Режим Tig сварки что это?
Все об аргонодуговой сварке. Обзор популярных TIG-аппаратов.
Содержание:
- 1. Что же нужно для получения качественного результата работы?
- 2. Что такое TIG-сварка?
- 3. Преимущества TIG-метода
- 4. Особенности аргонодуговой сварки
- 5. Популярные модели аппаратов для TIG-сварки
- 6. Сравнительная таблица технических характеристик
Основная сфера применения TIG-метода — сварка тонкостенных изделий (до 6 мм). Он является универсальным сварочным методом: на сегодняшний день с его помощью можно сварить не только цветные, но и нержавеющие, низколегированные и углеродистые стали, причем в любом пространственном положении. Несмотря на невысокую скорость работы, при TIG-сварке получается прочный аккуратный шов. Этот способ используется, когда самый важный фактор — высокое качество, а скоростью можно пренебречь.
Что же нужно для получения качественного результата работы?
- Во-первых, обязательно необходим опыт работы в сварочном деле — все дело в том, что в процессе работы одной рукой необходимо удерживать горелку, а второй — осуществлять подачу присадочного материала (если это необходимо). Поэтому справиться с этим может человек, обладающий отточенными навыками.
- Во-вторых, кроме навыков и сноровки обязательно нужно знать суть метода и учитывать специальные рекомендации. К примеру, при работе с TIG-сваркой горелку нужно держать под углом 15-40° по направлению сварки. Не зная этой тонкости, Вы получите ненадежное и хрупкое соединение.
- И, в-третьих, немаловажную роль играет сварочный аппарат, который вы используете. Естественно, это должен быть качественный аппарат от надежного производителя, который долго Вам прослужит. Поэтому далее мы рассмотрим принцип действия аргонодуговой сварки и проведем краткий обзор популярных моделей сварочных аппаратов.
Что такое TIG-сварка?
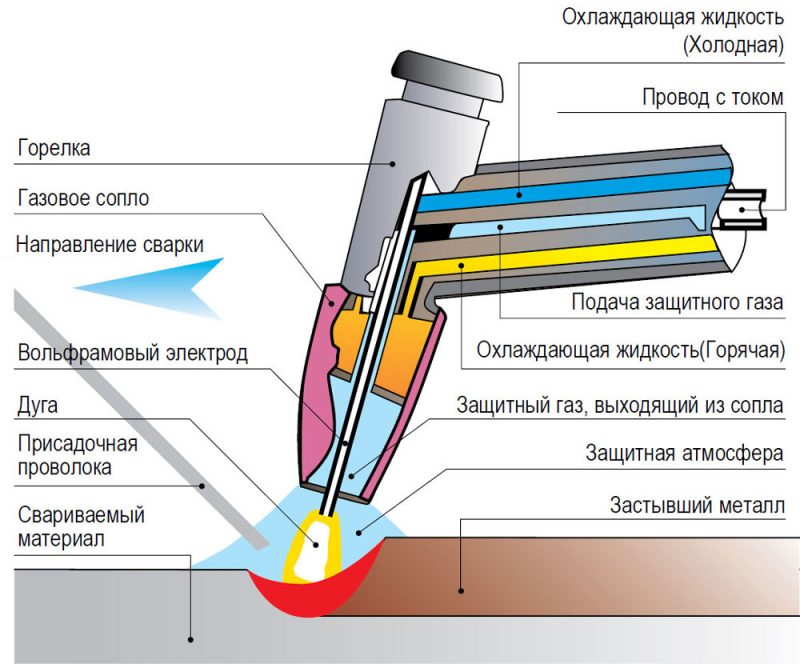
TIG (Tungsten Inert Gas) — ручная дуговая сварка с использованием неплавящегося электрода под защитой инертных газов. Дуга инициируется между деталью и вольфрамовым электродом, из газового сопла поступает газ, который защищает сварочную ванну и электрод. Он, в свою очередь, располагается в центре сопла и не плавится. Во время работы газ должен поступать постоянно, без перерывов, иначе страдает качество шва. Если необходима подача присадочного материала в зону сварки, то это можно сделать 2 способами: вручную и автоматически.
Преимущества TIG-метода
- Высокое качество сварного шва — с его помощью можно сваривать даже детали из алюминия, металла, который наиболее трудно поддается обработке. Все дело в очень высокой теплопроводности этого металла, которая почти в 5 раз выше, чем у других, поэтому после начала сварки тепло от места контакта очень быстро распространяется по всей детали и глубина провара получается очень малой. Чтобы избежать этого, и применяются защитные газы. Вторым важным моментом при сварке алюминия является низкая температура, при которой этот материал начинает плавиться. Вся проблема заключается в том, что этот металл никак не изменяет своих качеств при достижении расплавленного состояния (не меняет цвет, как другие металлы). Вот почему так важны профессиональные навыки сварщика — только опытный оператор сможет вовремя уловить этот переход.
- Точное поддержание глубины проплавления — очень важный аспект, особенно при работе с тонкими материалами. Это исключает как непровар деталей, и как следствие, непрочное соединение, так и прожог детали насквозь.
- Универсальность — TIG-метод можно использовать для сварки цветных металлов в различных пространственных положениях (вертикальном, горизонтальном, нижнем в «лодочку» и т.д.)
Особенности аргонодуговой сварки
На что стоит обратить особое внимание, прежде чем начинать работу, так это на выбор защитного газа. Самые распространенные, использующиеся для защиты сварочной ванны — аргон и гелий. Если металл пористый, то к аргону примешивается кислород до 3-5%. Это дает более активную защиту сварочного шва от воздействия атмосферного воздуха, исключая появления трещин и пор в шве. Но стоит помнить, что чистый аргон не защищает во время сварки металл ни от влаги, ни от грязи, которые могут попасть с присадочных материалов либо плохо очищенных кромок.
Популярные модели аппаратов для TIG-сварки
На качество аргонодуговой сварки влияют не только выбранный защитный газ или опыт сварщика, но и сварочный аппарат. К примеру, самая распространенная ошибка при выборе сварочного аппарата для работы с алюминием — не обращать внимание на способность устройства работать с переменным (АС) и постоянным (DC) током. Запомните: только на переменном токе можно работать с этим металлом.
Далее мы рассмотрим несколько моделей аппаратов, которые полностью подходят для TIG-сварки и наиболее востребованы из-за сравнительно невысокой стоимости и высокой функциональности.
Тем, кто ищет недорогой, но мощный аргонодуговой аппарат, советуем инвертор Ресанта САИ 180 АД, который значительно проще и удобнее в работе (по сравнению с выпрямителями и трансформаторами) благодаря трем функциям: ArcForce, AntiStick и HotStart. Сила сварочного тока небольшая — 180А, однако ПВ на максимальном токе составляет 70%. Это свидетельствует о высокой производительности данного аппарата, так как он может работать без перерыва 7 минут и только 3 минуты — отдыхать. Отчасти такой длительной работе без перерыва способствует туннельная система охлаждения. Другим важным преимуществом Ресанта САИ 180 АД является его работа даже при пониженном напряжении в 198В. И это еще одна причина остановить свой выбор на этой модели.
Мастерам, подыскивающим более мощное устройство, советуем обратить внимание на инвертор Сварог TIG 300S. Это профессиональный аппарат, работающий от сети 380 В, при этом сварочный процесс можно проводить даже при скачках напряжения в сети ± 15%. Сила сварочного тока регулируется плавно, что позволяет задать точные параметры для сварки, которые отражаются на цифровом дисплее устройства.
Встроенный вентилятор и эффективная система охлаждения обеспечивают продолжительную работу «сварочника» без перерыва — ПВ его на максимальном токе составляет 60%. Весит он 19 кг, а для простоты его перемещения по рабочей зоне удобной пользоваться ручкой на корпусе.
Если Вы хотите приобрести не инвертор, а выпрямитель для TIG-сварки, то советуем присмотреться к BLUE WELD KING TIG 280/1 AC/DC-HF/Lift 832201, который пользуется особым доверием покупателей. С его помощью можно сваривать такие металлы как титан, алюминий, нержавеющая сталь, медь и т.д. Этот аппарат может работать не только TIG, но и ММА-методом. Управление рабочими характеристиками очень простое — на передней панели расположен цифровой дисплей, на котором и отображаются данные.
Сравнительная таблица технических характеристик
| Технические характеристики/модель | Ресанта САИ 180 АД | Сварог TIG 300S | BLUE WELD KING TIG 280/1 AC/DC-HF/Lift 832201 |
| Мощность, кВт | 5,3 | 8,3 | |
| Min, max ток, А | 10-180 | 20-300 | 5-250 |
| ПВ на макс. токе, % | 70 | 60 | 20 |
| Напряжение, В | 220 | 380 | 380 |
| Габариты, мм | 360х135х232 | 480х205х355 | 960х340х820 |
| Вес, кг | 8,1 | 19 | 105 |
| Страна-производитель | Китай | Китай | Италия |
Эта статья была создана для того, чтобы еще раз напомнить нашим читателям: если приходится иметь дело с деталями и металлоконструкциями из цветных металлов, то для поддержания высокого качества выполняемой работы, знать правила и особенности сварочного метода и свойства обрабатываемых материалов нужно обязательно. А еще – выбирать подходящий сварочный аппарат, обладающий необходимыми функциями. В нашем интернет-магазине представлен широкий выбор сварочных аппаратов для аргонодуговой сварки с различными характеристиками — от бытовых до профессиональных. Приобрести нужную модель очень просто: позвоните по бесплатному номеру телефона 8-800-333-83-28. Опытные специалисты проконсультируют Вас и помогут сделать заказ. Кроме этого, в интернет-магазине «ВсеИнструменты.ру» вы сразу же сможете приобрести необходимые расходные материалы — вольфрамовые электроды, прутки, щетки, защитные сварочные маски и т.д.
Что такое ТИГ сварка и где она применяется?
Сварка металлических деталей известна человечеству давно. Однако с развитием металлургии, появлением новых сплавов, соединений технология начала улучшаться, чтобы отвечать всем требованиям складывающихся реалий. Любому начинающему сварщику нужно узнать побольше информации о ТИГ сварке: что это такое, как пользоваться оборудованием, какими сильными и слабыми сторонами она обладает.
 ТИГ сварка
ТИГ сварка
Что такое ТИГ сварка?
Прежде чем переходить к описанию оборудования, разбору преимуществ и недостатков, необходимо разобраться с принципами технологии, особенностями ТИГ сварки. TIG сварка — это способ соединения металлов, при котором используется вольфрамовый электрод с защитным газом. Стержень считается «неплавящимся». Сварщик должен затачивать его перед применением, чтобы дуга была стабильной, а шов получался ровным.
Вольфрамовый электрод закрепляется в горелке по центру сопла. По краям горелки находятся отверстия, через которые подаётся защитный газ. Для этого применяется аргон. Он защищает место сваривания от образования оксидной плёнки. Дополнительно нужно использовать присадочную проволоку. Желательно, чтобы она была изготовлена из того материала, который нужно сварить.
История появления
Сварка известна человечеству не одно десятилетие. Впервые идея того, что можно соединять металлические детали во время сильного нагревания появилась в начале 20 века. Над созданием подобного оборудования задумался Чарльз Л. Коффин — американский инженер. Однако первые образцы оборудования не позволяли использовать аппарат в промышленных условиях, сваривать сплавы металлов.
Впервые неплавящийся электрод из вольфрама и защитный газ (инертный гелий) были протестированы в 40-х годах 20 века. С помощью этой технологии удалось соединить алюминий, магний, никель. Метод стал популярен в самолёто- и ракетостроении, а потом получил популярность и среди других направлений промышленности.
Преимущества и недостатки
Любой технологический процесс обладает сильными и слабыми сторонами. Преимущества аргоновой TIG сварки:
