Самодельная контактная сварка на конденсаторах
Схема и описание контактной конденсаторной сварки для аккумуляторов
Конденсаторная сварка – это технология создания бесшовного соединения металлических изделий. Соединения осуществляется за счет кратковременных импульсов электрической энергии.
Отличительные особенности
 Классический электродуговой метод подразумевает использование громоздкого оборудования, которое отличается сложностью конструкции. Соединение выполняется за счет температурного воздействия на поверхность, создаваемого постоянной электрической дугой.
Классический электродуговой метод подразумевает использование громоздкого оборудования, которое отличается сложностью конструкции. Соединение выполняется за счет температурного воздействия на поверхность, создаваемого постоянной электрической дугой.
Расплавленный металл и присадочный материал перемешиваются, после застывания образуется сварочный шов. В процессе выполнения работ сварщик подвергаются интенсивному воздействию ультрафиолета, который оказывает негативное влияние на организм человека.
В отличие от данного метода, конденсаторная сварка не вредит здоровью, поэтому для выполнения работ не требуется минимальный комплект средств индивидуальной защиты. Благодаря точности устройств, после соединения элементов на поверхности практически не остаются следы. Рациональное использование энергии позволяет сэкономить электричество.
Современная наука не располагает возможностями для создания массивных аппаратов, поэтому в настоящее время конденсаторная точечная сварка используется для соединения компактных элементов.
Принцип точечного способа

Технологический процесс соединения выглядит следующим образом:
- Две заготовки соединяют двумя проводниками, для создания замкнутой цепи.
- Конденсаторы накапливают необходимое количество энергии от питающей сети.
- На проводники поступает кратковременный заряд, под действием которого контактная область плавится, образуя соединения.
Далее процедура повторяется в той же последовательности.
[stextbox позволяет соединить изделия, которые отличаются по типу металла. Однако толщина одного из элементов не должна превышать 0,15 см.[/stextbox]
Выполнение работ не требует применения каких-либо расходных материалов. Зона расплава состоит исключительно из сплава заготовок.
Требования
Для получения качественного результата необходимо соблюдать следующие требования:
- Длительность рабочего цикла не превышает 3 мс.
- Конденсаторы получают рабочий уровень энергии за короткий промежуток времени.
- В качестве предварительной подготовки выполняют очистку от загрязнений и обезжиривание поверхности.
- На роль электродов лучше всего подойдут медные стрежни. Их толщина быть в три раза больше, чем самое тонкое место заготовки.
- В момент контакта соединяемые элементы должны быть плотно прижаты друг к другу. После разряда необходим небольшой промежуток времени, для кристаллизации соединения, поэтому электроды отсоединяют с небольшой задержкой.
Разновидности
Различают несколько технологических приемов для выполнения конденсаторной контактной сварки. Рассмотрим их подробнее.
Точечная

Метод предназначен для соединения изделий с разными габаритами, например тонкой проволоки и листа металла. Соединение выполняется за счет короткого импульса тока, накопленного в конденсаторах. Широко применяется в электротехнической промышленности.
Роликовая
В данном случае шов состоит из множества точечных соединений перекрывающих друг друга. Они обеспечивают полную герметичность. Сварку выполняют специальными электродами, непрерывно вращающимися вокруг своей оси. Основная сфера использования – производство приборов преобразования электромагнитной энергии.
Стыковая

Свое название получила благодаря возможности выполнять сварку проводов малого сечения стык в стык. Выполняется методом оплавления или сопротивления. В первом случае перед соприкосновением концы деталей оплавляются, под действием электрической дуги. Затем приступают к сварке. Во втором случае все действия выполняются в момент соприкосновения заготовок.
Преимущества и недостатки
К достоинствам аппаратов относят:
- производительность работ;
- возможно применение в промышленных и бытовых целях;
- низкое энергопотребление;
- простая конструкция;
- длительный период эксплуатации;
- точечное воздействие позволяет выполнить соединения без тепловой деформации изделия;
- не требуется применение расходных материалов;
- малые размеры позволяют свободно перемещать устройство самостоятельно.
[stextbox в сварочных аппаратах, функционирующих по прочим технологиям, также играют важную роль. Например, алюминиевые электролитические конденсаторы в инверторах и полуавтоматических аппаратах они отвечают за повышение уровня напряжения, а также сглаживают возможные пульсации.[/stextbox]

Недостатков всего два:
- Малая мощность не позволяет соединять заготовки большого сечения.
- Эксплуатация аппарата вызывает помехи, которые нарушают функционирование рабочей сети.
Cвоими руками: схема простейшего прибора
Помимо работ промышленного назначения, точечную сварку часто используют в быту. Аппарат заводского производства стоит довольно дорого. На просторах интернета можно найти множества чертежей для самостоятельной сборки различного направления деятельности. Например, конденсаторная сварка для аккумулятора своими руками изготавливается из дипольной катушки и трансформатора с контактными триодами.
Рассмотрим схему и описание конденсаторной сварки своими руками, в которой для передачи импульсов используется трансформатор.
Схема устройства имеет следующий вид:

