Присадочная проволока для аргонной сварки
Все о проволоке для сварки аргоном

- Особенности
- Виды
- Выбор
- Инструкция по применению
Знать все о проволоке для сварки аргоном — такой же обязательный момент для любого сварщика, как и умение подбирать электроды, виды и характеристики тока. Выбор этой проволоки тоже не так прост, как кажется. Да и ее применение может грозить целым рядом подводных камней, если работать неправильно.

Особенности
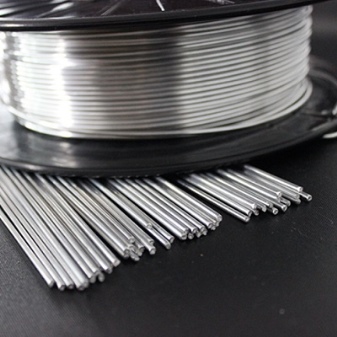
Главная черта проволоки для аргоновой сварки — это ее внешний вид. В большинстве случаев подобные компоненты представляют собой скрученные в бобины металлические прутки. Вставлять подобные бобины нужно в механизм подачи. Сама поступающая проволока может иметь цельную либо полую структуру. Также встречаются изделия с вкраплениями. Материал присадки должен быть строго тот же, что и материал обрабатываемого изделия.
Все попытки нарушать это правило ни к чему хорошему не приводят. Отгрузка в бобинах удобна для индустриального использования. В ручном режиме подают проволоку в рабочую зону преимущественно при кустарных работах. Каких-то других особых требований в общем случае технология не предъявляет.


Сплошной тип проволоки получают из чистого металла. В составе таких приспособлений не может быть каких-либо примесей, присадки также использоваться не должны. Несмотря на простоту, такие типы проволоки применяются сварщиками наиболее широко. Именно их в основном и берут для сварки в газовой среде. Порошковая проволока для аргонной сварки практически не подходит, потому что она предназначается именно для замены внешней газовой защиты выделяющимися при плавлении порошка веществами.
Наиболее интересно активированное изделие. Оно сочетает достоинства сплошного и порошкового решений без их недостатков. Различия касаются и типа свариваемых материалов. Присадочная проволока для аргонодуговой обработки черного металла — один из самых частых вариантов. Основное распределение таково:
- порошковая проволока вынужденно применяется для манипуляций с углеродистыми сталями, позднее подвергаемыми термообработке (хотя обычно это и не самый хороший выбор);
- алюминиевая нужна для работы с алюминием (в ее составе могут быть марганцевые, кремниевые, магниевые и иные включения);
- нержавеющая сварочная проволока — применяемая в работе со сталью, легированной хромом либо никелем;
- омедненная (в основном применяется при сварке интенсивно легированной или умеренно-легированной заготовки);
- простая стальная (предпочтительна для работ со слабо легированным металлом).



Нержавеющей проволокой активно пользуются, чтобы варить сталь, содержащую хром либо никель. На выходе должен получаться очень качественный шов.
Появление трещин почти исключено, как и возникновение коррозионных процессов. При использовании нержавеющей проволоки количество брызг сводится к минимуму. Дуга будет работать очень активно и стабильно, а срок службы шва заметно вырастает.
Омедненная проволока имеет те же положительные свойства, что и ее нержавеющая разновидность. К тому же она еще и помогает экономить наконечники вне зависимости от используемого сварочного аппарата. Поставки омедненной проволоки подразумевают обычно ее наматывание на пластмассовую кассету. Типовая толщина варьируется от 0,6 до 1 мм. Омедненная проволока (к примеру, СВ-08Г2С) облегчает повторный запуск сварочной дуги и помогает стабилизировать ее горение в любом режиме. Альтернативный продукт ESAB предназначен для работы с:
- инструментальной сталью;
- стальными сплавами, используемыми в судостроении;
- штампованным металлом;
- алюминием;
- чугуном.

