Сатинированная нержавеющая сталь что это?
Сатинирование нержавейки, шлифовка, матирование

В статье видео с сатинированием нержавейки.Сатинирование или матирование или шлифовка нержавейки осуществляется путем нанесения на металл риски. При этом создается матовый эффект поверхности металла.
В одной из следующих статей я хочу показать полное изготовление ограждения из профильной трубы 50х25мм. Ограждение будет матовым. Шлифовано методом сатинирования.
В этой статье я покажу как сатинировать различные элементы ограждения.
- Сатинирование (шлифовка) круглой трубы нержавейки
- Видео — сатинирование (шлифовка) круглой трубы из нержавейки
- Сатинирование(матирование) соединения трубы из нержавейки после фрезеровки
- Продольное сатинирование (шлифовка) профильной трубы из нержавейки
- Видео. Сатинирование (матирование) профильной трубы из нержавейки
- Сатинирование стыка наполнения и стойки профильных труб
- Видео матирование наполнения из нержавейки
- Низ стойки ограждения из нержавейки, матирование
- Заключение
Сатинирование (шлифовка) круглой трубы нержавейки
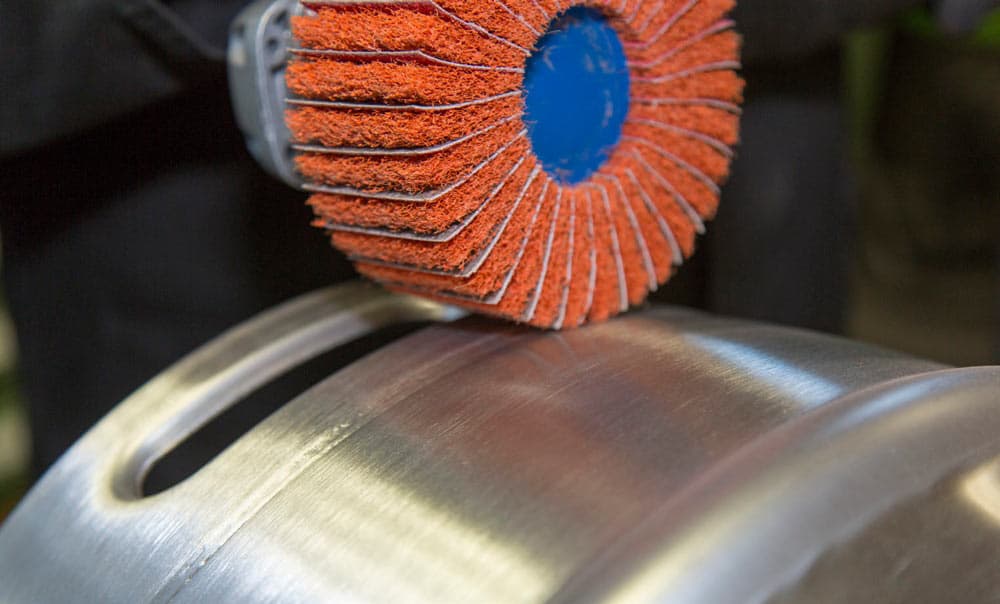
На видео процесс матирования (шлифовки) трубы нержавейки. Обычно абразивные барыги для такой шлифовки предлагают специальные шлифовальные машинки, типа такой как на фото ниже

Но мы то понимаем что это обычная болгарка с регулировкой скорости и с насадкой. Естественно мы заколхозили такую насадку. Т.к такие машинки стоят не малых денег. Хотел снять размер этой приблуды, но она не универсальна, поскольку болгарки разные. Картинка приблуды ниже, можете купить шлифовальную ленту и соорудить свою насадку по ленте



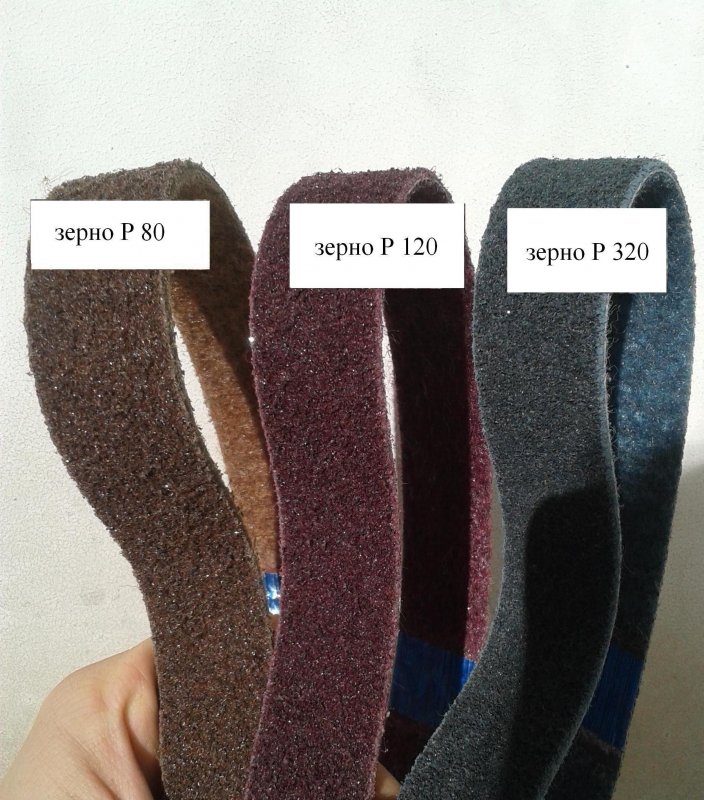
Лента выглядит так
После сатинирования трубы я обработал шов. Про обработку шва я писал статью с видео ЗДЕСЬ.
Видео — сатинирование (шлифовка) круглой трубы из нержавейки
Сатинирование(матирование) соединения трубы из нержавейки после фрезеровки
Трубы сварены перпендикулярно, одна труба фрезерована. Это имитация соединения поручня и стойки ограждения.
Продольное сатинирование (шлифовка) профильной трубы из нержавейки
С продольным сатинированием таже история что и с поперечным. Барыги предлагают дорогие шлифовальные машинки типа той что ниже

Опять же мы видим что это болгарка с регулировкой скоростей, а городить такую приблуду как на фото не нужно. Нужно выточить переходник на шлифовальный валик. Просто берете валик и точите под него переходник который накрутится на вашу болгарку.
