градусов. Нерасплавленная оксидная пленка при сварке на постоянном токе может погружаться в расплавленный металл, тем самым ухудшая его внутреннюю структуру.
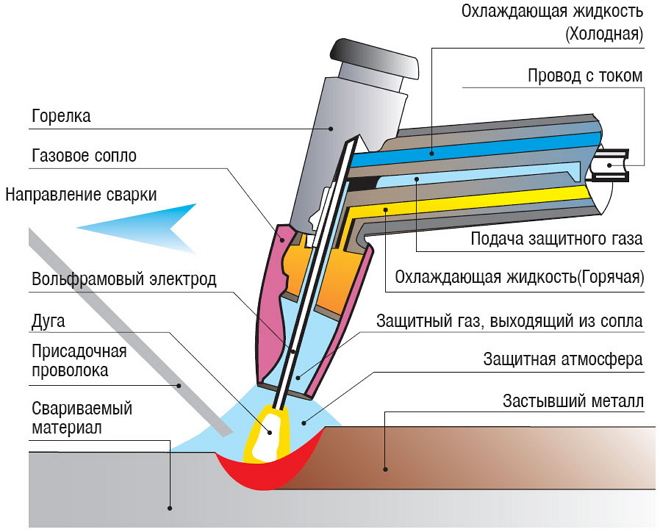
Схема аргонодуговой сварки
Еще одной особенностью, которую следует учитывать при выполнении сварки данного металла, является то, что он не меняет своего цвета в процессе нагревания. Из-за этого визуально определить степень нагрева соединяемых деталей достаточно сложно, что часто приводит к прожогам и утечке расплавленного металла в процессе выполнения сварочных работ.
Свойством алюминия, которое следует учитывать, если вы соберетесь варить детали из данного металла, является значительный коэффициент его объемной усадки, что нередко приводит к возникновению напряжений и деформаций внутри сформированного сварного шва и, как следствие, к образованию в нем трещин. Чтобы избежать таких неприятных последствий, необходимо выполнять модификацию сварного шва либо компенсировать усадку металла за счет большего расхода сварочной проволоки.
Любая инструкция по сварке алюминия, а также сплавов на его основе предусматривает, что выполняющий ее специалист осведомлен о характеристиках данного металла, к которым следует отнести:
- высокую химическую активность;
- невысокую температуру плавления самого металла;
- значительную объемную усадку.
Учитывая все вышеперечисленное, можно утверждать, что именно благодаря сварке алюминия аргоном получают качественные, красивые и надежные соединения деталей. А если использовать для выполнения такой сварки полуавтоматическое оборудование, то можно эффективно решить сразу две задачи: защитить зону сварки от вредного воздействия окружающей среды, а также компенсировать значительную усадку металла за счет постоянно подающейся сварочной проволоки.
Конечно, кроме данной технологии, существуют и другие методы соединения деталей из алюминия при помощи сварки, об особенностях использования которых должен знать каждый специалист.
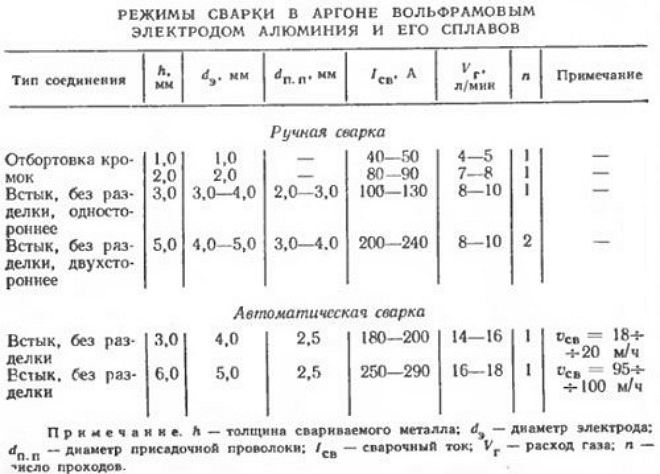
Режимы аргонодуговой сварки алюминия и его сплавов
Способы сварки алюминия
Кроме сварки, предполагающей использование аргона в качестве защитного газа, варить детали из алюминия можно и при помощи других технологий. Наиболее распространенными являются:
- сварка, выполняемая при помощи газовой горелки;
- электродуговая сварка;
- аргонодуговая сварка.