Простая стальная проволока для аргонной сварки применима практически в любой сфере индустриального производства. Классифицируют этот расходный материал по большому количеству показателей. Очень важную роль, наряду с сечением, имеет механическая прочность материала. Также важен его точный химический состав — как всегда, чем ближе к обрабатываемому изделию, тем лучше и эффективнее работа. Может применяться только проволока, маркированная сокращением «Св», ее сечения колеблются от 0,03 до 1,2 см.
Алюминиевый материал востребован при манипуляциях со сплавами алюминия, где доля кремния ограничена 3%. Предельное содержание меди при этом колеблется от 3 до 5%. Подобный присадочный материал:
- гарантирует повышенную прочность;
- дает тот же окрас, что и сами заготовки;
- не уступает в коррозионной устойчивости алюминиевым конструкциям.
Алюминиевые присадки востребованы в производстве автомобилей, речных и морских судов. Достаточно массово применяют такую проволоку при сварке контактирующих с водой конструкций. Но важно понимать, что чистый алюминий на практике не используется, он всегда смешан с другими веществами — иначе достаточной прочности не обеспечить.
Этот момент характерен и для сварочных присадок. Однако там доля добавок не превосходит 1%.



Выбор
Главный момент — проводимые манипуляции. Проволока, предназначенная собственно для аргоновой сварки, не подойдет для резки (и наоборот). Внимание стоит уделить диаметру изделий. Вполне закономерно, что чем толще металл, тем крупнее должна быть и присадка. В большинстве случаев выбирают проволоку сечением 3 мм.
Стоит отметить, что в сварочной проволоке могут присутствовать специальные улучшающие компоненты. От их количества и пропорций зависят технические свойства продукта. Еще стоит уделить внимание маркировке проволоки. После букв «Св» приводится цифра, отражающая концентрацию углерода. Далее указывают дополнительные металлы, если концентрация металла 0,99% и ниже.



Инструкция по применению
Сварочная проволока может использоваться в автоматическом или полуавтоматическом режиме. Подача аргона должна происходить строго синхронно с поступлением присадки. Также придется применять специализированную горелку. Предполагается использование постоянного тока с прямой поляризацией. Работа на переменном токе подразумевает применение осциллятора, но на практике подобный вид манипуляций показан только при работе с мелкими тонкостенными трубками.
Ручная сварка аргоном тоже иногда практикуется. Одной рукой оператор удерживает специальную горелку, а другой – проволоку. Последняя подается в рабочую зону максимально плавно. Такой метод требует твердой, сильной руки и стабильного глазомера.
И даже при подобных условиях работать долго и стабильно не получается, потому крайне желательно все же использовать хотя бы полуавтомат.
Уроки сварки: Как выбрать газ, электрод и сварочную проволоку для TIG-сварки?
Этап подготовки к аргонодуговой сварке включает не только настройку инструмента, но и подбор верных расходных материалов. От правильности выбора расходки напрямую зависит результат работы, что делает его важным и требует внимания не только новичка.
Для сварки TIG аппаратом понадобятся:
- Сварочный газ
- Электроды
- Присадочный пруток
Рассмотрим каждый из расходных материалов в отдельности, чтобы разобраться в нюансах выбора.
Суть сварочного процесса TIG-оборудованием

Если вы уже знакомы с такими типами сварки, как ММА и MIG-MAG, то наверняка знаете, что в первом в качестве главного расходного материала используется электрод, а во втором подвижная проволока. TIG-аппараты также используют электрод, но уже из вольфрама, материала отличающегося тугоплавкостью.
Защиту от окисления обеспечивает газ аргон, собственно, поэтому процесс часто именуют аргонодуговой сваркой. Англоязычная аббревиатура TIG означает — Tungsten (вольфрам) Inert (инертный) Gas (газ), что затрагивает наиболее важные элементы в работе.
Зачем тут присадочный пруток? Он подается вручную для формирования шва. Под действием дуги металл плавится, находясь в защищенной среде газа, и создает качественное соединение.
В этой статье мы не будем заострять внимание на том, как подбирается сам аппарат. Для этого создан отдельный материал, который поможет разобраться в том, как выбрать аргонодуговой аппарат для TIG сварки .
Сварочный газ – аргон или смеси?