Техника обработки сварного шва все там же, ЗДЕСЬ
Видео. Сатинирование (матирование) профильной трубы из нержавейки
Два видео, на одном прямоугольная труба на другом квадратная. Оба варианта имитируют поручни ограждения из профильной трубы.
После обработки сварного шва на видео я использую малярный скотч. Абразивные барыги для этих целей предлагают металлический скотч, очередной вариант выкинуть деньги на ветер.
Сатинирование стыка наполнения и стойки профильных труб
В следующем видео я попытался сымитировать из подручных средств стык профильной стойки и профильного наполнения ограждения

Это внутренние швы. ДЛя обработки используется круг scotch-brite 3M exl. Перед шлифовкой лучше заточить как на видео.

Видео матирование наполнения из нержавейки
Низ стойки ограждения из нержавейки, матирование
Здесь я обрабатываю сварные швы на стыке стойки и платика. Имитация низ стойки.
После круга scotch-brite 3M exl, перед финишной обработкой я полирую шлифовку войлоком.
Заключение
Во всех видео для финишной обработки я использую шлифовальные листы скотчбрайт
Обработка нержавейки методом сатинирования

В данных материалах содержится информация по процессу сатинирования материалов из нержавеющей стали. Они включают в себя описание самого процесса и информацию по технологии обработки, инструментах и обрабатывающих материалах.
Современная дизайнерская мысль, в качестве компонентов для декоративной отделки разнообразных промышленных изделий, нашла широкое применение нержавеющей стали.
В качестве финишной операции при обработке поверхности применяются два метода, это либо полировка, либо сатинирование.
Для определения конечной чистоты обработки материала применяется такой параметр, как класс шероховатости.
После обработки поверхности по самому высокому классу шероховатости, мы получаем так называемую «зеркальную» поверхность. Такая чистота обработки довольно популярна и повсеместно применяется для окончательной обработки деталей. Эта технология имеет ряд недостатков, к ним в частности относятся повреждения от внешних воздействий, в виде царапин и вмятин, которые в конечном итоге неблагоприятно воздействуют на декоративные качества покрытия.
Для нивелирования этих отрицательных эффектов, современные дизайнерские решения предполагаю замену полировки на сатинирование. Поверхность изначально обрабатывается под определённого вида геометрические узоры (направленные риски), которые в процессе эксплуатации изделия делают визуальное восприятие повреждений практически незаметным.
