Приспособление для стыковки труб под сварку
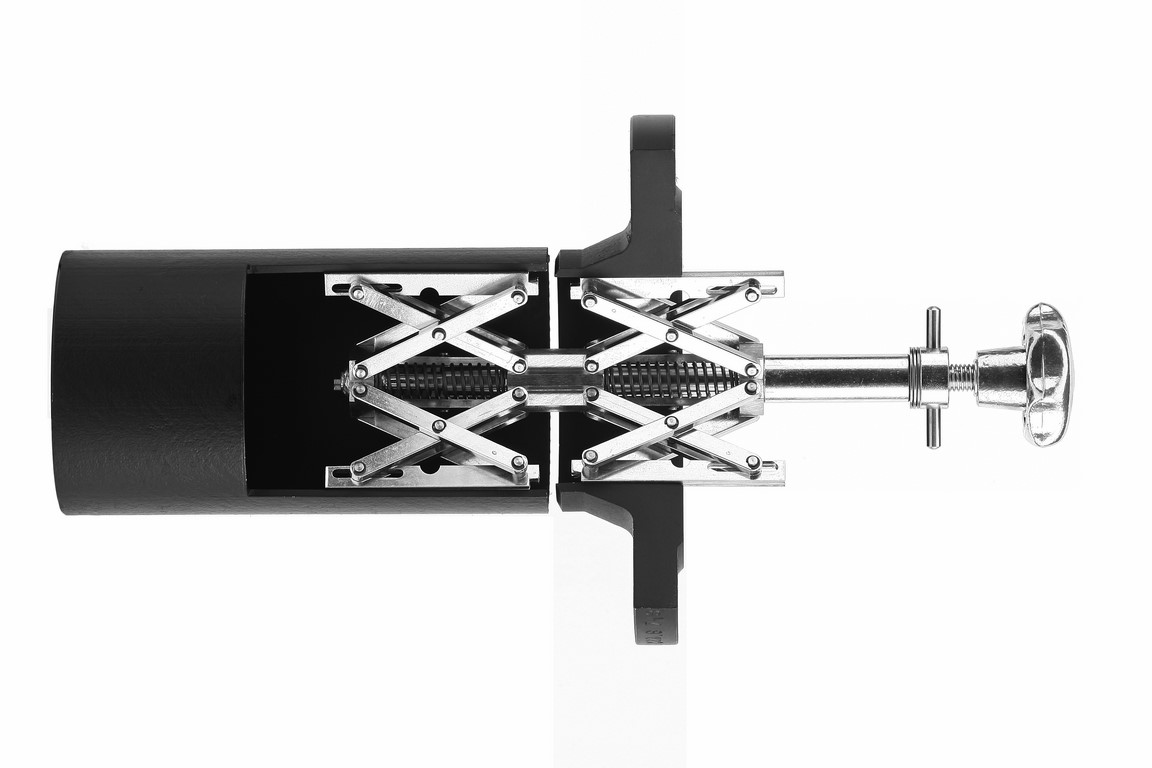
Центратор. Идеальная стыковка труб обеспечена

 Стыковое соединение элементов магистральных трубопроводов, особенно для труб больших диаметров – сложная задача. Малая жёсткость соединяемых участков предопределяет проблемы с провисанием труб, а малейшая их несоосность ухудшает качество соединения, с последующими тяжёлыми последствиями. Поэтому перед соединением смежные участки трубопровода требуется надёжно и правильно зафиксировать. Эту роль и выполняют центраторы для сварки труб.
Стыковое соединение элементов магистральных трубопроводов, особенно для труб больших диаметров – сложная задача. Малая жёсткость соединяемых участков предопределяет проблемы с провисанием труб, а малейшая их несоосность ухудшает качество соединения, с последующими тяжёлыми последствиями. Поэтому перед соединением смежные участки трубопровода требуется надёжно и правильно зафиксировать. Эту роль и выполняют центраторы для сварки труб.
Эффективность центраторов и их виды
Функция центратора – обеспечить необходимое совпадание (не параллельность!) осей труб перед началом их сварки. Вследствие этого размеры свариваемой зоны получаются стабильными, поэтому процесс можно механизировать. Кроме того, с использованием центраторов исключаются перепады внутреннего диаметра в месте стыка. Следовательно, исчезают очаги возможной турбулентности потока рабочей среды при её перекачке по трубопроводу, а также снижается значение коэффициента сопротивления. В итоге удельная мощность насосного оборудования магистрального трубопровода также снижается.
К конструкции центраторов предъявляются следующие требования:
- Надёжность фиксации свариваемых участков между собой.
- Точность присоединения стыков.
- Удобство монтажа и демонтажа.
- Долговечность, причём независимо от условий их использования.

