Приспособление для сварки угловых соединений
Как струбцины помогают в работе сварщику, какие они бывают
Сварочные работы любой сложности непременно сопровождаются подготовительными манипуляциями, которые, в ряде случаев, занимают даже больше времени, нежели сам процесс сварки. Основным видом подготовки является предварительная сборка будущей конструкции. При такой сборке возникает необходимость фиксации свариваемых элементов.

Порой после тщательной подготовки, подгонки и выверки конструкции одним неловким движением руки при сварке рассыпаются, и приходится все начинать сначала. Не менее досадная ситуация, в которой обнаруживаются неточности после соединения, возникшие в результате некачественной фиксации.
Избежать описанных ошибок и справиться с неудобствами позволят дополнительные универсальные и специализированные приспособления для сварочных работ. Перечень таких инструментов весьма разнообразен. Обычно при проведении работ в промышленных масштабах используются автоматизированные средства, позволяющие укладывать изделия, кантовать и скреплять их. В быту приходится отдавать предпочтения тем инструментам, которые помогают собрать и закрепить элементы.
Классификация приспособлений
Обычно пользуются тривиальной классификацией, согласно которой все инструменты для сварочных работ подразделяются на установочные и закрепляющие. Установочные инструменты помогают провести подгонку делателей с нужной степенью точности. Классическим устройствами можно считать угольники, упоры, шаблоны.
Закрепляющие приспособления обеспечивают фиксацию деталей в установленном положении, это зажимы, стяжки или распорки.

Струбцины
Струбцина считается универсальным инструментом, так как может выполнять как функции установочные, так и функции фиксации. Единого вида струбцин не существует, однако этот инструмент обязательно должен быть в арсенале любого сварщика. Теоретически, сварка без применения струбцин вполне возможна, однако за это придется заплатить потерей времени, наличием неудобств и, самое главное, низким качеством.
Функциональность струбцины зависит от того, регулируется ли размер зева. Выделяют быстрозажимные устройства, основанные на прижиме с помощью кулачкового механизма. Тем не менее, одна струбцина не может зафиксировать абсолютно любое соединение, так что у сварщика должно быть сразу несколько видов таких инструментов. Струбцины для сварочных работ имеют одну особенность – они изготовлены из металла. Подобные инструменты плотника имеют пластиковые или деревянные элементы.
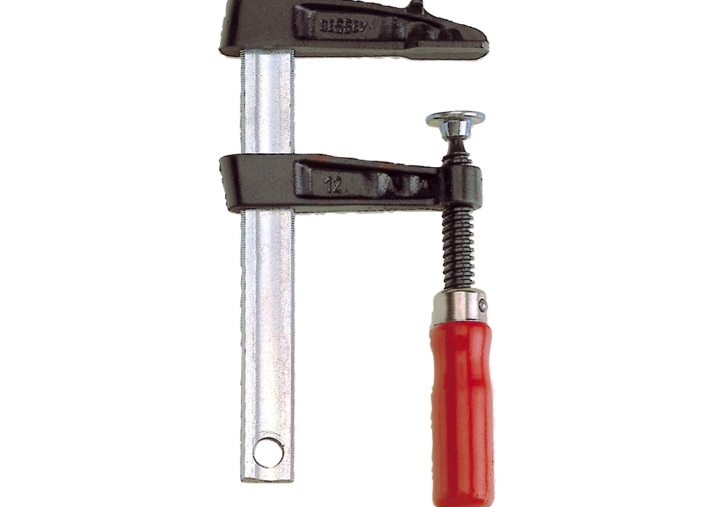
F-образные
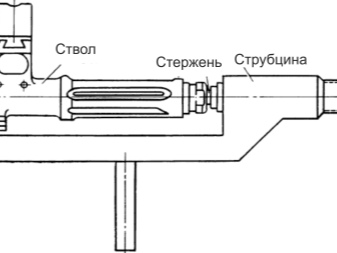
Принципиальная схема устройства F-образной струбцины достаточно простая, поэтому зачастую в арсенале сварщика можно встретить самоделки. Она состоит из металлической станины (шины), к которой прикреплены две губки. Одни губка является подвижной, а другая – неподвижной. В некоторых случаях неподвижная губка выполнена в виде продолжения станины. Подвижная губка приводится в движение винтом с рукоятью.

В качестве альтернативы предлагается быстрозажимной механизм. Он замещает подвижную губку и позволяет более оперативно скрепить детали. Обычно с помощью F-образных струбцин можно получить относительно большое усилие (до 10000 Н).
G-образные
Такие зажимы выполнены в виде скобы, в которой обе губки остаются неподвижными. Фиксирование деталей осуществляется за счет затяжки винта. Подобный механизм имеет одно преимущество – отсутствует люфт губок. Зато по толщине скрепляемых деталей G-образные струбцины весьма ограничены.