Инструменты и материалы
Далее, давайте более подробно остановимся на двух методах сатинирования нержавеющей стали: ручной и с применением специальных инструментов.
При ручном методе нам понадобятся:
- Шлифовальные листы Scotch-Brite™
- Шлифок 3M™ Twist-Lok™ 961
Второй метод предполагает использование инструмента, это:
- Пневматическая ленточная шлифовальная машина барабанного типа 3400 об/мин 3M™ 28339
- Пневматический ленточный напильник для лент 13 х 457мм 3M™ 28366
- Шлифовальные ленты Scotch-Brite™ SC-BL
Особенности технологической обработки
Сатинированная поверхность может получиться при обработке самыми разными абразивными материалами, однако есть один, который позволяет выполнить всю операцию по одношаговой схеме — это Scotch-Brite™.
Хорошим примером станет вариант сатинирования поверхности, которая имеет сечения в виде прямого угла со сварочным швом в 45˚. На разных сторонах угла направление рисок будет перпендикулярным. Основным итогом этого задания, будет обеспечение ровной линии стыковки рисок разных по направлению в месте нахождения сварочного шва.
Для выполнения работы выбираем шлифовальную ленту Scotch-Brite™ SC-BL A MED. В зависимости от того, какую конфигурацию риски мы хотим получить, возможно, применение ленты с разной зернистостью.
Примечание. Ограничения по максимальной скорости вращения ленты 15-20 м/с или 3400 об/мин.
1. Начальным этапом по обработке, станет процесс удаления сварного шва, царапин и прижогов, после чего, производится обработка всей детали для удаления последствий предыдущей обработки с целью получения однообразной текстуры.
2. Вторым шагом станет разметка линии стыковки рисок разного направления, для этого мы воспользуемся алюминиевой лентой 3М™ (или её аналогом). Наклеим ленту по линии стыковки. Желательно наклеить ленту в несколько слоёв. Продолжаем обработку до получения структуры имеющей однородную поверхность. Обработка производится движениями возвратно-поступательного характера, с небольшим нажимом и в одном направлении.
3. Закончив сатинирование одной части прямого угла, переносим ленту на уже обработанную поверхность – по линии состыковки, и проводим операцию по сатинированию аналогично первой стороне.
Бывают случаи, когда сатинированная поверхность в ходе эксплуатации получает повреждения и нуждается в восстановлении. В этом случае, возможность использования инструмента может быть ограничена. При таком раскладе на помощь приходят шлифовальные листы Scotch-Brite™.
Если вы не помните зернистость материала, который применялся при первоначальной обработке, воспользуйтесь способом ручной подборки (желательно на таком же материале, что и оригинал). На начальном этапе, выбираем абразивный лист с наименьшей зернистостью и начинаем подборку. Если результат, полученный в процессе обработки не соответствует необходимым критериям качества поверхности, тогда применяем лист с большей зернистостью и производим повторную шлифовку, до получения нужного качества поверхности. Останавливаем свой выбор на листе, имеющем набольшую схожесть с требуемым рисунком. Для получения наиболее качественной поверхности рекомендуется использование шлифка 3M™ Twist-Lok™.
Техническая информация
Шлифовальные ленты Scotch-Brite™ SC-BL (слабо растяжимые) для финишных операций по металлу и дереву.
Каталог инструмента и оборудования 3M™
Листы и рулоны Scotch-Brite™ для ручной шлифовки
Рекомендации по технике безопасности
При выполнении работ по шлифованию поверхностей неукоснительно придерживайтесь соблюдения правил техники безопасности.
Перед тем, как начать работу:
- Обратите внимание на необходимость согласования рабочей максимальной скорости вращения применяемого инструмента с ограничениями указанными на применяемых абразивных материалах.
- Убедитесь в надёжности крепления барабана шлифмашины до момента её включения.
Слово о! нержавеющей стали






Олег Львович, почему нержавейка пользуется сегодня такой огромной популярностью?