Классификация наиболее распространённых типов центраторов может быть произведена по следующим параметрам:
- По технологическому назначению. Выпускаются центраторы для внутреннего и внешнего диаметров труб;
- По конструктивному исполнению. Соединяемые участки трубопроводов могут быть прямыми, а могут располагаться и под некоторым углом друг к другу;
- По количеству точек фиксации. Для труб сравнительно небольших диаметров возможна односторонняя фиксация, в то время как трубы диаметром свыше 400…600 мм должны фиксироваться с обеих сторон;
Применение центраторов несколько увеличивает себестоимость сварочных работ, но это–единственный недостаток рассматриваемых приспособлений. Кроме того, вес большинства промышленных моделей центраторов может достигать сотен килограммов, поэтому их монтаж и эксплуатация требует применения грузоподъёмных устройств или механизмов.
Наружные центраторы для сварки труб
Такие устройства (обозначаются буквами ЦН с последующим указанием предельного значения внешнего диаметра в мм) представляет собой разъёмную многозвенную конструкцию, которая отличается различным способом соединения свариваемых концов труб. Наибольшее применение получили следующие разновидности наружных центраторов:
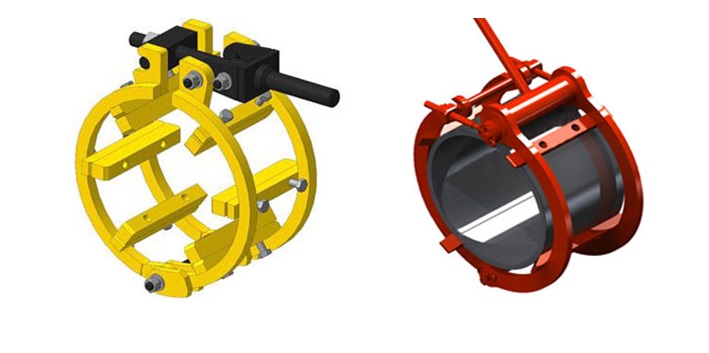
- Центраторы многозвенного типа, предназначенные для соединения трубопроводов с наружным диаметром до 2000 мм. Состоят из комплекта звеньев, которые соединяются между собой пальцевыми шарнирами. Стягивание звеньев между собой осуществляется либо вручную, при помощи винтового механизма, либо силового гидропривода по типу обычного домкрата. В последнем случае может быть достигнуто большее усилие стягивания, что обеспечит лучшее центрирование.

- Центраторы арочного типа, которые представляют собой две клеммы с откидными частями, которые при центрировании накладываются одна на другую, после чего стягиваются вручную или гидравликой. Отсутствие звеньев упрощает конструкцию, и делает её более жёсткой и долговечной. Это связано с тем, что в процессе эксплуатации величина зазоров в звеньях центраторов предыдущего типа как правило, возрастает вследствие износа. Кроме того, исключается выход приспособления из строя вследствие поломки соединяющих пальцев. Количество арочных секций подбирается в зависимости от внешнего диаметра трубопровода. Арочные центраторы применяют для труб диаметром до 900 мм.

- Цепные центраторы, прижимным органом которых является цепь. Такие приспособления отличаются наибольшей оперативностью при своей установке, вследствие чего используются не только при прокладке новых, но и ремонте действующих трубопроводов. Стягивание цепи, однако, выполняется вручную, что является недостатком данной конструкции. Цепные центраторы выпускаются для наружных диаметров труб до 1400 мм.

- Эксцентриковые центраторы, которые по конструкции несколько напоминают арочные, однако прижим клемм производится при помощи эксцентрикового зажима. Это ускоряет процесс центрирования, однако требует высокой квалификации оператора, производящего стягивание, поскольку при недостаточно прочной фиксации эксцентрик может самопроизвольно отсоединиться. Кроме того, механизм быстро изнашивается, и при этом усилие прижима уменьшается. Ввиду отмеченных особенностей применение эксцентриковых центраторов ограничено трубопроводами сравнительно небольших диаметров – 400…500 мм.

