Стилоскопирование сварных швов что это такое?
Что такое стилоскопирование сварных швов
Среди неразрушающих методов контроля сварных швов стилоскопирование металла – самый «древний». Он был внедрен в 30-е годы прошлого века. Применяется для проверки однородности соединений сосудов высокого давления, котлов, трубопроводов, нагруженных сварочных металлоконструкций. Стилоскопированием быстро определяют вредные примеси, хотя точность результата во многом зависит от зоркости оператора, метод надежный. Порядок стилоскопирования сварных швов регламентирован ГОСТ 7122-81, он указывается в нормативно-технической документации для многих видов работ: при производстве трубопроводов, сварных технологических емкостей, опорных конструкций.

Что такое стилоскопирование
Во-первых, это экспресс-метод химсостава сварных соединений, наличия в металле углерода, серы, фосфора, других легирующих элементов. Говоря языком учебников, стилоскопирование швов – это неразрушающий метод контроля, основанный на сравнении спектральных линий испаряющихся паров расплава с эталонными снимками. По спектру сложно определить концентрацию компонентов. Оператор делает оценку «на глазок». Результат стилоскопирования всегда субъективный. Но серьезных аварий после тестирования сварных швов удается избежать.
Область применения
Выявление компонентов, снижающих качество сварных швов, главная цель стилоскопирования. Металл способен насыщаться газами в процессе сварки, элементы выгорают при температуре, превышающей точку плавления. Анализ выявляет нарушения технологии изготовления сварных сосудов, трубопроводов. Под давлением дефектное соединение может лопнуть.
Стилоскопирование металла шва проводят с целью определения химического состава. Фосфор, углерод определяют в искровом режиме, остальные компоненты – в спектре дуги. Качественный контроль необходим при производстве литых изделий. Стилоскопированием определяют марку стали во время приемки металла на склад или при разборе лома. Переносными моделями можно пользоваться в любых условиях, перед сборкой или ремонтом металлоконструкций, при необходимости, проверяют химсостав заготовок.
Преимущества и недостатки
Стилоскопирование популярно из-за:
- простоты применения;
- возможности анализировать металл, сварные швы на месте, без транспортировки в лабораторию; быстрое получение результатов;
- длительность использования расходных материалов;
- не нарушается целостность образцов и проверяемых сварных швов;
- не требуется серьезных капиталовложений.
- субъективность оценки спектра, мнение операторов при стилоскопировании одних и тех же участков сварных швов может не совпадать;
- требуется опыт для достоверности результата, для спектрального анализа отводится несколько секунд (при длительном воздействии дуги металл будет перегреваться);
- низкая точность количественной оценки, оператор визуально определяет яркость свечения спектральной линии.
Исследование связано с воздействием вредных факторов: приходится вдыхать пары металла, если в приборе не предусмотрено вентилирование. Напрягаются глаза.
Порядок проведения контроля
От корректной подготовки оборудования зависит достоверность анализа. Перед процедурой стилоскопирования сварных швов необходимо правильно заточить электродную иглу на токарном станке или шлифовальном круге. В полевых условиях, когда у оператора нет заранее подготовленных электродов, перед каждой пробой кончик правят напильником.
Этапы проведения проверки:
- из общего объема работ каждого из сварщиков выбирают участки контроля сварных швов размером 20х20 мм;
- зачищают швы до блеска металлической щеткой, чтобы устранить окалину;
- фиксируют оборудование в удобном положении, чтобы свет дуги попадал в щель анализатора;
- маркируют контрольные точки стыков, делают соответствующие отметки в картах контроля;
- выставляют головку аппарата на расстоянии 5 мм, перпендикулярно анализируемой поверхности;
- разжигают дугу, касаясь металла электродной иглой;
- наводят резкость окуляра, визуально оценивают спектр испаряющихся паров по атласу контроля, для этого дугу удерживают в течение 10–15 секунд;
- фиксируют результат в журнале;
- на основании анализа составляется итоговый протокол исследований.
Если при стилоскопировании в сварном шве обнаружены вредные примеси, проводится дополнительный анализ еще в трех точках.
Применяемое оборудование
Производители выпускают стилоскопы двух типов:
Стационарные ограничены параметрами исследуемого узла, они обычно габаритные, устанавливаются в лабораториях. Отличаются высокой чувствительностью, длительной работой, подключаются к стандартной сети. Они не перегреваются, оценка спектра проводится в автоматическом режиме.
Переносные приборы весят от 2 до 5 кг, они идут в комплекте с мобильным силовым модулем. Предназначены для исследования габаритных металлоконструкций, работы в полевых условиях. Для стилоскопирования труднодоступных участков созданы модели с подвижным блоком прожига, он закреплен на гибком оптоволоконном проводе.