- Благодаря использованию защитного газа шов получается равномерным, без поров, трещин, пустот. Аргон защищает нагреваемую поверхность от оксидной плёнки, образующейся при взаимодействии горячего металла с кислородом.
- Уменьшаются внутренние напряжения, образующиеся во время сваривания без защитного газа.
- Металл не разбрызгивается.
- После сваривания изделия не нуждаются в дополнительной обработке.
- ТИГ сваркой можно соединять большинство известных металлов, сплавов.
- Достаточно попробовать поработать оборудованием 2–3 раза, чтобы освоить навык создания качественных, красивых швов.
Недостатки TIG сварки:
- Используя оборудование на открытом воздухе, нужно закрывать место соединения от ветра. Потоки воздуха сбивают направления движения защитного газа, ухудшают качество шва.
- Нужно тщательно подготавливать рабочую поверхность.
- Нельзя выбирать острый угол наклона горелки относительно заготовки. Это осложняет рабочий процесс.
- На месте, где зажигается электрическая дуга, остаётся отметка, которую нужно будет счистить.
Учитывая недостатки ТИГ оборудования, можно подготовиться к возможным сложностям во время эксплуатации сварки.
 Красивые швы сварки
Красивые швы сварки
Применение
Поскольку ТИГ технология позволяет соединять множество металлов и сплавов на их основе, её используют в различных направлениях промышленности:
- Автомобилестроение, изготовление деталей для промышленного оборудования.
- Космическая промышленность.
- Строение кораблей, самолётов.
- Изготовление медицинских инструментов.
- Строительство, создание электроинструментов.
Часто ТИГ технология применяется в домашних условиях. С помощью аппаратов с вольфрамовыми электродами заваривают детали от кузова автомобилей, чинят радиаторы.
Режимы
ТИГ оборудование работает с помощью однополярного или переменного тока. Каждый из отдельных режимов ТИГ сварки применяется для разных материалов.
 Режим ТИГ сварки
Режим ТИГ сварки
Постоянный ток
Оборудование, работающее на постоянном токе, обладает определёнными преимуществами. К ним относятся:
- Увеличивается экономичность рабочего процесса.
- Можно проваривать детали на большую глубину. Шов получается узки, но глубоким.
- Возрастает скорость сварочного процесса.
Минус подаётся на вольфрамовый электрод, плюс идёт на обрабатываемую деталь. Оборудование, работающее на постоянном токе, подходит для соединения легирующих сталей, нержавейки.
Переменный ток
Оборудование, во время работы которого происходит автоматическая смена минуса и плюса. При увеличении обратной полярности поверхность эффективнее очищается от оксидной пленки.
Оборудование
Проводить сварочный процесс с защитным газом, неплавящимся вольфрамовым электродом можно с помощью обычного инвертора с горелкой, которая может подавать газ. Однако существует два вида специализированного инструмента:
- Инвертор TIG. Дополняется блоком, который может вырабатывать прямой или переменный ток. Благодаря этому увеличивается функционал аппарата. Даёт возможность работать со сталями, алюминием, сплавами.
- Сварочные выпрямители. Аппарат преобразует переменный ток в постоянный. Является профессиональным аппаратом.
Оборудование и расходные материалы нужно выбирать зависимо от того, какой металл или сплав будет обрабатываться.
 Инвертор ТИГ сварки
Инвертор ТИГ сварки
Алгоритм сборки сварочного аппарата
После покупки установки, расходных материалов, соединительных элементов нужно собрать отдельные детали и механизмы вместе. Этапы сборки:
- Соединить осциллятор с инвертором.
- Провод, отвечающий за массу, закрепить на клемме, отмеченной значком плюса.
- Провод, который соединён с горелкой, нужно подключить к клемме со значком минуса.
- На рукав, через который будет проводиться поток газа, закрепить горелку.
- Подготовить баллон с аргоном. Накрутить редуктор.
- Рукав, подающий газ, закрепить на редукторе.
- Инвертор подключить к общей сети — 220 В. Осциллятор должен питаться от блока питания, вырабатывающего 6 В.
Чтобы не ошибиться при подключении элементов, можно посмотреть схемы и обучающее видео. После сборки необходимо провести настройку аппарата. От этого будет зависеть качество проводимых работ.
Техника сваривания
Процесс сварки своими руками требует предварительной настройки аппарата. Для этого сварщику нужно выполнить ряд действий:
- При использовании неплавящихся вольфрамовых электродов их необходимо заранее подготовить. Рабочий стержень нужно заточить с помощью надфиля.
- После заточки электрода его нужно установить на горелку. Для этого используется цанговый зажим.
- Открыть вентиль на баллоне с аргоном. С помощью редуктора установить рабочий расход газа. Оптимальный показатель — 13 л/мин.
- Массу закрепить на обрабатываемой заготовке или металлическом рабочем столе.
- Включить осциллятор. Горелку поднести к поверхности металла.
- После нажатия на кнопку включения появится искра. Открыть подачу газа на горелке.
Расстояние между окончанием электрода и рабочей поверхностью должно быть не менее 3 мм. Вести заострённую часть можно по-разному. Если увеличивать расстояние между вольфрамовым наконечником и металлом, шов будет получаться широким, а глубина проварки уменьшится. При соединении тонких заготовок нужно делать движения горелкой справа налево. Чтобы сделать корневой шов, нужно вести электрод ровно. Угловые стыки соединяются под углом 45 градусов.
ТИГ сварка используется для соединения металлов и сплавов на их основе. Защитный газ, применяемый во время проведения работ, не даёт появляться оксидной плёнке. Важно правильно настраивать оборудование, затачивать неплавящийся электрод перед работой, удерживать дугу на одном расстоянии от заготовки.
Сварка методом TIG
Без сварочных работ трудно себе представить авиацию, космос, машиностроение и строительство, востребована сварка и в быту. Самые разнообразные способы соединения металлов и их сплавов широко используются в настоящее время, и отдельное место здесь занимает недорогой, но эффективный метод TIG-сварки. Мы проведём обзор способов работы, технологий и металлов, которые свариваются этим методом. Отдельное внимание следует уделить аппаратуре, оборудованию и расходным материалам, а также принципам работы в среде защитного инертного газа.
Преимущества и недостатки аргонодуговой сварки
Одним из методов сварки металлов является ММА, при котором работа производится плавящимися покрытыми электродами, переменным или постоянным (AC/DC) выходным током. Кроме того, широко используется полуавтоматическая сварка MIG/MAG в среде защитного или активного газа. Следующей, промежуточной по ценовой категории, является TIG сварка, которую иначе называют аргонодуговым методом. В нём процесс сварки металлов дугой короткого замыкания производится неплавким вольфрамовым электродом в среде защитного газа, препятствующего окислению на открытом воздухе.
В качестве источника АС/DC-тока используется сварочный инвертор, оснащённый евроразъёмом, через который подаётся газ и выходной ток к горелке, а также проходят управляющие сигналы. В отличие от метода MIG, где электродом служит подвижная проволока, в сварке TIG используется тугоплавкий электрод из вольфрама с высокой температурой плавления. Через горелку с сеткой подаётся газ, а затем с задержкой в 1 секунду — напряжение. Это делается для того, чтобы сварка начиналась в среде защитного газа, который подаётся под давлением и будучи тяжелее воздуха препятствует окислению заготовок.
Лучше понять, что такое TIG-сварка, поможет оценка достоинств и недостатков данного способа соединения металлов, особенно в сравнении с методами MMA и MIG. К преимуществам аргонодуговой сварки относятся следующие параметры:
- возможность работать как с тонкостенными деталями, так и с заготовками значительной толщины;
- работа в AC/DC-режимах;
- широкие диапазоны регулировки параметров сварочного тока;
- использование негорючих газов, что повышает безопасность работ;
- тугоплавкие электроды многоразового использования;
- надёжный, цанговый зажим горелки для сменных электродов различной толщины;
- наличие осциллятора для улучшенного розжига дуги;
- возможность работы с прямой и обратной полярностью.
У этого метода есть и определённые недостатки, которые не оказывают существенного влияния на рабочий процесс. Они заключаются в следующем:
- невысокая скорость сварки по сравнению с другими методами;
- необходимость работы в закрытых помещениях, чтобы исключить перерасход газа;
- малая мобильность;
- ручная подача сварочной проволоки.
Состав оборудования и область применения сварки TIG
Каждый вид сварки имеет своё предназначение, преимущества и недостатки, а также набор необходимого оборудования и расходных материалов для качественного поведения работ с наилучшим результатом. В перечень оборудования для сварки TIG входят следующие компоненты:
- инвертор ММА+TIG с переходником для газовой смеси и евроразъёмом, с регулировкой выходных параметров, с входным питанием АС 220/380 В и током от 10 А до 180 А;
- еврорукав, используемый для подачи инертного газа, управляющих сигналов и сварочного тока;
- шланги подачи газа от баллонов;
- баллоны, снабжённые редукторами и манометрами;
- горелка с кнопкой управления и цанговым зажимом вольфрамового электрода;
- сварочная или присадочная проволока, по составу близкая к рабочему материалу;
- инертный газ или его смесь с СО2 для создания защитной среды в сварочной ванночке;
- тугоплавкие вольфрамовые электроды.
Сварка tig применяется в промышленности, строительстве и бытовых нуждах. Большие возможности метода позволяют использовать его при сварке не только различных металлов, но и их сочетаний, а также сплавов. Постоянным и переменным импульсным током можно сплавлять следующие материалы:
- конструкционные и углеродистые стали;
- различные сплавы алюминия;
- сталь нержавеющую, в том числе для санитарно-гигиенических и пищевых нужд;
- сплавы титана;
- медь, латунь и бронзу, а также их сочетания;
- оцинкованный металл и никелированные поверхности.
Для обеспечения хорошего качества сварки нужно следить за чистотой вольфрамового электрода и регулярно его затачивать, поскольку от него в большей степени зависит толщина и чистота шва, выполненного методом ТИГ.