Для сборки понадобится:
- Конденсатор емкостью 1000 мкФ. Для накопления заряда.
- Ферритовый сердечник с Ш-образными пластинами для изготовления трансформатора.
- Медная проволока сечением 0,8 мм. Для первичной обмотки будет достаточно 3 витков.
- Медная шина. Будет использована для изготовления вторичной обмотки, которая должна насчитывать 10 витков.
- Тиристор типа КУ-202М. Для управления коммутацией напряжением.
Такой прибор будет с легкость справляться с элементами, толщиной до 0,5 мм.
Схема и описание более мощного устройства
Схема устройства для точечной сварки на конденсаторах, способной работать с изделиями большей толщины, имеет следующий вид:

Основу аппарата составляют 6 конденсаторов на 10000 мкФ, соединенные в единую батарею. В данном случае, в качестве ключей были использованы два тиристора 70TPS12, подключенные параллельно. Зарядка конденсаторов осуществляется с помощью повышающего преобразователя. Сопротивление резистора составляет 130 Ом.
Для визуального контроля над уровнем заряда имеется блок светового индикатора с 3 делениями.
Расчетная сила тока составляет 2000 А, а величина напряжения – 32 В.
[stextbox качестве электродов рекомендуем использовать состав из хромированной бронзы. Срок службы классического медного контакта не превышает 900 разрядов.[/stextbox]
Единственный недостаток данной модели – продолжительность зарядки конденсаторов, которая составляет 45 секунд.
Собранный аппарат не сможет приварить шпильку большого диаметра, однако вполне справится с проводом, сечением до 5 мм.
Обращаем внимание, что промышленные образцы изготовлены с соблюдением ГОСТов, регулирующих данную отрасль промышленности. В случае самостоятельных изобретений вся ответственность за возможные последствия ложится на конструктора.
Устройство контактного блока
 Механизм для фиксации и перемещения электродов по рабочей плоскости называется контактным блоком. Примитивная конструкция подразумевает ручную регулировку контактов. В продвинутых моделях за надежность крепления отвечает блок из метизов.
Механизм для фиксации и перемещения электродов по рабочей плоскости называется контактным блоком. Примитивная конструкция подразумевает ручную регулировку контактов. В продвинутых моделях за надежность крепления отвечает блок из метизов.
В этом случае нижний стержень фиксируется в неподвижном положении. Его длина должна быть в диапазоне 10-20 мм, а сечение – не менее 8 мм.
Второй стержень крепят на подвижную площадку. Для регулировки давления устанавливают простейшие винты.
[stextbox обеспечения безопасности следует о наличии надежной изоляции между площадкой и основанием энергетического блока.[/stextbox]
Порядок проведения работ
Рабочий процесс можно условно разделить на три этапа:
- Подготовка. Рабочая поверхность должна быть тщательно очищена от коррозии и масляных пятен.
- Рабочий цикл. Изделия стыкуют в нужно положении. После этого к ним подводят электроды. Заряд подается после нажатия пусковой кнопки.
- Изменение положения детали. В случае необходимости, изделие перемещают для нового точечного воздействия.
Применение готовых аппаратов
Для конденсаторных сварочных аппаратов нашлось множество применений:
- Автомобилестроение. Элементы кузова соединяют только посредством точечной сварки.
- Авиастроение. Данная отрасль отличается особыми требованиями к точности проведения работ.
- Приборостроение. Для соединения миниатюрных элементов, которые не должны подвергаться деформации.
- Строительство. С помощью данной технологии выполняют соединение тонколистовых металлов.
- Домашние работы. Приборы помогают в ремонте бытовой техники.
Заключение
Аппарат для конденсаторной сварки – это отличное устройство, способное соединять изделия, обладающие разной структурой. Его главные достоинства – простота и надежность при малых габаритах. В случае необходимости можно изготовить простой аппарат для бытовых нужд.
[stextbox 1 категории Калязин Артем Витальевич, опыт работ – 15 лет: «Дома я занимаюсь самостоятельным ремонтом всей бытовой техники, за редким исключением. Буквально неделю назад в руки попала мертвая литий-ионная батарея от телефона. С помощью подручных материалов я решил сделать маленький сварочных аппарат на конденсаторах. От составления схемы до завершения работ прошло ровно 6 часов. Работоспособность порадовала – провода сечением 3 мм соединят легко. Тиристоры и конденсаторы были под рукой, но если бы пришлось покупать все в магазине, то затраты не превысили 500-600 рублей».[/stextbox]
Делаем конденсаторную сварку своими руками
Этот вид сварки относится к точечному способу. Он удобен в случае, когда требуется приваривать небольшие детали друг к другу, а одну и маленькую. Преимущественно конденсаторную сварку используют для работы с цветными металлами.
Как только появилась возможность проводить точеную сварку в домашних условиях, метод стал набирать популярность среди неопытных сварщиков. Такая ситуация и прибавила актуальности вопросу на сегодняшний день. Что собой представляет этот процесс и как собственноручно сделать сварку для домашнего использования? Этот вопрос мы и постараемся сегодня разобрать в деталях.
Чем отличается конденсаторный способ от других видов?
Первое отличие, которое бросается в глаза, это скорость сварки и её экологичность. Стандартный прибор для конденсаторной сварки работает на высоком напряжении. Это и позволяет сэкономив электроэнергию, получить качественный и ровный шов. Основное её применение лежит в микросварке или же при надобности осуществить сварку больших сечений. Это происходит при таком принципе:
- Конденсаторы собирают в себе требуемое количество энергии;
- Заряд переходит в тепло, которое используется для сварки.