Современное оборудование для контроля сварных швов оснащается фотографирующим блоком, компьютером с программой автоматического распознавания спектра по снимку. Такие приборы выдают объективные результаты.
Устройство и принцип работы
Набор основных узлов у всех стилоскопов одинаковый. Центральная часть прибора – фотометрический клин с трехлинзовой системой, у каждой свое фокусное расстояние. Через него проходит пучок света, попадающий в приемную щель размером до 20 микрон. Затем свет попадает на пару трапециевидных призм. Отражаясь от них, направляется в окуляр. Для удобства работы делают съемные окуляры с разной кратностью увеличения, чтобы можно было рассмотреть тонкие линии спектра.
Сменными элементами являются электроды, их делают из различных металлов:
- стали;
- меди;
- вольфрама;
- молибдена.
В процессе заточки электроды стачиваются. Их заменяют на новые. Генератор монтируется в корпус прибора или делается самостоятельным узлом.
Принцип действия стилоскопа основан на способности металла испаряться под действием дуги. По свечению паров методом спектрального анализа определяется компонентный состав металла. В прилагаемом к прибору атласе представлены световые характеристики основных компонентов сплавов. По яркости свечения операторы судят о концентрации примесей.
Стилоскопирование – один из неразрушающих способов контроля сварных швов. Примеси в металле могут стать причиной внутренних дефектов, снижающих прочность соединения. Контроль проводится на трубопроводах, сосудах высокого давления. Стилоскопом пользуются для определения марки стали.
Стилоскопирование — выявляем дефекты
При сваривании емкостей или труб, работающих под давлением, или рассчитанных на химически агрессивную среду, от температуры дуги происходит частичное выгорание легирующих элементов в металле. Чтобы компенсировать такие потери используют присадочную проволоку с подходящим составом, усиливающую сварной шов. Но если сварщик держал дугу очень долго, или неверно выбрал проволоку, то это может не помочь. Впоследствии, такое соединение быстро подвергнется коррозии и даст течь. Чтобы убедиться в правильности выполнения подобных работ, используют стилоскопирование сварных швов. Процедура, проводимая специальным оборудованием, позволяет «увидеть» наличие и количество легирующих примесей, оставшихся после сварки в металле. По какому принципу работают такие устройства? Как выглядит этот процесс и где он применяется?

Стилоскопия, как метод контроля
Удостоверяться в качественном выполнении сварочных работ можно по-разному. Для некоторых способов требуется выполнять срез шва, или на него оказывается давление, предназначенное для проверки его сопротивления усилию. В отличие от таких способов, стилоскопирование — это неразрушающий способ изучения состава и количества легирующих примесей, который дает определенное представление о качестве сварного соединения.
Метод контроля основан на том, что у каждого легирующего элемента, при пропуске его паров от электрической дуги через призму, образовывается свой уникальный спектр (луч из семи цветов), с определенной широтой и яркостью отдельных линий. Для определения результатов созданы тематические атласы, в которых показы спектры всех основных веществ. Специалист, осуществляющий проверку металла, сравнивает показания в окуляре стилоскопа с известными элементами. Выраженность этого спектра говорит о количестве вещества в составе стали.
Стилоскопирование металла проводится как в стационарных условиях большими аппаратами, так и на выезде, где используются компактные модели. Проверяющий подносит устройство к поверхности изделия. На головке прибора имеется специальный электрод. Между ним и готовым сварочным швом зажигается электрическая дуга. Металл начинает немного плавиться, а его испарения подниматься вверх. Свет от дуги, проходящий через пары металла, попадает в приемную щель прибора, где обрабатывается группой линз, и передается для раскладки на спектр. Оператор видит результат в окне прибора. Чтобы хорошо рассмотреть излучаемый свет и его цветовую гамму, можно удерживать включенную дугу или повторить процедуру.
Неразрушимый метод контроля позволяет установить наличие повышающих прочность стали веществ:
- марганца;
- кремния;
- хрома;
- молибдена;
- никеля;
- ванадия;
- вольфрама;
- титана.
Области применения
Процедуре определения химического состава стали сварных швов подвергаются все изделия, которые будут работать под высоким давлением. Сюда относятся: баллоны, гидравлические цилиндры, тонкие трубки распределительных систем. Обязательной проверке подлежат емкости предназначенные для химической промышленности и трубопроводы, задействованные в коммуникационных путях агрессивных веществ.
Метод контроля применяется и после ремонтных работ на описанных выше установках. Например, если на каком-то участке были заменены фланцы, или коллектор, то сварные швы требуется проверить заново. Когда в сварочных работах участвовало несколько сварщиков, то проверяются швы каждого специалиста, а не только с одной стороны. Проверенные участки обозначаются на чертежах, чтобы потом их можно было легко идентифицировать, если потребуется переделывание работ в случае обнаружения брака.