Мы уже упоминали о том, что защиту процесса обеспечивает инертный газ. При TIG-сварке чаще используется чистый аргон, немного реже гелий и их смеси. Именно в этой среде вольфрамовый электрод изнашивается меньше всего, а внешний вид и качество шва оптимальны.
Выбор электрода для TIG варки

Вольфрам выбран в качестве электрода не случайно. Металл славится особой тугоплавкостью, по части которой у него просто нет конкурентов.
Опознать вольфрамовый электрод для аргонодуговой сварки можно по маркировке «W». Другие символы и даже цвет указывает на вид легирующих добавок. Они необходимы, чтобы улучшить характеристики и увеличить срок эксплуатации расходного материала.
Электроды могут быть как универсальными, так и специальными – для сварки только на постоянном или только на переменном виде тока.

Как и в случае с газом, выделим наиболее популярный вид электрода:
- WP (зеленые электроды) — вольфрамовые электроды без специальных добавок для сварки на переменном токе
- Вольфрамовые электроды легированные оксидом лантана WL-20 (голубой цвет ) и WL-15 (золотой цвет) — универсальные электроды для сварки на постоянном и переменном токах
Также встречаются электроды tig с другими добавками – циркония, церия, оксидом иттрия – их достаточно много.
Цвет / Состав
Вольфрамовые электроды без специальных добавок. Вольфрама не менее 99,5%, остальное примеси.
Обеспечивают устойчивость дуги при сварке на переменном токе. Идеально подходят для сварки деталей из алюминия.
Вольфрамовые электроды легированные оксидом лантана 1,8-2,2 La2O3
Обеспечивают легкий розжиг сварочной дуги и ее высокую устойчивость, быстрое повторное зажигание.
Вольфрамовые электроды легированные оксидом циркония 0,7-0,9% ZrO2
Для сварки на переменном токе. Создают стабильную дугу высокой мощности. Выдерживают значительные токовые нагрузки.
Вольфрамовые электроды легированные оксидом церия 1,8-2,2% CeO2
Для сварки любым типом тока, поддерживают стабильную дугу даже при небольших его значениях.
Вольфрамовые электроды легированные оксидом иттрия 1,8-2,2% Y2O3
Используются для сварки особо ответственных соединений.

С диаметром все куда сложнее, ведь он должен быть выбран в зависимости от толщины свариваемого металла и разновидности сварочного тока. В этом вопросе вам пригодится таблица ниже. Здесь приведены рекомендации для самых распространенных электродов WP и WL:
Процесс сварки в аргоновой среде с использованием присадочной проволоки

Сварка с использованием аргона очень популярна среди профессиональных работников. При таком виде сварочных работ качество швов в разы выше, они красивы и долговечны.
Чтобы провести такие работы нужно иметь особый материал, который называется присадочной металлической проволокой.
Здесь вы найдете подробную информацию о том, что такое аргоновая сварка и как правильно применять присадочную проволоку, сколько видов и что они собой представляют.
- Основные данные
- Подборка присадочного материала
- Эксплуатация
- Подытожим
Основные данные
Присадочной проволокой называют специальный материал с малым сечением, который может состоять как из разных металлов, так и из искусственных полимеров.
Присадка имеет очень большую длину, поэтому в магазинах её можно найти в виде катушки. Измеряется она килограммами. Вид присадочного материала зависит от металла или полимера, из которого она изготовлена.
Проволока для сварочных работ с металлическими изделиями в аргоновой среде представляет собой отдельный вид. Её используют при работе на автоматическом или полуавтоматическом аппарате.
Из этого материала можно изготовить не только присадку, иногда её приспосабливают под создание электродов.
Использование присадочной проволоки для сварки с аргонами способствует замене электродов и формирует ровные швы. Присадочная проволока играет роль проводника между сварочным током и дугой, она зажигает последнюю и поддерживает постоянное горение.
Со временем материал переплавляется и происходит смесь с основной заготовкой. При смешивании заготовки и проволоки химико-физические характеристики швов улучшаются.
Состав присадочной проволоки может содержать любой металл, так как при работе она должна быть того же металла, что и сама заготовка.
Соответственно если вы работаете с алюминиевыми деталями, материал присадочной проволоки должен также быть алюминием. Иногда такую проволоку называют присадочными прутками для аргонодуговых работ с алюминием и его сплавами.
Если вам нужно сварить нержавеющий материал, то состав проволоки должен быть основам на антикоррозийной стали. Эти примеры сильно обобщены, все подробности мы расскажем далее.
Подборка присадочного материала