Принцип работы конденсаторной сварки
В процессе сваривания точечным способом, детали подвергаются зажиму двумя электродами, на которые приходит кратковременный ток. Затем между электродами образуется дуга, она и нагревает металл, расплавляя его. Сварочный импульс приходит в работу в течение 0,1 сек., он предоставляет общее ядро расплавки для обеих подвергающихся сварке частей заготовок. Когда снимается импульс, детали продолжают сжиматься под давлением нагрузки. В результате получаем общий сварной шов.
Существуют вторичные обмотки, с них ток попадает на электроды, а на первичную обмотку, приходится импульс, который образовался при конденсаторном заряде. В конденсаторе накапливание заряда происходит в промежутке между поступления импульса на два электрода. Особенно хорошие результаты приходят, когда речь идёт о сварке алюминия или меди. Существует ограничение по тому, какой должна быть толщина заготовок, она не должна превышать 1,5 мм. Может, это и минус, но такая схема прекрасно проявляет себя при сваривании разнородных материалов.
Виды точечной сварки
Различают два основных вида конденсаторной сварки своими руками:
- Трансформаторный. При которой конденсатор разрядит энерго-заряд на обмотку трансформаторного оборудования. При этом заготовки расположены в сварочном поле, которое соединяется со вторичной обмоткой.
- Бестрансформаторный.
Преимущества
Как и у всех других видов, самостоятельная конденсаторная сварка отличается рядом положительных особенностей:
- При стабильной работе, есть возможность сэкономить электроэнергию;
- Надёжность и практичность. Скорость работы позволяет точечной сварке быть доступной при воздушном охлаждении;
- Скорость работы;
- Сварочный ток очень плотный;
- Аккуратность. Учитывая дозу потребляемой энергии, в поле соприкосновения образуется надёжный шов, компактной толщины. Такой способ широко используют для тонкой сварки цветного металла;
- Экономичность. Потребляемая мощность равна 20 кВА максимум. Это происходит при помощи отбора мощности благодаря стабилизации напряжения в сети.
Схема сборки агрегата своими руками
Через диодный мост (выпрямительный) проводится первичная обмотка, затем подключается к источнику напряжения. С тиристора идёт сигнал на мостовую диагональ. Тиристор управляется специальной кнопкой для запуска. Конденсатор подключают к тиристору, точнее к его сети, к диодному мосту, затем его выводят на обмотку (первичную). Чтобы зарядить конденсатор, включается вспомогательная цепь с диодным мостом и трансформатором.
Как источник импульса, используют конденсатор, его емкость должна быть 1000-2000 мкФ. Для конструкции системы производится трансформатор из сердечника типа Ш40, требуемый размер 7 см. Чтобы сделать первичную обмотку, нужен провод диаметром 8 мм, который обматывается 300 раз. Вторичная обмотка предполагает использование медной шины, в 10 обмоток. Для входа используют практически любые конденсаторы, единственное требование мощность в 10 В., напряжение 15.
Такая самодельная конденсаторная сварка, работает при следующей последовательности действий:
- Нажимаем пусковую кнопку, она запустит временное реле;
- Трансформатор включается с помощью тиристоров, после реле отключается;
- Резистор используют для определения длительности импульса.
Как происходит процесс сварки?
После того как конденсаторная сварка своими руками собрана, мы готовы приступить к работам. Для начала стоит подготовить детали, зачистив их от ржавчины и другой грязи. Перед тем как поместить заготовки между электродами, их соединяют в таком положении, в котором их нужно сваривать. Затем запускается прибор. Теперь можно сжать электроды и прождать 1-2 минуты. Заряд, который скапливается в высокоемкостном конденсаторе пройдёт через приварной крепёж и поверхность материала. В результате он плавится. Когда эти действия проделаны, можно приступать к последующим шагам и сваривать остальные части металла.
Перед сварочными работами в домашних условиях, стоит приготовить такие материалы, как наждачная бумага, болгарка, нож, отвертка, любой зажим или пассатижи.
Вывод
Конденсаторную сварку очень широко применяют как дома, так и в промышленной зоне, как мы видим, она очень удобна и проста в применении, плюс ко всему имеет большое количество преимуществ. С помощью приведённой информации, Вы сможете вывести свои знания на новый уровень и удачно примените точечную сварку на практике.
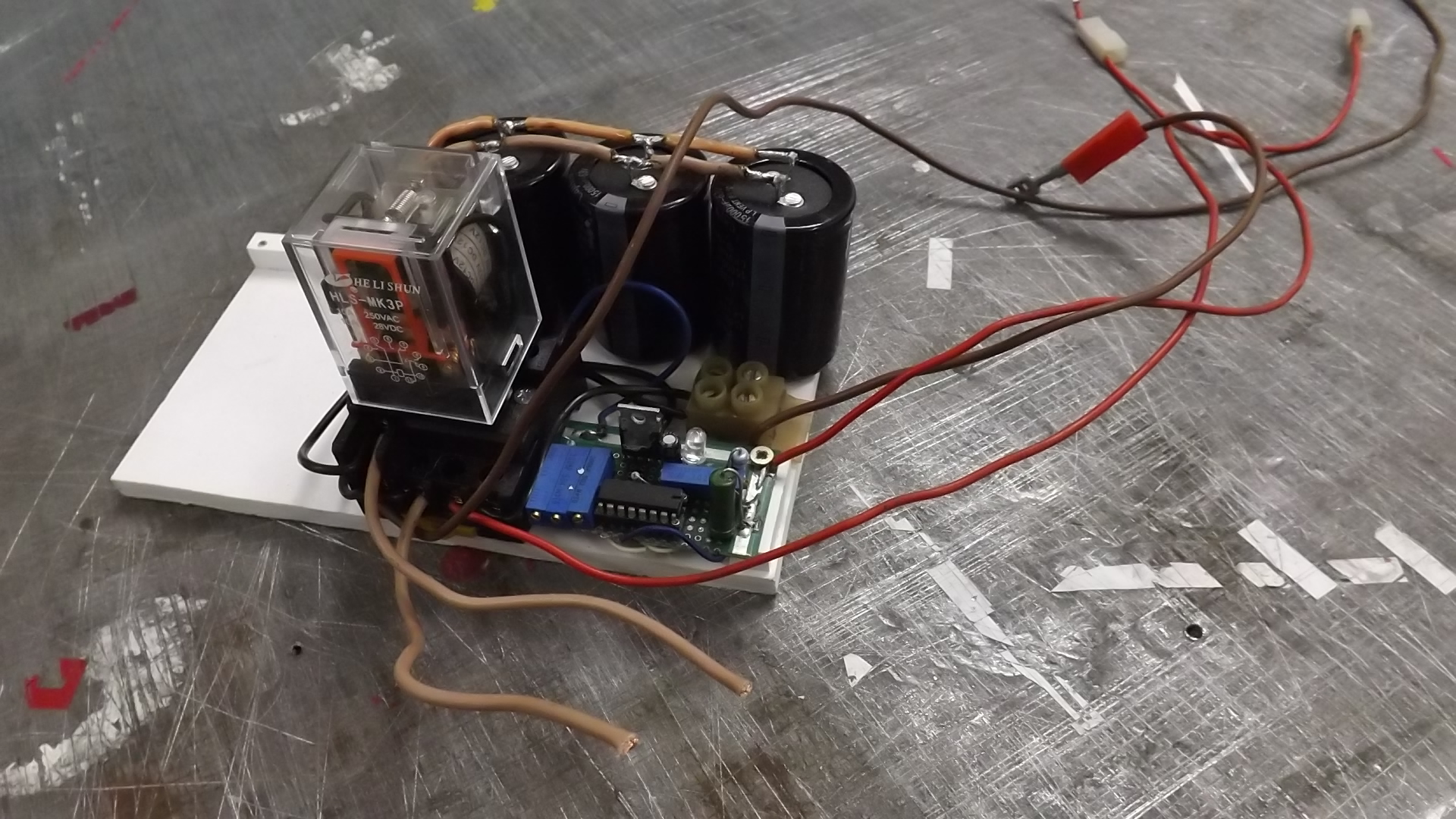
Сообщества › Электронные Поделки › Блог › Мощная контактная сварка