Преимущества и недостатки метода
У стилоскопирования есть ряд «плюсов», благодаря которым это оборудование продолжает применяться на соответствующих работах. Среди положительных сторон способа контроля следующие:
- после проверки сохраняется целостность изделия;
- размеры оборудования позволяют размещать его рядом с рабочим местом;
- устройство, при подходящей вентиляции, безопасно для здоровья;
- помогает определить наличие и количество большинства известных примесей.
Но имеются и недостатки у данной методики. Научиться различать вещества по яркости свечения и ширине линий требует времени. Подготовка оператора может занять до шести месяцев. Пройдя обучение, оценка результата все равно будет зависеть от субъективного мнения специалиста и его опыта. Два оператора могут сделать разные заключения. Хотя методика позволяет выявить наличие или отсутствие легирующих элементов, по ней невозможно определить содержание серы и углерода, которые, в определенных количествах, могут оказать отрицательное влияние на шов. Слабое свечение от электрической дуги перегружает сетчатку глаз и портит зрение. Без вытяжки оператор вдыхает вредные газы в легкие.
Выполнение проверки
Процедура определения химического состава металла путем стилоскопирования производится в следующей последовательности:
- Выбираются соединения в разных местах конструкции (днище, фланцы, патрубки). Если однотипные швы варили несколько сварщиков, то места для проверки назначаются по каждому сотруднику отдельно.
- Участок шва должен быть зачищен в размере 20 х 20 мм. Это производится металлической щеткой.
- Одновременно удаляются следы масла и окалины.
- Головка аппарата подносится к изделию на расстояние 5 мм и происходит касание электродом шва. Зажигается электрическая дуга.
- Чтобы свет попадал в щель устройства, головку удерживают перпендикулярно проверяемой поверхности.
- Для определения спектра можно задерживать дугу на изделии на 10-15 с.
- В случае неудовлетворительного результата происходит повторная проверка на большем количестве швов, чтобы определить масштаб работ по переделке соединений. Если проверка второй степени показывает отсутствие легирующих веществ в нужном количестве, то проверяются все соединения подобного типа.
Используемое оборудование
При стилоскопировании сварочных швов задействуют соответствующее оборудование. Оно бывает больших размеров в лабораториях по сварке, и в виде переносных устройств на производстве. Независимо от размеров, все аппараты имеют схожий принцип работы и набор основных узлов.
Одним из рабочих элементов является электрод, зажигающий дугу на изделии. Он может быть из меди, стали, вольфрама, или молибдена. Для его корректной работы требуется правильная заточка кончика, которую делают на токарном станке или шлифовальном круге. Неудобство заключается в правке кончика иглы перед каждой пробой. Поэтому для работы операторы носят по несколько электродов в комплекте. Источником тока служит генератор, входящий в корпус оборудования. Он подает ток на стержень и возбуждает дугу.
Свет от дуги, проходя через пары металла, попадает в приемную щель. Ширина последней может колебаться от 0,01 до 0,02 мм, что зависит от модели оборудования. Ключевым элементом в распознавании типа примеси служит ряд линз, находящихся внутри оборудования. Фотометрический клин представляет собой трехлинзовую систему с разным фокусным расстоянием. Пучок света, проходя через него, попадает на две трапециевидные призмы, отражаясь от которых направляется в объектив окуляра. Последний может быть сменный, и обладать различной степенью увеличения, что важно для изучения тоненьких линий спектра.
Стилоскопирование швов позволяет оценивать качество сварки и ее соответствие для конкретного предназначения. Этот метод не лишен недостатков, но без него многие изделия в химической промышленности быстрее бы приходили в негодность.
Что такое стилоскопирование сварных швов? С какой целью проводят?
Стилоскопирование швов сварных соединений является одним из видов контроля качества. Несмотря на невысокую точность, он широко применяется при производстве сосудов и трубопроводов с целью быстрого определения легирующих компонентов и некоторых вредных примесей.
Порядок проведения работ, объем и места анализа регламентируются отраслевыми руководящими документами и государственными стандартами.
Стилоскопирование сварных швов – что это такое?
Стилоскопирование – это экспрессный метод оценки химсостава металла сварного шва на соответствие требованиям НТД (нормативно-технической документации). Он основан на визуальном контроле, который заключается в сравнении яркости полученных спектральных линий с эталонными снимками.

Впервые этот метод был внедрен в практику в 30-е гг. XX века и широко применяется в промышленности до сих пор.
С помощью стилоскопирования можно определить наличие следующих веществ в сталях и цветных сплавах:
- легирующие добавки (хром, никель, вольфрам, молибден, титан и другие);
- углерод;
- сера;
- фосфор.