Не секрет, что современный человек живет в чрезвычайно быстром темпе. Мы все сегодня ощущаем нехватку времени и ресурсов и постоянно ищем способы сэкономить и то, и другое. В этом смысле нержавейка – универсальный материал: он долговечен, не требует особого ухода, сочетается с любыми другими материалами, применяется буквально во всех видах промышленности, строительстве, архитектуре… Перечислять можно до бесконечности. Кроме того, он экологически чистый и красивый. Последнее свойство тоже немаловажно. Ведь сегодня, в начале XXI века, мы стремимся не только к практичности и удобству, но и к удовлетворению своих эстетических потребностей. И нержавейка отвечает всем этим требованиям. Фактура этого материала такова, что с ней может гармонично сочетаться практически все что угодно: стекло, дерево, кожа, камень, драгоценные и полудрагоценные металлы. Благодаря всем этим характеристикам нержавейка применяется в любой сфере человеческой жизнедеятельности. Например, посуда из нержавейки долговечна, прочна и не наносит вреда здоровью, кроме того, стоит гораздо дешевле, чем из меди и серебра. Нержавейка широко применяется в медицинской промышленности – из нее изготавливаются медицинские инструменты, а также в авиастроении, приборостроении, производстве высокотехнологичных устройств.
Так что востребованность этого материала неудивительна: он надежен, требует минимальных затрат на ремонт и обслуживание, обладает привлекательным внешним видом и сравнительно низкой стоимостью.
Компания «ОСТ» является крупным производителем изделий для металлодекора. В последнее время популярным стал металлодекор из нержавейки. Почему?
Как я уже сказал, современный человек хочет видеть вокруг себя красивые, удобные и надежные вещи. Строительство, дизайн, архитектура, в том числе ландшафтная, в этом смысле не являются исключениями. Вопрос сочетания красоты, удобства и надежности и здесь поможет разрешить такой материал, как нержавейка.
Олег Львович, а что представляет собой этот металл?
Нержавейка (или нержавеющая сталь) – это так называемое народное название металла, который устойчив к коррозии. Основная составляющая нержавеющей стали – железо. Антикоррозионные свойства ей придают легирующие элементы, в первую очередь хром и никель. От количества и пропорционального содержания этих элементов зависят марка стали и ее технические свойства, которые влияют на коррозионную устойчивость и внешний вид. Нержавейка – самая часто используемая коррозионно-стойкая сталь, обладающая при этом декоративными свойствами: ограждения, светильники, мебель из нержавейки выглядят очень эффектно. Существуют также инструментальные нержавеющие стали, из которых изготавливают инструменты, оборудование и т. п.
Выше Вы уже затрагивали вопрос о стоимости и говорили о том, что изделия из нержавейки весьма выгодны для капиталовложений. Однако нержавейка стоит значительно выше, чем другие черные металлы. В чем здесь противоречие?
Нет никакого противоречия. Действительно, нержавеющая сталь стоит дороже. Для сравнения можно привести следующие цифры. В производстве деталей для металлодекора из обычных сталей наиболее часто применяется сталь 3 (Ст-3), из нержавеющих – AISI-304 и ряд аналогов, а при определенных условиях – AISI-316 – тип нержавеющей стали, обладающий еще более высокими антикоррозионными свойствами. Разумеется, цена во многом зависит от конкретного производителя и места расположения производства, однако в целом соотношение стоимости этих типов стали приблизительно таково:
Ст-3 – 25 руб. за кг;
AISI-304 – 150 руб. за кг;
AISI-316 – примерно на 40% дороже, чем AISI-304.
Вместе с тем, чтобы изделие из обычной стали исправно прослужило вам несколько десятилетий, его придется защищать от коррозии, причем не самыми дешевыми способами. В результате конечный продукт обойдется вам примерно во столько же, во сколько и изделие из нержавейки. При этом не следует забывать и о механических повреждениях, которые далеко не всегда легко устранить. Например, для защиты изделия могут использоваться специальные лакокрасочные покрытия. Нередко повреждения окрашенных поверхностей нельзя устранить на месте, приходится делать демонтаж изделия и производить ремонт в производственных условиях. Но даже если возможен точечный ремонт, он в любом случае займет много ресурсов, а в дальнейшем будет требовать постоянного контроля.
Что касается изделий из нержавейки, то, во-первых, срок их службы больше в несколько раз, во-вторых, возникшие незначительные повреждения не доставят вам столько неприятных хлопот. Так что в конечном итоге нержавейка сэкономит не только ваши деньги, но и время и силы, в отличие от другого металла, которому необходимы не только антикоррозийные покрытия, но и постоянное внимание.