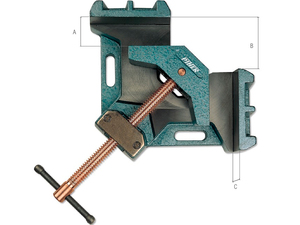
Угловые
При необходимости зафиксировать детали под прямым углом пользуются угловыми струбцинами. Более сложные устройства позволяют регулировать угол фиксации. Составными частями таких струбцин являются корпус и поджим. Поджим может быть одновинтовым или двухвинтовым. В непосредственный контакт с изделием вступают поджимные пятки.

Торцевые
Подобные приспособления предназначены для фиксации привариваемого элемента к торцу детали. По внешнему виду они отдаленно напоминают G-образные струбцины, однако отличаются двумя дополнительными поджимными винтами.

Где можно купить
Сами по себе струбцины не являются товаром редким, поэтому обычно не возникает сложностей с их приобретением. Выделим лишь некоторые особенности покупки, которые могут заинтересовать потребителя.
Прежде всего, струбцины различных размеров можно встретить в специализированных магазинах, занимающихся продажей инструмента. Действительно, строгой градации для определенных видов работ нет, поэтому сварочные струбцины можно купить и в отделе инструментов для плотницких работ.
Однако следует помнить, что инструмент должен быть выполнен из металла. Никаких деревянных или пластиковых элементов не допускается.
Губки и резьбовая часть должны быть прочными, так как при фиксации металлических изделий на них приходится большая нагрузка.

На официальном сайте производителя сварочного оборудования есть раздел, позволяющий организовать покупку продукции онлайн. При наличии в каталоге струбцин их можно купить у официального дистрибьютора или непосредственно производителя. Подобный способ приобретения считается наиболее приемлемым, так как предложенные струбцины наверняка адаптированы именно к сварочным работам.
Купить струбцины можно и в интернет-магазине, не связанном со сварочной деятельностью. В таком случае заказчик подвергается риску, так как по одному только описанию невозможно оценить качество механизма и материала. Первые два способа являются наиболее приемлемыми.
Угловая струбцина своими руками
Многие мастера предпочитают изготавливать подручные механизмы, в том числе и струбцины, своими руками. Причин тому есть несколько.
- Экономия средств, так как покупное изделие, в зависимости от конструкции может стоить от 1000 до 2500 рублей.
- Отработка навыков слесарного дела. Простыми словами, есть определенный интерес в изготовлении самодельного прибора, и он не связан с экономией средств.
- Устранение заводских недоработок. Многие струбцины по сфере применения оказываются весьма ограниченными. Примером может служить избирательность к углам соединения, к толщине деталей, к максимальному усилию на механизме. Разработав самостоятельный чертеж или воспользовавшись чужой идеей, можно выполнить струбцину с нужными параметрами.
Рассмотрим поэтапно изготовление угловой струбцины для сварки своими руками. За основу платформы рекомендуется брать листовой металл, толщиной 8 – 10 мм. Однако такой материал не всегда окажется под рукой, поэтому неплохой альтернативой станет профильная труба.

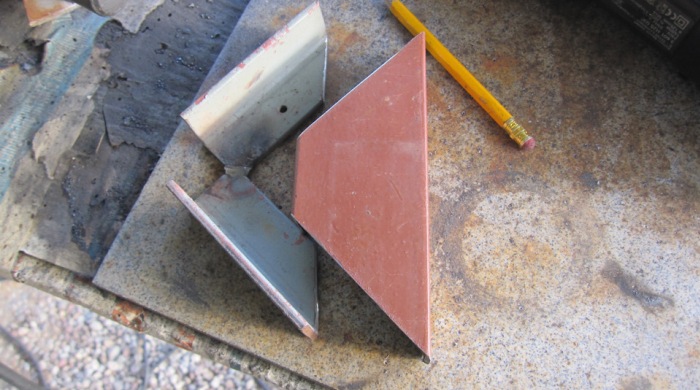
Обрезки трубы свариваются между собой, чтобы образовывалась плоскость. Сверху привариваются уголки под углом 90 градусов друг к другу. На данном этапе важна точность, так что пригодятся чертежные инструменты.

Подвижная часть струбцины, которая, по сути, является прижимной губкой, собирается из таких же уголков и обрезка профильной трубы. Здесь также нужно выдержать прямой угол.
Идея струбцины заключается в том, что на основании крепится зажим, внутри которого расположена втулка с резьбой. Вращать прижимной винт удобно механизмом барашкового типа, но можно использовать простую рукоять (все зависит от возможностей конструктора). Винт шарнирно должен соединяться с подвижной частью, поэтому потребуются две втулки с внутренней резьбой.

Втулки внутри зажима и внутри подвижной части крепятся с помощью болтов или заклепок. Важно, чтобы они были подвижными.

