Ремонт литых дисков сварка аргоном
Правка и ремонт литых и штампованных дисков
Правка литых дисков
| Ремонт литых дисков и сварка Аргоном | легковые автомобили / внедорожники | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| R 13 | R 14 | R 15 | R 16 | R 17 | R 18 | R 19 | R 20 | R 21 | R 22 | |
| Ремонт литого диска | 1050р.* | 1225р.* | 1400р.* | 1600р.* | 1850р.* | 2150р.* | 2500р.* | 2850р.* | 3250р.* | 3700р.* |
| Устранение «восьмёрки», исправление вмятин диска | 1500р.* | 1650р.* | 1850р.* | 2050р.* | 2300р.* | 2600р.* | 2950р.* | 3300р.* | 3700р.* | 4150р.* |
| Полировка бортов | 1250р.* | 1750р.* | ||||||||
| Аргоновая сварка | Шов — 100р. за 1см. Наплавка — 200р. за 1см. | |||||||||
| Химическая чистка дисков (за 1 диск) | 500р. | 550р. | 600р. | 650р. | 700р. | |||||
| Косметический ремонт | Цена договорная | |||||||||
* — Стоимость может варьироваться в зависимости от степени повреждения/загрязнения диска.
Правка штампованных дисков
| Ремонт штампованных дисков | легковые автомобили / внедорожники | |||||
|---|---|---|---|---|---|---|
| R 12 | R 13 | R 14 | R 15 | R 16 | R 17 | |
| Устранение бокового биения диска | 400р.* | 500р.* | 600р.* | 700р.* | 800р.* | 1000р.* |
* — Стоимость может варьироваться в зависимости от степени повреждения/загрязнения диска.
Покраска литых дисков
| Покраска дисков (за 4 диска) | |||||||
|---|---|---|---|---|---|---|---|
| R10 — R14 | R15 — R16 | R17 — R18 | R19 — R20 | R21 — R22 | R23 — R24 | R25 — R26 | |
| Порошковая окраска дисков (включает стоимость пескоструйки) | от 7000р. | от 8000р. | от 11400р. | от 13000р. | от 14400р. | от 16600р. | от 18600р. |
Даже при аккуратной езде, диски автомобиля со временем теряют свой внешний вид и эксплуатационные качества. Замена литых дисков на новые (особенно, оригинальных) не всегда экономически целесообразна. Специалисты Best-Tyres готовы решить эту проблему за вас, предложив услугу ремонт литых дисков.
Основными дефектами литых дисков являются:
- царапины, сколы лакокрасочного покрытия диска;
- вмятины, трещины;
- различного рода деформации диска (осевое или радиальное смещение).
Мы производим ремонт литых дисков любого уровня сложности. В своей работе мы используем профессиональное итальянское оборудование. Цены на ремонт и покраску дисков указаны без учета шиномонтажных работ.
Шиномонтаж со скидкой до 100%.
Внимание! Заказ и доставка более 2-3 комплектов колес новому клиенту без предварительной оплаты невозможны.
- АКЦИИ
- ОТЗЫВЫ
- ФОТОГАЛЕРЕЯ
- ВИДЕОГАЛЕРЕЯ
- ПОЛЕЗНАЯ ИНФОРМАЦИЯ
- Ремонт дисков
- Правка дисков
- Покраска дисков
- Прокатка дисков
- Восстановление дисков
- Раскатка дисков
- Реставрация дисков
- Исправление восьмёрки
- Сварка аргоном
- Алмазная полировка
- Ремонт шин
- Шиномонтаж
- Балансировка
- Вулканизация
- Ремонт грыж
- Ремонт боковых порезов
- Ремонт пореза по протектору
- Сезонное хранение шин
- Скупка шин
Сварка аргоном
СВАРКА АРГОНОМ ДИСКОВ

Выбирая литые диски для своего автомобиля, многие переживают по поводу их состояния после езды по плохим дорогам. Относительная неустойчивость к ударам и большим нагрузкам – вовсе не повод отказываться от красивых колес, ведь даже при наличии повреждений ситуацию можно исправить. К Вашим услугам профессиональная команда компании «Ремонт-литых-дисков-москва.рф» и быстрая сварка аргоном дисков в Москве.
АРГОННАЯ СВАРКА ДЛЯ РЕШЕНИЯ ЛЮБЫХ ЗАДАЧ