Данный метод контроля относится к качественному и полуколичественному (субъективному) типу анализа, то есть он применяется в тех случаях, когда отсутствуют высокие требования к точности измерений.
Стилоскопирование проводится также в качестве первого шага оценки качества сварных швов ответственных соединений. Если его результаты не удовлетворяют требованиям НТД, то производятся другие виды исследования, на основании которых делают окончательное заключение о пригодности соединения.
Области применения
Стилоскопический анализ проводится в следующих случаях:
- входной контроль поступающих на предприятие сборочных узлов или изделий (требования к проведению стилоскопирования – в ГОСТ 24297-2013);
- монтаж и ремонт оборудования;
- сборочно-сварочные работы.
Контроль качества может производиться как в цеховых, так и в полевых условиях (при наличии сети переменного тока для питания источника возбуждения спектра).

Кроме того, благодаря универсальности стилоскопов, их можно использовать для других операций:
- качественный контроль сырья и материалов;
- разбраковка металлопроката;
- сортировка металлического лома;
- анализ химического состава отливок;
- контроль марок металла деталей перед их сборкой.
Нормативная документация
Необходимость стилоскопирования сварных соединений определяется конструкторской и проектной документацией, техническими нормативами, установленными в организации-изготовителе металлоконструкций и оборудования.
Требования к проведению такого контроля имеются также в отношении следующих объектов:
- сосуды и аппараты, которые работают под давлением, – РД 26.260.15-2001, ПБ 10-576-03;
- детали энергетических установок (тепловые электрические станции) – РД 34.17.416-96;
- трубопроводы пара и горячей воды – ПБ 10-573-034;
- технологические трубопроводы из теплоустойчивых и высоколегированных сталей – РД 51-31323949-38-98 (ОАО «Газпром»);
- паровые и водогрейные котлы – ПБ 10-574-03.
Чаще всего стилоскопированию подвергают узлы, изготовленные из нержавеющих и жаропрочных легированных сталей для определения хрома и молибдена.
Человеческий фактор и надежность металлоконструкций
Материал деталей подбирается конструктором так, чтобы обеспечить их наилучшую свариваемость. Марка электрода также оговаривается в нормативной документации на проектирование и проведение сварочных работ.

В связи с этим может возникнуть вопрос – с какой целью проводят стилоскопирование металла шва?
Нарушение проектных условий сварки может наблюдаться в том случае, если произошла случайная замена нормативного материала детали или в результате неправильного подбора электрода сварщиком.
Проведение «быстрого» спектрального анализа позволяет предотвратить в последующем аварийный выход из строя установки или разрушение металлоконструкции.
С помощью стилоскопа можно на месте оценить содержание сотых долей элементов в стали и сплавах. Общая длительность данного вида контроля составляет порядка 2-3 минут, не требует сложной подготовки, а изделие после операции контроля может сразу использоваться по своему назначению.
Физические основы метода
Стилоскопирование – это неразрушающий метод контроля, основанный на явлении свечения паров металла в дуговом разряде (низковольтной искре). Последний создается с помощью системы двух электродов, одним из которых является исследуемый образец, а вторым – «постоянный» электрод прибора.
Его изготавливают в виде стального стержня или медного диска. Во время горения дуги осуществляется перенос вещества с электродов, а пространство между ними заполняется раскаленными парами.
Для каждого вида металла характерны свои линии спектра. Излучение светящихся паров направляется в оптическую систему стилоскопа, где в призме происходит его разложение в спектральные линии с определенной длиной волны. Их можно наблюдать в окуляре. Если в спектре присутствуют линии того или иного химического элемента, то это значит, что он имеется в материале сварного шва и наоборот.
Качественная оценка производится по спектрограммам, собранным в атласе, а полуколичественная – по таблицам сравнительной интенсивности. Эти данные прилагаются в комплекте к спектрометру.
Смотрите видео-сюжет про применение неразрушающих методов контроля:
Порядок выполнения анализа
Стилоскопирование сварных соединений осуществляется в следующем порядке:
- подготовка поверхностей электродов (зачистка шва до блеска, устранение краски, ржавчины и других пороков, заточка электрода стилоскопа напильником или на токарном станке);
- установка сварного соединения на стол (для малогабаритных узлов), при необходимости – его закрепление;
- маркировка исследуемых стыков для последующего фиксирования результатов в картах контроля;
выставление расстояние от электрода до образца по шаблону; - зажигание электрической дуги или искры;
- регулировка окуляра для наведения максимальной резкости изображения;
- визуальная оценка анализируемого образца, фиксирование результата в контрольном журнале, составление протокола.
Если сварной шов выполнен двумя и более сварщиками, то производится контроль каждого участка. При получении неудовлетворительных результатов делают дополнительный анализ в 3 точках.