Режимы работы и технология сварки TIG
Металлы и сплавы в зависимости от физико-химических свойств свариваются в разных режимах работы источника тока. Причиной этому является тугоплавкость окисной плёнки или толщина заготовок. На разнообразных режимах сварки достигается необходимая глубина провара применительно к конкретной задаче и определённому металлу. Методу ТИГ доступны следующие режимы работ:
- способ с применением постоянного тока (DC) различной полярности;
- работа на переменном выходном, высокочастотном токе (AC) с использованием различных вольтамперных характеристик для щадящего воздействия на детали;
- способ бесконтактного высоковольтного розжига дуги с помощью осциллятора, формирующего разряд.
Постоянный ток используется при сварке сплавов алюминия и магния с обратной полярностью, что обеспечивает хорошие прочностные характеристики сварочного шва и позволяет разрушить тугоплавкую оксидную плёнку на поверхности заготовок. Кроме того, используется соответствующие сварочные прутки, которые подаются в зону плавления вручную поступательными движениями. Остальные виды металлов свариваются постоянным током прямой полярности с присадочной проволокой и подбором силы тока.
Работа с использованием переменного тока называется импульсной сваркой, поскольку разогрев металла происходит на пиковых значениях высокочастотных колебаний. При базовых показаниях силы тока нагрев заготовок снижается, что не допускает перегрева (особенно тонкостенного) металла. Тугоплавкий электрод необходимо держать под углом, близким к 90 о , но с наклоном в сторону направления сварочного процесса без поперечных движений, а пруток подавать лёгкими поступательными колебаниями в сварочную ванночку.
Осциллятор путём подачи на заготовки высоковольтного слаботочного напряжения позволяет осуществить розжиг дуги бесконтактным способом, что предотвращает загрязнение рабочей поверхности электрода. Что касается инертного аргона, то он выпускается высшей и первой степени очистки и часто используется в смеси с гелием. Это сочетание позволяет достигать наилучшего результата, но иногда аргон используется в смеси с углекислым газом для экономии.
Заключение
Мы постарались максимально подробно рассказать о ТИГ-сварке и её применении при работе с различными металлами и в режимах постоянного и переменного тока. Метод требует затрат и определённой квалификации, но овладев им, вы получите универсальный способ соединения самых разнообразных деталей и возможности ремонта металлоизделий разной толщины.
Что такое тиг сварка, какими электродами она проводится
Существует несколько режимов ведения сварочного процесса. Они отличаются друг от друга условиями формирования сварного шва в металлах, применимостью, а также используемым оборудованием. Среди этих режимов важное место занимает tig сварка (Tungsten Inert Gas), название которого говорит о том, что он ведется в среде инертного газа.
Такой способ соединения металлов применяется на производстве и в автосервисах. В результате выполненных работ можно получить отличный по качеству и эстетике шов, эффективное проплавление кромок заготовок, а также качественное соединение деталей, имеющих большую площадь сечения.