Но ведь существуют и другие металлы, обладающие антикоррозионными свойствами. Например, алюминий, медь, латунь, бронза. Они тоже активно применяются в металлодекоре…
Да, список металлов, применяемых в металлодекоре, обширен. Вы упомянули группу, которая стоит особняком, – это цветные металлы. К сожалению, у них есть ряд существенных недостатков.
Цветные металлы стоят дороже, чем черная сталь, устойчивость к коррозии у них значительно ниже, чем у нержавейки, кроме того, их совместимость с другими материалами весьма ограничена. В частности, алюминий нельзя комбинировать с черным металлом без определенной защиты, в противном случае он подвергнется коррозии. Помимо этого нельзя забывать о прочностных характеристиках (у цветных металлов они ниже), особенно когда речь идет о безопасности человека.
Тем не менее в архитектуре и дизайне цветные металлы применяются очень активно, особенно при производстве разнообразных ограждений. Как правило, изготовление ограждений из цветных металлов связано с определенными традициями, вкусом, художественно-эстетическими требованиями. К примеру, перила в стиле барокко нельзя делать из нержавейки.
Необходимо также заметить, что цветные металлы требуют тщательного ухода, а в их производстве есть множество нюансов, которые в результате приводят к удорожанию конечного продукта. При производстве же изделий из нержавейки тратится гораздо меньше времени и денег, а в процессе эксплуатации можно полностью избежать дополнительного обслуживания.
Однажды я была свидетелем дискуссии, в ходе которой активно обсуждался вопрос внешнего вида изделий из нержавейки. Речь шла об изделиях в архитектуре. Действительно ли поверхность нержавеющей стали может так сильно отличаться по внешнему виду?
Это очень интересный вопрос. Дело в том, что, будучи исходным сырьем, нержавейка выглядит одинаково, однако если подвергнуть ее определенной обработке, поверхность может выглядеть по-разному. Чаще всего нам приходится выбирать между полировкой и сатинированием. Поясню вкратце, о чем идет речь. Металлическая поверхность различается по классам шероховатости. К самому высокому классу относятся поверхности, обработанные до зеркального состояния, для этого используются абразивные инструменты с зернистостью 600. На сегодняшний момент очень популярна зеркальная полировка, несмотря на то что в связи со своими физико-химическими свойствами нержавейка не может долго «удерживать» зеркальность, иными словами, такая поверхность быстро тускнеет.
На мой взгляд, наиболее прогрессивной степенью обработки поверхности является сатинирование. Металл приобретает «лощеный», «атласный» вид. Отсюда и название: от французского слова satin – атлас. Сатинирование – это тоже один из классов шероховатости, для достижения которого поверхность обрабатывается абразивными инструментами с зернистостью 240–320.
Наша компания предпочитает производить именно сатинированную нержавейку. Объясню почему. В отличие от зеркальной сатинированная поверхность обладает способностью отражать малейший источник света, кроме того, на ней гораздо менее заметны возникающие в ходе эксплуатации изъяны и повреждения. В связи с этим мы пришли к выводу, что лучше всего предлагать нашим клиентам изделия с сатинированной поверхностью. Помимо этого, согласно нашим маркетинговым исследованиям, европейские дизайнеры и архитекторы, как правило, отдают предпочтение более скромному, лаконичному стилю, для которого больше подходят как раз сатинированные поверхности. На Востоке ситуация несколько иная: там традиционно выбирают зеркальные поверхности. Но это дело вкуса.
Вместе с тем необходимо отметить, что в некоторых видах промышленности использование сатинированных поверхностей недопустимо. Это связано с определенными нормами безопасности. Например, в пищевой и медицинской промышленности применяют зеркальные или близкие к зеркальным поверхности: они более гладкие, поэтому снижается риск, что на них могут задерживаться инородные тела.
Разумеется, виды обработки поверхностей не ограничиваются этими двумя. Существуют пескоструйный, механический, термический, гальванический способы. Их можно комбинировать. Таким образом, вы получите самые разнообразные варианты внешнего вида.
Сейчас на рынке существует множество компаний, занимающихся производством изделий из нержавеющей стали, однако среди заказчиков зачастую возникает вопрос, кому из них отдать предпочтение. С чем это связано?