Смотрите интересное видео — стилоскопирование, спектральный анализ:
Типы стилоскопов
В промышленности выпускают 2 основных вида стилоскопов:
- Переносные. Их назначение – экспресс-анализ в цехах, на складах и в полевых условиях, а также контроль крупногабаритных изделий. Масса мобильных устройств без силового модуля колеблется в пределах 2-5 кг.
- Стационарные. Применяются в основном в лабораторных условиях. Имеют большую чувствительность и возможность более длительной работы (меньше перегреваются), но существенным ограничением их использования является размер исследуемого узла.
В продаже имеются также гибкие стилоскопы для работы в труднодоступных местах. У таких моделей блок прожига закреплен на оптико-волоконном проводе.
Видео-обзор стилоскопа СЛ-13, который предназначен для эмиссионного визуального качественного и полуколичественного анализа сталей, цветных металлов и сплавов:
Основные параметры приборов
Основными характеристиками стилоскопов являются:
- Спектральный диапазон. При выборе аппарата следует учитывать, что модели старого образца имеют довольно узкий спектр, то есть могут определить не все примеси.
- Разрешающая способность.
- Увеличение окуляра.
- Светосила, характеризующая разницу в яркости свечения паров и изображения, даваемого оптической системой.
- Фокусное расстояние объектива и окуляра.
Устройство приборов
Стилоскопы состоят из 2 основных блоков:
- «Ружье» с оптическим блоком и блоком прожига, в котором находится электрод.
- Генератор, от мощности которого зависит максимальная продолжительность анализа. В его составе имеются силовой трансформатор, амперметр, катушка индуктивности, блоки сопротивления и конденсации, переключатели, индикаторы, кабельные разъемы.
Современные модели стилоскопов также оснащены портом USB или аналоговым входом для соединения с цифровыми устройствами, могут иметь ЖК-дисплей и фотографирующее устройство (камеру-окуляр) для сохранения изображения.
Преимущества и недостатки
К преимуществам стилоскопического анализа сварных швов относятся:
- более быстрое получение результатов по сравнению с лабораторными видами химического анализа;
- универсальность;
- сохранение целостности изделия, отсутствие необходимости вырезать образцы сварных швов;
- высокая надежность работы оборудования;
- низкая цена (от 300 тыс. рублей) по сравнению с лазерными и рентгенофлуоресцентными анализаторами (от 1 800 тыс. рублей);
- простота конструкции стилоскопов и удобство их эксплуатации.
Недостатками этого метода контроля являются:
- Низкая точность (погрешность в среднем порядка 20%). Зависимость результата от опыта и квалификации оператора.
- Суженная область применения – только для металлических материалов (для неметаллов невозможно создать дуговой разряд).
- Большая нагрузка на зрение оператора.
- Невозможность проведения анализа для труднодоступных сварных швов.
- Отсутствие устройств, фиксирующих изображение в традиционных моделях стилоскопов.
- Возможность перегрева образца или прибора при длительном наблюдении.
Стилоскопирование сварных швов
Автор: Игорь
Дата: 17.10.2016
- Статья
- Фото
- Видео
Во время сваривания металлических изделий на поверхности шва, а также внутри него, могут образовываться различные дефекты. Любой из них снижает качество соединения, так что при воздействии нагрузок данное место может сломаться. Некоторые из них приводят к разгерметизации полости, так как в них присутствуют микротрещины, что недопустимо для эксплуатации таких изделий. Но при температурном воздействии, которое возникает от сварочной дуги или газа, некоторые легирующие элементы могут испаряться. Чтобы выявить наличие дефектов еще перед непосредственным использованием деталей, существуют различные способы. Одним из таких является стилоскопирование сварных швов. Этот метод настроен на то, чтобы определить количество легирующих элементов в шве. Здесь применяется спектральный анализ.

Стилоскопирование сварных швов
Стилоскопирование сварных швов и основного металла применяется для трубопроводов, котлов и прочих изделий, которые производятся из легированной стали. Когда металл раскаляется до высокой температуры, от него исходит пар. У каждого металла имеется свой уникальный спектр, по которому и можно определить, что именно входит в состав. При сваривании легированных металлов зачастую используют добавочные материалы, которые призваны компенсировать недостаток возникающий за счет выгорания. Стилоскопирование сварных швов для нержавейки и других металлов может проводиться два раза. Если первый раз получаются удовлетворительные результаты, то необходимости в повторном анализе не возникает, но в ином случае процедура проводится второй раз, только на этой раз увеличивается количество точек. Если и в этот раз результаты неудовлетворительные, то проводится химический анализ деталей. Этот анализ является уже окончательным. Если во время него удалось найти несоответствие требованиям, то стилоскопирование проходят все однотипные сварные швы, которые выполнял этот же сварщик.