Особенности
Если перевести на русский язык наименование режима, дающего аббревиатуру TIG, то получится «вольфрам с инертным газом». Разберем подробнее назначение каждого элемента в сварочном процессе. Проплавление металла осуществляется под воздействием электрической дуги, которая создается между двумя электродами под высоким напряжением. Роль одного электрода играет свариваемая деталь, а другого – специальный вольфрамовый стержень, которым управляет сварщик.
Вольфрамовый электрод плавится при температуре 4000°C градусов. Этот показатель существенно выше, чем у других металлов и сплавов, поэтому таким электродом можно вести сварку практически любых типов сталей. Для получения точного и аккуратного шва следует периодически затачивать электрод. Вольфрамовый стержень закреплен в цанге горелки, а незадействованная часть уложена в специальный колпак, предотвращающий замыкание.
Горелка сварочного аппарата устроена таким образом, что в середине сопла размещен электрод, а газ при этом подается по кругу. Так как в качестве защитного газа выступает аргон, то подобный способ сварки называют аргонодуговым. Идея защиты инертным газом заключается в вытеснении кислорода. Если он проникнет в сварную ванну, то в результате химических реакций начнет выделяться водород, что приведет к появлению множества трещин при кристаллизации металла. Для каждого сплава определяется свой режим сварки, характеризующийся определенным количеством газа и значением напряжения на электродах.