Постройкой данного аппарата занялся очень давно, еще в начале 2000-х. Нашел подходящую статью в журнале Радиоаматор №11. 2001, все устроило. Собрал трансформатор…

Сверил со схемой и изготовил печатную плату и корпус для всей электроники. Стал проверять и настраивать электронную часть, оказалось, что она не работает. Не работает не из-за моих ошибок в разводке платы и не из-за неисправных деталей. Причиной были многочисленные ошибки в принципиальной схеме. Это я уже понял. После неудачных попыток исправить все, по нехватке знаний в цифровой технике, насколько смог, добился от устройства нескольких выдержек времени. Этого мне пока хватало, а переделывать все не было никакого желания. Да и острая необходимость в контактной сварке отпала сама собой. Аппарат был успешно взгромоздён на полку в подвале и забыт надолго.
Потом была пара подтоплений в подвале, уровень воды поднимался до пояса и все, что нажито непосильным трудом, разом пришло в негодность.
Теперь снова возникла потребность в этой сварке. Достал, начал проверять и после вскрытия обнаружил испорченные «кишки» всей электроники, кроме некоторых элементов и соответственно самого силового трансформатора.
Взялся за повторение проекта и с учетом прошлых ошибок начал проверять правильность схемы в первоисточнике. Было выявлено еще несколько ошибок в схеме. Потом здесь в сообществе просил помочь мне прогнать схему в Протеусе, т.к. я с ним совсем не работал и представления не имею как это делать. Некоторые просто давали советы, некоторые на словах (глядя на мою схему) описывали как должно все работать. Некоторые вообще были возмущены такой дерзкой просьбой и и моей попыткой отнять у них драгоценнейшее время. Посоветовали мне собрать все на макетной плате для Ардуино и в таком виде проверить работоспособность устройства. «Ведь 21 век на дворе» есть такая «чудо-плата», на ней и проверяй». А на мою просьбу проверить все в Протеусе так никто и не откликнулся.
Ну, это все лирика и вступление, хватит букв — к устройству…
Трансформатор на первой фотографии — «стёб» — это «диванным теоретикам».
Вот транс, который был намотан на шести сердечниках ТС-270, провод первичной обмотки диаметром 3,2 мм, вторичка намотана 4 витка кабелем от промышленной дуговой сварки (сечение я к сожалению не знаю). Напряжение холостого хода во вторичной обмотке 6 вольт:


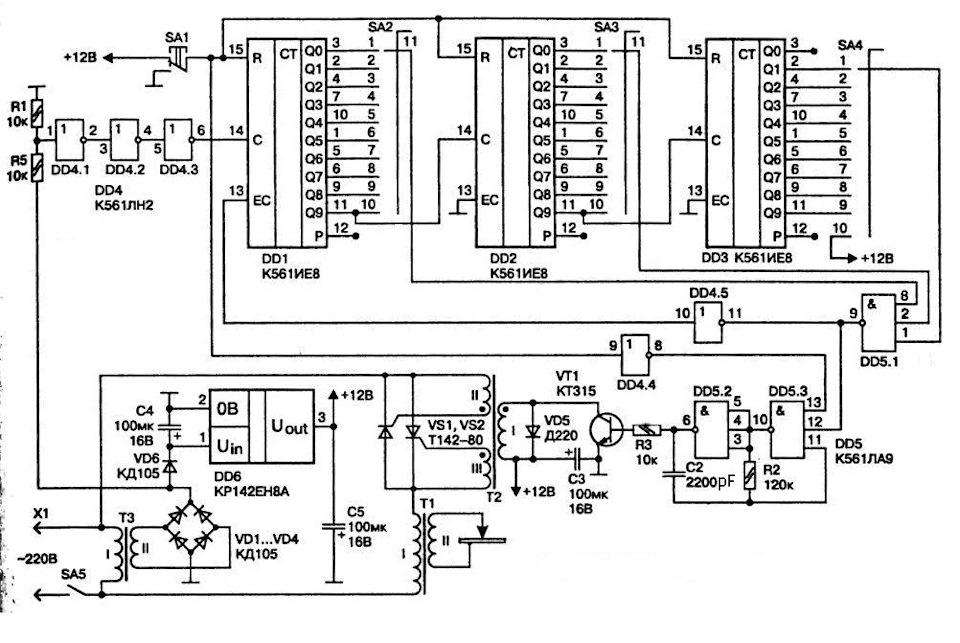
Еще раз проверил схему и сравнил каждую мелкосхему с даташитом, как оно должно работать (в теории). Вот первоначальная схема, кстати и она немного подправлена на предмет лишних соединений :
Все-таки нашел в своем городе человека, владеющего Протеусом и он проверил работоспособность схемы в программе. «Вылизал» все «косяки» и уже получилась нормальная, работоспособная схема.
Вот она:
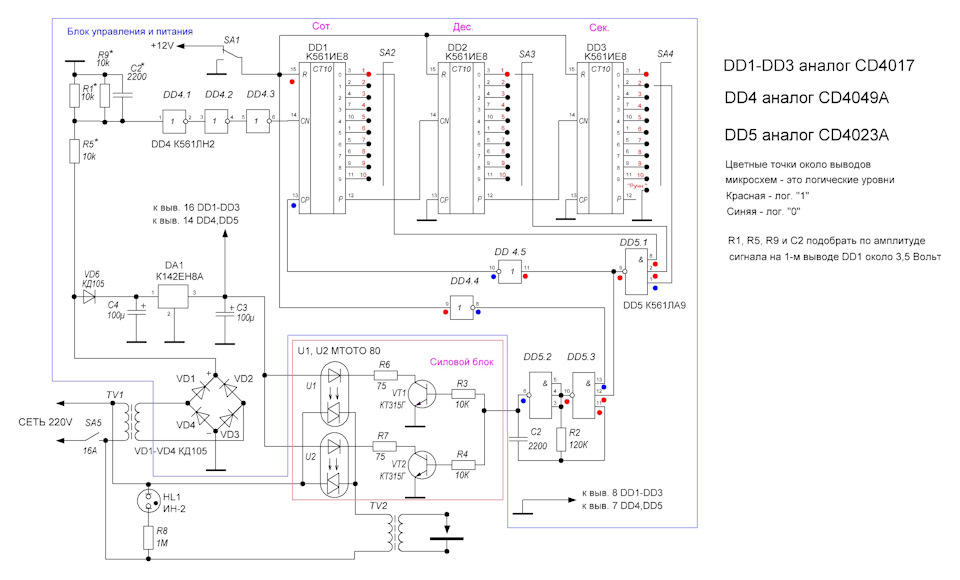
Все вроде складывалось. Сделал «печатку», запаял детальки и принялся настраивать. И здесь не обошлось без мелких неприятностей. Генератор на микросхеме DD4.1-DD4.3 выдавал импульсы с частотой 100 Гц, но у сигнала была слишком большая амплитуда и установленная выдержка работала 1 раз из 20 — 30 попыток. Пришлось опытным путем (методом «научного тыка») подобрать задающие элементы на входе генератора (R9, C2). Причем установка простого резистора на 5 кОм вместо R1 не дала результата. Установил еще и конденсатор…
Да, чуть не забыл, в качестве управляющего элемента для силового трансформатора был использован сдвоенный оптосимистор МТОТО 80, специально раздобытый для данного устройства. Запас по току у него огромный, даже с избытком…
Суть конденсаторной сварки и как сделать ее самому
Существует множество видов сварки, каждый из которых отличается своими достоинствами и недостатками. Некоторые из них предназначены только для работы на дому, а некоторые станут универсальным помощником для любого сварщика.