Можно воспользоваться готовым чертежом, предполагающим применение несколько иных материалов, хотя принцип действия такой струбцины идентичный.
F-образный вариант своими руками
Для изготовления такой струбцины подойдут любые обрезки профильного металла. Также понадобится гайка, винт и несколько крепежных болтов. Весь процесс условно подразделяется на два этапа.
- На первом этапе предстоит сделать основание. Особых требований к профилю нет, но в качестве примера можно рассмотреть основание из трубы 25х60 мм. Нужно сделать три заготовки длиной 100, 200 и 300 мм. Если решено сделать струбцину с неподвижными губками, то заготовки собирают в виде буквы «F» и к торцу средней части приваривают гайку. После изготовления винта с прижимом струбцина будет готова.
- Чтобы сделать струбцину с подвижной губкой, необходимо обеспечить свободное перемещение средней части по основанию. Пользуясь болгаркой и сварочным аппаратом, любым доступным способом делают оправку для средней части, которая свободно надевалась на длинную часть основы.

Прижим изготавливается из части винта с пластиной на торце. Для удобного пользования предстоит смастерить рукоять. Описан самый тривиальный способ изготовления струбцины с регулируемым зевом, однако подвижная губка не фиксируется. Дело в том, что при вращении винта происходит такое перераспределение сил, при котором средняя часть (подвижная губка) становится с небольшим перекосом на основании, что не дает ей двигаться. Подобная струбцина считается самофиксирующейся.
Как сделать угловую струбцину для сварки?

- Устройство
- Чертежи
- Изготовление
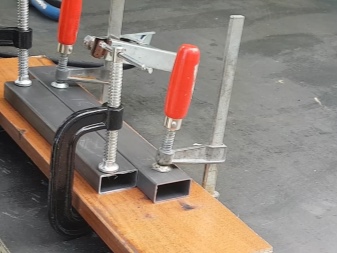
Угловая струбцина для сварки – незаменимый помощник при соединении двух фрагментов арматуры, профтрубы или обычных труб под прямым углом. Со струбциной не сравнятся ни двое слесарных тисков, ни двое ассистентов, помогающие сварщику выдержать точный угол при сварке, предварительно проверенный линейкой-угольником.

Устройство
Угловая струбцина, изготовленная своими руками, или заводская устроена следующим образом. Не считая её модификаций, позволяющих сварить две обычные или профильные трубы под углом в 30, 45, 60 градусов или любым другим значением, данный инструмент отличается размерами под разную ширину труб. Чем толще прижимные кромки, тем толще и труба (или арматура), с помощью которой можно соединить её части. Дело в том, что свариваемый металл (или сплав) выгибается при нагревании, которым неизбежно сопровождается любая сварка.
Исключение – «холодная сварка»: вместо расплавления краёв свариваемых секций применяется состав, отдалённо напоминающий клей. Но и здесь струбцина нужна, чтобы соединяемые детали не нарушились по требуемому углу их взаиморасположения.
Струбцина включает в себя подвижную и неподвижную части. Первая – это сам ходовой винт, стопорные и ходовые гайки и прижимающая прямоугольная губка. Вторая – рама (основа), закреплённая на несущем листе стали. Запас хода винта регулирует ширину зазора между подвижной и неподвижной частями – большинство струбцин работают с квадратными, прямоугольными и круглыми трубами от единиц до десятков миллиметров в диаметре. Для более толстых труб и арматуры применяются иные приспособления и инструменты – струбцина их не удержит при наложении прихватывающих точек или отрезков будущего шва.


Для вращения винта применяют рычаг, заведённый в оголовок. Он может быть подвижным (пруток сдвигается в одну из сторон полностью), либо ручка делается Т-образной (прут без оголовка приваривается к ходовому винту под прямым углом).
Для обездвиживания изделий во время сварки применяются также G-образные струбцины, соединяющие профтрубу или квадратную арматуру общей толщиной до 15 мм.