Дело в том, что технологические требования при производстве нержавеющей стали очень высоки. В процессе производства сырье из нержавейки не должно ни в каком виде соприкасаться с металлами, не обладающими такой устойчивостью к коррозии, поскольку это приведет к химической реакции и коррозии изделия. Как правило, компании, изготавливающие изделия из нержавеющей стали, занимаются и другими видами металлообработки. А для этого необходимо располагать определенными техническими возможностями: это и отдельное помещение, и специальные приспособления и инструменты, и складская технология. Кроме того, физико-химические особенности сырья влияют непосредственно на технологию обработки: очень важно правильно подобрать режимы, чтобы не изменить свойств металла. Перепады температур, прочностные характеристики инструментов и т. д. – все это может негативным образом сказаться на качестве продукции. По этой причине для производства нержавейки необходим инструмент из специальных сплавов и дорогостоящее и сложное оборудование.
Тем не менее не все же фирмы располагают столь дорогостоящим производством?
Существуют компании, которые изготавливают конечный продукт – допустим, ограждения. Иначе говоря, они не производят трубы, пруток, метизы, лист, а занимаются исключительно сборкой изделий по проекту заказчика. При этом в качестве элементной базы они могут использовать известные бренды. По-настоящему серьезных производств специализированных деталей не так много. Как правило, они обладают очень мощным техническим потенциалом и большим объемом производства и выпускают детали для самых разных направлений. Это не только ограждения, но и мебель, фурнитура для архитектурного стекла, сантехника и многое другое.
На примере собственного производства я могу сказать: только на сегодняшний день мы постоянно производим более 600 наименований продукции для перечисленных выше направлений. И это не предел. Ведь чтобы окупить подобное производство, товарооборот должен соответствовать затратам. Соответственно, чтобы быть конкурентоспособными и иметь возможность развиваться, приходится производить много, быстро и дешево.
Что общего у профиля для шкафов-купе в декорах браш и смесителей из нержавеющей стали с поверхностью «сатин»?
Изделия, обработанные до зеркального блеска часто царапаются при эксплуатации и со временем тускнеют. На полированных металлах видны следы от прикосновений, лишние блики от прямого солнечного света часто не дают рассмотреть изделие. Поэтому на пике популярности сейчас качественно выполненное сатинирование (satin finishing) — декоративно-отделочная операция для предотвращения коррозии, для улучшения внешнего вида, для придания изделию полублестящей поверхности от микронеровностей.

Сатинирование и браширование металлов — это техника направленного шлифования поверхностей путем нанесения крупных или мелких равномерных царапин-рисок в заданном направлении. После такой обработки получается характерный «штриховой» узор. Выраженность рисунка зависит от степени абразивности применяемых инструментов, поэтому, если штрихи малозаметны и напоминают по текстуре атласную ткань, это сатинированние. Если штрихи крупные и хорошо заметные, то такой «грубый сатин» называется браш.
Особенно этот вид обработки востребован при кастомизации или изготовлении под заказ индивидуальной, дизайнерской продукции. Сатинируют корпуса мобильных телефонов, часов, клинков ножей и кинжалов, посуды из нержавеющей стали и других изделий. Их поверхность после такой обработки становится «атласной» на вид, повреждения или загрязнения, появляющиеся в процессе эксплуатации практически незаметны. При этом изделие блестит, не обладая зеркальной поверхностью, и часто протирать от пятен и следов пальцев не нужно.
Если кастомизированные смартфоны обрабатывают вручную, то профиль для шкафов-купе или смесители из нержавейки сатинируются и брашируются в заводских условиях с постоянными настройками направленного шлифования. Смесители из нержавеющей стали шлифуют в поперечном направлении, алюминиевый профиль — в продольном.
Сатинированные корпусы смесителей Premial® приобретают лощеный вид. Смесители выглядят стильно и дорого, и за такой поверхностью несложно ухаживать. Рисунок едва заметен и воспринимается глазом как полуматовый.
Кроме привлекательного внешнего вида сатиновая обработка устраняет или делает малозаметными поверхностные изъяны нержавеющей стали или алюминия. При этом сатинированная поверхность дольше сохраняет внешний вид, чем блестящая полированная, и она менее притязательна в уходе, чем матовая.