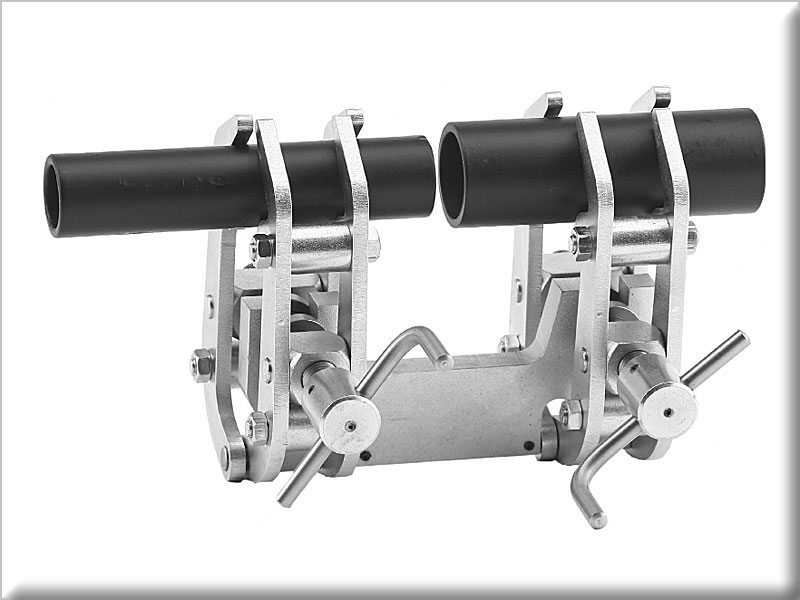
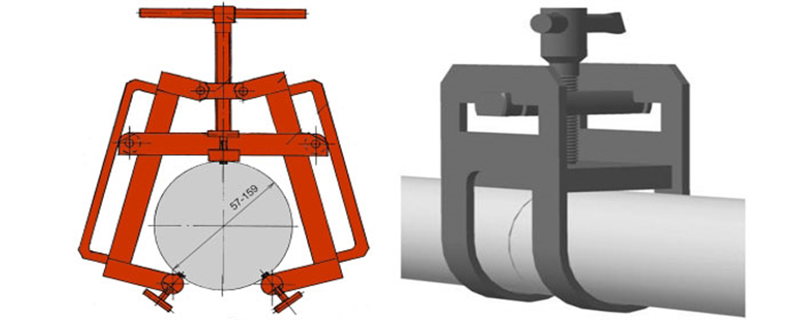
- Струбцинные центраторы, применяемые для фиксирования труб небольших диаметров. Они используются главным образом при прокладке бытовых трубопроводов. Такие устройства компактны, и представляют собой ручной рычажный механизм (в некоторых моделях имеется гидрозажим), которым производится прижим участков труб. Форма струбцин определяется внешней конфигурацией труб: струбцины могут быть и прямоугольными, и с дуговыми элементами. При этом нижняя струбцина, как правило – плоская.

Все конструктивные исполнения наружных центраторов для труб используются только совместно с дополнительным оборудованием. К нему относятся подставки, грузозахватные приспособления (крановые крюки), рабочие площадки для центрирования и пр.
Внутренние центраторы для сварки труб
Конструкции таких приспособлений более сложные, поскольку должны обеспечивать соосность внутренних диаметров труб. Внутренние центраторы (обозначаются ЦВ), кроме внешней фиксации, должны обеспечивать ещё и внутреннюю, поэтому применяются при соединении труб, имеющих пенополиуретановое покрытие (ППУ).
Отличительной особенностью таких труб, широко применяемых в магистральных системах водяного отопления и горячего водоснабжения, является наличие защитного слоя пенополиуретановой изоляции, в котором размещается кабель, обеспечивающий дистанционный контроль за состоянием трубопровода. Сверху ППУ-изоляция покрывается термостойкой неметаллической оболочкой, поэтому сварка стыков стальных труб в данном случае возможна только изнутри.

Особенностью использования внутренних центраторов является то, что они могут использоваться в длительном режиме эксплуатации трубопровода. Как правило, они включают в себя гидравлический привод, который обеспечивает не только центровку, но и устраняет прогиб трубы под собственным весом или в результате просадки грунта в месте прокладки трубопровода. Система управления гидроприводом внутреннего центратора базируется на использовании двигателей постоянного тока, поскольку предполагает регулирование скорости перемещения гидрозажимов.
Для труб с внутренним диаметром до 300 мм возможно использование внутренних центраторов с ручным приводом.
Внутренние центраторы действуют так. Приспособление вводится в один из торцов трубы, в то время как второй надвигается при помощи грузозахватного приспособления. Гидравликой создаётся необходимое усилие прижима, после чего производится сварка. В процессе сварки труба сильно нагревается, поэтому обязательным является наличие охлаждающего вентилятора.
К специализированным конструкциям относят центраторы для узких труб. Они имеют пружинный прижим, и являются разновидностью наружных центраторов, используемых при бурении глубоких скважин под воду или нефть.