Стилоскопирование сварных швов металла
Для проведения процедуры используется специальное устройство, которым является стилоскоп. Он может применяться как в лаборатории, так и в цеху. Определение, к какой именно марке металла относится тот или иной фрагмент, определяется оператором данного аппарата. Такой метод практически не применяется в частной сфере или при работе с металлоконструкциями, обладающие относительно небольшой ответственностью. Он актуален в тех местах, где нужно точное соблюдение состава. Это может быть сварка нержавеющей стали и других высоколегированных сплавов.
Преимущества 
- Благодаря такому методу можно не разрушая изделие узнать его состав;
- Аппараты безопасны для человеческого здоровья;
- Техника может размещаться непосредственно в рабочем цеху;
- Работает в узконаправленной области.
Недостатки
- Данный способ достаточно сложен в исполнении и требует специальной подготовки операторов;
- Обучение оператора для работы на начальном уровне требует около двух месяцев, а для нормального анализа человек должен проработать около полугода, чтобы разбираться во всех нюансах полученных данных;
- Сложно определять наличие примесей;
- Результаты очень сильно зависят от субъективного человеческого фактора и опытности оператора;
- Здесь невозможно узнать содержание серы, углерода и фосфора в сталях, хотя эти элементы могут оказаться очень вредными для металла;
- Длительная работа здесь хоть и не оказывает радиационного воздействия, как это происходит при рентгенографическом контроле сварных соединений, но со временем портит зрение.
Устройство и принцип работы установки
Разобравшись с тем, что такое стилоскопирование сварных швов, стоит более подробно остановиться на том, что такое стилоскоп и как он работает. Это устройство, которое обладает автоколлимационную оптическую систему. На этой системе имеется фотометрический клин. Прибор ограждается кожухом корпуса. В самом стилоскопе имеется встроенный генератор дуги.
Одной из особенностей устройства является то, что его оптическая схема вытянута в горизонтальном направлении. От источника света излучение проходит в щель, которая расположена в трехлинзовой осветительной системе. У каждой линзы имеется свое фокусное расстояние, которое составляет 50, 60 и 70 мм. Благодаря этому, щель получает равномерное освещение. Ее размер составляет всего 0,02 мм. Щель вырезают в металлической пластине, располагаемой на стеклянной детали, которая приклеена к осветительной линзе.

Пучок света направляется на объектив при помощи трапециевидной призмы. Фокусное расстояние в данной призме составляет 275 мм. Одна диспергирующая призма закрепляется неподвижно. Еще в одной призме имеется зеркальное покрытие, которое может поворачиваться. Это необходимо для того, чтобы спектр мог переместиться точно в поле зрения окуляра. Когда лучи попадают на посеребренный катет подвижной призмы, то они проходят еще через две предыдущие и попадают на зеркало. И только отражаясь от него попадают в окуляр, где их и может рассмотреть оператор.

Принцип работы стилоскопа
В приборе может быть несколько сменных окуляров. Зачастую используются аксессуары с увеличением на 13 или 20 крат. Чем меньше увеличение, тем выше поле зрения. Это особенно полезно, когда происходит анализ спектров, в котором относительно небольшое количество линий. Фотометрический клин располагается в фокальной плоскости окуляра. Это узкая полоска платинового слоя, закрепленная между двух стеклянных пластин. Благодаря ему, возможности аппарата становится значительно более широкими. Он дает равномерное освещение щели, но интенсивность спектра при этом становится относительно небольшой. Дуговой генератор, идущий в комплекте с устройством, ставится непосредственно под спектральным аппаратом
Методика проведения анализа
Стилосокпирование сварных швов проводится по ГОСТ 7122-81. Для начала изделие подготавливается перед анализом. С него убирают все лишние части, такие как шлак, частички металла и поверхность зачищают. Затем образец располагают возле медного электрода стилоскопа и зажигают разряд. Он может быть дуговым, искровым или комбинированным. В это время оператор наблюдает, какой цветовой спектр был у этого разряда. Во время вращения ручки прибора можно просмотреть весь спектр от красной до фиолетовой области. Особенно хорошо просматриваются те участки, которые соответствуют цвету примесей.
Поиск такой области осуществляется по атласу для стилоскопа. Когда оператору удалось идентифицировать такую линию, то он сравнивает яркость ее свечения с теми линиями, которые граничат с основой. Далее, по соответствующим таблицам из того же атласа он определяет концентрацию примеси относительно яркости ее свечения. Для точного определения результатов опыты проводятся несколько раз.