Первая из вышеперечисленных технологий сварки алюминия предполагает использование присадочной проволоки, подаваемой в сварочную зону, а также специального флюса, состоящего из фтористых и хлористых солей. Флюс, который вместе с присадочным прутком нагревается пламенем газовой горелки, разъедает оксидную пленку и открывает доступ пламени к основному металлу, плавящемуся при достаточно невысокой температуре. После окончания сварочных работ, выполняемых по данной технологии, необходимо сразу промыть поверхности соединяемых деталей, чтобы смыть с них остатки едкого флюса. Большим преимуществом данной технологии является то, что при ее использовании обеспечивается минимальный расход присадочного материала.
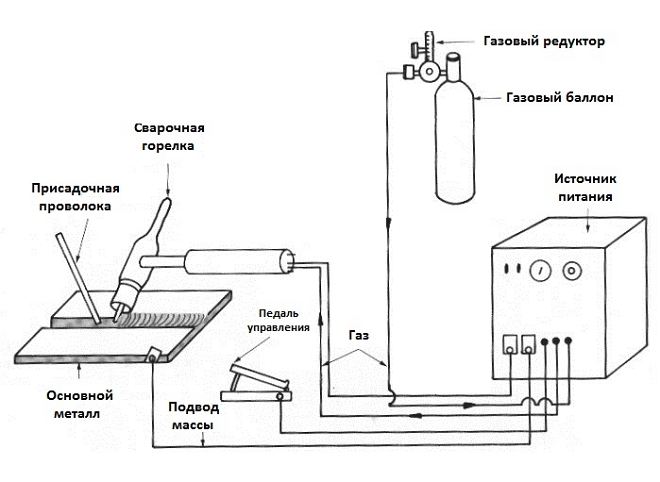
Оборудование для полуавтоматической сварки в среде аргона
Для соединения алюминиевых деталей также может применяться электродуговой сварочный аппарат, специальные электроды из алюминия или присадочная проволока, на поверхность которой нанесена обмазка из флюса. Сварка при использовании такого аппарата выполняется постоянным током, подключенным с обратной полярностью.
Однако, как уже отмечено выше, наиболее качественное соединение позволяет получить аргонодуговая сварка алюминия. Нагрев соединяемых деталей при использовании данной технологии обеспечивается за счет электрической дуги, горящей между неплавким вольфрамовым электродом и соединяемыми заготовками. Формирование сварного шва происходит за счет использования проволоки из алюминия, подаваемой в зону горения дуги вручную или механическим способом – при сварке полуавтоматом.
Оборудование для ручной аргонодуговой сварки
Высокая температура, создаваемая при горении электрической дуги, позволяет разрушить оксидную пленку на поверхности соединяемых деталей, а чтобы алюминий не успел перейти в жидкую фазу и вытечь из зоны формируемого соединения, сварочный электрод перемещают с достаточно высокой скоростью. Большим преимуществом данного метода сварки является то, что электрод, изготовленный из тугоплавкого вольфрама, служит на протяжении длительного времени, а это позволяет экономить на расходных материалах.
Чтобы сварной шов, выполняемый полуавтоматом с использованием присадочной проволоки, обладал высоким качеством и надежностью, необходимо максимальное соответствие химического состава такой проволоки составу соединяемых заготовок.
Для выполнения сварки по данной технологии сегодня используются аппараты, вырабатывающие постоянный или импульсный ток, а также есть устройства, сварка на которых осуществляется переменным током.
Технология сварки с помощью аргона
Сварка аргоном, которая попадает под определение сварки в среде защитного газа, предполагает четкое следование инструкции, в которой оговорена последовательность действий, выполняемых специалистом. От того, насколько правильно будут выполнены все эти действия, зависит как качество формируемого соединения, так и расход материалов, которые стоят недешево. Если вы никогда не выполняли таких сварочных работ, то вам необходимо не только изучить пошаговые инструкции, но и внимательно просмотреть видео уроки, в которых подробно отражен весь технологический процесс.
Чтобы варить алюминий и сплавы на основе данного металла в среде аргона, необходим не только сам сварочный аппарат, но и дополнительное оборудование, обеспечивающее хранение и подачу расходных материалов. Естественно, техническое состояние такого оборудования и качество всех используемых материалов напрямую влияют на надежность формируемого соединения.
Для выполнения сварки аргоном деталей из алюминия и сплавов на основе данного металла потребуется следующее оборудование:
- источник электрического тока, к которому будет подключаться сварочный аппарат и все остальное оборудование;
- баллон, в котором хранится защитный газ аргон;
- механизм, отвечающий за подачу присадочной проволоки в зону выполнения сварки.
При выполнении сварки аргоном на крупных промышленных предприятиях защитный газ подается к сварочному аппарату по централизованной сети. Используемая на полуавтоматах сварочная проволока предварительно наматывается на специальные бобины, устанавливаемые на такой аппарат. Рабочие поверхности верстаков, на которых выполняются сварочные операции, согласно инструкции, должны быть изготовлены из нержавеющей стали.