Выбор подходящего исполнения центраторов для труб
Исходными критериями для выбора считаются:
- Материал труб. При использовании труб ППУ однозначно следует ориентироваться на внутренние центраторы.
- Диаметр трубы. Для магистральных трубопроводов с внешним диаметром более 800 мм, предпочтение отдают более жёстким конструкциям, например, арочным или многозвенным наружным центраторам. При меньших диаметрам достаточно стабильным прижимом отличаются эксцентриковые исполнения данных приспособлений.
- Предельное давление прокачиваемой рабочей среды. При давлениях свыше 5 ат рекомендуется применение центраторов с гидрозажимом.
- Технические условия на предельные дефекты сварного соединения (в частности, эллипсность). При повышенных требованиях к данному параметру надёжнее всего ведут себя цепные центраторы.
- Универсальность. Здесь цепные центраторы – также вне конкуренции.
Приобретая центраторы для сварки труб, стоит предварительно также ознакомиться с профилем основной продукции производителя. Ориентируясь на экспортные исполнения данных приспособлений, необходимо отметить, что наилучшим качеством обладают изделия фирм Vietz (Германия) и Сlamp (США).
Назначение и применение центраторов для сварки труб
Без надежной фиксации труб при стыковке невозможно получить надежное соединение даже, если сварочные работы проводятся рабочим высокого класса. На ручную установку и фиксацию в нужном положении уходит больше времени, чем на наложение шва. Поэтому при монтаже трубопроводов применяют центратор для сварки, который упрощает и сокращает сроки проведения работ.
Особенности и назначение
При вибрации и смещении незакрепленных труб во время соединения шов получается рыхлым, поэтому может треснуть даже при минимальной нагрузке. Поэтому применение центраторов для сварки труб, по которым перекачиваются агрессивные или опасные для здоровья людей вещества является обязательным. Работа с ними возможна при температуре от -45 до +45˚C. Точность совпадения осей при сборке труб под сварку уменьшает коэффициент сопротивления. Поэтому снижается мощность перекачивающих агрегатов.
Центраторы в зависимости от конструктивных особенностей применяют для стыковки диаметров от 25 до 2000 мм. Основой конструкции является тело, дополненное подставкой или крюком и набором зажимных элементов. Их количество можно менять в зависимости от диаметра соединяемых частей. Оборудование крепится на трубопровод с одной или обеих сторон стыка и стягивается натяжным механизмом, плотно соединяя торцы.
Виды центраторов и их отличия
В зависимости от места установки они подразделяются на две категории: внутренние и наружные типы. По конструкции центраторы делятся на устройства для стыковки прямолинейных участков или соединяемых под углом. С учетом числа точек крепления на трубопроводе механизмы бывают одно и двухсторонние. Первые применяются для монтажа трубопроводов небольшого диаметра. Вторые ставят на обеих сторонах стыка, применяются при работе с диаметрами свыше 600 мм.
Для стыковки больших диаметров из любого материала, на сварку которых тратится много времени, используется внутренний центратор. В комплект входит гидравлический насос, двигатель, фиксаторы. При установке внутрь он распирает края стыкуемых участков, затем плотно сдвигает их.
Наружные центраторы устанавливаются на внешней стороне. По принципу действия это универсальные звеньевые зажимы. Разнообразие типов позволяет приобрести оборудование для работы в любых условиях. Независимо от размера они проще и удобней в эксплуатации.
Наружные центраторы для сварки труб
Их маркировка состоит из букв ЦН и числа, обозначающего максимально допустимый диаметр в мм. К распространенным типам относятся:
- Многозвенные центраторы справляются с диаметром до 2 м. Собраны из элементов, соединенных шарнирами. Звенья стягиваются вручную натяжным винтом или гидроцилиндром.Внутренние центраторы чаще используются для стыковки труб больших диаметров

- Арочные разновидности состоят из двух клемм с откидными элементами, которые во время работы накладываются друг на друга, а затем стягиваются ручным или гидравлическим механизмом. Рассчитаны для работы с трубами диаметром до 0,9 м. Они более долговечны, чем предыдущий вариант, так как нет шарниров, пальцы которых быстро изнашиваются. Число арок выбирается в зависимости от диаметра труб.
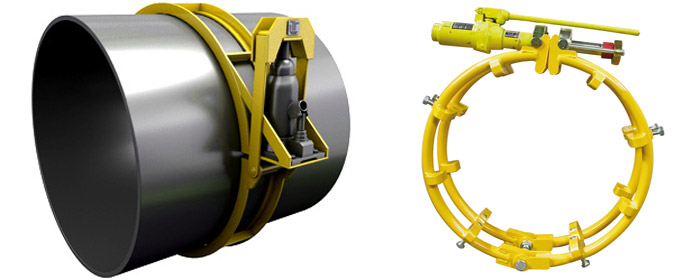
- Цепные разновидности быстро приводятся в рабочее положение, поэтому применяются для прокладки новых и ремонта аварийных трубопроводов диаметром до 1,4 м. Однако натягивать цепь можно только вручную.

- Эксцентриковые устройства похожи на арочные, но клеммы стягиваются эксцентриковым зажимом. При работе, от работника требуется высокое мастерство, так как неправильно зафиксированный эксцентрик может отсоединиться во время сварки. К недостаткам относится быстрый износ, из-за чего ослабляется усилие прижима. Сфера применения ограничена диаметрами 0,4 — 0,5 м.
- Центраторами струбцинного типа стыкуются трубопроводы бытового назначения с небольшим диаметром. Из достоинств отмечается компактность, прижим ручной рычажным механизмом. Форма струбцин бывает прямоугольной или дугообразной.
- Пружинные типы незаменимы для стыковки обсадных труб под землей, когда бурят скважины. Бытовой вариант применяется для прокладки металлических, полимерных трубопроводов и с ППУ.