При достаточно точной обработке кромок свариваемых деталей происходит их проплавление и последующая кристаллизация. Если между поверхностями существует зазор, который нельзя устранить, то используется специальное присадочное вещество, которое подается в зону сварки в виде проволоки.
Тип сварки TIG получил широкое распространение. Благодаря тому, что температура дуги достаточно высокая, имеется возможность ведения работ с углеродистой сталью, а также с цветными металлами и их сплавами. Сварку ТИГ применяют при обработке чугунных, медных и алюминиевых изделий, но основное свое преимущество она показывает при сварке нержавеющей стали. Нержавейку можно сваривать и инверторами MMA, однако именно при ведении аргонодуговой сварки получается аккуратный и точный шов, который не следует впоследствии очищать от шлаков.
Проволока для присадки должна быть выполнена из того же материала, что и свариваемые элементы. ТИГ сварка позволяет сваривать алюминий. Если нет защитного газа, то расплавленный алюминий быстро окисляется. В среде аргона характерная пленочка окисла не образуется, и кромки равномерно расплавляются.

Сварка TIG чаще всего применяется в следующих работах и отраслях:
- машиностроение;
- работа с пищевой сталью, производство посуды;
- производство емкостей для хранения химически агрессивных веществ;
- ремонт автомобилей.
Как и любой другой вид сварки, аргонодуговой предъявляет ряд требований и обладает определенными особенностями. О них должен знать каждый сварщик, так как в противном случае невозможно будет гарантировать качественного результата.
- Свариваемые детали, в частности поверхности кромок, необходимо очистить от посторонних элементов и обезжирить.
- Вольфрамовый электрод подключается к отрицательной клемме инвертора.
- Для сварки алюминия необходимо оборудование, работающее в режиме AC (переменный ток).
- Необходимо правильно рассчитать сварной ток, исходя из условий работы. В частности, на выбор его значения влияет диаметр электрода. Чрезмерно большой ток приведет к плавлению электрода, что нежелательно.
- При отсутствии должного опыта рекомендуется формировать дугу небольшого размера.
- Перед сваркой необходимо провести подготовку горелки. Вольфрамовый электрод должен выступать из цанги на 3-5 мм.
- Необходимо обратить внимание на равномерное распределение газа по сечению сопла горелки.