Меры безопасности
Этот способ является вполне безопасным для человека, так что здесь достаточно применять элементарные меры электробезопасности. Не следует допускать перегрева прибора, а если это уже случилось, то нужно дать ему остыть.
Ndt Control
| 8 (800) 302-68-20 Бесплатный звонок по РФ +7 (343) 200-50-22 lab@ndt-control.ru |
 Обратная связь |

Стилоскопирование и анализ состава металла в Екатеринбурге
Определение состава, анализ структуры металла и обнаружение возможных дефектов сварных швов осуществляются с помощью различных неразрушающих методов контроля. Одним из таких способов является стилоскопирование (спектральный анализ сварных соединений и швов). В процессе стилоскопирования определяется структура и содержание металла. Данную диагностику проводят для того, чтобы установить соответствуют ли используемые сварочные материалы требованиям проекта к маркировке металла и инструкциям по сварке.
Основные определения и понятия

В сварных соединениях различных конструкций, например, работающих под давлением или рассчитанных на содержание агрессивных сред котлов и трубопроводов, из-за воздействия температуры сварочной дуги может произойти частичное выгорание легирующих элементов в свариваемом металле. Чтобы избежать таких последствий, специалисты используют присадочную проволоку с подходящим составом, который позволяет усилить сварной шов. Если же сварщик держал дугу очень долго, или выбрал проволоку ошибочно, такие меры могут не помочь и впоследствии шов быстро подвергнется коррозии и даст течь. Чтобы убедиться в качестве выполненных работ, применяется стилоскопирование сварных соединений, или, иными словами, проводится проверка состава металла.
Стилоскопирование сварных соединений — это качественный спектральный неразрушающий анализ материала, направленный на определение легирующих элементов. Такому контролю необходимо подвергать все нагревающиеся элементы трубопроводов и котлов, материалом изготовления которых является легированная сталь. Кроме того, подобной диагностике также подвергается наплавленный металл сварных швов этих изделий.
Контроль структуры и состава металла осуществляется посредством стилоскопов. Это специальные приборы, с помощью которых можно осуществить предварительный анализ и разбраковку металлов по спектрам излучения, а также проверить состав металла в сварных соединениях.
Приборы для стилоскопирования
Для спектрального анализа, или стилоскопии сварных швов применяется специализированное оборудование. Приборы для данного метода бывают крупногабаритные – такие применяются в лабораторных условиях, и портативные, переносные, адаптированные под полевые условия и для диагностики на выезде. Вне зависимости от размеров, всё оборудование имеет схожий принцип действия и состоит из похожего комплекта элементов и узлов.
Что касается принципа работы, то она основывается на действии такого элемента, как электрод, установленный на головке прибора. Именно он зажигает дугу на изделии. Для изготовления электрода используется медь, сталь, вольфрам, или молибден. Чтобы данный элемент работал корректно необходимо произвести правильную заточку кончика, которая делается при помощи токарного станка или шлифовального круга. Недостаток данного устройства заключается в том, что правку кончика иглы необходимо проводить перед каждой пробой, либо иметь при себе сменный комплект электродов. Источником тока в приборе является генератор, подсоединённый к корпусу устройства. Посредством данного элемента на стержень подается ток и возбуждает дугу. Излучение от дуги проходит через пары металла и поступает в приемную щель, ширина которой составляет от 0,01 до 0,02 мм, в зависимости от модели прибора. Для распознавания типа вещества предусмотрен ряд линз, которые установлены внутри оборудования. Фотометрический клин, или трехлинзовая система с разным фокусным расстоянием, принимает пучок света на две трапециевидные призмы, отражается от них, а затем направляется в объектив окуляра. Окуляр в приборе может быть сменным и иметь различную степень увеличения, что важно для диагностики тоненьких линий спектра.
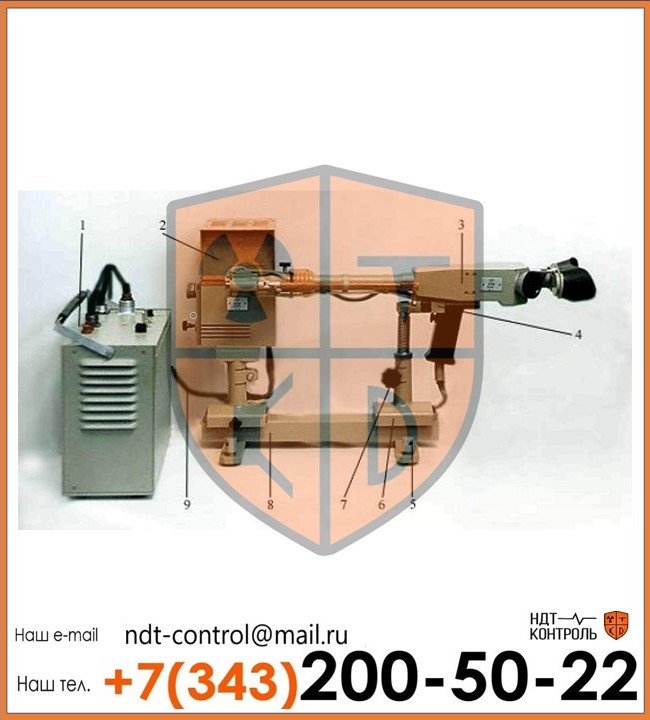
На фото изображен стандартный прибор для стилоскопирования, состоящий из блока питания (1), источника света (2), стилоскопа (3), крепежного устройства (4), подставок (5,6), выдвижного винта (7), рельсы (8) и кабеля (9).