Легкосплавные изделия для автомобилей, сделанные из титана или алюминия, имеют много преимуществ, но их ремонт требует наличия профессиональных навыков. Без наличия дорогостоящего оборудования решить проблему тоже очень сложно. Выход прост. Наши сотрудники в кратчайшие сроки помогут Вам – сварка дисков аргоном выполняется в день обращения. Это удается за счет большого штата работников и умения быстро и качественно выполнять работу. У нас все клиенты обслуживаются на высоком уровне!
Для начала мы определяем состав поврежденного диска, чтобы обеспечить качество сварного стыка. Вероятность ошибки исключается, поскольку мы тщательно выбираем материалы для восстановления цельной дисковой конструкции. Затем осматривается характер и размер трещин, чтобы выбрать необходимый режим сварочных работ. У нас есть полный комплект оборудования, необходимого для устранения самых сложных повреждений. Далеко не каждая мастерская оснащена такими установками.
МЫ ПОДАРИМ ВТОРУЮ ЖИЗНЬ ВАШИМ ЛИТЫМ ДИСКАМ!
ПРЕИМУЩЕСТВО ОБРАЩЕНИЯ В «РЕМОНТ-ЛИТЫХ-ДИСКОВ-МОСКВА.РФ»:
у нас работают сварщики со стажем 10 и более лет;
мы используем только оригинальные расходные материалы от проверенных производителей;
наша площадка – это место, оснащенное инновационным дорогостоящим оборудованием;
работаем на совесть, дорожим Вашим мнением, ведь клиенты рассказывают о нас своим друзьям и знакомым;
предлагаем комплексную услугу, включающую: шиномонтаж, проверку геометрии и правку дисков;
у нас приемлемые цены – от 100 рублей за сантиметр.
Гарантия на работу, которую дает мастер, позволяет Вам снова использовать диск как основной, а не как запаску. Мы бесплатно устраним любые повреждения на месте наших сварочных швов в течение года, если такие вдруг возникнут.
Остались вопросы?
Ремонт литых дисков в Москве круглосуточно, вы всегда сможете подъехать и отремонтировать литые диски автомобиля, сделать ремонт шин вашего автомобиля в любое время дня и ночи. Мы предоставляем огромное количество услуг и можем поподробнее рассказать или показать на примере ремонт литых дисков. Связаться по любому интересующему вас вопросу, Вы сможете по телефону:
РЕМОНТ ЛИТЫХ ДИСКОВ
- Ремонт литых дисков
- Правка литых дисков
- Сварка аргоном дисков
- Алмазная полировка дисков
- Исправление восьмёрки
СТОИМОСТЬ УСЛУГ
- Шиномонтаж
- Покраска дисков
- Алмазная полировка дисков
- Скупка шин б/у
- Сезонное хранение шин
ЦЕНЫ 2021
- Ремонт боковых порезов шин
- Ремонт грыж шин
- Ремонт литых дисков
- Правка литых дисков
- Ремонт пореза по протектору
КОНТАКТЫ
Метро рядом: БЕГОВАЯ
Часы работы: КРУГЛОСУТОЧНО
E-MAIL: andr.leonoff2013@yandex.ru
Компания Ремонт Литых Дисков Москва предлагает ремонт авто дисков на профессиональном оборудовании. На основе диагностики Вам будет предложен вариант ремонта литого диска и названа цена за него. Мастера для правки дисков используется спец оборудование при строгом соблюдении тех процесса, рекомендованного производителями литых дисков. Специализированный шиномонтаж восстановления авто дисков любой сложности в Москве ждёт Вас круглосуточно.
Круглосуточно в Москве на Беговой ремонт, правка и порошковая покраска литых и кованных дисков в одном месте! Теперь не нужно ездить по всей Москве, что бы профессионально отремонтировать литой диск, т.е выправить геометрию, воспользоваться аргонной сваркой: заварить трещину, восстановить выломанный сегмент, а так же покрасить полимерно порошковой краской в любой цвет, все можно сделать в одном месте! «Ремонт Литых Дисков»
Ремонт дисков
В RemCarService производятся следующие виды работ:
- правка литых дисков
- прокатка стальных дисков
- сварка аргоном трещин литых дисков
- наплавка аргоном и восстановление утраченных фрагментов обода
- порошковая покраска литых дисков
- порошковая покраска стальных дисков
Скидка 10% При объёме работ от 20 000 руб.
- Сервис работает более 10 лет, столько же мы ремонтируем диски
- Главные специалисты по ремонту дисков работают с основания сервиса и имеют огромный опыт
- Гарантируем, что качество работ по ремонту дисков находится на высоком уровне
- Средний остаток биения диска после ремонта всего 0.2-0.3мм (при допуске у нового до 0.5мм)
- Ремонт дисков без перегревов, внезапных трещин и тому подобного
- Если трещины уже есть, сварим надёжно, аккуратно и с гарантией
- Ежедневно, с 9 до 21 , м. Медведково, Полярная ул.39Б, RemCarService. 8-926-550-90-33, Звоните!
- Цены и примеры работ смотрите ниже
Галерея работ
Цены на услуги
Уточнить стоимость работ, скинуть фото на WhatsApp, проконсультироваться можно по телефону:
Внимание! Шиномонтажные работы оплачиваются отдельно. Цена указана за ремонт диска без шины.
| Литые диски (правка) | |
| Литые | Цена |
|---|---|
| 13-14″ | 500-1000 |
| 15″ | 600-1200 |
| 16″ | 700-1400 |
| 17″ | 800-1600 |
| 18″ | 900-1800 |
| 19″ | 1000-2000 |
| 20″ | 1100-2200 |
| 21″ | 1200-2400 |
| 22″ | 1300-2600 |