Как подготовить к сварке соединяемые детали
На качество сварки аргоном алюминия оказывает влияние не только техническое состояние используемых полуавтоматов и других аппаратов, но и тщательность подготовки соединяемых заготовок.
Хорошо демонстрирует все этапы такой подготовки пошаговое видео ниже:
Для получения качественного соединения необходимо тщательно очистить соединяемые детали от грязи, жира и следов машинного масла. Для такой очистки лучше всего использовать любой растворитель. В случае, если толщина соединяемых листовых заготовок превышает 4 мм, необходимо выполнить разделку кромок, а саму сварку алюминия выполнять только встык. Чтобы удалить с поверхности заготовок тугоплавкую окисную пленку, место их соединения необходимо обработать при помощи напильника или щетки с металлическими ворсинками. Если место соединения имеет сложную конфигурацию, то такую зачистку можно выполнить при помощи шлифовальной машинки.
Некоторые особенности сварки аргоном
Сварка, выполняемая в среде аргона, имеет некоторые технологические особенности, о которых не всегда может рассказать обучающее видео. Как уже говорилось выше, для такой сварки, выполняемой полуавтоматом или с ручной подачей присадки, используются вольфрамовые электроды, диаметр которых выбирается в интервале 1,5–5,5 мм. Такой электрод, формирующий сварочную дугу, располагается под углом 80 градусов к поверхности соединяемых деталей. Если подача присадочной проволоки осуществляется не полуавтоматом, а вручную, то ее располагают под углом 90 градусов по отношению к электроду. Если вы внимательно посмотрите видео сварки алюминия аргоном, то обратите внимание, что присадочная проволока двигается впереди электрода.
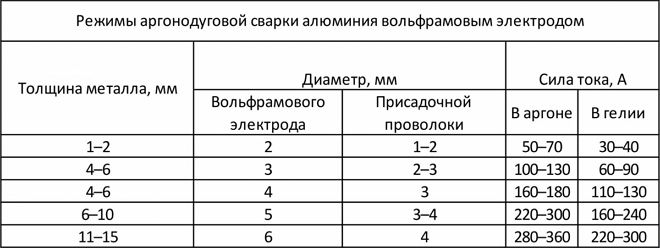
Режимы сварки алюминия вольфрамовым электродом
Выполняя сварку аргоном, очень важно следить за тем, чтобы длина дуги находилась в пределах 3 мм. Характерной особенностью такой сварки является и то, что при ее выполнении присадочной проволокой не совершаются поперечные движения.
Сварка аргоном, если с ее помощью соединяются листы алюминия небольшой толщины, выполняется с подкладкой, в качестве которой можно использовать лист нержавеющей стали. Это позволяет улучшить отвод тепла из сварочной зоны, избежать прожогов и протеканий расплавленного металла. Применение подкладки, ко всему прочему, позволяет экономить энергию, так как такая сварка в среде аргона может выполняться с более высокой скоростью.
Плюсы и минусы сварки, выполняемой в среде аргона
Сварка аргоном деталей из алюминия и сплавов данного металла отличается рядом весомых преимуществ, если сравнивать ее с другими технологиями. При использовании этого метода соединяемые детали нагреваются очень незначительно, что особенно важно в тех случаях, когда необходимо варить заготовки сложной конфигурации. Соединение, получаемое при помощи сварки в среде аргона, отличается высокой прочностью и однородностью сварного шва, в котором отсутствуют поры, примеси и посторонние включения. Очень важно, что шов, получаемый при сварке аргоном, отличается однородной глубиной проплавления по всей своей длине.

Схема аргонной сварки с применением неплавящегося вольфрамового электрода
Естественно, имеет сварка алюминия аргоном и недостатки, о которых также следует знать. Основным из таких недостатков является использование сложного оборудования. Для обеспечения высокой эффективности сварочных операций и требуемого качества сварного шва необходимо, чтобы сам сварочный аппарат и все дополнительное оборудование были настроены правильно.
Одним из важнейших параметров, который следует правильно настраивать при выполнении сварки в среде аргона и других защитных газов, является скорость, а также равномерность подачи присадочной проволоки. Если аппарат подачи будет настроен неправильно, то проволока в зону сварки будет поступать с перерывами, сварочная дуга будет прерываться, что в итоге приведет к повышенному расходу электроэнергии и аргона.
Сварка аргоном является достаточно непростым процессом, но, если соблюдать все инструкции и обладать соответствующей квалификацией, она позволит добиться хорошего результата.