Так как ассортимент довольно обширный, начинающие сварщики могут столкнуться с некоторыми затруднениями. Материалы различаются производителями, марками, диаметрами. Какой сделать выбор из всего этого?
Первым делом нужно выяснить тип работы. Вы будете производить или варить металлы? Или работать с пайкой пластмассовых деталей? Найдя ответ на этот вопрос, вы уже сдвинетесь с места.
Например, вы собираетесь проводить аргоновую сварку металлов. Узнайте, какой именно металл вы собираетесь варить. При этом вам нужен не просто тип металла, а конкретная марка.
Выяснив, что у вас стальная заготовка, вы можете столкнуться ещё с десятком разных видов стали.
Когда марка станет вам известна, можно приступать к выбору материалов.
Диаметр присадки должен соответствовать толщине заготовки. Чем больше толщина детали, тем больше показатель диаметра. Часто значения диаметра проволоки и толщины металла совпадают.
Кто производитель не важно. Главное, какие были условия при хранении и перевозке присадки в магазин. Скорее всего, выяснить эту информацию на сто процентов вам не удастся.
Поэтому лучше закупаться в проверенном магазине, а если есть возможность, то идти к официальному представителю. У представителей обычно соблюдается все правила хранения и можно на счет этого не беспокоиться.
Эксплуатация

Выбор присадочного материала не самый важный элемент в работе с аргоновой средой. Также нужно разбираться в технологии сварки, и какие у неё стандарты. Сама технология основывается на использовании аргонового газа для формирования швов.
При такой сварке применяют присадочную проволоку и электроды. Электроды могут быть как плавящимися, так и нет. Мы рассмотрим использование неплавящихся электродов, так как этот метод больше популярен.
Для сварочной в среде аргона работы используют автоматические и полуавтоматические аппараты. Присадку заправляют в подающий механизм, затем задаётся нужный режим и она проходит в сварочную зону.
От заготовки до электрода проходит дуга, которая и представляет собой зону сварки. В то же время используется аргон, чтобы защитить электроды и металлическую поверхность заготовки от окислительного процесса.
Для сварочной работы в среде аргона нужно приобрести специальное горелочное оборудование. На сварочной аппаратуре необходимо использование постоянного тока с прямой полярностью.
Для варки с переменным током, можете работать с осциллятором. Такая сварка не всегда рациональна. К ней можно приходить только при работе с небольшими трубами, у которых тонкие стены.
Также существует такой вид сварки, когда мастер использует горелочное оборудование и присадку по отдельности, держа их в разных руках. Такой вид называется ручной аргоновой сваркой.
Подытожим

Это вся основная информация, которая поможет вам в работе с аргоновым газом. При подборке присадочных материалов смотрите, с каким металлом вы собираетесь работать.
Присадку можно использовать для смеси с заготовкой, и чтобы сформировать соединение только при помощи присадочного материала.
А есть ли у вас опыт со сваркой в аргоновой среде? Какой присадочный материал вы подобрали? Были ли у вас проблемы при сварочных работах?
Оставляйте свои комментарии и делитесь опытом. Может ваша история поможет начинающим избежать серьёзных ошибок. Продуктивности в работе!
проволока для аргонодуговой сварки
Главная страница » проволока для аргонодуговой сварки
В данном разделе рассматривается проволока для аргонодуговой сварки.
Для кузнецов, кузниц, производств и частных лиц (самодельщиков, самоучек и энтузиастов).
Ниже смотрите полезную информацию для выбора.
Выбирайте марки из списка под статьей.