Об одном из таких помощников мы и поговорим в этой статье. Мы расскажем вам, что такое конденсаторная сварка, какие есть достоинства у этого метода сварки и как смастерить аппарат для конденсаторной сварки в домашних условиях.
Общая информация
Технология конденсаторной сварки была разработана еще в начале 20 века. За это время она не претерпела существенных изменений, а потому зарекомендовала себя как надежная и простая технология соединения металлов. При этом конденсаторная сварка получила большое распространение, чего поспособствовали ее достоинства.
У сварочного аппарата для конденсаторной сварки очень простая конструкция, такой агрегат даже можно собрать самому. Также на электрическую цепь оказываются небольшие нагрузки, а производительно высокая. Последнее достоинство особенно важно при выпуске крупносерийных изделий из металла.

Но и это еще не все достоинства. При конденсаторной сварке используются кратковременные тепловые импульсы, их достаточно для формирования соединения, но недостаточно для перегрева металла. Благодаря такой особенности появляется возможность сварки тонких небольших деталей, которые легко деформируются под действием высоких температур.
К тому же, сварщику не нужно иметь какую-то особую квалификацию, чтобы заниматься таким видом работ. Не нужно знать множество нюансов и вдаваться в подробности. Вот почему такая сварка стала популярна у домашних мастеров.
Суть конденсаторной сварки схожа с контактной сваркой. Только в контактной сварке ток подается непрерывно, а в конденсаторной — импульсно, подача тока кратковременная, но очень мощная. Чтобы получить ток большой мощности при конструировании сварочного аппарата используют ёмкие конденсаторы.
С помощью технологии конденсаторной сварки можно быстро и качественно соединить разные типы сталей и цветные металлы. Перед проведением работ учитывается толщина и тип металла, а также его характерные особенности.
К примеру, если металл, с которым вы будете работать, склонен к деформациям и накоплению напряжения, то вам придется подкорректировать длину сварочного импульса. Это лишь одна из особенностей конденсаторной сварки. Если вам предстоят ответственные работы, то лучше ознакомьтесь с ГОСТами и прочими нормативными документами. Там все подробно расписано.
Разновидности
Существует три типа конденсаторной сварки, каждый из которых позволяет выполнить определенные задачи. Давайте рассмотрим из поподробнее.
Точечная конденсаторная сварка
Здесь все так же, как и при обычной точечной контактной сварке. Здесь генерируется короткий импульс тока, который мгновенно плавит металл и соединяет детали. Такая технология самая распространенная, она используется во многих отраслях. К тому же, она одна из самых универсальных, вы сможете сварить даже детали разной толщины.
Роликовая конденсаторная сварка
Здесь принцип тот же, но получаемые «точки» находятся не на расстоянии, а частично друг друга перекрывают. Такое соединение полностью герметично, не пропускает влагу и пыль. Данная технология получила широкое применение при производстве вакуумных и мембранных изделий.
Стыковая конденсаторная сварка
Такой тип сварки существенно отличается от предыдущих. Здесь разряд тока плавит не поверхность металла, а его торцы, которые затем стыкуются и при остывании образуют прочное соединение. Это самый сложный метод.
Конденсаторная сварка своими руками
Сейчас в магазинах можно найти большой ассортимент аппаратов для конденсаторной сварки на любой вкус и кошелек. Для новичков изготавливают бюджетные компактные модели, а мастерам своего дела предлагают профессиональное высокопроизводительное оборудование. Но что делать, если даже бюджетные модели вам не по карману или же вы просто хотите испробовать данный метод в своей практике без особых трат?
Вы можете сами собрать конденсаторный аппарат. Его конструкция и принцип работы крайне просты, так что вам будет достаточно минимальных знаний электротехники и простых инструментов. Далее вы прочтете подробное описание принципа работы, а пока можете ознакомиться со схемой ниже. Это схема конденсаторной сварки ударного типа от Aka Kasyan.

Итак, принцип работы. Сначала сварочный ток подают на первичную обмотку трансформаторной катушки, также ток нужно подать на диодный мост. Затем на мост подается сигнал от тиристора. Предварительно тиристор должен быть подключен к кнопке, отвечающей за подачу импульса.
Далее, чтобы накопить сварочные импульсы нам нужно встроить конденсаторы в цепь тиристора. В то же время нужно подключить конденсатор к диодному мосту и первичной обмотке трансформатора. Вот и все.
При включении сварочника на конденсаторах начинает накапливаться электричество, которое аппарат получает от обычной розетки. Мы нажимаем кнопку и накопившееся электричество движется через резистор и тиристор, образуется импульс. Затем импульс поступает на электрод. При этом нужно остановить подачу электричества к сварочному аппарату.
Если вам нужно повторно зарядить конденсаторы, то отпустите кнопку и снова подключите аппарат к сети. Так вы разомкнете цепь между резисторами и тиристорами. Кроме того, вы можете регулировать длину импульса, это делается с помощью управляющих резисторов.
Это простейший аппарат для конденсаторной сварки. Естественно, вы можете его модернизировать, добавляя свои комплектующие и улучшая характеристики прибора. Мы лишь рассказали о принципах работы аппарата сварочного аппарата из конденсаторов.