Большая толщина до 50 мм подходит для F-образных струбцин. Для всех разновидностей струбцин нужен надёжный стол (верстак) со строго горизонтальной поверхностью.
Чертежи
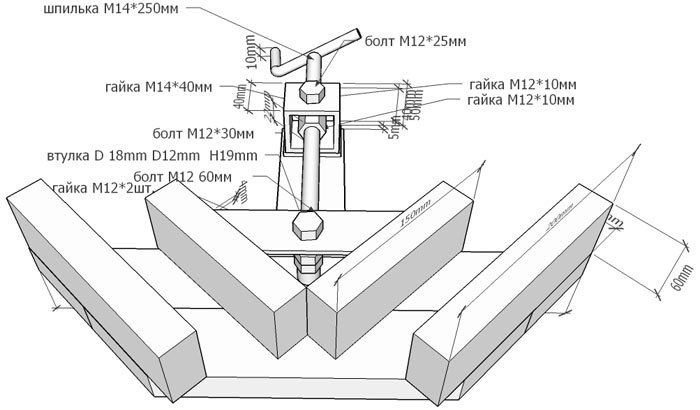
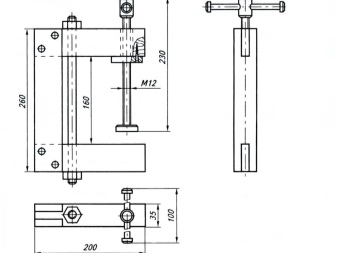
Чертёж самодельной прямоугольной струбцины для сварочных работ обладает следующими её габаритами.
- Ходовая шпилька – болт М14.
- Вороток – арматура (без фигурных рёбер, простой гладкий прут) диаметром 12 мм.
- Внутренняя и наружная прижимные детали – профтруба от 20*40 до 30*60 мм.
- Ходовая полоса 5-миллиметровой стали – до 15 см, с шириной отрезка до 4 см приваривается к основной пластине.
- Длина каждой из сторон угла наружных губок – 20 см, внутренних – 15 см.
- Квадратный лист (или его половина в виде треугольника) – со стороной 20 см, под длину наружных губок струбцины. Если используется треугольник – его катеты по 20 см, прямой угол обязателен. Листовой отрезок не даёт раме нарушить свой прямой угол, это её усиление.
- Коробчатая сборка на конце полосы листовой стали направляет ход струбцины. Состоит из квадратных отрезков стали 4*4 см, к которой приварены стопорные гайки.
- Треугольные полосы, усиливающие подвижную часть, ввариваются с обеих сторон. Подбираются по размеру внутреннего свободного места, образованного прижимной губкой, со стороны ходового винта. К ней приваривается и ходовая гайка.
Итак, для изготовления прямоугольной струбцины нужны:
- лист стали толщиной 3-5 мм;
- отрезок профтрубы 20*40 или 30*60 см;
- шпилька М14, шайбы и гайки под неё;
- болты М12, шайбы и гайки под них (опционально).



В качестве инструментов используются такие.
- Сварочный аппарат, электроды. Защитная каска, задерживающая до 98% света электродуги, обязательна.
- Болгарка с отрезными дисками по металлу. Обязательно используйте защитный стальной чехол, закрывающий диск от разлёта искр.
- Перфоратор с переходной головкой под обычные свёрла по металлу или более малогабаритная электродрель. Нужны также свёрла диаметром меньше 12 мм.
- Шуруповёрт с насадкой-гайковёртом (опционально, зависит от предпочтений мастера). Можно применять и разводной ключ под болты с головкой до 30-40 мм – такими ключами пользуются, например, водопроводчики и газовики.
- Линейка-угольник (с прямым углом), строительный маркер. Выпускаются незасыхающие маркеры – на масляной основе.
- Резак для нарезания внутренней резьбы (М12). Используется, когда имеются цельные куски квадратной арматуры, а дополнительные гайки раздобыть не удалось.


Также, возможно, потребуются молоток, пассатижи. Раздобудьте самые мощные плоскогубцы, рассчитанные на серьёзную нагрузку.
Изготовление
Разметьте и распилите профильную трубу и лист стали на составные детали, сверяясь по чертежу. Отрежьте от шпильки и гладкой арматуры нужные куски. Последовательность дальнейшей сборки струбцины состоит в следующем.
- Приварите наружные и внутренние отрезки профтрубы к отрезкам листовой стали, выставив прямой угол с помощью прямоугольной линейки.
- Приварите отрезки стали друг к другу, собрав квадратную П-образную деталь. Вварите в неё стопорные гайки. Просверлите сверху в ней отверстие, приварите к стопорным гайкам дополнительную фиксирующую гайку и вкрутите в неё болт. Если использовался кусок квадратной арматуры (например, 18*18) – просверлите в нём несквозное отверстие, нарежьте внутреннюю резьбу под М1 Затем приварите коробчатую деталь в сборе к продолговатому отрезку стали, а сам отрезок – к раме.
- Приварите ходовую гайку к неподвижной части струбцины – напротив стопорной вкрутите ходовой винт. Проверив, что винт крутится свободно, выкрутите его и обточите конец, толкающий взад-вперёд подвижную его часть – резьба должна быть убрана или подтуплена. Закрепите на свободном конце винта вороток.
- В месте присоединения винта к подвижной части сделайте простейшую втулку, приварив кусок профтрубы или пару пластин с предварительно просверленными отверстиями на 14 мм.
- Вкрутите ходовой винт повторно. Чтобы шпилька (сам винт) не вышла из втулочных отверстий, приварите к винту несколько шайб (или колец из стальной проволоки). Это место рекомендуется регулярно смазывать – для предотвращения стирания слоёв стали и разбалтывания конструкции. Профессиональные механики устанавливают вместо обычной шпильки ось с резьбой и гладким концом, на котором ставится стальная чашка с шарикоподшипниковым комплектом. Приварите также дополнительную гайку – под прямым углом к оси.
- Собирая втулку, рекомендуется приварить верхнюю пластину и зафиксировать всю конструкцию болтом в последнюю очередь, когда вы убедитесь в работоспособности струбцины.
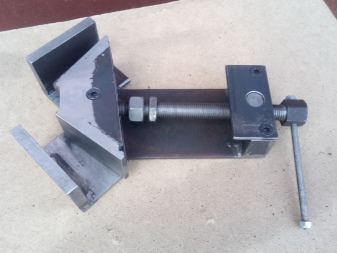
- Проверьте надёжность креплений и сварных швов. Испытайте струбцину в работе, зажав два куска трубы, арматуры или профиля. Убедитесь, что угол зажимаемых деталей – прямой, проверив его угольником.