| Правка литых дисков | |
| 13-14″ | 500-1000 |
| 15″ | 600-1200 |
| 16″ | 700-1400 |
| 17″ | 800-1600 |
| 18″ | 900-1800 |
| 19″ | 1000-2000 |
| 20″ | 1100-2200 |
| 21″ | 1200-2400 |
| 22″ | 1300-2600 |
Цена на правку литого диска зависит от величины его повреждения (биения).
Стоимость ремонта аварийных дисков (дтп, удары о бордюры) определяется индивидуально после осмотра и может быть выше стоимости стандартной правки/прокатки указанной выше.
Сварка трещины на внутренней части обода от 1200р.
Сварка трещин с лицевой стороны или наплавка недостающих фрагментов от 2000р.
| Стальные диски (прокатка) | |
| Легковые стальные | Цена |
|---|---|
| 13-14″ | 400 |
| 15″ | 500 |
| 16″ | 600 |
| 17″ | 700 |
| Прокатка стальных дисков | |
| 13-14″ | 400 |
| 15″ | 500 |
| 16″ | 600 |
| 17″ | 700 |
Галерея
Правка осевого и радиального биения, наплавка и обработка недостающего фрагмента, полная покраска диска
Правка лицевой части и радиального биения, наплавка аргоном, проточка ремонтного места, локальная покраска (невозможно идеально выправить повреждённый участок, для компенсации деформаций делается наплавка, чтобы после проточки не соатлось никаких ямок)
Правка лицевой части и радиального биения, наплавка аргоном, проточка ремонтного места, локальная покраска
Ремонт продольной трещины обода. Диск сварен и поправлен. Проточен обод диска и приготовлен к последующей покраске.
Примеры сварки трещин. На фото показаны качество сварочных швов и их зачистка. Фото для наглядности сделаны до покраски.
Подробнее об услуге
Литые диски (и кованые) правятся на специальном стенде с помощью мощной гидравлики. Диск фиксируется на стенде и повреждённое место вытягивается до первоначального состояния. Эта технология является самой распространённой, правильной и общепринятой.
Наши стенды от ведущих мировых производителей позволяют добиваться восстановления геометрии дисков до состояния сравнимого с новым. При допуске по биению у нового литого диска в 0.5мм среднее значение биения диска после ремонта у нас всего 0.3мм.
Термин прокатка применим только к стальным (штампованным) дискам. В абсолютном большинстве они имеют стандартную форму закраин обода. Именно под эти закраины с двух сторон подводятся ролики аналогичной формы. Диск начинает вращаться и проходя повреждёнными местами через ролики выпрямляется.
Технология прокатки позволяет выравнивать обод диска в радиальном направлении, то есть убираются деформации полученные от ударов о ямы. В осевом направлении стенды по прокатке не работают, то есть диски после боковых ударов о бордюры и после дтп таким способом не восстановить, но это можно сделать другими способами, в том числе и в нашем сервисе.
Для сварки трещин в литых дисках мы применяем мощный аргонно-дуговой аппарат, который позволяет надёжно проваривать алюминиевые (литые и кованые) диски. Для надёжной сварки колёсных дисков мы выполняем несколько обязательных условий. Диск правильно подготавливается к сварке, далее правильно подбирается сварочный материал и самое главное диск проваривается с двух сторон так, чтобы в зоне шва не оставалось ни малейших пустот.
Если все условия выполнены, то диск без труда переживает дальнейшую его правку на стенде с усилием в несколько тонн и после этого нормально эксплуатируется на автомобиле. Особенно хочется отметить, что мы крайне деликатно в ручную обрабатываем сварочные швы, чтобы шина плотно прилегала в месте ремонта к диску без герметика (так же как это было и до ремонта).
Восстановление аварийных дисков (бордюры и ДТП) — это самый сложный вид ремонта, который, как правило сочетает в себе правку радиального и осевого биения («восьмёрки»), сварку аргоном, механическую обработку места ремонта и его последующую покраску. Для выполнения таких работ используется целый комплекс оборудования. Сначала диски правятся, потом наплавляются недостающие фрагменты.
Далее диски проходят токарную и механическую обработку, после чего локально восстанавливается ЛКП или полностью перекрашивается диск. Такие ремонты имеют свои ограничения, не каждый диск возможно восстановить, имеется большое количество нюансов. Эти работы занимают большое количество времени, стоят существенно дороже обычной правки дисков и целесообразны не в каждом случае.
Аргонная сварка литых автомобильных дисков
Для автомобильного транспорта, колесящего по российским дорогам, удары колеса о колдобину – вещь обычная. Владельцы машин знают, что каждое такое попадание чревато поломкой опорного обода. Ездить с поврежденными колесами небезопасно. Литые и кованые диски делают из двух сплавов:
- алюминиево-кремниевые содержат от 7 до 12% и магний;
- сплав AlSiMg более пластичный, используют с 80-х годов, содержат от 11 до 15% магния.
Чистый алюминий сейчас не используется. Для восстановления целостности металла обычно применяют сварку дисков аргоном. Многие СТО занимаются такой работой.