Хотим дать вам несколько рекомендаций, какие комплектующие использовать, чтобы собрать базовый сварочный аппарат для конденсаторной сварки.
Мы рекомендуем использовать конденсаторы с емкостью от 1000 до 2000 мкФ. Этого будет достаточно для выполнения большинства работ. Для трансформатора лучше взять сердечник Ш40, толщина 60-70 миллиметров. В качестве управляющего элемента можете использовать тиристоры типа ПТЛ-50.
Для первичной обмотки хватит 280-300 витков медной проволоки диаметром 6-8 миллиметров. Для вторичной обмотки хватит около десяти витков медной шины. Ее сечение должно быть около 20 кв. мм. Входное напряжение должно обеспечиваться трансформатором, выдающим мощность не менее 10 Вт.
Это минимальный набор, который понадобится вам. Самодельная конденсаторная сварка стоит недорого, относительно стабильно работает и позволяет выполнить большинство бытовых задач. Конечно, такой прибор не будет работать так же четко и точно, как заводской сварочный аппарат. Так что не стоит выполнять с его помощью серьезные работы. Но вы все же можете обучиться базовым навыкам конденсаторной сварки с помощью самодельного аппарата.
Вместо заключения
Конденсаторная сварка — это удобная, простая и проверенная технология. К тому же, легко изготавливается конденсаторная точечная сварка своими руками. Вам даже не нужно тратить много денег, чтобы применить данную технологию на практике. Воспользуйтесь нашими рекомендациями и поделитесь опытом применения конденсаторной сварки. Желаем удачи в работе!
Конденсаторная сварка
Технология известна с 30-х годов прошлого столетия, однако, она не утратила актуальности и по сей день. Данный способ предназначен для скрепления маленьких деталей между собой, а популярнейшими материалами для таких процедур являются алюминий и медь. Благодаря простоте и возможности использовать устройство в частном производстве такая разновидность набрала популярность среди начинающих сварщиков, и её легко сделать самостоятельно.

Отличительные особенности
Стандартное сваривание подразумевает эксплуатацию сложной аппаратуры, где используются специальные электроды. Их прикладывают к обрабатываемой поверхности, что создаёт воспламенение обмотки, приводящее к расплавке металлопроката. Далее расплавленный металл перетекает в ванну, где после застывания скрепляет элементы. С таким делом справиться лишь опытный человек, а выделяемый газ и ультрафиолет окажут негативное следствие на организм. Следует отметить, что этой системой невозможно приварить мелкие составляющие.
Конденсаторная сварка не вредит экологии, а после манипуляций на плоскости практически не остаётся следов внешнего воздействия. Также этот подход поможет сэкономить электричество, и для процесса требуется минимум средств индивидуальной защиты. Прибор не требует охлаждения, и на всё уйдёт минимум времени. Особенным моментом можно назвать высокую точность и аккуратность соединения. Оборудование компактное, а область его применения – микросварка и электросварка больших сечений.
Принцип действия
Объекты плотно скрепляются двумя проводниками, на которые подаётся кратковременный разряд электричества. Подобная реакция основывает дугу, которая своим жаром расплавляет сталь. После импульса продолжается сжатие под нагрузкой, что делает общий шов для пары предметов. Если рассматривать мероприятие подробнее, то она проходит так:
- накопительные конденсаторы собирают нужную энергию, которая поступает через первичную цепь;
- при контакте электрода с обрабатываемым материалом поступает интенсивный всплеск частиц, способствующий нагреву и плавке металлопроката;
- далее всё происходит повторно и в такой же последовательности.

Схема конденсаторной сварки ударного типа
Деятельность можно проводить с ограниченным количеством прокатов, и с толщиной не более 0,15 см.
Важно! Такой манерой возможно приварить тонкую проволоку к твёрдой стальной поверхности, при этом химические составы сплавов могут значительно отличаться.
Нужно отметить, что результат присоединения получается с очень положительными свойствами, а для агрегата не придётся покупать расходные компоненты. Во время применения допускается проявление нагрузки, которая создаёт помехи в электросети. Несмотря на это, конденсаторный подход закрепления широко распространён как в крупной промышленности, так и в частном использовании.
Разновидности
Склёпывание обоих участков случается благодаря сильному электрическому влиянию, которое накапливается в двухполюсниках, а сам процесс разделяется на три категории:
- контактная подразумевает плотное прижатие обеих заготовок, и соприкосновение электродов к необходимому месту. В результате касания на небольшое пространство предмета подаётся электроэнергия, температура которой способствует расплавке и будущему прикреплению. Относительно напряжения, оно равно 15 кА, и действует на протяжении 0,3 сек;
- ударная технология также рассчитана на присоединение обоих элементов, однако, подача электричества осуществляется при помощи кратковременного удара. Срок операций уменьшается до 1,5 м/с, что сокращает область плавления;
- точечная техника. В этой ситуации понадобится два медных контакта, которые касаются объекта с двух граней. Интенсивность тока достигает 10 кА, а скрепление изделий случается в точке прикосновения.
Один аппарат для конденсаторной сварки может создаваться по-разному и иметь различное назначение: бестрансформаторный и трансформаторный принцип.
В первом случае воздействие электротока принимается на плоскость заготовки, а производиться склёпка путём подачи импульса с силой до 100 А, и в течении 0,005 сек. В определённых обстоятельствах ток имеет возможность достигать 1,2 кА и при напряжении в 60 В. Здесь продолжительность равняется 0,6 сек.
Во втором варианте разряд производится на вторичную обмотку, и с неё передаётся на место связи. Касательно параметров влияния можно сказать, что оно составляет 1 кВ, (на вторичном мотке 6 кА). Протяжённость всех изменений – 0,001 с.
Принцип точечного способа
Это считается одним из самых распространённых типов в быту. Суть заключается в параллельном прикреплении пары сплавов, после чего их с обеих сторон фиксируют проводниками. После сквозь структуру проходит электрический ток большой силы, что служит причиной расплавления и дальнейшего плотного примыкания металла на необходимом участке. Также течение энергии сможет пройти толщу 0,4-0,12 миллиметров. Протяжённость явления достигает одной миллисекунды (не более), и за это время успевает сформироваться общее ядро.

