Сварка алюминия аргоном настройка аппарата
Как варить алюминий аргонодуговой сваркой
Обеспечить качественное соединение деталей из алюминия можно только при сварке ТИГ. Обычным электродом можно заварить алюминиевый сплав для прочности, но он потребует более длительной последующей обработки. Сварка алюминия аргоном позволяет работать с материалом разной толщины, создавая аккуратные швы, обладающие при этом хорошими герметичными свойствами. Это особенно востребовано при ремонте автомобилей, катеров или различных емкостей. Но как варить этот специфичный материал впервые? Как настроить оборудование при сварке алюминия? Краткое руководство из статьи и видео урок помогут освоить это сложное дело.

Что необходимо учитывать при аргоновой сварке алюминия?
Сварка аргоном довольно универсальна, что позволяет соединять этим методом разные толщины материалов и работать со сплавами, считающимися трудносвариваемыми. Основой служит электрическая дуга, горящая между вольфрамовым электродом и изделием. Ее появление обеспечивается постоянным или переменным током, подающимся на горелку и массу, прикрепленную к свариваемым частям. Инертный газ выступает в качестве защиты сварочной ванны. Но алюминий и его сплавы имеют ряд специфичных особенностей, которые требуется знать и учитывать производя сварку.
Одной из трудностей служит оксидная пленка, образовывающаяся на поверхности материала. Она появляется при взаимодействии металла с кислородом. Плавится пленка при температуре 2000 градусов. Но сам алюминий начинает приобретать жидкую форму уже после 500 градусов. Поэтому выбрав слишком большую силу тока и расплавив оксид, невозможно вести шов. Установив малые параметры на аппарате не получается вообще начать процесс создания сварочной ванны. Поэтому аргонодуговая сварка алюминия подразумевает предварительную зачистку поверхности металла от оксида. Достигается это специальной щеткой или растворителем, после чего необходимо сразу начинать сварочный процесс.
Дополнительной сложностью является гигроскопичность материала. При высокой влажности окружающей среды алюминий впитывает часть воды из воздуха. Когда изделие начинает подвергаться нагреву от электрической дуги, то свариваемый материал выделяет влагу на поверхность. Это может отражаться на качестве формирования шва, плотности контакта с изделием, и пощипыванию малым напряжением сварщика, соприкасающегося с мокрыми участками. Хотя варить аргоном можно сразу, рекомендуется небольшой прогрев материала газовой горелкой при температуре 150 градусов. Это даст испариться лишней влаге и улучшит сварочный процесс.
Аргонная сварка алюминия требует и хорошей защиты расплавленного металла от внешнего воздуха. Для этого необходимо выставить правильный расход газа. Недостаточная подача последнего приведет к вспениванию металла и горению вольфрама. Чрезмерная продувка аргоном мешает формированию шва и сделает процесс более дорогим.
Еще одной сложностью для начинающих сварщиков является образование воронки в конце шва. Если дугу резко оборвать, то появляется кратер. Длительное удержание горелки на одном месте приводит к ненужному прогреву и расширению сварочной ванны. Поэтому аргоннодуговая сварка алюминиевых сплавов нуждается в дополнительных настройках режима затухания дуги, уменьшающего силу тока постепенно. Учитывая эти особенности материала, можно правильно выставить параметры напряжения и своими руками выполнить качественный шов.
Технология выполнения сварки для начинающих
Процесс аргоновой сварки алюминия выполняется не постоянным током, а переменным. Так можно добиться лучших результатов. Свой первый шов лучше начинать на тренировочной поверхности:
- Необходимо выставить пластины в удобное положение. Разделка кромок выполняется по тем же параметрам, что и остальные виды металлов.
- Желательно произвести прогрев материала до 150 градусов, чтобы удалить влагу.