Внутренние центраторы для сварки труб
Гидравлический привод этого оборудования обеспечивает внутреннее центрование труб и устраняет прогибы. Они могут появиться под действием собственного веса или от подвижек почвы. Регулировка скорости движения и усилия прижатия зажимов осуществляется с помощью двигателя постоянного тока, установленного на гидроприводе. На трубопроводах с диаметром до 0,3 м возможно применение ручного привода.
При стыковке внутренним центратором его вставляют внутрь трубы, а вторую с помощью грузоподъемного механизма надвигают. Гидроприводом производится прижатие торцов, стык проваривается. Для предотвращения сильного нагрева труб во время наложения шва используется вентилятор. Оборудование извлекается специальной штангой, затем вставляется в следующий стык. Перемещения производятся до окончания монтажа трубопровода.
Выбор подходящего центратора
Чтобы не ошибиться с выбором, нужно учитывать рекомендации специалистов:
- Для работы с трубами ППУ большого размера внутренние центраторы вне конкуренции.
- При диаметре труб превышающем 0,8 м стыковку рекомендуется производить жесткими арочными или многозвенными устройствами наружной установки. При меньших размерах достаточное усилие прижима обеспечат эксцентриковые варианты.
- Если давление перекачиваемого вещества превышает 5 атм, выбирается центратор с гидравлическим зажимом.
- При повышенных требованиях к качеству сварного соединения (например, эллипсности) выбирается цепной центратор.
- По универсальности первое место занимают приспособления цепного типа.
Приобретение центратора необходимо, если приходится часто заниматься прокладкой или ремонтом трубопроводов. Высокая стоимость дополнительного оборудования многократно окупится за счет снижения расходов на ремонт и увеличения срока службы коммуникаций водо и теплоснабжения. Особенно если они проложены под землей.
Аппараты для стыковой сварки
Найдено 75 товаров
Категория
- 20
- 40
- 80

Мощность: 1600 Вт
Диаметр сварки: 40 мм
Регулятор температуры: нет
Тип сварки: стыковая

Мощность: 1750 Вт
Диаметр сварки: 160 мм
Регулятор температуры: да
Тип сварки: стыковая
Вес нетто: 52 кг

Мощность: 3850 Вт
Диаметр сварки: 250 мм
Регулятор температуры: да
Тип сварки: стыковая

Мощность: 3100 Вт
Диаметр сварки: 250 мм
Регулятор температуры: да
Тип сварки: стыковая

Мощность: 5200 Вт
Диаметр сварки: 315 мм
Регулятор температуры: да
Тип сварки: стыковая

Мощность: 2500 Вт
Диаметр сварки: 160 мм
Регулятор температуры: да
Тип сварки: стыковая

Мощность: 5500 Вт
Диаметр сварки: 355 мм
Регулятор температуры: да
Тип сварки: стыковая

Мощность: 1750 Вт
Диаметр сварки: 160 мм
Регулятор температуры: да
Тип сварки: стыковая

Мощность: 1750 Вт
Диаметр сварки: 160 мм
Регулятор температуры: да
Тип сварки: стыковая

Мощность: 4000 Вт
Диаметр сварки: 355 мм
Регулятор температуры: да
Тип сварки: стыковая

Мощность: 4400 Вт
Диаметр сварки: 315 мм
Регулятор температуры: нет
Тип сварки: стыковая

Мощность: 3100 Вт
Диаметр сварки: 250 мм
Регулятор температуры: да
Тип сварки: стыковая

Мощность: 3100 Вт
Диаметр сварки: 250 мм
Регулятор температуры: да
Тип сварки: стыковая

Мощность: 700 Вт
Диаметр сварки: 32 мм
Регулятор температуры: нет
Тип сварки: стыковая
Вес нетто: 1,354 кг

Мощность: 2500 Вт
Диаметр сварки: 250 мм
Регулятор температуры: да
Тип сварки: стыковая

Мощность: 1850 Вт
Диаметр сварки: 180 мм
Регулятор температуры: да
Тип сварки: стыковая
Вес нетто: 24,5 кг

Мощность: 1500 Вт
Диаметр сварки: 1600 мм
Регулятор температуры: да
Тип сварки: стыковая

Мощность: 3000 Вт
Диаметр сварки: 315 мм
Регулятор температуры: да
Тип сварки: стыковая
Вес нетто: 208 кг

Мощность: 1300 Вт
Регулятор температуры: да
Тип сварки: стыковая
Вес нетто: 5,09 кг

Мощность: 1600 Вт
Диаметр сварки: 160 мм
Регулятор температуры: да
Тип сварки: стыковая
Производители