Оборудование
Производство инверторных сварочных аппаратов совершило революцию на рынке сварочного оборудования. Традиционно считается, что для работы в режиме ТИГ необходимо иметь под рукой выпрямитель, однако, помня о том, что параметры сварки должны быть настроены, исходя из начальных условий, необходимо понимать, что одно лишь наличие выпрямителя не позволят осуществить процесс аргонодуговой сварки. Современные инверторы ТИГ особым способом преобразуют электрический ток, что позволяет существенно выигрывать в стоимости устройства, его габаритах и функциональности.
В комплекте поставляется силовой кабель «массы» и горелка. Также необходим баллон с редуктором. Более мощные грелки, приспособленные для работы с металлами, толщина которых превышает 3 мм, оснащены системой водяного охлаждения. В качестве носителя используется спирт и дистиллированная вода. В стандартные функции TIG инвертора входит возможность регулировки силы тока, полярности, скорости подачи газа.

Любой инвертор имеет определенное ограничение на длительность непрерывной сварки, оно обусловлено перегревом силовой установки при работе на больших мощностях. Длительность непрерывной сварки – это один из параметров, на который следует обращать внимание при выборе устройства. Существует еще ряд нюансов, и о них следует помнить.
- Адаптированность инвертора к изменениям параметров питающей сети. Зачастую случаются перепады напряжения, особенно явно это проявляется в сельской местности. Функциональный инвертор не только способен поддерживать стабильное горение дуги при пониженном напряжении, но и регулировать прочие параметры, стабилизируя процесс сварки. Обычно такие возможности имеются у сварочных аппаратов с синергетическим управлением.
- Функциональный инвертор должен иметь переключающийся режим AC/DC, то есть, работать с постоянным и переменным напряжением. Это существенно расширяет сферу применимости данного устройства.
- Конструкция грелки может обеспечить ведение вертикальных, горизонтальных или потолочных работ.
- Система защиты позволяет автоматически отключаться при превышении температуры критического значения. Для возобновления работоспособности инвертор должен остыть.

Расходные материалы
Сварка неплавящимся электродом не предполагает того, что он не расходуется в процессе. Скажем более, вольфрамовый электрод считается одним из видов расходников, за состоянием которого необходимо постоянно следить. Он действительно на 99 процентов состоит из вольфрама. Этот материал выбран не случайно, так как именно вольфрам имеет высокую температуру плавления. В качестве примесей используются такие компоненты, как тантал, иттрий, торий, лантан. Концентрация присадки обозначается условными цветами: белый, зеленый, синий.
К процедуре настройки относятся работы по заточке электрода. Форма торца стержня влияет на форму дуги, она в разных условиях должна быть различной. При ведении сварки постоянным током необходимо, чтобы дуга напоминала конус. Если ток переменный, то характерно закругление в месте контакта. Поверхность стержня дополнительно полируется.