Проволока омедненная СВ-08Г2С-О (18 кг; 1.6 мм) КЕДР. Фото ВсеИнструменты.ру
При выполнении аргонодуговой сварки неплавящимся (вольфрамовым) электродом в качестве присадочного материала используется сварочная проволока. В зависимости от свариваемых материалов подбирается вид проволоки, обеспечивающий производство качественного шва.
Область применения, назначение
Химические элементы, входящие в состав таких материалов как нержавеющие стали, чугуны, титановые сплавы, алюминиевые сплавы и других цветных металлов при сварке активно взаимодействуют с воздухом. Естественно о качестве таких швов ничего хорошего сказать нельзя. Решить проблему соединения вышеуказанных материалов позволяет защита зоны соединения инертным газом аргон. При этом не требуется специальная обработка шва после окончания процесса.

Проволока титановая сварочная 7 мм. ВТ1-00св. Фото БВБ-Альянс
Применение аргонодуговой сварки при ремонте автомобилей дает возможность продлить срок службы ремонтируемым деталям. Сложной конфигурации изделия, изготавливаемые с ее помощью, получают товарный вид непосредственно после сварки. Обработка швов для таких деталей практически невозможна и качественное соединение – технологический способ решения проблемы.
Обозначения и маркировки
Присадочные материалы, которые используются в аргонодуговой сварке, отличаются разнообразием. На каждый из видов имеется свой стандарт, согласно которому выполняется обозначение и маркировка сварочной проволоки. Так, например:
- стальная легированная (нержавеющая) обозначается по ГОСТ 2246-79, например, легированная проволока Св-08Г2С-О (или ее аналог – ER70S-6);
- сварочная алюминиевая по ГОСТ 7871-75;
- титановая, например, ВТ1-ооСв – по ГОСТ 27265-87;
- медная (которую нередко путают с омедненной) сварочная – по ГОСТ 16130-90.
Для каждого из материалов существует свой вид сварочной проволоки, который детализируется в зависимости от марок внутри самого вида.
Для нержавеющей стали
В проволоке для нержавеющих сталей обязательно содержится хром. Кроме него в состав могут входить никель, титан, молибден и другие. Аргон является хорошей защитой, которая позволяет сохранить требуемое наличие легирующих элементов в процессе сварки. Это важный фактор, обеспечивающий сохранение коррозионной стойкости сварного шва.

Сварочная проволока СВ-10Х16Н25АМ6 для нержавеющих сталей
Для алюминия
Расходный материал при аргонодуговой сварке алюминиевых сплавов может подаваться в зону соединения вручную или с помощью механизированной подачи (автоматы, полуавтоматы). Высокая химическая активность алюминия при взаимодействии с кислородом нейтрализуется созданием оборудования, где сварка с присадкой из алюминиевой проволоки надежно защищена аргоном.

Алюминиевая проволока DEKA ER4043 0,8 мм. по 0,5 кг. в упаковке. Фото DEKA
По дуплексу
Развитие технологии выплавки сталей в металлургической промышленности приводит к созданию материалов с особыми свойствами. Дуплексные стали как раз из этой области. Они обладают высокой коррозионной стойкостью при повышенной прочности. Кроме этого, они хорошо свариваются. Однако, чтобы сохранить свои уникальные свойства после соединения материалов, эта технология должна обеспечить следующие условия:
- в качестве присадочного материала должна быть проволока, изготовленная из такого же дуплекса;
- сохранность легирующих элементов должна быть надежно выполнена с помощью инертного газа (аргона).
Популярные марки
- Св-04Х19Н11М3. Хром-никелевая, обладающая коррозионной стойкостью сварочная проволока. Предназначается для полуавтоматической сварки нержавеющих сталей на постоянном токе в среде защитного газа аргон, например: 10Х17Н13М3Т, 03Х17Н14М2 и подобных. Обладает высокой стойкостью к межкристаллитной коррозии. Используется в сварочных технологиях нефтехимической промышленности, пищевой и других отраслях машиностроения.