Струбцина готова к работе. Уберите свисающие, выпирающие участки швов при помощи их обточки на пильном/шлифовальном диске болгарки. Если применяемая сталь не является нержавеющей, рекомендуется покрасить струбцину (кроме ходового винта и гаек).
Как сделать угловую струбцину для сварки, смотрите далее.
Угловая струбцина для сварки. Швы радуют глаз

 Кажущиеся на первый взгляд простые сварочные работы, как правило, нуждаются в достаточно профессиональном и ответственном подходе. Поскольку для выполнения качественных и надёжных работ, понадобятся особые инструменты. Таким инструментом может стать угловая струбцина для сварки, которая даёт возможность проводить сварочные работы гораздо проще и быстрее.
Кажущиеся на первый взгляд простые сварочные работы, как правило, нуждаются в достаточно профессиональном и ответственном подходе. Поскольку для выполнения качественных и надёжных работ, понадобятся особые инструменты. Таким инструментом может стать угловая струбцина для сварки, которая даёт возможность проводить сварочные работы гораздо проще и быстрее.
Угловая струбцина является неким универсальным фиксатором, скрепляющим обрабатываемые поверхности при сварке. Такое приспособление крепко сжимает необходимые элементы под определённым углом и тем самым делает процесс сварки и обработки материалов удобнее. Это первое по важности оборудование для любого сварщика, без которого невозможно обойтись, не причинив ущерба производительности и крайнего неудобства в работе. Струбцины могут быть разных размеров и форм. Особенно удобными считаются быстрозажимные варианты. В целом для постоянного осуществления сварочных работ профессионалы рекомендуют иметь набор струбцин разной конфигурации.

Конструкция угловой струбцины для сварки
Зачастую струбцины выпускаются в нескольких модификациях и предназначены для сварки металлических труб под определённым углом (от 30 до 90 градусов). Могут изготавливаться в разных видах в зависимости от ширины труб, их количества и угла сварки.
Отличительными особенностями любой угловой струбцины являются:
- толщина губки – прижимные губки имеют большую толщину для повышения степени жёсткости соединений. Как результат: сварочный шов не выгибается во время проведения сварки;
- материал изготовления прижимных винтов – в процессе сварки часто происходит разбрызгивание расплавленных частиц металла, которые оседают на близлежащих поверхностях. При попадании на резьбовые части может происходить их спайка и как следствие выход со строя струбцины. Во избежание этого на них устанавливаются медные либо омедненные прижимные винты. Медь, в свою очередь, не даёт прилипать брызгам и увеличивает период эксплуатации сварочного оборудования;
- рабочая поверхность – для работы электродами под необходимыми углами в местах стыковки деталей струбцина увеличивает рабочую зону.

Сама струбцина состоит из подвижного элемента и основной рамы. Подвижная часть обычно оснащается дополнительными специальными зажимами – винтом или рычагом, регулирующими степень сжатия деталей. С помощью подвижного элемента контролируется расстояние между инструментом и губками.
Благодаря максимальной подвижности конструкции устройства струбцина может удерживать материалы разного размера и сечения. А при использовании нескольких угловых устройств можно сформировать любые расположения конструкций для более комфортной и оперативной сварки. В большинстве своём зажимные элементы рассчитаны для сварки материала с максимальным диаметром 390 мм.
Угловая струбцина для сварки имеет Т-образную форму ручки, которая позволяет передавать образующееся при работе зажимное усилие на обрабатываемые детали. А чугунные скобы при проведении сварочных работ способны выдерживать даже самый высокий нагрев.
Выбирая струбцину углового типа необходимо учитывать вид планируемых работ. Так, к примеру, G-струбцины обычно применяются для фиксации заготовок небольшой толщины. При необходимости осуществления монтажа металлических изделий, имеющих большую толщину, стоит воспользоваться угловой струбциной F-формы, оснащённой регулируемым зажимным элементом.
Струбцина может устанавливаться в любых типах помещений в мастерских или гаражах на рабочем столе с ровной поверхностью.
Делаем струбцину своими руками
Большинство моделей имеют стандартный угол крепления в 90 градусов, но выпускаются также устройства с возможностью изменения угла. Стоимость их на рынке на порядок выше, поэтому иногда есть смысл сделать конструкцию своими руками.
Струбцина углового типа довольно проста по своей конструкции и для многих будет несложно собрать её даже в домашних условиях.
Оптимальным материалом при изготовлении самодельной струбцины считается железо.
Для самостоятельного изготовления струбцины необходимо сделать следующее:
- Создать основание конструкции – для формирования основания устройства желательно использовать листовой металл с толщиной от 8 мм до 10 мм. Фиксирующим элементом послужит уголок нужного размера. Крепление деталей лучше делать с помощью электросварки, поскольку резьбовое крепление будет менее надёжным.
- Установить зажим – чтобы сделать винтовой зажим рекомендуется использовать 2 или 3 гайки, которые свариваются между собой. При этом лучше изготовить кронштейн с центральным резьбовым отверстием толщиной от 30 мм до 40 мм. Крепиться он с помощью болтов, чтобы в случаях срыва резьбы его можно было бы поменять.