Как говорилось выше, приборы для стилоскопии бывают переносными и стационарными, а значит, их можно применять в цехах и в лабораториях.
Основные технические характеристики универсального прибора для стилоскопирования
Диапазон длин волн, нм
Обратная линейная дисперсия, нм/мм
Потребляемая мощность, В·А
Питание от сети переменного тока:
Габариты, мм, не более:
Принцип действия и основные этапы проведения стилоскопирования сварных соединений
Анализ качества выполненных сварочных работ (или тест на состав металла в сплавах) проводится по-разному. В ряде случаев производится срез сварного шва, или его подвергают воздействию давлением, чтобы определить его сопротивления усилию. Но наиболее подходящим для решения данной задачи считается стилоскопирование, один из методов неразрушающего контроля, направленный на анализ состава и количества легирующих примесей и дающий определенное представление о качестве и надежности сварного шва. Считается, что проверить состав металла именно таким способом будет гораздо эффективнее и проще, чем прибегнуть к разрушающим методам контроля.
Данная проверка состава и структуры металла основывается на свойстве каждого легирующего элемента создавать свой уникальный спектр, в процессе пропуска его паров от электрической дуги через призму, с определенной широтой и яркостью отдельных линий (в луче из семи цветов). Для оценки результатов разработаны специальные тематические атласы, которые содержат спектры всех основных веществ. Осуществляющий стилоскопирование специалист сопоставляет показания в окуляре стилоскопа с известными элементами в атласе. Преобладание того или иного спектра говорит о характере и количестве вещества, входящего в состав стали.
Стилоскопирование, или спектральный анализ металла производится и в стационарных условиях, с помощью больших аппаратов, и на выезде, посредством компактных моделей.
Более подробно принцип действия стилоскопирования выглядит следующим образом:
- В процессе анализа, между двумя электродами (один электрод установлен на приборе, второй – это анализируемая проба) возбуждается, путем нагревания, импульсный электрический разряд.
- Излучение элементов, возбужденных в разряде атомов и входящих в состав пробы, улавливается полихроматором с вогнутой дифракционной решеткой и раскладывается в спектр.
- Благодаря тому, что каждый химический элемент имеет свою совокупность спектральных линий, обусловленную концентрацией элемента в пробе, удается установить характер, состав и количество того или иного элемента в металле.
- Полученный в ходе успешного анализа спектр расшифровывают с помощью специально разработанных таблиц и атласов спектров.
- Чтобы провести количественный анализ пробы, из спектра выделяют одну или несколько аналитических линий анализируемого элемента. Рассчитывается данная величина с помощью следующей формулы:
J(l ) = а × сb, где J – это интенсивность спектральной линии, l – длина, с — концентрацией элемента в пробе, а и b — величины, зависящие от условий анализа.
Процедура спектрального анализа:
- стилоскоп подносят к поверхности диагностируемого изделия;
- между специальным электродом, которым оборудована головка прибора, и сварочным соединением, зажигается электрическая дуга;
- начинается незначительная плавка металла, образовавшиеся в процессе испарения поднимаются вверх;
- свет от дуги, проходящий через пары металла, поступает в приемную щель аппарата, в котором он обрабатывается группой линз;
- полученный результат передается для раскладки на спектр;
- результат высвечивается в окне прибора;
- оператор обрабатывает полученный результат.
Если результаты диагностики были неудовлетворительные или неточные, то допускается повторная проверка состава металла сварочного шва, но уже на удвоенном количестве точек. Дефектные сварные соединения, обнаруженные при контроле, необходимо удалить, после этого швы повторно свариваются и вновь подвергаются стилоскопированию. Для более подробного изучения излучаемого света и его цветовой гаммы, можно удерживать включенную дугу более длительное время или повторить процедуру. Современное оборудование для стилоскопирования, как правило, совмещено с ЭВМ, способными полностью автоматизировать процесс анализа спектров. Поэтому, если вам срочно проверить состав металла, лучше всего сделать это методом стилосокпирования.