Ремонт можно проводить в гараже. Допустима сварка литого диска без защитной атмосферы электродуговым методом. Соединение получается не очень надежным, но дальнейшее разрушение алюминиевой детали электродной наплавкой можно приостановить.
Разновидности повреждений
Литые диски легче гнутся, кованые отличаются хрупкостью. Динамические перегрузки действуют на металл разрушительно. На ободе появляются:
- искривления;
- глубокие осевые разломы;
- трещины в области ступицы (они ремонту не подлежат);
- сколы.

Важно добиться целостности автомобильных дисков, сохранения окружности, чтобы колесо не восьмерило – нагрузка на обод возрастет. Ремонт начинают с правки. При механическом исправлении обода на металле нередко появляются структурные дефекты разной глубины и вида. Трещины и сколы устраняют наплавкой с предварительной разделкой.
Какой сваркой варить литой диск
Выбор метода зависит от имеющегося в гараже оборудования:
- Ремонт литых дисков аргоном предусматривает наплавку прутка на дефект. В защитной атмосфере горячий металл не окисляется. Шов получается плотным.
- Если есть инвертор и можно организовать подачу инертного газа, возможна аргонодуговая сварка. Для нее нужен вольфрамовый тугоплавкий электрод и присадка. Шов получается аккуратнее, чем при дуговой.
Сварка дисков на СТО производится вторым методом с использованием полуавтоматов, обеспечивающих равномерную подачу присадки. После этого обод проверяется на геометрию – выявляют отклонения симметрии.
Технология сварки литых дисков
Как и любой алюминий, литой или кованый обод нужно варить в защитной атмосфере. На воздухе заплавлять трещины бесполезно, при первом же ударе шов лопнет. Прежде, чем заварить диск, поверхность нужно подготовить:
- сколы и трещины любой глубины предварительно разделывают;
- концы трещин засверлить, чтобы снять внутренние напряжения металла;
- счистить прочную оксидную пленку абразивом, стык должен блестеть;
- обезжирить кромки растворителем.
Если нужна заплата, можно использовать другой обод только после сопоставления сплавов. Он указан на маркировке. Соединяют только однородные составы.
Сварка алюминиевых сплавов плавящимися электродами ОК 96.50:
- после подготовки поверхности рабочую зону прогревают паяльной лампой или газовой горелкой до 300°С, на металле должны появиться пятна побежалости;
- электрод предварительно прогревают до 150°С, он будет лучше разжигаться;
- заплаты сначала прихватывают с двух сторон, затем проваривают швы;
- глубокие трещины заделывают с внутренней стороны, расплавленный металл должен выйти наружу.
Аргоновая сварка дисков из литейного алюминия проводится при обратной полярности, чтобы газ ионизировался. Вольфрамовый электрод присоединяют к минусу:
- аргон подают в рабочую зону только после розжига дуги, через 10–15 сек;
- оптимальное расстояние между поверхностью и электродом – 1,5 мм;
- после затухания подачу аргона сразу не перекрывают, оставляют на 10 сек, чтобы шов схватился;
- присадочную проволоку подбирают по толщине металла в зоне дефекта, она всегда меньше на одну позицию;
- скорость подачи присадки средняя, при быстрой металл начинает искрить, вводят ее перед горелкой, под углом к электроду и поверхности.
Сварка алюминиевых дисков инвертором производится с включением функции «Down Slope», обеспечивающей плавное затухание дуги.