Как варить алюминий аргонодуговой сваркой
Обеспечить качественное соединение деталей из алюминия можно только при сварке ТИГ. Обычным электродом можно заварить алюминиевый сплав для прочности, но он потребует более длительной последующей обработки. Сварка алюминия аргоном позволяет работать с материалом разной толщины, создавая аккуратные швы, обладающие при этом хорошими герметичными свойствами. Это особенно востребовано при ремонте автомобилей, катеров или различных емкостей. Но как варить этот специфичный материал впервые? Как настроить оборудование при сварке алюминия? Краткое руководство из статьи и видео урок помогут освоить это сложное дело.

Что необходимо учитывать при аргоновой сварке алюминия?
Сварка аргоном довольно универсальна, что позволяет соединять этим методом разные толщины материалов и работать со сплавами, считающимися трудносвариваемыми. Основой служит электрическая дуга, горящая между вольфрамовым электродом и изделием. Ее появление обеспечивается постоянным или переменным током, подающимся на горелку и массу, прикрепленную к свариваемым частям. Инертный газ выступает в качестве защиты сварочной ванны. Но алюминий и его сплавы имеют ряд специфичных особенностей, которые требуется знать и учитывать производя сварку.
Одной из трудностей служит оксидная пленка, образовывающаяся на поверхности материала. Она появляется при взаимодействии металла с кислородом. Плавится пленка при температуре 2000 градусов. Но сам алюминий начинает приобретать жидкую форму уже после 500 градусов. Поэтому выбрав слишком большую силу тока и расплавив оксид, невозможно вести шов. Установив малые параметры на аппарате не получается вообще начать процесс создания сварочной ванны. Поэтому аргонодуговая сварка алюминия подразумевает предварительную зачистку поверхности металла от оксида. Достигается это специальной щеткой или растворителем, после чего необходимо сразу начинать сварочный процесс.
Дополнительной сложностью является гигроскопичность материала. При высокой влажности окружающей среды алюминий впитывает часть воды из воздуха. Когда изделие начинает подвергаться нагреву от электрической дуги, то свариваемый материал выделяет влагу на поверхность. Это может отражаться на качестве формирования шва, плотности контакта с изделием, и пощипыванию малым напряжением сварщика, соприкасающегося с мокрыми участками. Хотя варить аргоном можно сразу, рекомендуется небольшой прогрев материала газовой горелкой при температуре 150 градусов. Это даст испариться лишней влаге и улучшит сварочный процесс.
Аргонная сварка алюминия требует и хорошей защиты расплавленного металла от внешнего воздуха. Для этого необходимо выставить правильный расход газа. Недостаточная подача последнего приведет к вспениванию металла и горению вольфрама. Чрезмерная продувка аргоном мешает формированию шва и сделает процесс более дорогим.
Еще одной сложностью для начинающих сварщиков является образование воронки в конце шва. Если дугу резко оборвать, то появляется кратер. Длительное удержание горелки на одном месте приводит к ненужному прогреву и расширению сварочной ванны. Поэтому аргоннодуговая сварка алюминиевых сплавов нуждается в дополнительных настройках режима затухания дуги, уменьшающего силу тока постепенно. Учитывая эти особенности материала, можно правильно выставить параметры напряжения и своими руками выполнить качественный шов.
Технология выполнения сварки для начинающих
Процесс аргоновой сварки алюминия выполняется не постоянным током, а переменным. Так можно добиться лучших результатов. Свой первый шов лучше начинать на тренировочной поверхности:
- Необходимо выставить пластины в удобное положение. Разделка кромок выполняется по тем же параметрам, что и остальные виды металлов.
- Желательно произвести прогрев материала до 150 градусов, чтобы удалить влагу.
- Щеткой снимается верхний тугоплавкий слой. В качестве альтернативы можно воспользоваться растворителем.
- Горелка подносится к изделию так, чтобы между электродом и поверхностью оставалось 3 мм. Нажимается кнопка и зажигается дуга. Текучесть алюминия зависит от примесей в составе.
- При возникновении небольшой лужицы расплавленного металла (сварочной ванны) можно подавать в зону сварки присадку.
- Горелку необходимо вести ровно, справа налево. Колебательные движения понадобятся в случае широкого шва. На переменном токе будет слышен характерный треск сварки.
- При завершении шва нажимается кнопка и дуга плавно затухает. Горелка удерживается над зоной сварки до полного прекращения продувки газом.