Профиль для шкафов-купе в обработке «браш»
Брашированные декоры алюминиевого профиля относятся к эксклюзивным цветам Premial®. Это группа красивых, стильных декоров, способных украсить модный шкаф-купе без вульгарного налета «гламура». Браши подойдут и интерьеру в сдержанной классике, и к претенциозной модернистской обстановке.
Однако брашированные золото, серебро, графит и шампань мало знакомы российскому покупателю мебели, которые склоняются к привычным анодированным или глянцевым цветам. И именно поэтому мебельные производители неохотно берут браши на склад, относя их к заказным экземплярам. Между тем, это настолько самодостаточный декор шкафного алюминиевого профиля, что для повышения его продаж нужно лишь в выгодном свете продемонстрировать его достоинства в вашем торговом зале или шоу-руме мебельного салона. Кроме того, браширование — не просто вариант эстетической отделки профиля, это еще и финиш для придания профилю для шкафов-купе антикоррозийных свойств.
Браширование (scratch-brushing) стальными цилиндрическими щетками с нитями из стали и карбида кремния удаляет с поверхности алюминия окислы, загрязнения, уплотнения, нанося красивый декоративных рисунок в виде штрихов вдоль длины профиля. Все лишнее наслоение, мягкое или бракованное первоначальное покрытие «вычесывается» без остатка. Технология обработки подразумевает частичное снятие верхнего слоя металла, однако глубина анодирования и интеграции цветного красителя гораздо больше. И брашированный алюминий при всей своей внешней красоте еще и надежно защищен от коррозии.
Геометрия поверхности профиля сохраняется без искажений, равномерность обработки строго контролируется. Риска штрихового узора от вращающихся щеток получается однонаправленной, ровной, частой и визуально делает полированную поверхность профиля матовой. Браш — это приятные на ощупь и красивые профили.
Алюминиевый профиль для изготовления дверей-купе в декорах браш обладает высокими качественными и эстетическими характеристиками. Объясните это своим покупателям в процессе консультации в торговом зале или при выборе материалов для будущего шкафа-купе. Браш, это как раз тот случай, когда качество и стиль перекрывают чуть более высокую цену по сравнению с матовым анодированным профилем.
Все акции и спецпредложения всегда под рукой!
Обработка нержавейки – все популярные методики
Травление нержавеющей стали, а также другие виды ее обработки придают изделиям из нержавейки привлекательный вид и улучшают их качество. За счет этого они могут использоваться и в быту, и в строительной сфере, и в разнообразных промышленных отраслях.
1 Сатинирование нержавейки – популярный метод обработки
Нержавеющая сталь часто применяется для изготовления промышленных конструкторских изделий и всевозможных элементов декора. Такие детали в большинстве случаев подвергаются сатинированию (полированию, шлифованию). Этот вид обработки считается достаточно практичным и при этом гарантирующим высокий результат. Поверхность изделий из нержавейки после проведения операции приобретает «атласный» вид.
Шлифование позволяет замаскировать практически любые дефекты, имеющиеся на конструкциях из нержавеющей стали, делая изъяны малозаметными.
Сатинирование материала может выполняться пневматическими приспособлениями либо вручную. В первом случае используются следующие инструменты:
- шлифовальные ленты;
- ленточный пневмонапильник;
- барабанно-ленточная шлифмашинка.

Вручную полирование выполняется при помощи шлифовальных листов и специального шлифка.
На крупных производствах шлифование почти всегда производится посредством специальных агрегатов. А частные мастерские при изготовлении изделий и конструкций из нержавейки используют шлифок. Обработка стали с его помощью выглядит так:
- С поверхности изделия удаляют прижоги и сварной шов.
- Разметывают стыковочные риски на конструкции специальной защитной лентой, сделанной из алюминия. Ее необходимо наклеить на полируемую деталь в 2–3 слоя.
- Затем осуществляется обработка части изделия ручным шлифком посредством движений возвратно-поступательного характера. Обратите внимание! Нельзя чересчур сильно давить на шлифок.
- После того как обработка одной части детали завершается, на нее размещается алюминиевая лента. После этого шлифуется соседняя зона.
Шлифовальные листы используются в ситуациях, когда применение шлифка является нецелесообразным, а также при необходимости восстановления поврежденной при сатинировании поверхности. В этом случае следует правильно подобрать зернистость инструмента. Делается это, как правило, на черновой детали.