Еще одним расходным материалом является газ. В сварке ТИГ его роль выполняет аргон. Аргон тяжелее воздуха, поэтому он вытесняет кислород из факела. В некоторых случаях приходится защищать зону горения от водорода. Здесь целесообразнее использовать гелий (самый легкий газ, за исключением водорода).
При ведении гелиевой сварки увеличивается мощность дуги и, как следствие, производительность. Взвесив все факторы, включая себестоимость процесса, гелий применяют только при работе с тугоплавкими металлами. В случае необходимости ведения сложных работ используют смесь, состоящую из аргона и гелия. Доля аргона составляет 40%. Аргон обеспечивает стабильное значение параметров сварки, а гелий позволяет осуществить проплавление металла на большую глубину.
Режимы
Сварка TIG может проводиться как постоянным, так и переменным током. Вот почему для большей функциональности рекомендуется приобретать инверторы AC/DC. По статистике чаще всего приходится применять однополярный режим (постоянный ток), который подходит для сварки многих металлов и сплавов. Но для работы с алюминием, титаном и некоторыми тугоплавкими материалами приходится переводить инвертор в режим AC (переменный ток).
Различия в методах ведения сварки могут проявляться еще на этапе формирования дуги. Первый способ реализуется проведением иглой по поверхности металла. При этом необходимо достаточно точно установить значение сварного тока. При слишком большом токе может произойти сквозное проплавление заготовки. Низкий ток становится причиной залипания электрода.

Поджиг дуги точечным касанием производится на большинстве сварочных аппаратов среднего ценового сегмента. Это дополнительная функция, которая заключается в подаче дополнительного импульсного тока именно в тот момент, когда происходит касание электрода поверхности металла.
Самым простым и эффективным способом розжига считается бесконтактный. Далеко не все инверторы оснащены такой функцией. Те сварочные аппараты, которые позволяют формировать дугу при поднесении электрода на определенное расстояние, стоят достаточно дорого.
Независимо от выбранного режима ведения сварки необходимо помнить, что для обеспечения ровного и эстетичного шва, а также стабильного проплавления металла на кромках необходимо выдерживать зазор в 3 мм между иглой и поверхностью. При увеличении этого зазора дуга останется стабильной, однако площадь сварной ванны увеличится, а глубина проплавления металла уменьшится. При сварке толстых заготовок кромки стыков разделывают под углом 45° градусов.
При ведении сварки постоянным током силовые кабели подключаются так, чтобы положительная клемма соединялась с деталью, а «минус» подавался на электрод. При таком способе подключения можно добиться оптимальной скорости сваривания, а вольфрамовый стержень будет расходоваться в меньшей степени. Помимо этого, получается глубокая ванна, что обеспечивает качественное проплавление металла. ТИГ сварку постоянным током используют при работе с легированными и высоколегированными сталями, а также с различными типами нержавеющей стали.

Переменный ток подразумевает изменение полярности электродов. При прямой полярности образуется сварная ванна. Изменение полярности влечет за собой очищение металлической поверхности и разрушение защитной пленки. В процессе сварки мастер имеет возможность балансировать время прямой и обратной полярности.
Недостатки
Несмотря на то, что аргонодуговая сварка считается универсальной, ей присущи некоторые недостатки. Прежде всего, следует понимать, что защитный газ эффективен только в безветренную погоду или при ведении работ в закрытых помещениях. Нередко приходится устанавливать заградительные щиты или увеличивать расход аргона.
Следующий недостаток, который выделяют многие сварщики, — необходимость качественной подготовки поверхности. Действительно, если сварку ММА можно вести по загрязнению или ржавчине, то металл перед сваркой ТИГ следует отчистить и обезжирить. Особенности конструкции горелки не позволяют вести работы в труднодоступных местах. В таких случаях приходится жертвовать электродом, ведь замена колпачка на более маленький требует обрезки вольфрамового стержня.
10 фактов о TIG-сварке


Содержание
Содержание
Сварка аргоном, также именуемая, как TIG-сварка, является универсальной. С ее помощью можно сваривать любые виды металлов. От сварщика потребуются только мастерство, умение подбирать присадки и наличие баллона с инертным газом – аргоном. Основной принцип аргонодуговой сварки – сваривание металлов и их сплавов в среде инертного газа неплавящимся электродом.
Факты о названии сварки
1. Маркировка буквами латинского алфавита
Интересно, что название данного вида сварки несколько отличается в разных странах, и незнание маркировки может ввести в заблуждение разнообразием аббревиатур. Например, в англоязычных странах аббревиатура, которой маркируется аргонодуговые сварочные инверторы – это TIG. Расшифровывается как «Tungsten Inert Gas» – сварка вольфрамовым (на шведском вольфрам – «tungsten») электродом в среде инертного газа. Именно эта маркировка часто употребляется на территории Европы и Средней Азии.
В Германии, в связи с особенностями немецкого языка маркировка состоит из букв WIG, то есть Wolfram Inert Gas. В Соединенных Штатах Америки аббревиатура GTAW или же Gas Tungsten Arc Welding, то есть сварка вольфрамовым электродом в среде защитного газа.