Настройка аппарата и режимы
TIG сварка алюминия возможна только там, где аппараты поддерживают работу не только постоянным током, но и переменным. Несмотря на частоту колебания напряжения, лучший шов получается при последнем варианте настройки. Полярность может быть как прямой, так и обратной. Параметры напряжения можно установить исходя из толщины материала:
| Толщина пластин, мм | Сила тока, А | Диаметр вольфрамового электрода, мм |
| 1 | 30 — 40 | 1.6 |
| 1.5 | 45 — 60 | 2.3 |
| 2 | 70 — 80 | 2.3 |
| 3 | 90 — 120 | 3.2 |
Подачу тока важно установить ступенчатого типа, с плавным розжигом, восходящим значением в процессе ведения шва, и постепенным затуханием при завершении горения. Это позволит избежать образования кратера в конце соединения.
Расход аргона при сварке выставляется на манометре, ближнем к газовому шлангу. Российские модели требуется установить в пределах от 6 до 11 литров. Это погрешность измерительного прибора, которая доводится до оптимального значения только практическим путем. Если манометр импортного производства (немецкий, чешский), то можно сразу поставить 8 литров.
В настройках аппарата важно установить и последующее время продувки газом, после прекращения горения дуги. Длительность подачи аргона выставляется на значение в пять секунд, что дает достаточно времени на застывание ванны и охлаждение электрода.
Выбор присадочного материала
Поскольку алюминий плавится сравнительно быстро, то подобрав неверный диаметр присадочной проволоки, можно не успевать подавать ее в зону сварки и формировать шов. Поэтому толщина припоя должна быть такой же, как и толщина свариваемых пластин. Также необходимо быть внимательным и при выборе химического состава присадочного материала. Например, изделие из дюралюминия не получится заварить с прутком для пищевого алюминия. Помочь может таблица с номерами присадочной проволоки и ее предназначением:
| Маркировка присадки, № | Предназначение |
| 1070/1100 | АД1, АМц. |
| 5754 | Для сварки алюминия с примесью магния. |
| 1450 | Для сплавов, используемых в авиастроении. Присадка оснащена титановым включением, укрепляющим шов. |
| 5183 | Для пищевых емкостей и судостроения. |
| 5554 | Для колесных дисков и емкостей химической промышленности. |
| 4043 | Для сплавов с силумином, применяемых в строительстве. |
Подбор электрода
Технология сварки алюминия аргоном требует и правильного выбора вольфрамового электрода, диаметр которого должен быть максимально близок к толщине свариваемых частей. Заточка выполняется классическим способом, но без острого кончика, как в случае со сваркой нержавейки. Во время первых секунд горения электрод примет форму капли на конце и так придется вести шов. Вылет из сопла необходим на 3-5 мм, чтобы избежать перегрева вольфрама. При сварке мелкие брызги алюминия будут налипать на электрод, что потребует повторной заточки.
Научиться сваривать алюминий не просто. Но зная вышеизложенные принципы и просмотрев видео с уроками от специалистов, можно уверенно пробовать свои силы на практике.
Присадочные проволоки для сварки алюминия аргоном в Москве
- Бисер и бисероплетение
- Прутки для сварки металла
- Проволока для сварки

Пруток сварочный Русэлком Пруток сварочный алюминий ER-4043 (ALSi5) ф2,0*1000
Сварочная проволока MAGMAWELD MG 2 (D200 RND) 0.80 (mm) — 5 (Kg)
Алюминиевая сварочная проволока ER 4043 Deka d-1,0 мм кат. 0,5кг
Алюминиевая сварочная проволока ER 4043 Deka d-0,8мм кат. 0,5кг
Пруток присадочный алюм. TIG ER4043 ( Св-АК5) д=4,0мм
Пруток нержавеющий ESAB OK Tigrod 318Si 1.2 мм 5 кг
Присадочный пруток OK Tigrod 4043 д.2,0мм (1шт)
Пруток алюминиевый FoxWeld АL Мg 5 (ER-5356) 1.6 мм 5 кг
Пруток сварочный Русэлком Пруток сварочный алюминий ER-5356 (ALMg 5) ф2,0*1000
Пруток омедненный ELKRAFT TIG ER70S-6 2 мм 5 кг
Проволока сварочная алюминиевая Elkraft ER5183 (1 мм; 6 кг) 93621
Проволока из металлического сплава FoxWeld E71T-GS 0.8мм 0.9кг
Пруток алюминиевый FoxWeld АL Si 5 (ER-4043) 2 мм 5 кг
Проволока алюминиевая BRIMA ER-5356 1.2мм 2кг
Пруток алюминиевый FoxWeld АL Si 5 (ER-4043) 1.6 мм 5 кг
Проволока алюминиевая Quattro Elementi 770-391 0.8мм 0.45кг
Проволока алюминиевая ESAB OK Autrod 5356 1.2мм 2кг
Присадочный пруток FoxWeld АL SI 5 (ER-4043),Д.1.6×1000 mm, 5кг
Сварочный пруток -030804 — ПП (РР) Полипропилен 4мм, серый. Бухта 5 кг.