- Щеткой снимается верхний тугоплавкий слой. В качестве альтернативы можно воспользоваться растворителем.
- Горелка подносится к изделию так, чтобы между электродом и поверхностью оставалось 3 мм. Нажимается кнопка и зажигается дуга. Текучесть алюминия зависит от примесей в составе.
- При возникновении небольшой лужицы расплавленного металла (сварочной ванны) можно подавать в зону сварки присадку.
- Горелку необходимо вести ровно, справа налево. Колебательные движения понадобятся в случае широкого шва. На переменном токе будет слышен характерный треск сварки.
- При завершении шва нажимается кнопка и дуга плавно затухает. Горелка удерживается над зоной сварки до полного прекращения продувки газом.
Настройка аппарата и режимы
TIG сварка алюминия возможна только там, где аппараты поддерживают работу не только постоянным током, но и переменным. Несмотря на частоту колебания напряжения, лучший шов получается при последнем варианте настройки. Полярность может быть как прямой, так и обратной. Параметры напряжения можно установить исходя из толщины материала:
| Толщина пластин, мм | Сила тока, А | Диаметр вольфрамового электрода, мм |
| 1 | 30 — 40 | 1.6 |
| 1.5 | 45 — 60 | 2.3 |
| 2 | 70 — 80 | 2.3 |
| 3 | 90 — 120 | 3.2 |
Подачу тока важно установить ступенчатого типа, с плавным розжигом, восходящим значением в процессе ведения шва, и постепенным затуханием при завершении горения. Это позволит избежать образования кратера в конце соединения.
Расход аргона при сварке выставляется на манометре, ближнем к газовому шлангу. Российские модели требуется установить в пределах от 6 до 11 литров. Это погрешность измерительного прибора, которая доводится до оптимального значения только практическим путем. Если манометр импортного производства (немецкий, чешский), то можно сразу поставить 8 литров.
В настройках аппарата важно установить и последующее время продувки газом, после прекращения горения дуги. Длительность подачи аргона выставляется на значение в пять секунд, что дает достаточно времени на застывание ванны и охлаждение электрода.
Выбор присадочного материала
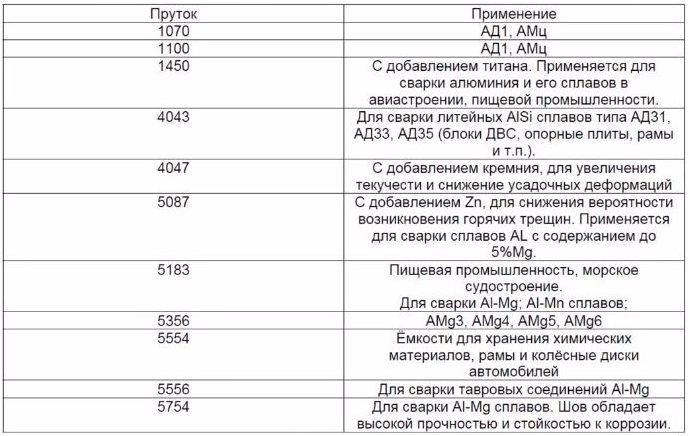
Поскольку алюминий плавится сравнительно быстро, то подобрав неверный диаметр присадочной проволоки, можно не успевать подавать ее в зону сварки и формировать шов. Поэтому толщина припоя должна быть такой же, как и толщина свариваемых пластин. Также необходимо быть внимательным и при выборе химического состава присадочного материала. Например, изделие из дюралюминия не получится заварить с прутком для пищевого алюминия. Помочь может таблица с номерами присадочной проволоки и ее предназначением:
| Маркировка присадки, № | Предназначение |
| 1070/1100 | АД1, АМц. |
| 5754 | Для сварки алюминия с примесью магния. |
| 1450 | Для сплавов, используемых в авиастроении. Присадка оснащена титановым включением, укрепляющим шов. |
| 5183 | Для пищевых емкостей и судостроения. |
| 5554 | Для колесных дисков и емкостей химической промышленности. |
| 4043 | Для сплавов с силумином, применяемых в строительстве. |
Подбор электрода
Технология сварки алюминия аргоном требует и правильного выбора вольфрамового электрода, диаметр которого должен быть максимально близок к толщине свариваемых частей. Заточка выполняется классическим способом, но без острого кончика, как в случае со сваркой нержавейки. Во время первых секунд горения электрод примет форму капли на конце и так придется вести шов. Вылет из сопла необходим на 3-5 мм, чтобы избежать перегрева вольфрама. При сварке мелкие брызги алюминия будут налипать на электрод, что потребует повторной заточки.
Научиться сваривать алюминий не просто. Но зная вышеизложенные принципы и просмотрев видео с уроками от специалистов, можно уверенно пробовать свои силы на практике.
Toyota MR2 i-VTEC › Бортжурнал › TIG. Учимся варить аргоном.