2. На территории Российской Федерации дуговая сварка в среде защитного газа имеет собственные обозначения
Согласно ГОСТ 14776-79, технология аргонодуговой сварки неплавящимся электродом обозначается ИН и ИНп. Маркировка ИН говорит о том, что сварочный процесс производится в среде инертного газа, при помощи неплавящегося электрода. Если же используются присадочные металлы, добавляется маленькая буква «п».
3. Как правильно говорить: «аргонно-дуговая» или «аргонодуговая» сварка?
Согласно ГОСТ 2601-84, существует единственно верное понятие аргонодуговой сварки.
Мифы о TIG-сварке
Существует ряд заблуждений и мифов, которые связаны со сварочным процессом в аргоновой среде. Важно знать, что сварочный процесс сам является опасным и вредным видом деятельности, а работа в среде защитных газов усугубляет ситуацию. В связи с этими факторами разработан комплекс обязательных мер и условий по обеспечению безопасности сварщика. Но при их несоблюдении может возникнуть целый ряд опасных ситуаций для жизни и здоровья рабочего, которые со временем превращаются в мифические утверждения о вреде и сложности сварочного процесса.
1. При сварке в аргоновой среде, аргон губительно воздействует на сварщика
Обратимся к химии. Данный газ является химически инертным и занимает третье место по объему в атмосфере планеты Земля после азота и кислорода. Аргон не обладает каким-либо характерным запахом, вкусом и цветом. Он не токсичен и не взрывоопасен.
Он весит практически в 1,4 раза тяжелее чем воздух и способен вытеснять кислород. И при работе с данным газом если не соблюдать меры безопасности он может привести к потере сознания и головокружению, если попадет в дыхательные пути человека.
Правила, которые обеспечат полную безопасность сварного при работе с аргоном:
- Работать нужно в помещениях, где установлены вытяжки в полу, или же на расстоянии 20-30 см от уровня пола. В таком случае аргон, который спускается вниз будет выводиться из помещения и будет поддерживаться оптимальный уровень кислорода в помещении.
- При осуществлении потолочных и вертикальных швов в аргоновой среде необходимо использовать средства индивидуальной защиты, например, шланговый противогаз.
- Контролировать уровень кислорода в рабочем помещении во время работы с аргоном. Ручные и автоматические измерительные приборы должны показывать, как минимум, 20% наличия O2 в помещении.

2. Аргонодуговая сварка влияет на мужское здоровье
Данный миф распространен среди учеников сварщиков и любителей. Возникновение убеждения связано с низкой осведомленностью о технологии сварки и сварочном процессе в среде инертного газа. По мнению распространителей мифа, все дело в использовании слабого радиоактивного металла – оксида тория. Он нужен для заточк вольфрамовых электродов, однако его содержание не превышает допустимого количества, поэтому мнение считается ошбочным.
Если соблюдать меры безопасности при заточке электрода – надевать респиратор, включать вытяжку и хранить не более трех килограммов ториево-вольфрамовых электродов в одном месте – все будет в порядке.

Вольфрамовая пыль, как и прочие мелкие частицы иных металлов, раздражает дыхательные пути, но радикально повлиять на здоровье человека не может. Важно учитывать, что современные технологии производства вольфрамовых электродов создают безопасные и эффективные соединения, которые не были доступны в начале и середине XX века – во время возникновения мифа.
3. TIG-сварка «капризна» в работе
В подавляющем большинстве аргоновые TIG-аппараты оснащены большим количеством надстроек и регуляторов, нежели MMA-инверторы для ручной дуговой сварки и MAG-инверторы для полуавтоматической сварки.
Поэтому сварщик, работающий с TIG, должен иметь либо специализацию на данном виде сварки, либо высший разряд. Тогда весь спектр возможностей используется, а сварное соединение будет оптимальным.

Для осуществления сварочного процесса каждый работник должен:
- настроить сварочный TIG-инвертор и выбрать оптимальный сварочный ток;
- в зависимости от тока, а также изделия подобрать диаметр вольфрамового неплавящегося электрода;
- определить вид металла и сплава изделия и выбрать присадочные прутки;
- по возможности выбрать оптимальный вариант инертного газа, точнее его состава (может использоваться как чистый аргон и его смеси, а также гелий).
При соблюдении всех этапов, сварщик осуществляет сварочный шов на любом металлическом изделии. Причем данный вид сварки является универсальным, но используется не часто из-за большей материалоемкости. А во время сварочного процесса отсутствуют искры и шлак.
Факты о сварочных инверторах
1. TIG-инвертор имеет большее число надстроек и регуляторов нежели инверторы, работающие в среде активных газов – углекислого газа и кислорода
Данная особенность TIG-сварки обусловлена большой разновидностью углеродистых, а также высоко-, средне- и низколегированных сталей. Каждая имеет свои особенности и характеристики, на основе которых к стали должен подбираться оптимальный уровень напряжения тока. Толщина металла и наличие примесей в конструкции и изделии также требуют дополнительных настроек аппарата.
2. При аргонодуговой сварке важно контролировать целостность шлангов, которые соединяют баллон и TIG-инвертор
Наличие необходимого давления газа при работе позволит создать равномерный и хорошо проваренный шов. Также целостность шлангов подачи газа предотвратит нецелевой расход инертного газа и наступление опасной для здоровья ситуации.
3. Прототипом вольфрамового электрода для TIG-инвертора была вольфрамовая нить
В 1916 году американский ученый Ирвинг Ленгмюр опытным путем определил, что вольфрамовая нить, используемая в обыкновенной лампочке накаливания, станет лучше передавать заряд если покрыть её оксидом тория. Данное открытие стало предпосылкой для создания вольфрамовых электродов, которые используются в аргонодуговой сварке.

4. TIG-инвертор требует ухода
Как и любой сварочный инвертор, TIG-аппарат имеет множество мельчайших деталей, элементов и плат. Во время работы с металлическими конструкциями и изделиями в воздухе появляются частицы сталей и пыли, которые оседают как на внешнем корпусе сварки, так и внутри нее, попадая через вентиляционные отверстия.
Поэтому после работы с аппаратом важно очистить его от пыли и загрязнений, например, слабым потоком сжатого воздуха. Также нужно обязательно проверять исправность TIG-инвертора, рукава, горелки и массы до и после эксплуатации.