- Сформировать угол – особое внимание в струбцине углового типа необходимо уделить расположению зажимочных скоб. При сваривании уголки должны идеально подходить один к другому. В этих целях один из уголков приваривается к зажиму, на который потом накладывается второй уголок, прижимается и приваривается к скобе.
- Проверить движение основания – по боковым поверхностям конструкции необходимо установить направляющие, которые позволят перемещать внутреннее основание струбцины. Для этого вырезается паз с шириной от 8 мм до 10 мм по биссектрисе углового устройства.
- Просверлить отверстия – с помощью сверла в верхнем основании струбцины, в которое устанавливается болт, закручивающийся гайкой с шайбой. Перемещение оснований по отношению друг к другу должно быть свободным, поэтому лучше, чтобы резьба на болте не доходила до головки. Головка может также крепиться на основании с помощью кронштейна.

Во время эксплуатации такого стандартного варианта струбцины в виду ограничения положения устройства под прямым углом, рано или поздно может возникать вопрос об его узкой направленности в работе. Исправить это можно, разместив в месте ранее неподвижного элемента, разъёмного болтового соединения. В качестве варианта может быть установлен зажимной регулировочный винт, благодаря которому появиться возможность выбора необходимого угла с его последующей фиксацией.
Учитывая, все вышесказанное следует помнить, что для получения профессионального сварочного соединения, необходим качественный инструмент, позволяющий упрощать работу и не допускать появление не состыковок и подгонов.
Угловая струбцина своими руками для сварки
 Для фиксации угла между деталями конструкции удобно пользоваться угловой струбциной для сварки. Польза этого инструмента неоспорима. Струбцина серьезно облегчает задачи изготовления самых разных конструкций, ведь с ней можно обойтись без помощника. Чаще всего применяется она для фиксации под прямым углом, но подходит и для других видов углов. Инструмент применяют сварщики, слесари, столяры и плотники, трудящиеся дома и в своих мастерских. Особенно струбцина помогает при изготовлении мебели, рам, станин из деревянного бруса или профильного металла.
Для фиксации угла между деталями конструкции удобно пользоваться угловой струбциной для сварки. Польза этого инструмента неоспорима. Струбцина серьезно облегчает задачи изготовления самых разных конструкций, ведь с ней можно обойтись без помощника. Чаще всего применяется она для фиксации под прямым углом, но подходит и для других видов углов. Инструмент применяют сварщики, слесари, столяры и плотники, трудящиеся дома и в своих мастерских. Особенно струбцина помогает при изготовлении мебели, рам, станин из деревянного бруса или профильного металла.
- Общая характеристика
- Преимущества инструмента
- Деревянная струбцина
- Приспособление из фанеры
- Металлическая конструкция
Общая характеристика
Струбцина выручает, когда требуется зафиксировать детали, чтоб дать время высохнуть клею или выполнить сварку. При сборке мебели приспособление поможет собрать элементы без смещений, просверлить в нужном месте отверстия для крепежа. Самодельный инструмент весит немного, но с фиксацией справиться на «отлично». Его проще переносить с места на место, чем обычные строительные тиски. Угловая струбцина для сварки изготавливается из металла.
 На зажиме самодельного приспособления есть два упора. Обязательно присутствует блок-зажим, обладающий хорошей подвижностью, благодаря чему он может использоваться для заготовок разного размера. Для высокой жесткости фиксации должны наличествовать винт и рычажный механизм. Для столярного варианта допускается использование бегунка и планки. Но при любой конструкции детали упора должны быть подвижными.
На зажиме самодельного приспособления есть два упора. Обязательно присутствует блок-зажим, обладающий хорошей подвижностью, благодаря чему он может использоваться для заготовок разного размера. Для высокой жесткости фиксации должны наличествовать винт и рычажный механизм. Для столярного варианта допускается использование бегунка и планки. Но при любой конструкции детали упора должны быть подвижными.
Преимущества инструмента
Из-за дороговизны заводских изделий выгодно сделать струбцину своими руками, но экономия — это не единственное преимущество инструмента. Подобранная под определенные работы калибровка струбцины поможет зафиксировать детали лучше. Если струбцина делается для разовой работы, в изготовлении используются дешевые материалы.
Деревянная струбцина
Такая струбцина подходит для работы с мебелью. Рекомендуется брать дерево одной из следующих пород:
- дуб;
- ясень;
- береза;
- граб;
- бук.