- Реквизиты
- Франшиза
- Социальная активность
- Информация для инвесторов
- Сертификаты
- Производители
- Правовая информация
- Распродажа
- Наши акции
- Наборы
- Поставщикам
- Организациям
- Франшиза
- Доставка курьером
- Доставка транспортной компанией
- Самовывоз
- Способы оплаты
- Сервисный центр ВсеИнструменты.ру
- Сопровождение обращений
- Обратная связь
Работа у нас
Вы принимаете условия политики конфиденциальности и пользовательского соглашения каждый раз, когда оставляете свои данные
в любой форме обратной связи на сайте ВсеИнструменты.ру
Приспособления для сварки профильных труб
 Опытные мастера и обыватели, выполняющие сварочные работы, знают, что подготовительный этап не отнимает больше времени, чем сам процесс сварки.
Опытные мастера и обыватели, выполняющие сварочные работы, знают, что подготовительный этап не отнимает больше времени, чем сам процесс сварки.
Значительную часть времени пропадает на сборку сварочного сооружения и установку всех элементов в нужном расположении.
Зная, насколько важны приспособления для сварки профильных труб, и умея использовать их правильно, сварщик может выполнить поставленные перед ним задачи быстро и качественно.
В быту используют большое количество механизмов и конструкций для сварки труб. Эти вспомогательные устройства, чаще всего, ручные и универсальные.

Они помогают выполнить быстрый сбор конструкции с надежно закрепленными деталями, также позволяют проделать работу практически без их деформации.
Сборно-сварочные приспособлений профильных труб и их виды
Их делят на такие виды:
- Крепежные.
- Установочные.

Механизмы для установки
 Эти устройства позволяют установить профильные трубы в необходимом положении.
Эти устройства позволяют установить профильные трубы в необходимом положении.
Именно так, как они будут располагаться в итоге. По функциональному и конструкционному решению их делят на:
- Упоры.
- Угольники.
- Шаблоны.
- Призмы.
Упорные. Они фиксируют заготовки на основной поверхности, и могут использоваться постоянно, сниматься, а есть и откидные (служащие для отвода и поворота).
Постоянные приспособления – это пластины, которые приварены к основанию.
А съемные приспособления применяют в тех ситуациях, когда устройство с постоянной установкой использовать нельзя.
Угловые. С их помощью устанавливаются профильные трубы под заданным углом.
Призмы. Они фиксируют в необходимом положении цилиндрические профильные заготовки. В качестве данного приспособления используют очень простые конструкции, которые варят из уголков.
Этот механизм помогает установить профильные трубы в необходимом положении по отношению к уже стоящим частям будущей конструкции.
Приспособления для крепежа
Такие приспособления для установки профильных труб под сварку позволяют прочно зафиксировать деталь и предохраняют ее от случайного смещения после остывания. К ним относят:
- Струбцины.
- Зажимы.
- Прижимные.
- Стяжки.
- Распорки.
Струбцина. Она является универсальным приспособлением, которое можно использовать при всяких видах работы с металлическими изделиями.

Мастера называют их самыми главными по важности, и говорят, что обойтись без них практически не возможно.
Струбцина может быть разной формы и размеров. Зев у приспособления может быть стабильного объема, и бывает с возможностью регулирования.
Особым удобством выделяются быстрозажимные устройства, в которых зажимную функцию выполняет кулачковый механизм.
СОВЕТ! Профессиональные мастера рекомендуют приобрести набор разнообразных струбцин. Для сварочных мероприятий может понадобиться сразу несколько вариантов разных размером.
Зажимы. Если сравнить эти механизмы со струбцинами, то они более удобные, и в большей степени приспособлены к такому виду работ. Необходимый размер зева выставляют винтом в зажимной ручке и перемещением штифта.

Прижимы. Является самым распространенным. Они бывают: клиновые, винтовые, пружинные, рычажные.

Простейший вид такого устройства является самым обыкновенным болтом и гайкой, скрепляющим две пластины, которые зажимают заготовку.
Стяжки. Они применяются для того, чтобы сблизить элементы, которые имею габаритные размеры. Длина и способ такой конструкции зависит от задач, которые она должно выполнить.

Распорка. Этот механизм дает возможность выровнять кромки собираемых заготовок, придать им нужную форму и исправить небольшие дефекты.
Приспособления для установки и крепежа
Самые удобные в применении конструкции, которые выполняют несколько функций. При работе нужно только вставить детали и затянуть эксцентрики и винты. Все части без дополнительных усилий становятся на нужное место.
Такую работу как сварка профильных труб,большинству из нас приходиться делать очень часто. Поэтому для данного процесса разработали большое количество разных приспособлений.
Центраторы. Благодаря им сохраняется соосность свариваемых частей, а так же происходит совмещение кромок на торцах. Они разделяются на внутренние и наружные.

Наружные механизмы применяются на много чаще. Этот механизм составляют несколько звеньев, скрепленных шарнирным способом. Между собою они создают замкнутый контур.
Кроме этого, соосность заготовок неплохо обеспечивают самодельные конструкции, которые делают из уголка и наваренных на него струбцин.
Механизмы с магнитами
Угольники на магнитах. Эти приспособления для сварочных работ применяют очень широко, и они бывают разнообразной формы. Они соединяют в нужном расположении листовые заготовки, рамного вида сооружения и так далее.