Пруток алюминиевый Сварог TIG ER4043 3.2 мм 5 кг
Проволока алюминиевая БАРС AlSi5 0.8мм 2кг
Самозащитная сварочная проволока E71T-GS d-0,8мм кат. 1кг
Пруток алюминиевый ELKRAFT TIG ER4043 4 мм 5 кг
Пруток присадочный алюм. TIG ER5356 ( Св-АМг5) д=2,0мм туба 1кг [ELKRAFT]



Пруток алюминиевый ELKRAFT TIG ER5356 2.4 мм 5 кг
Пруток алюминиевый Кедр TIG ER-4043 AlSi5 2 мм 5 кг
Пруток присадочный алюм. TIG ER4043 ( Св-АК5) д=3,2мм туба 1кг [ELKRAFT]
Пруток алюминиевый ELKRAFT TIG ER5356 4 мм 5 кг
Пруток алюминевый FoxWeld АL Si 5 (ER-4043) 2.4 мм 5 кг
Пруток омедненный ESAB OK Tigrod 12.60 1.6 мм 5 кг
Пруток омедненный ESAB OK Tigrod 12.61 1.6 мм 5 кг
Пруток присадочный SELLER TIG ER 308LSI ф=1,0х1000 5 кг
Пруток алюминиевый АМГ6ф диаметр 20, 90 см
Пруток алюминиевый FoxWeld АL Мg 5 (ER-5356) 2 мм 5 кг
Присадочный пруток OK Tigrod 19.30 д.2,0мм (1шт)
Пруток алюминиевый АМГ6ф диаметр 16, 90 см
Пруток DEKA аллюмин. ER 4043 4.0мм (5кг)
Пруток алюминиевый ESAB OK Tigrod 4047 2.4 мм 2.5 кг
Пруток присадочный алюм. TIG ER5356 ( Св-АМг5) д=3,2мм
Пруток алюминиевый Кедр TIG ER-4043 AlSi5 2.4 мм 5 кг
Набор 802115 Blueweld для сварки алюминия
Пруток присадочный свар. проволоки СВ-08А ф 3мм (тубус 5 кг) TM Monolith (ООО «СЗСЭ») (4820130192200)
Проволока алюминиевая FoxWeld AL MG 5 (ER-5356) 1мм 0.5кг
Пруток алюминиевый ELKRAFT TIG ER5356 3.2 мм 5 кг
Пруток алюминиевый ELKRAFT TIG ER5356 2 мм 5 кг
Пруток алюминиевый ELKRAFT TIG ER4043 2.4 мм 5 кг
Проволока алюминиевая ELITECH 0606.011100 1мм 7кг
Пруток сварочный (присадочный) алюминевый РУСЭЛКОМ Пруток сварочный алюминий ER-4043 (ALSi5) ф2,0*1000
Пруток нержавеющий ESAB OK Tigrod 308L 1 мм 5 кг
Пруток сварочный (присадочный) алюминевый РУСЭЛКОМ Пруток сварочный алюминий ER-5356 (ALMg 5) ф4,0*1000
Уроки сварки: Как выбрать газ, электрод и сварочную проволоку для TIG-сварки?
Этап подготовки к аргонодуговой сварке включает не только настройку инструмента, но и подбор верных расходных материалов. От правильности выбора расходки напрямую зависит результат работы, что делает его важным и требует внимания не только новичка.
Для сварки TIG аппаратом понадобятся:
- Сварочный газ
- Электроды
- Присадочный пруток
Рассмотрим каждый из расходных материалов в отдельности, чтобы разобраться в нюансах выбора.
Суть сварочного процесса TIG-оборудованием

Если вы уже знакомы с такими типами сварки, как ММА и MIG-MAG, то наверняка знаете, что в первом в качестве главного расходного материала используется электрод, а во втором подвижная проволока. TIG-аппараты также используют электрод, но уже из вольфрама, материала отличающегося тугоплавкостью.
Защиту от окисления обеспечивает газ аргон, собственно, поэтому процесс часто именуют аргонодуговой сваркой. Англоязычная аббревиатура TIG означает — Tungsten (вольфрам) Inert (инертный) Gas (газ), что затрагивает наиболее важные элементы в работе.