Всем привет и с наступившими!
Давно хотел научиться варить аргонно — дуговой сваркой или с английского TIG (tungsten inert gas). В отличии от других видов сварки (MMA — обычный электрод и MIG — полуавтомат), TIG сварка производится не плавящимся вольфрамовым электродом, что отдаленно напоминает работу паяльником. Так же TIG сваркой можно варить практически все типы цветных металлов, включая наиболее распространенный — алюминий в режиме переменного тока, что не возможно другими видами сварки. В отличии от обычной сварки, TIG сваркой можно варить в закрытом помещении, она более пожаробезопасна, не брызжет и не выделяет дыма (только нужна система вытяжки, что бы не дышать газом).
В общем сделал себе на новый год подарок, и собрал самый бюджетный набор начинающего TIG Сварщика.
Перед этим естественно почитал немного литературы про TIG сварку и посмотрел некоторые ролики на youtube где все достаточно подробно разжевано.
Для начала был приобретен обычный инвертор с функцией поджига дуги при TIG сварке.

Сам инвертор немецкий и вроде как даже немецкой сборки. Мне он достался новый на акции за 9 800 р.
Т.к. аппарат бюджетный, то он варит только в режиме прямого тока DC (Direct Current), т.е. нет возможности варить алюминий. Алюминий варится в режиме переменного тока AC (Alternating Current). Так что если нужно варить алюминий, аппарат должен работать в режиме DCAC.
Так как я начинающий сварщик, и бюджет мой был ограничен, то было решено в качестве первого знакомства с TIG сваркой взять самый бюджетный вариант и научится варить нержавейку. Тем более у меня стоит первоочередная задача переварить часть выхлопа и сделать 4-е крепление подушки двигателя. Аппарат имеет максимальный ток в 160 А, чего в принципе достаточно что бы варить металл толщиной до 4 мм.
Аппарат работает от розетки 220V, по размерам очень компактный, для него есть даже пластиковый чехол как для дрели=).
Итак аппарат куплен. Далее к нему отдельно были куплены: горелка — 2 950 р, баллон с заправленным аргоном на 10л — 3 900 р, редуктор на баллон для регулировки давления газа — 2 350 р. (не посмотрел и взял с функцией подогрева, ну да ладно), перчатки — 300 р., фитинги — быстросъём для газового шланга. Шлем для сварки у меня уже был, рекомендую брать сразу хамелеон. Итого набор начинающего TIG сварщика мне вышел в районе ± 20 т.р.
Если рассматривать сразу аппараты, с возможность варить алюминий, то это еще где то + 20 т.р.
Горелка обычная с ручным вентилем (про-во Италия). В комплекте сопла 5 и 6, два электрода 1,6 мм и 2,4 мм и цанги к ним. Электроды — имеют серую цветовую маркировку — универсальные. Есть так же целая цветовая палитра электродов под разные задачи (об этом чуть позже). Горелка имеет отдельно шланг под газ и подключается напрямую к редуктору баллона (на более дорогих аппаратах горелка вместе с шлангом для газа подключается к сварочному аппарату). Шланг просто одевается на фитинг редуктора. Отдельно замутил фитинги и сделал быстросъём как на пневмо инструменте.