Такие приспособления используют не только в форме угольника, но и другого типа. Сила магнита в них позволяет прочно установить часть профильной конструкции в необходимом расположении, и в процессе сварки детали сохраняют неподвижное состояние.
Сварочные приспособления своими руками: струбцина
Сварочные приспособления своими руками изготовить не трудно. Многие мастера для работ предпочитают устройства, изготовленные своими руками, так как магазинные варианты не являются достаточно надежными.

- Лист из стали толщиною от 9 до 11 мм.
- Три гайки.
- Шайбу. Она нужна с большим диаметром.
- Трубопрокатную заготовку с наружной резьбой соответствующей резьбе на гайке.
Процесс изготовления своими руками
Из стального листа вырезают три полосы шириною 4 см, и длиною 50 см, 25 см и 10 см. Затем подготавливают еще две прямоугольные пластины для крепежа подвижного элемента и для обеспечения упора в статичной части устройства.
Сварка стыков трубопровода — технология, оборудование, расходники

Металлические трубы давно заняли прочное место в хозяйственно-промышленной деятельности человека и в нашем быту.
Металлические пустотелые конструкции используют везде, где требуется передача воды или других жидко- и газообразных субстанций, пара, добавим сюда, конечно, нефть.
Трубопроводы прокладывают и над землей и под ней, тянут через горы, морское дно и пустыни. Для каждого свои правила укладки, но требование одно – герметичность и безопасность данных инженерных коммуникаций.
Поэтому при эксплуатации нужна профилактика. При необходимости проводят ремонт. Самым «тонким» местом трубопроводов можно назвать сварочные швы и стыки. Они должны быть хорошего качества.
Без этого конструкцию на большое расстояние – не протянешь. Есть технологии в сварке, используя которые, можно построить надежный трубопровод. Охарактеризуем некоторые из них.
- КЛАССИФИКАЦИЯ ТРУБОПРОВОДОВ
- ПЛАВЯЩИЕСЯ И НЕПЛАВЯЩИЕСЯ ЭЛЕКТРОДЫ
- СТЫКОВКА ТРУБ
- СПЕЦИФИКА
- СВАРКА ТРУБ ДИАМЕТРОМ ДО 10 СМ
- ПОВОРОТНЫЕ СТЫКИ
- СТЫКИ ИЗ РЯДА НЕПОВОРОТНЫХ
- ВИДЫ
- ЗАКЛЮЧЕНИЕ
КЛАССИФИКАЦИЯ ТРУБОПРОВОДОВ
Они подразделяются в зависимости от того, что предстоит перемещать. Трубопроводы бывают промышленными, технологическими (на предприятиях, между ними), магистральными, для подачи горячей и холодной воды, газа и канализационными. Эта специфика определит, на каком материале остановиться: металле, пластике или керамике.
Стыкуют части трубопровода 3-мя способами. Взрывом при трении (механический). Плавлением (это уже термический). Отнесем сюда плазменную, электролучевую и газосварку. Магнитоуправляемой дугой путем контактного стыка (термомеханическим).
Из них выбирают один, исходя из параметров и материала будущей конструкции.
Отметим, что указанные способы — универсальны, соединят трубу любого d . Плавление распространяется на электродуговую и газосварку. К давлению прибегают в газопрессовой сварке, когда холодная, а также контактная и ультразвук. Кстати, механизированная и электродуговая в ручном режиме первенствуют.
ПЛАВЯЩИЕСЯ И НЕПЛАВЯЩИЕСЯ ЭЛЕКТРОДЫ

Они популярны на трубопроводах из разряда технологических. Результативней пользоваться вручную электродом, можно и через автомат. Сварку выбирают аргонно-дуговую. Процесс трехэтапный.
No1.Экипируем сварщика и подготавливаем части конструкции. Прежде всего – техника безопасности. Требуется, безальтернативно, спецовка и защитная маска. Сами трубы тщательно зачищают. Варить там, где есть следы краски, коррозии, грязь, нельзя. Щеткой по металлу тщательно обрабатывают стыки и вокруг них. Можно пользоваться абразивом, к примеру, наждачкой. Иначе не избежать в шве так называемых пробелов.
No2.Сварка. Прежде зажигают электрод для возбуждения дуги. Теперь главное – удержать ее. При этом без разницы вручную или с помощью инвертора. После варят шов, какого типа – решает мастер, по ситуации. Выбор технологии сварки зависит от, расположения труб, из какого материала они сделаны и «стратегии» сварного и т.д. Как и ответ на вопрос, как вести электрод. Во время процесса шов зачищают от образующегося шлака.
No3. Проверка на качество. Готовый шов проверяют одним из доступных методов контроля.
О технологии. Она почти идентична для всех видов трубопроводов. Качества можно добиться при соблюдении поэтапности в работе, с учетом, какие швы предстоит варить и герметичности и достаточного опыта мастера.
СТЫКОВКА ТРУБ
Тем, кто намеревается стать профи в сварном деле, пригодится и теория, и практика. Ведь даже для сварки всего 2-х деталей применимы 33, может больше, способа. Пожалуй, более всех известны тавровые, угловые соединения, а также внахлест и встык.
Выбранный способ должен соответствовать характеристикам металла, и предназначению коммуникаций. Если взять многим известную систему отопления централизованного типа, то трубы сейчас больше сваривают встык. Надежность определит провар, который идет вкруговую.
Набор швов дуговой сварки представлен вертикальными, горизонтальными, потолочными и нижними, всего 4. От их местоположения в пространстве зависит выбор технологии.
Проще всего с нижними. Если свариваемая конструкция позволяет, то сварщик поворачивает ее вниз. Преимущества налицо. Металлу некуда стекать, брызги не полетят вовсе. Прокладка технологического трубопровода характеризуется многочисленными ответвлениями. Для него используют почти все виды швов, ведут сплошняком, можно и прерывисто.
СПЕЦИФИКА