Зачем тут присадочный пруток? Он подается вручную для формирования шва. Под действием дуги металл плавится, находясь в защищенной среде газа, и создает качественное соединение.
В этой статье мы не будем заострять внимание на том, как подбирается сам аппарат. Для этого создан отдельный материал, который поможет разобраться в том, как выбрать аргонодуговой аппарат для TIG сварки .
Сварочный газ – аргон или смеси?

Мы уже упоминали о том, что защиту процесса обеспечивает инертный газ. При TIG-сварке чаще используется чистый аргон, немного реже гелий и их смеси. Именно в этой среде вольфрамовый электрод изнашивается меньше всего, а внешний вид и качество шва оптимальны.
Выбор электрода для TIG варки

Вольфрам выбран в качестве электрода не случайно. Металл славится особой тугоплавкостью, по части которой у него просто нет конкурентов.
Опознать вольфрамовый электрод для аргонодуговой сварки можно по маркировке «W». Другие символы и даже цвет указывает на вид легирующих добавок. Они необходимы, чтобы улучшить характеристики и увеличить срок эксплуатации расходного материала.
Электроды могут быть как универсальными, так и специальными – для сварки только на постоянном или только на переменном виде тока.

Как и в случае с газом, выделим наиболее популярный вид электрода:
- WP (зеленые электроды) — вольфрамовые электроды без специальных добавок для сварки на переменном токе
- Вольфрамовые электроды легированные оксидом лантана WL-20 (голубой цвет ) и WL-15 (золотой цвет) — универсальные электроды для сварки на постоянном и переменном токах
Также встречаются электроды tig с другими добавками – циркония, церия, оксидом иттрия – их достаточно много.
Цвет / Состав
Вольфрамовые электроды без специальных добавок. Вольфрама не менее 99,5%, остальное примеси.
Обеспечивают устойчивость дуги при сварке на переменном токе. Идеально подходят для сварки деталей из алюминия.
Вольфрамовые электроды легированные оксидом лантана 1,8-2,2 La2O3
Обеспечивают легкий розжиг сварочной дуги и ее высокую устойчивость, быстрое повторное зажигание.
Вольфрамовые электроды легированные оксидом циркония 0,7-0,9% ZrO2
Для сварки на переменном токе. Создают стабильную дугу высокой мощности. Выдерживают значительные токовые нагрузки.
Вольфрамовые электроды легированные оксидом церия 1,8-2,2% CeO2
Для сварки любым типом тока, поддерживают стабильную дугу даже при небольших его значениях.
Вольфрамовые электроды легированные оксидом иттрия 1,8-2,2% Y2O3
Используются для сварки особо ответственных соединений.

С диаметром все куда сложнее, ведь он должен быть выбран в зависимости от толщины свариваемого металла и разновидности сварочного тока. В этом вопросе вам пригодится таблица ниже. Здесь приведены рекомендации для самых распространенных электродов WP и WL:
Алюминиевые присадочные прутки
Прутки алюминиевые TIG ER-5356 AlMg5 Ø 3,2мм (1000мм, картонный пенал 2кг) алюминиевые сварочные прутки, широко применяемые для аргонодуговой сварки профилей и металлоконструкций из Al — Mg сплавов, содержащих > 3% Mg, таких, как AlMg3, AlMg4, AlMg5, AlMg6 с аналогичными материалами.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Прутки алюминиевые TIG ER-4043 AlSi5 Ø 1.6мм (1000мм, картонный пенал 2кг) алюминиевые сварочные прутки, широко применяемые для аргонодуговой сварки литейных Al — Si; Al — Si — Mg сплавов типа АД31, АД33, АД35. (Блоки ДВС, опорные плиты, рамы и т.п.)
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Прутки алюминиевые TIG ER-5356 AlMg5 Ø 1.6мм (1000мм, картонный пенал 2кг) алюминиевые сварочные прутки, широко применяемые для аргонодуговой сварки профилей и металлоконструкций из Al — Mg сплавов, содержащих > 3% Mg, таких, как AlMg3, AlMg4, AlMg5, AlMg6 с аналогичными материалами.
Прутки алюминиевые TIG ER-4043 AlSi5 Ø 2.0мм (1000мм, картонный пенал 2кг) алюминиевые сварочные прутки, широко применяемые для аргонодуговой сварки литейных Al — Si; Al — Si — Mg сплавов типа АД31, АД33, АД35. (Блоки ДВС, опорные плиты, рамы и т.п.)