Редуктор желательно брать с колбой с шариком.

При подключении фитингов и редуктора к балону используйте фум ленту для 100% герметичности. Сам газ — аргон продается в балонах 40, 10, и 5 литров. Я по не знанке купил в интернет магазине новый балон на 10л, и думал что он уже заправлен =), а он был конечно же пустой. Найти контору куда можно просто приехать и заправить балон не удалось, аргон везде продают на обмен (привез пустой, забрал другой полный и заплатил только за газ). Обычно на обмен новые балоны редкость, я нашел чуть чуть БУ =).


Перед установкой электрода в горелку, его необходимо предварительно заточить. Для этого пришлось еще купить бюджетный точильный станок, но он мне был уже давно нужен. Электроды затачиваются продольно самому электроду — это важно, т.е. полоски от заточки должны идти продольно а не поперек. Длинна заточки — 2 — 2,5 диаметра самого электрода, но я не сильно парился и точил на глаз.

Вылет электрода от сопла зависит от размера сопла, чем шире сопло, тем больше может вылет но и больше нужно расходовать газа. Основная задача — обеспечить работу сварки в среде газа.
Отдельно заказал себе на ebay и aliexpress наборы газовых линз с соплами и отдельно большую газовую линзу для обеспечения цветных швов, а так же золотые и синие наборы электродов на 1,6 мм и 2,4 мм (пока жду посылку).

Отдельно купил бу канальный вентилятор и замутил вытяжку над рабочим столом.

И так, все готово. Можно начинать делать первые шаги в TIG сварке. Для новичком рекомендуют начинать тренироваться на обычном прямом листе стали, что бы для начала почувствовать горелку в руке, научиться держать электрод над сварочной ванной на нужном расстоянии и вести горелку под правильным углом. У меня валялось два кусочка трубы — нержавейки 1,5 мм, поэтому решил не париться и начать с них.
Выставил аппарат на 35 Ампер, режим TIG. Поджиг дуги осуществляет очень просто — касаешся кончиком электрода об металл и чуть его поднимаешь, дуга образуется мгновенно. Никаких чириканий и прочей херни делать не нужно, кайф))).


Не айс конечно :). Начинать с трубы была не самая лучшая идея, тк нужно вести дугу постоянно меняя угол, что бы обеспечить правильный угол горелки (по мне где-то 60 гр.). Так же нужно выставить правильную силу тока. Т.к. пока опыта нет, и соответственно горелку быстро двигать не получается при этом обеспечивая нужную сварочную ванну, то ток выставлял не высокий. Со временем начинаешь контролировать сварочную ванную и это прям отдельный кайф ))).
Вторая попытка.

С верху что то вырисовывается, а вот изнутри провара нет. Значит нужно добавить тока. Чуть добавил и провар появился.

Если вы начинаете варить и у вас пошли искры как на MMA сварке значит забыли включить газ)))
Вот так это выглядит, буквально за 2 секунды.

А вот так электрод. Еще пару секунд и сопло бы поплавилось.

Мокнуть электроду в сварочную ванну для начинающих дело пустяковое, у меня за пару часов тренировки пару разков получилось. После этого 100% нужно перетачивать электрод, да и по виду все понятно.
Где то читал, что если правильно варить то на кончике электрода образуется маленький круглый шарик. У меня один раз так было. Если не затачивать электрод, то все сразу видно по дуге. Дуга становится не тонкая, а широкая и не сконцентрированная на одном участке, дуга постоянно гуляет по разным точкам металла.
Далее решил потренироваться на обычной пластине металла. После трубы конечно все намного проще. У меня была пару кусочков от крепления, в итоге получились интересные цветные швы. Видимо такой металл.