У ручной дуговой сварки на трубопроводах в сравнении со сваркой плоских деталей, существуют отличия. Есть основной набор параметров, которые нужно соблюдать. И у ее подвидов – аргонной и газовой – тоже. Они в ходу на газо- и водопроводах.
Для расчета оптимальной силы варочного тока d электрода умножается на 35. Допустим, у вас проводник 2 мм, значит, ток нужен 70 А. Некая условность примера не исключает закономерность. Если варите трубы малого d толщиной до 5 мм, то 175 А хватит за глаза.
Для удержания дуги дистанция, отделяющая проводник от металла, должно сохраняться на одном уровне. Ее расчет делают с учетом d электрода плюс 1. Допустим, электрод 5 мм, значит, дистанция – 6 мм.
СВАРКА ТРУБ ДИАМЕТРОМ ДО 10 СМ

- ПЕРВЫЙ ЭТАП. Сборка стыков вручную с прихватом точечным методом. Допустим, 2 точки, одна напротив другой.
- ВТОРОЙ ЭТАП. Сварка стыков. Если толщина четыре миллиметра и больше, прежде идет корневой шов, затем – валик. Причем у шва горизонтального новый валик идет всегда противоположно предыдущему. Допустим, сначала слева направо, потом наоборот и т.д.
Если толщина конструкции в диапазоне 3-х-8-ми сантиметров, сварка ведется небольшими участками. Будет лучше в плане качества.
ПОВОРОТНЫЕ СТЫКИ
Их относят к сложным работам. Так что нужно придерживаться существующих правил.
Скорости поворота детали и проводки проводника нужно соблюдать паритетными. У последнего она определяется толщиной свариваемой детали. Чем больше, тем дольше длится сварка. Лучше всего, когда сварочная ванна находится под углом в 30 градусов.
Где деталь поворачивается на 180 градусов, работают поэтапно. Прежде в 2 подхода осуществляют сварку 2-х верхних четвертей d трубы. Один шов идет другому навстречу. Допустим и 1 слой, и два. Потом поворот на 180 градусов, и проваривают стык, что остался. После поворот опять на 180 градусов и варят шов до самого конца.
СТЫКИ ИЗ РЯДА НЕПОВОРОТНЫХ

Еще сложней. Трубы варят, используя рассматриваемый способ сварки, безукоризненно следуя инструкции.

- ВЕРТИКАЛЬНЫЕ. Варят поэтапно. Вначале стык по периметру делят вертикально (условно) пополам . Далее переходят к сварке потолочной части , горизонтальных и нижних отрезков. Идут с первого положения к последнему, используя короткие дуги.
Для информации. Потолочной будет та часть, что занимает около 20 градусов от низа конструкции. Нижней, наоборот, 20 градусов от верха. Между ними – горизонтальная часть. Расчет коротких дуг ведут по формуле «диаметр электрода : 2».
- ГОРИЗОНТАЛЬНЫЕ. Стыкуют углом назад. Электрод ведут под 80 градусов к оси. Работают средней дугой. Применяют на трубах и малого, и большого d.
Придерживаясь данных электросварочных рекомендаций, можно добиться качественного соединения. Сваренный водопровод получится герметичным и многие годы будет служить без проблем.
ЗАКЛЮЧЕНИЕ
Дуговую сварку повсеместно применяют при сварке многих видов трубопроводов. Сложность в том, что свариваемые конструкции могут занимать отличные друг от друга положения в пространстве. Потому для их соединения однотипного шва не хватит. Нужны разные.
Тем, кто ранее набрался опыта в сварке, проще освоить премудрости ручной дуговой сварки разного d труб. Если зачистка свариваемых конструкций выполнена тщательно, то можно получить качественный результат.