Полезные советы от сварщиков
Тем, кто первый раз берется заваривать литой диск, помогут рекомендации людей с опытом.
Как подобрать присадочную проволоку?
Сплавы, используемые производителями колес, разнятся по химическому составу. Специалисты ориентируются по виду дефектов:
- сплавы с большим содержанием кремния чаще лопаются, реже гнутся – для ремонта нужна проволока с кремнием;
- алюминий, легированный магнием, пластичный – когда обод погнут, лучше выбирать мягкие прутки.
Как разделывать дефекты?
Трещины на толстых частях разделывают с двух сторон в виде буквы Х. На дефектах глубиной до 3 мм делают V-образные края. У концов трещин для снятия внутренних напряжений высверливают небольшие, до 2 мм диаметром отверстия. При сколе борта место слома выравнивают болгаркой. Продольные трещины перед наплавкой рекомендуют прорезать насквозь, чтобы они не растрескивались дальше. Поперечные достаточно прорезать, чтобы выровнять кромки.
Как производить ремонт сколов?
От их глубины зависит количество слоев. Шов делается прерывным, не более 3 см длиной. Стежки последующего слоя перпендикулярно предыдущему. Валик делается запасом, чтобы не оставалось углублений после шлифовки перед покраской.
С какой стороны заплавлять трещины?
Сначала с внутренней. Валик должен заходить за кромки на 1 см. Сначала заделывают продольные трещины, поперечные не так опасны. Их заплавляют в последнюю очередь. Неудачный шов прорезают болгаркой и проваривают металл снова.
Какого режима придерживаться?
Аргонная сварка производится на больших токах, до 120 А. Для толстых частей обода ток увеличивают до 140 А. Баланс переменного тока – от 55 до 60%.
При самостоятельном ремонте обода важно придерживаться рекомендаций, строго соблюдать технологию сварки алюминия. Перед покраской шов тщательно выравнивается. Не стоит забывать о безопасности: на восстановленном ободе высокоскоростной режим езды небезопасен.
Технология ремонта литых автомобильных дисков аргоном
Проехав с ветерком по бездорожью, вы в очередной раз повредили диск на автомобиле.
В голове пронесся рой мыслей: что делать, можно ли заварить дорогую сердцу деталь машины или придется покупать обнову?!
Сварка дисков аргоном поможет решить эту проблему! Аргонодуговой метод устранит скол, трещину на литом материале и даже восстановит расколотое пополам изделие.

Можно обратиться к профессионалам, которые быстро и качественно выполняют ремонт дисков. Правда цена на услуги не маленькая, например для Москвы:
- стоимость сварочного шва за 1 см — 150 рублей;
- в 300 рублей за 1 см обойдется наплавление борта диска внутри;
- 400 рублей — наплавление борта с внешней стороны.
В целях экономии, отреставрировать изделие можно самостоятельно в гаражных условиях.
Подготовка диска к сварочным работам
В подготовку входит: снятие оксидной пленки, краски, нарезка фасок. Зачистить и подготовить кромки можно с помощью болгарки с установленным тонким диском на 1 мм и фрезами.
- Продольную трещину нужно прорезать насквозь;
- Поперечную прорезать с небольшим раздатием.