Слишком мало тока, нет провара.

Поднял ток до 50А,
С третьей попытки получилось даже красиво).


Далее решил вернуться к трубе. Отрезал как попало с большим зазором два кучка трубы нержавейки. В итоге получил такую картинку.

Для начала подумал много тока. Но примерно тоже самое получилось убавив ток с 50 до 35 Ампер. Значит дело не в токе. Просто имея зазор, металл начинал плавиться по зазору. Для этого нужно использовать присадочный пруток. У меня завалялся пруток нержа на 1,6 мм. Остался от ребят которые варили мне выхлоп.
Первые разы сварки с прутком конечно не удобные, пруток в левой руке кажется инородным и не привычно держать. Потом постепенно рука немного начала привыкать и удалось заварить дырку, но шовчик получился жирненьким)))

Жаль конечно что максимально можно 20 фото выложить(, так бы чуть по более накидал.
В завершении скажу, что затея со сваркой мне понравилась и в принципе процесс интересный. Нужно конечно набивать руку и пробовать разные варианты соединений металла. Возможно в будущем поснимаю сам процесс.
В общем продолжение следует однозначно).
Особенности сварки алюминия
Без алюминия трудно представить современный мир. Этот материал широко используется в различных конструкциях, в которых необходимо сваривать различные детали. Данный процесс имеет свою специфику. Сварка аргоном алюминия является одним из самых эффективных вариантов, а потому заслуживает особого внимания.
- Что нужно учитывать при сварке алюминия?
- Способы сварки алюминия
- Технология сварки алюминия с помощью аргона
- Что нужно для сварки?
- Как правильно подготовить алюминий?
- Подготовка аргона для сварки
- Процесс сварки алюминия аргоном
- Преимущества и недостатки сварки алюминия аргоном
- Настройка аргоновой сварки для алюминия
- Техника безопасности
Что нужно учитывать при сварке алюминия?
Сварка алюминия осложняется специфическими свойствами металла. Для качественного соединения необходимо учитывать следующие нюансы:
- Оксидная пленка. Она образуется при контакте металла с кислородом воздуха. Проблема заключается в большой разнице между температурами плавления алюминия и пленки: 650 и 2000 °С, соответственно. В результате оксид остается в сварном шве, создавая его неоднородность. Качественно варить алюминий можно только, удалив оксид и исключив контакт металла с кислородом.
- Низкая температура плавления и высокая текучесть расплава. Она вызывает быстрое вытекание расплавленного металла из сварочной зоны и сквозному прожиганию заготовки. Алюминий начинает переходить в жидкую фазу уже при температуре 500-520 °С.
- Повышенный коэффициент объемной усадки. Неправильный температурный режим вызывает появление напряжений в шве, что приводит к растрескиванию в нем и пришовной зоне, а также к деформации детали.
- Высокая теплопроводность алюминия. При сварке существенно увеличиваются потери тепловой энергии, которая быстро распространяется по всей заготовке. Это требует увеличение мощности аппарата.
- Быстрая кристаллизация. Это свойство алюминия приводит к появлению газовых пор в шве из-за неполного газовыделения при быстром отвердении металла.
- Алюминий практически не изменяет цвет при расплавлении, что затрудняет визуальный контроль процесса.
Все эти особенности должен учитывать сварщик-новичок. Настройка требует особой тщательности.
Способы сварки алюминия
Алюминий может вариться несколькими способами:
- Электродная сварка (ММА). Используются электроды УАНА, ОЗАНА, ОЗА-1 и -2, ОК 96.10 и 96.50. Применяется способ в малоответственных конструкциях и при толщине металла не менее 4 мм. Главный недостаток – недостаточная однородность шва, пористость, пониженная прочность.
- Полуавтоматическая или электродуговая сварка. В сварочную зону постоянно подается проволока с присадочным материалом. Соединение обеспечивается за счет электрической дуги. Оксидная пленка разрушается в результате катодного распыления, обеспечиваемого переменным током или постоянным током с обратной полярностью.