Так можно проводить ремонт кабелей, восстановление бытовых электроприборов, переделку мелких автомобильных составных и иное. А главное достоинство – для неё не требуется покупать дорогостоящее оборудование. Аналог такой установки сможет сделать любой человек в домашних условиях.
Требования к конденсаторной сварке
Для изготовления высококачественной конструкции рекомендуется учитывать некоторые правила:
- создаётся хорошая поставка краткосрочного потока, с периодом деятельности не более одной миллисекунды;
- обеспечивается быстрое накопление новой энергии для следующего действия (за максимально короткий срок);
- проводники в силах крепко удерживать листы, при этом они должны быстро отсоединятся для снижения температуры;
- стержни выбираются из меди, а их толщина обязана быть в три раза больше, чем самое тонкое место листка;
- перед обработкой тщательно очищается объект от ржавчины, грязи и жира.
Конденсаторная сварка, созданная своими руками, будет хорошей только при наличии 2-х энергоблоков. Помимо прочего следует предусмотреть регулировку величины потока для разных типов работ, и позаботиться о высококачественных средствах безопасности.
Простая схема для точечной сварки
Тут актуально рассмотреть упрощённую модель, которая передаёт импульс через электромагнитное устройство. В ходе работы надлежит подключить первый провод непосредственно к детали, а второстепенный к передатчику. Прижатие составляющих возможно с использованием «крокодила». Схема прибора выглядит следующим образом: первичный трансформаторный моток подключается к сети (один его конец проводиться через диодный мост). К другой стороне этого же моста поступается сигнал с тиристора.

Схема точечной сварки
После запуска заряд будет накапливаться в транзисторах (они располагаются в цепочке полупроводникового приспособления и подключены к мосту трансформатора). С этого звена в дальнейшем будет браться электроток.
Последовательность происходит следующей манерой: сначала идёт зарядка двухполюсников от электросети. После пуска отключается зарядка, и ток переходит на электромагнитное устройство минуя резистор. Продолжительность можно контролировать при помощи специального регулятора.
Именно трансформатор относится к ключевым звеньям модуля. Его можно сформировать на подобии сердечника с габаритами 40 на 70 (длинна и ширина). Первичный слой изготавливается из 0,08 см кабеля, и оборачивается 300 раз. Вторичный делается проволочной шиной с размером 2 см, и ей делается 10 оборотов. Трансформатор можно взять любой, однако, его мощность обязана быть 10 Вт, а напряжение 15 В.
Аппарат с повышенной мощностью
Тут необходимо переделывать агрегат по другой методике, но это даст возможность сваривать более толстые листы и проволоку. Это также самодельная конструкция, но конденсаторная сварка получиться ничуть не хуже. Чтобы её сотворить потребуется: пускатель MTT4K с током 8 А и возвратным напряжением 800 В. К модулю управления присоединены тиристоры, пара диодов и один резистор.
Все реакции протекают, как и в предыдущем случае, но здесь нужно уделить внимание выбору конденсаторов. Их наличие – 3 пары со следующей мощностью:
- 1-я 47мкФ;
- 2-я 100мкФ;
- 3-я 470мкФ.

При этом напряжение повинно быть не меньше 50 В. Также потребуется герконовое реле с напряжением 20 В. Что касается обмотки, то тут понадобиться 1,5 мм провод и шина с 60 мм 2 . Сила электротока в зоне варки будет достигать 1500 А.
Разумеется, такой аппаратурой не получиться приварить трубы или арматуру, но для малых дел она будет отличным помощником.
Контактный блок
Приспособление отвечает за крепёж и перемещение стержней. В большинстве ситуаций установка предусматривает фиксацию ручного образца. Более качественное же фиксирует нижний, и делает подвижным верхний стержень (готовый блок напоминает слесарные тиски). Здесь закрепляется медный прут небольшой длинны и с окружностью 0.8 см. Он должен свободно двигаться в вертикальной плоскости. Нижний же остаётся в неподвижном состоянии. Также на верхней части устанавливается регулятор винтового образца, благодаря которому можно создать дополнительное давление. При этом верхняя площадка и основание энергоблока должны быть наделены хорошей изоляцией друг от друга. В некоторых моделях сверху можно прикрепить фонарь, это придаст дополнительное удобство для работы.

Проведение конденсаторной точечной сварки
Всё проводится в несколько простых этапов:
- Подготовка изделий. Качественное склёпывание удастся при идеально чистых поверхностях. На них не должно быть грязи, коррозии, посторонних смесей и прочего.
- Соединение частей. Здесь сплавы размещаются требуемым образом, устанавливаются между двумя контактами и ими же сдавливаются. После нажатия на кнопку запуска начинается процедура сваривания, а по окончанию электроды отсоединяются.
- Повтор. Второй пункт повторяется до тех пор, пока вся площадь не будет надёжно сварена.
Также сварщику понадобятся вспомогательные строительные инструменты: зубило, молоток, циркуль, нож, наждака и иное. Ими проводиться подготовка, выравнивание и разметка металла. Несмотря на простоту всего процесса работник повинен строго соблюдать технику безопасности. Пренебрежение этого правила может привести к удару током или возгоранию.