Прутки алюминиевые TIG ER-5356 AlMg5 Ø 2.0мм (1000мм, картонный пенал 2кг) алюминиевые сварочные прутки, широко применяемые для аргонодуговой сварки профилей и металлоконструкций из Al — Mg сплавов, содержащих > 3% Mg, таких, как AlMg3, AlMg4, AlMg5, AlMg6 с аналогичными материалами.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Алюминиевый пруток ER 5183 применяется при аргонодуговой сварки алюминиевых сплавов с содержанием магния до 5%. Такие сплавы используются для изготовления металлоконструкций работающих при знакопеременных нагрузках и для изготовления изделий, которые контактируют с морской водой (в судостроении).
Прутки алюминиевые TIG ER-4043 AlSi5 Ø 2,4мм (1000мм, картонный пенал 2кг) алюминиевые сварочные прутки, широко применяемые для аргонодуговой сварки литейных Al — Si; Al — Si — Mg сплавов типа АД31, АД33, АД35. (Блоки ДВС, опорные плиты, рамы и т.п.)
Стальной круг – изделие, представляющее собой прут с круглым поперечным сечением различных диаметров. Производится из качественной стали, что гарантирует защиту изделия от возможных процессов коррозии. Стальные круги по прокатной точности могут быть стандартные и повышенные (круги калиброванные).
Прутки алюминиевые TIG ER-4043 AlSi5 Ø 3,2мм (1000мм, картонный пенал 2кг) алюминиевые сварочные прутки, широко применяемые для аргонодуговой сварки литейных Al — Si; Al — Si — Mg сплавов типа АД31, АД33, АД35. (Блоки ДВС, опорные плиты, рамы и т.п.)
Присадочные прутки для сварки алюминия.
Стальной круг – изделие, представляющее собой прут с круглым поперечным сечением различных диаметров. Производится из качественной стали, что гарантирует защиту изделия от возможных процессов коррозии. Стальные круги по прокатной точности могут быть стандартные и повышенные (круги калиброванные).
Прутки алюминиевые TIG ER-5356 AlMg5 Ø 2.4мм (1000мм, картонный пенал 2кг) алюминиевые сварочные прутки, широко применяемые для аргонодуговой сварки профилей и металлоконструкций из Al — Mg сплавов, содержащих > 3% Mg, таких, как AlMg3, AlMg4, AlMg5, AlMg6 с аналогичными материалами.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Присадочные прутки для сварки алюминия.
Присадочные прутки для сварки алюминия.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Стальной круг – изделие, представляющее собой прут с круглым поперечным сечением различных диаметров. Производится из качественной стали, что гарантирует защиту изделия от возможных процессов коррозии. Стальные круги по прокатной точности могут быть стандартные и повышенные (круги калиброванные).
Присадочные прутки для сварки алюминия.
Алюминиевый пруток ER 5183 применяется при аргонодуговой сварки алюминиевых сплавов с содержанием магния до 5%. Такие сплавы используются для изготовления металлоконструкций работающих при знакопеременных нагрузках и для изготовления изделий, которые контактируют с морской водой (в судостроении).
Алюминиевый пруток ER 5183 применяется при аргонодуговой сварки алюминиевых сплавов с содержанием магния до 5%. Такие сплавы используются для изготовления металлоконструкций работающих при знакопеременных нагрузках и для изготовления изделий, которые контактируют с морской водой (в судостроении).
Присадочные прутки для сварки алюминия.
Присадочные прутки для сварки алюминия.
Стальной круг – изделие, представляющее собой прут с круглым поперечным сечением различных диаметров. Производится из качественной стали, что гарантирует защиту изделия от возможных процессов коррозии. Стальные круги по прокатной точности могут быть стандартные и повышенные (круги калиброванные).
Присадочные прутки для сварки алюминия.
Присадочные прутки для сварки алюминия.
Стальной круг – изделие, представляющее собой прут с круглым поперечным сечением различных диаметров. Производится из качественной стали, что гарантирует защиту изделия от возможных процессов коррозии. Стальные круги по прокатной точности могут быть стандартные и повышенные (круги калиброванные).
Стальной круг – изделие, представляющее собой прут с круглым поперечным сечением различных диаметров. Производится из качественной стали, что гарантирует защиту изделия от возможных процессов коррозии. Стальные круги по прокатной точности могут быть стандартные и повышенные (круги калиброванные).
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Присадочные прутки для сварки алюминия.
Алюминиевый пруток ER 5183 применяется при аргонодуговой сварки алюминиевых сплавов с содержанием магния до 5%. Такие сплавы используются для изготовления металлоконструкций работающих при знакопеременных нагрузках и для изготовления изделий, которые контактируют с морской водой (в судостроении).