Нержавеющая сварочная проволока ESAB OK Autrod 2209 – 0,8mm – 5,0kg. Фото Сварочные Технологии
- Сварочная проволока Lincoln Electric LNM (ER 5356, аналог Св-АМг5). Применяется в технологии полуавтоматической сварки с защитным газом аргон для соединения алюминиевых сплавов, где содержание марганца превышает 3%.
- Проволока сварочная ESAB OK Autrod 2209. Применяется для стандартных дуплексных сталей, содержащих 22% Cr, 5% Ni, 3% Mo.
Сертификация, ГОСТ
Количество примесей в аргоне, их состав влияют на качество шва при аргонодуговой сварке. Особенно требовательна к чистоте газа сварка алюминиевых и титановых сплавов. ГОСТ 10157-79 регламентирует физико-химические показатели аргона. Объемная доля аргона первого сорта должна быть не менее 99,987%, высшего – не менее 99,993%.
Отличительные особенности, достоинства и недостатки
Для обеспечения нормального функционирования технологического процесса требуется достаточно сложное и громоздкое оборудование. Это является основным недостатком данного вида сварки. Однако возможность выполнить качественное соединение заготовок материалов, которые другими методами сварить нельзя, делает этот недостаток необходимым условием для проведения работ.

Нержавеющая проволока DEKA ER308LSi 1,6 мм. по 15 кг. Фото DEKA
Следует отметить, что расход аргона и материалов сильно зависит от материала свариваемых заготовок. Это зависит от требований к степени защиты сварочных швов. Самый большой расход аргона требуется при сварке титановых сплавов, несколько меньший – для алюминиевых. Самый маленький расход аргона потребуется для нержавеющих сталей.
Рекомендации по использованию
Поверхность сварочной проволоки, собственно как и всю околошовную зону перед сваркой требуется зачищать от оксидной пленки, масла, жира, других загрязнений и обезжиривать, например, ацетоном. Одной из причин плохого соединения металла сварного шва и основного металла является как раз плохо зачищенная поверхность.
Производители
Широкое распространение аргонодуговой сварки заставляет производителей сварочных материалов выпускать максимально большой ассортимент продукции для этого вида сварочных соединений. Самой большой номенклатурой обладают американские и европейские производители: Lincoln Electric и ESAB, а также китайская компания DEKA. Шведский концерн является также производителем обширного спектра полированной проволоки.
Где купить
Продажей проволоки разных видов, в том числе и для аргонодуговой сварки, занимаются производители и поставщики. Некоторые предприятия, предлагающие качественную и соответствующую стандартам продукцию, представлены в отдельном разделе нашего сайта.

Сварочная проволока ESAB
Расходный материал в виде сварочной проволоки широко используется в различных сварочных технологиях. Наличие этого продукта в ассортименте производителей, имеющих влияние на рынке сварочных материалов, является обязательным условием. Компания ESAB, как мировой лидер, отличается выпуском видов проволоки широкого назначения, охватывающим все возможные сферы ее применения. Сферы применения Сварочная проволока ESAB востребована в нефтегазовой, судостроительной, машиностроительной, химической и других отраслях промышленности. В.

Сварочная проволока: расход, заправка, подача
Для выполнения разовой сварочной работы в домашних условиях необходимо определиться с количеством расходного материала, который потребуется закупить в магазине. В промышленных условиях величина расхода сварочной проволоки скажется на окончательной цене производимого продукта и в конечном итоге на спрос покупателя. Особенности проволоки На расход проволоки оказывает влияние множество причин, включая человеческий фактор в контексте наличия у сварщика требуемой квалификации. Однако наиболее объективным является значение.

Производители сварочной проволоки
Проволока является расходным материалом, пользующимся сегодня высоким спросом. Поэтому многие компании: в России и за рубежом – специализируются на выпуске сварочной проволоки. Наиболее значимые производители, а также особенности их продукции, востребованные марки расходников и другая полезная для мастеров информация представлена в данном обзоре. Список стран и заводов-производителей Компании имеют в распоряжении современное оборудование, квалифицированные сотрудники предприятий используют в производстве новейшие.