 Влажность древесины должна быть не больше 12%.На заготовках не должно быть сучков, неровностей, дефектов. Делаются две пластины по 15 см шириной, 20 см длиной, примерно двухсантиметровой толщины. Еще у двух брусков длина и ширина должна быть до 25 см, а толщина — 2 см. Понадобится крепеж. Для изготовления струбцины угловой для монтажа мебели нужны саморезы и металлические болты. Два самореза длиной 20 см, а еще два — примерно 12 см. Диаметр всех четырех — 5 мм.
Влажность древесины должна быть не больше 12%.На заготовках не должно быть сучков, неровностей, дефектов. Делаются две пластины по 15 см шириной, 20 см длиной, примерно двухсантиметровой толщины. Еще у двух брусков длина и ширина должна быть до 25 см, а толщина — 2 см. Понадобится крепеж. Для изготовления струбцины угловой для монтажа мебели нужны саморезы и металлические болты. Два самореза длиной 20 см, а еще два — примерно 12 см. Диаметр всех четырех — 5 мм.
Приспособления для работы с деревом изготавливаются так:
- Две длинные рейки кладутся на стол.
- Первая рейка кладется ребром вверх, вторая рейка — наоборот.
- В рейках дрелью просверливаются отверстия для соединения.
- Одна пластина крепится к нижнему брусу.
- Отверстия для крепежа в обеих деталях должны совпадать.
- Вторая пластина крепится параллельно первой с помощью самореза.
- На концах реек просверливаются отверстия, к которым крепятся еще пайки или пластинки, угол между которыми должен быть ровно 90 ° .
- После монтажа проверяется работа приспособления путем закручивания самореза для фиксации уровня зажима пластин.
Приспособление из фанеры
 Разовая фиксация, для которой не нужна высокая жесткость успешно выполняется с применением листов фанеры.
Разовая фиксация, для которой не нужна высокая жесткость успешно выполняется с применением листов фанеры.
Для работы понадобятся куски фанеры 1,5×10×10 см, которые вырезаются лобзиком. Квадраты размечаются путем деления заготовок по диагонали на две части. Намечаются отверстия на расстоянии 20 см от края с расстоянием между ними не меньше 8 см, в противном случае зажимы начнут мешать друг другу. В отмеченных местах просверливаются отверстия Ø40 мм. Три угла опиливаются с целью устранения излишков клея под фиксаторами.
Металлическая конструкция
 Такая струбцина необходима для сварки. На металлическом оборудовании легче выполнить предварительный монтаж и выровнять детали относительно друг друга. Приспособление состоит из надежного корпуса и подвижного механизма. Данный элемент конструкции обеспечивает фиксацию винтом.
Такая струбцина необходима для сварки. На металлическом оборудовании легче выполнить предварительный монтаж и выровнять детали относительно друг друга. Приспособление состоит из надежного корпуса и подвижного механизма. Данный элемент конструкции обеспечивает фиксацию винтом.
Металлические струбцины для сварки бывают двух- и 3-координатными. На приспособлении могут быть зафиксированы две детали металлической конструкции для дальнейшего соединения. Безопасность труда повышается благодаря встроенным магнитам.
Изготовить струбцину своими руками несложно. Нужно иметь:
- Стальной лист толщиной 10 мм.
- Три гайки.
- Шайбы большого диаметра.
- Трубу с наружной резьбой, соответствующей гайкам.
 Из листа стали вырезают полосы 50-сантиметровой длины и 4-сантиметровой ширины. Нужны две такие заготовки. К основной части заготовки приваривают вспомогательную Г-образную. На короткий край плашмя приваривают опорную деталь. Гайки свариваются друг с другом, как и шайбы. К подвижной части гайки располагают ребром, а приваривают так, чтоб вкручиваемый стержень шел параллельно основанию инструмента. Далее части приваривают по внешнему краю, а между ними вставляют полосу струбцины. Потом осуществляется сварка по внутреннему краю, к частям присоединяется подвижная планка. Большие шайбы приваривают на край металлического стержня.
Из листа стали вырезают полосы 50-сантиметровой длины и 4-сантиметровой ширины. Нужны две такие заготовки. К основной части заготовки приваривают вспомогательную Г-образную. На короткий край плашмя приваривают опорную деталь. Гайки свариваются друг с другом, как и шайбы. К подвижной части гайки располагают ребром, а приваривают так, чтоб вкручиваемый стержень шел параллельно основанию инструмента. Далее части приваривают по внешнему краю, а между ними вставляют полосу струбцины. Потом осуществляется сварка по внутреннему краю, к частям присоединяется подвижная планка. Большие шайбы приваривают на край металлического стержня.
Тип конструкции зависит от нужной прочности фиксации. Зажим изготавливается из разных материалов. Самодельная струбцина пригодится и в домашней мастерской, и в профессиональной деятельности.
Для чего нужна в сварке угловая струбцина и как ею правильно пользоваться