2 Травление – отлично скрывает следы после сварки нержавейки
Травильная процедура нержавейки также выполняется достаточно часто. Ее используют после термообработки, холодной и горячей деформации стали. Эта операция удаляет дефекты, образующиеся на поверхности нержавейки при разных видах термообработки и применения сварочного аппарата. Травление убирает следы окалины и цвет побежалости. Кроме того, оно способствует обновлению на стальных изделиях пассивного слоя, защищающего металл от негативного воздействия повышенных температур.
В промышленных условиях травление осуществляется с помощью расплавленных щелочных составов либо растворов (водных) кислот без воздействия электролиза или с таковым. Если используется кислота, операция производится в два этапа. Сначала нержавейку помещают в ванну с сернокислым раствором, затем – в азотнокислую среду. Щелочное травление подразумевает обработку стали расплавом каустической соды. Она не изменяет структуру металла и при этом отлично разрушает оксидную пленку на его поверхности.
В быту и в небольших частных мастерских травление выполняется с помощью специальных пастоподобных составов. Процедура может осуществляться даже неподготовленным человеком. Травильная паста представляет собой желеобразную прозрачную жидкость. Ее делают из плавиковой и азотной кислоты. В подобных составах отсутствует потенциально небезопасная соляная кислота и вредные для здоровья человека хлориды.

Травильная паста наносится на очищенное изделие (его следует помыть и качественно обезжирить любым подходящим средством) и оставляется на поверхности на определенное время (оно указывается на упаковке). В большинстве случаев обработка нержавейки происходит на протяжении 10–60 минут. После этого травильная паста смывается. Для этих целей используют большое количество обыкновенной воды.
Травильная паста изготавливается разными фирмами. На отечественном рынке популярностью пользуются далее указанные составы:
- SAROX TS-K 2000 – паста, которую можно использовать на любых нержавеющих поверхностях (в том числе и на вертикальных). Она гарантирует получение привлекательно вида сварного шва и надежную защиту металла от температурных воздействий. Эта травильная паста очищает нержавейку всего за 10 минут.
- Avesta BlueOne – состав для эффективного восстановления нержавеющих поверхностей, удаления с них следов коррозии и сварочных мероприятий, придания изделиям блеска. Обработка стали такой пастой должна продолжаться около 45 минут. При этом температура окружающей среды не может быть меньше +5°.
- Stain Clean от ESAB – паста с замечательным травильным эффектом. Ее не требуется каким-либо образом подготавливать, состав готов к использованию прямо из бутылки.
Важно! Любая паста наносится на очищенную заранее поверхность посредством кислотостойкой кисти и пластиковой лопатки.
3 Воронение и другие способы обработки нержавеющей стали – короткий обзор
Декоративные изделия из нержавейки нередко хромируют, чтобы придать им красивый вид и защитить от износа и коррозии. Хромирование рекомендовано для увеличения стойкости против механических воздействий на трущиеся части машин и различных приборов из нержавеющей стали, на режущий и мерительный инструмент.
Теоретически можно выполнять декоративное хромирование в домашних условиях. Но эта процедура требует от человека определенных знаний и умений. Поэтому лучше доверять хромирование мастерам специализированных центров. Тогда вы получите по-настоящему качественную и красивую поверхность изделий из нержавейки.
Популярно среди бытовых пользователей и воронение (чернение) стали. Эта технология применяется для декоративной отделки нержавеющих поверхностей. Воронение выполняется по трем методикам:
- кислотной;
- щелочной;
- тепловой.

Кислотное воронение выполняется электрохимическим либо химико-физическим способом в растворах кислот, щелочное – в растворах щелочей. При тепловой операции нержавейка обрабатывается в одной из следующих сред:
- растопленные соли;
- раствор спирта и аммиака в парообразном виде;
- в пароперегретой атмосфере.
Тепловое воронение осуществляется при высоких температурах (от 250 до 850 °С) в особых установках. Понятно, что таковые имеются только в специальных мастерских. Именно в них и следует заказывать декоративное воронение изделий из нержавеющей стали, используемых в быту. А вот холодное чернение может выполняться и дома.
Еще один способ обработки нержавейки – ее покраска. Такая операция может производиться порошковыми или жидкими составами. Первые считаются более предпочтительными, так как они обеспечивают получение на поверхности окрашенных изделий высокопрочной пленки, которая защищает металл от химических, температурных, механических и коррозионных воздействий.