V-образная разделка трещин выполняется для тонкого металла, а Х-образная для толстого. Концы трещин рекомендуется засверливать для снятия напряжения в металле. Правильно подготовленные кромки поспособствуют лучшему провару детали.
При отсутствии небольшой части боковой кромки (борта), место облома тоже зачищается болгаркой.

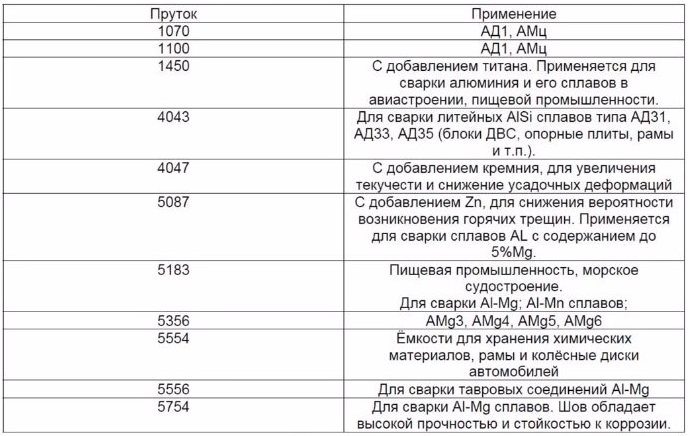
Присадочный материал подбирается по составу диска. Например:
- если диск лопнул, значит в его составе много кремния — берется кремневая проволока;
- если погнуло — в составе преобладает магний.
Представляю вашему вниманию таблицу с номерами прутков и их применением:
Технология соединения
Аргоновая сварка дисков начинается обычно с наплавления отсутствующей части.

При наплавке на аппарате выставляется небольшая сила тока — 120-140 А. Для лучшего контроля за сварочной ванной, баланс переменного тока — 55-60%. Чтобы кратер не образовывался, настраивается правильно функция «Down Slope» плавного спада тока в конце сварки.
При больших объемах наплавки, лучше использовать импульсный режим.
Наращивание выполняется постепенно, наложили 1 слой, поверх накладывается второй и так далее. Наплавление следует производить с запасом с внешней и внутренней стороны. Лишнее в процессе обработки обрежется.
Далее в процессе аргонной сварки накладывается шов с внутренней стороны на продольную и поперечную трещину. Необходимо, чтобы наплавленный шов заходил за трещину с обоих сторон на 1 см. Подстраховка на случай утечки воздуха, при постановке бескамерной шины.
После проварки внутри, диск переворачивается — трещины снаружи тоже зачищаются, прорезаются фаски и подвергаются провариванию.

Если случился казус, то можно с помощью болгарки срезать наплавленный шов, прорезать фаску снова и повторно наложить шов.
Всё — сварка аргоном литых дисков закончена. Начинается кропотливая, ювелирная работа по обработке.
В обработку детали входит:
- очистка кромок от лишнего металла;
- вывод боковых плоскостей и под посадку шины.
При очистке могут выявиться места с малым количеством наплавленного присадочного материала. Для устранения дефектов, нужно повторить наплавку.
- для снижения напряжения с детали, свариваемый участок необходимо нагревать до 250-300 градусов. Мыло хозяйственное поможет определить температуру. Провести куском мыла по диску и нагревать, приобрела отметина коричневый цвет, значит температура — 250 градусов. При черном цвете, температура нагрева уже — 300 градусов;
- с обратной стороны лучше подкладывать подкладки (нержавейка, медь);
- если не получается за 1 проход заварить трещину, тогда с обратной стороны необходимо вырезать корень шва;
- для избежания попадания в шов абразива, вырезы желательно делать фрезой.
Видео:
Ремонт диска с сильной деформацией
Когда набьете руку на простых трещинах и сколах, только тогда можно браться за сложные вещи. Например, при сильном повреждении борта диска — сварка литых дисков аргоном тоже поможет в ремонте.

Сначала нужно удалить непригодную часть, неподлежащую ремонту и восстановить конфигурацию борта.
Поиск донора, найти другой диск схожий по составу, диаметру и геометрии борта. Отрезать аналогичный кусок от донора и подогнать к нашему.

Вставку приварить аргонодуговой сваркой и восстановить геометрию борта гидравлическим прессом. Также в домашней мастерской необходим токарный станок. Который поможет вывести с микронной точностью окружность отремонтированного изделия.