Ограничиться агрегатом и электродами доморощенный умелец может, соответственно, дома. Еще одна надежда в виде газового баллона с припоем ждет своего часа в гараже. Для производственной сварки этого «универсального» набора явно не хватит.
Немалое количество сварных операций для своего выполнения потребует спец.приспособлений. От разного типа зажимов до тисков. Они упрощают сварку, и в целом работа движется быстрей.
Одно из них, получившее поистине народное признание — струбцина угловая ручная. Порой без нее – никак. К примеру, перед вами сложные металлоконструкции.
Варить их неудобно, но стыковку деталей надо провести максимально точно. Про виды струбцин, тонкости выбора, применение — об этом в нашей статье.
- Вступление
- Особенности конструкции
- Выбор и применение
- Резюме
Вступление
При сварке угловыми струбцинами конфигурации фиксируют под нужным углом. Правда, самое простое приспособление, что используют в этих целях, угольник.
Однако угловая струбцина гораздо комфортней в работе. Ведь угольника хватает лишь на состыковку конструкций, их зафиксировать он не сможет.
Для угловой струбцины не столь важно, из какого материала и с каким сечением. Главное — варить можно под разными углами. Для работы не ограничиваются покупкой одного изделия.
Не родился еще изобретатель, который запатентует универсальный зажим, подходящий для всех видов сварки да еще по сходной цене.
Особенности конструкции

Слово «конструкция», пожалуй, звучит слишком громко в отношении угловых струбцин. Они банально просты, в работе послушны усилиям человека. Кажется, поломать их невозможно. Правда, может подвести материал, что пошел на изготовление.
Данное приспособление — это комбинация, объединяющая раму и подвижную часть. На последней находится место для зажимных винтов и зажимов.
Винты обеспечивают возможность регулировки, деталь будет фиксироваться с нужной силой. Зажимы снабжены зажимными губками. С помощью данного приспособления можно зафиксировать детали, размер которых не должен превышать 40 сантиметров.
Выбор и применение

Он зависит от того, какая сварка предстоит. Со струбциной, рассчитанной на ведение процесса под углом в 60 градусов, нечего делать там, где этот угол составляет градусов 90.
Не помешает вначале ознакомиться с предстоящей работой. Не получается? Тогда отправляйтесь на место сварки с комплектом струбцин, чтобы не опасаться неожиданностей в виде нехватки нужной для определенного угла.
Толщина зажимных губок – еще один существенный момент. Чем они толще, тем выше качество фиксации и меньше шансов для деформации шва. Не менее важен материал, из которого изготовлены винты. Лучшим считается медь. Хотя бы покрытие из меди.
Тогда винтам не страшны брызги, летящие от металла. У струбцин стоимостью меньше, винты, обычно, остаются без медной защиты. Частицы расплавленного металла, оседая на резьбу, легко выводят струбцину из строя.
Такая экономия аукается дополнительными расходами. Об этом желательно помнить домашнему умельцу при выборе данного приспособления.
При необходимости узнать применение тисков, если предстоит сваривать прямые трубы или прочие конфигурации, можно посмотреть видеоролик на эту тему. Достаточно вбить в поисковую строку браузера интересующий вас вопрос.
Вернемся еще раз к «экономному» уголку для сварки. Да, с его помощью можно разложить конфигурации под углом, который нужен.
Но тогда сварщику придется самому фиксировать свариваемые части, следить, чтобы не разъехались. При этом еще успевать варить. Угловая струбцина операцию интенсифицирует, избавив сварщика от дополнительной нагрузки.
Рачительность – дело хорошее, однако сварка – не совсем тот случай, где оная играет главную роль. Покупка набора доброкачественных, пусть и дороже, изделий оправдана. Прослужат дольше.
Резюме
В нашей статье вы познакомились с угловыми струбцинами для сварки.
Представлена компетентная характеристика этих удобных приспособлений.
С ними легче вести сварку, надежно фиксируя поверхности, тем самым повышая качество швов. Цена – тоже не кусается. Работы вам без дефектов!


Профессиональный сварщик 6-го разряда с 15+ летним практическим опытом работы (не считая обучения)
Регулярно проверяю опубликованные статьи и отвечаю на ваши вопросы! Спрашивайте, не стесняйтесь! =)