Проволока ВТ1
ВТ1-00Cв – самая химически «чистая» российская марка титана. Характеризуется ультранизким содержанием примесей и газов, что определяется сферой применения – сварка титановых изделий марок ВТ1-0 и ВТ1-00. Область применения, назначение Используется в качестве присадочного материала для сварных конструкций из титановых сплавов. Характеристики Основные характеристики титановой проволоки, применяющейся в основном при аргонодуговой сварки вольфрамовым электродом: Производится из технического титана методом холодной или горячей.

Сварочная проволока: марки, маркировки, виды
Сварочные работы производятся с любыми материалами – это могут быть чугуны, стали или цветные металлы. Технологии позволяют выполнять эти работы на производительных автоматах и полуавтоматах. Обеспечивают функциональность этого оборудования расходные материалы в виде проволоки. Применение Основным назначением является использование расходного материала на полуавтоматах в атмосфере защитного газа. В тех случаях, когда применяется самозащитная проволока, сварка производится без газа. Проволока применяется как наплавочный.

Сварочная проволока ER70S
ER70S-6 – омедненная сварочная проволока высокого качества, соответствующая всем российским и мировым стандартам. Область применения, назначение Проволока омедненная (не нужно путать с медными расходными материалами) ER70S-6 используется в сварочных автоматах и полуавтоматах, этот материал производится для работ с деталями, элементами и конструкциями из низколегированной или нелегированной, конструкционной и углеродистой сталей. Широко применяется в различных отраслях промышленности: электроэнергетике, электротехнике.

Сварочная проволока СВ08Г2С
Сварочная проволока СВ08Г2С (допустимо также написание Св-08Г2С) является одной из самых распространенных марок присадочных материалов. Данную марку нередко называют универсальной, так как с её помощью выполняется сварка и наплавка. Кроме этого, она используется при изготовлении электродов. Полная информация представлена далее. Область применения, назначение Проволока СВ08Г2С используется для сварки низколегированных и углеродистых сталей, которые находят широкое применение в различных отраслях: машино-, самолето- и.
Присадочная проволока для сварки аргоном
Автор: Игорь
Дата: 25.09.2016
- Статья
- Фото
- Видео
Аргонодуговая сварка является одной из наиболее качественных, так как она обеспечивает надежную защиту сварочной ванны от негативного влияния внешних факторов. Это является одним и главных факторов, чтобы получить качественное и надежное соединение. Присадочная проволока для сварки аргоном будет главным расходным материалом, к выбору которого нужно отнестись особенно ответственно, чтобы не испортить результат неправильным составом. Она выпускается в различных диаметрах, не говоря уже об основных видах металла, которые входят туда. Присадочная проволока не имеет обмазки или специального покрытия, так как все их функции выполняет аргон.

Присадочная проволока для сварки аргоном
Проволока расплавляется вместе с основным металлом под действием электрической дуги, и перемешивается не плавящимся электродом в ванне жидкого металла. От правильного подбора расходного материала будет зависеть насколько прочным будет конкретное соединение, так как в итоге должна получиться однородная масса, что труднодостижимо при больших отличиях в составе. Ведь бывает проволока сварочная легированная, низколегированная, углеродистая и прочие разновидности. Изготовление присадочных материалов идет согласно ГОСТ 2246-70.
Разновидности 
Проволока для сварки аргоном подразделяется на несколько различных видов. Основным различием является содержание легирующих элементов в составе. Проволока для аргонодуговой сварки с низким содержанием легирующих элементов лучше подходит для того, чтобы сваривать чистые металлы, а не сплавы. Небольшое количество легирования улучшает свойства сварки и почти не меняет состав основного металла. Но это относится преимущественно к сталям, так как при сварке алюминия желательно иметь проволоку с дополнительным легированием, так как он обладает плохими свойствами соединения.

Сварка алюминия аргоном с присадочной проволокой
Одним из наиболее распространенных вариантов является проволока со средним уровнем легирования. Ведь многие технические металлы имеют именно такой уровень. Это могут быть различные стали, которые используются в промышленности. Уровень свариваемости здесь находится не на самой высшей точке, но и не так плох, как у других металлов. Так что при наличии дополнительных флюсов можно получить достаточно хорошее соединение.

Проволока со средним уровнем легирования
Высоколегированные присадочные материалы используются для самых сложных ситуаций, когда металл обладает плохими свойствами сваривания. Здесь легирующие элементы помогают преодолеть выгорание, которое случается при воздействии высокой температуры. Они компенсируют утраченные элементы, тем самым улучшая соединение.

Высоколегированные присадочная проволока для сварки аргоном
Многие марки выпускаются в двух разновидностях, с обыкновенной и омедненной поверхностью. Вторые помогают уменьшить контактное сопротивление при зажигании дуги.

Омедненная присадочная проволока для сварки аргоном
Физико-химические свойства
Присадочная проволока для аргоновой сварки часто обладает легирующими элементами, которые повышают стойкость к коррозии. Это очень удобно, как при сваривании, так и при хранении. Специальный состав помогает создать пластичный материал, которых хорошо переносит деформацию, причем это касается состояния до сваривания, а также после него. В большинстве случаев, кроме углеродной проволоки, материал обладает низким содержанием углерода, что противостоит его хрупкости. Благодаря этому можно повысить ударную вязкость шва. Некоторые марки способны уменьшать теплопроводность металла, чтобы не возникали деформации во время сваривания

Присадочная проволока для аргоновой сварки
Технические характеристики популярных марок
На примере марки СВ08Г2С можно рассмотреть технические характеристикой. Сопротивление на разрыв может достигать от 882 до 1370 МПа. Причем чем меньше диаметр присадочного материала, тем данный показатель выше.

Присадочная проволока марки СВ08Г2С
В проволоке ОК 15.66 предел прочности составляет всего 500 МПа, так как это марка для сваривания чугуна, так что она имеет достаточно высокую хрупкость.

Присадочная проволока марки ОК 15.66
Характеристики марки 06Х15 выглядят следующим образом. Температура плавления от 1453 градусов Цельсия, относительное удлинение до 35%, а твердость – 90 НВ.
Выбор
Если вам требуется проволока для сварки аргоном нержавейки, то следует в первую очередь определиться с составом данного металла. Ведь существует множество сортов и разновидностей, которые имеют свои добавки, влияющие на свойства. Если присадочная проволока будет отличаться по составу, то материал шва получит дополнительную уязвимость, так как образуется высокий перепад. Для идеальных условий, все должно полностью совпадать и присадочная проволока должна соответствовать составу основного металла.
Одной из основных характеристик при выборе является содержание углерода, так как из-за высоких показателей шов становится очень хрупким. Исключение составляют только высокоуглеродистые металлы.»
Далее нужно обратить внимание на диаметр проволоки. Одни и те же марки выпускают в различных вариантах, так как они используются для заготовок разной толщины. Здесь все просто, так как чем толще основной металл, тем толще должна быть проволока. Лучше всего, когда эти значения практически одинаковы. Могут быть небольшие различия, в пределах 1 мм, но это касается только изделий средней и большой толщины, так как с тонкими листами нужно придерживаться максимально точных пропорций. К примеру, если присадочная проволока для сварки алюминия аргоном будет 2 мм, а сам лист – 1 мм, то появится огромный риск пропалить дыру.
Популярные марки и область их применения
Марка сварочной проволоки
Наплавленный металл оказывается стойким к коррозии. Его применяют при сваривании нержавеющей стали и других сортов металла с антикоррозионными свойствами. Обязательно наличие защитной газовой среды
Наплавленный металл оказывается стойким к коррозии. Его применяют при сваривании нержавеющей стали, аустелитных сортов и других сортов металла с антикоррозионными свойствами. Обязательно наличие защитной газовой среды
Применяется при сваривании нержавеющих сталей в среде защитных газов. Готовый шов сохраняет стойкость к коррозии.
Сварочная проволока, которая не требует предварительного подогрева при использовании. Твердость наплавленного металла составляет до 300 НВ.
Производители
На данный момент существует множество компаний, которые занимаются производством сварочной проволоки. На современном рынке можно встретить продукцию следующих производителей.
- ESAB;
- Gradient;
- Askaynak;
- KT;
- ДонЮг;
- Волна.