- Сварка в среде аргона. Самый распространенный способ – аргонодуговая сварка. Газ создает инертную среду без доступа кислорода, что устраняет образование оксидной пленки. Дуга зажигается между вольфрамовым электродом и заготовкой. В сварочную зону подается алюминиевая проволока.
Выбор способа зависит от конкретных требований к сварке и условий, а также наличия необходимого оборудования.
Технология сварки алюминия с помощью аргона
С появлением современного оборудования аргоновая сварка стала широко доступна даже для использования в бытовых условиях. Она может осуществляться в ручном (TIG сварка), полуавтоматическом и автоматическом режиме. Поможет осуществить сварку алюминия аргоном для начинающих пошаговая инструкция, она позволит сделать все правильно и качественно.
Что нужно для сварки?
Для осуществления сварки алюминия аргоном начинающему сварщику необходимо заранее приготовить:
- Источник тока — TIG-инвертор.
- Специальная аргонная горелка. Желательно в нее вставить газовую линзу (цангодержатель) для очистки газа.
- Баллон с аргоном и шланг для его соединения с горелкой.
- Присадочная проволока. Она выбирается с учетом марки алюминия или сплава. Для чистого алюминия рекомендуется пруток № 5356, для алюминия с примесями – пруток с кремнием №4043.
- Вольфрамовые электроды. Рекомендуемые марки: WT 20 (имеет красный наконечник), WC 20 (серый наконечник) или WL 15 (жёлтый наконечник). Минимальный диаметр электрода — 2,4 мм.
Как правильно подготовить алюминий?
Качественно сварить алюминий можно только после тщательной предварительной подготовки металлических заготовок. Прежде всего, необходимо очистить поверхность деталей от грязи, жира, машинных масел и окисной пленки. Можно использовать механический и химический метод очистки.
Механический способ подразумевает применение наждачной бумаги, шабера или металлической щетки. Лучше всего, применять специальную щетку для алюминия с нержавеющими проволоками диаметром не более 0,15 мм. Ее не следует использовать для обработки других металлов, чтобы не оставались на ней их частицы.
Химическую очистку можно произвести спиртом, ацетоном или специальными растворителями. Хорошо зарекомендовал себя такой состав: раствор едкого натра (50 г) и фтористого натрия (45 г) в воде (1 л). После обработки таким растворителем чистота поверхности сохраняется до 4 суток.
Непосредственно перед сваркой алюминиевые заготовки следует хорошо прогреть (прокалить). Для этого они нагреваются до температуры порядка 300 °С в течение 20–30 минут.
Подготовки требуют кромки свариваемых заготовок. При толщине металла более 4 мм их необходимо разделать для сварки встык. Большие неровности лучше зачистить шлифовальной машинкой или напильником.
Подготовка аргона для сварки
Важное значение имеет подготовка аргона для проведения сварки. Баллон с газом устанавливается на безопасном расстоянии и обязательно оснащается редуктором понижения давления. При покупке следует выбирать чистый аргон, без примесей воздуха.
В горелку рекомендуется устанавливать цангодержатель. В нем имеется сетка, обеспечивающая дополнительную очистку газа перед подачей его в сварочную зону.
Настраивается расход газа. Он зависит от диаметра присадочной проволоки. Для аргона российского производства устанавливается такой расход: при диаметре до 1 мм — 12–14 л/мин, при 1,2 мм — 14–16 л/мин, при 1,6 мм — до 22 л/мин. При использовании газа чешского производства – расход составляет 7–10 л/мин.
Процесс сварки алюминия аргоном
Начинающему сварщику следует придерживаться такой пошаговой инструкции:
- После проведения всех подготовительных работ выбранный электрод диаметром 2,5–5,5 мм вставляется в горелку. Его вылет должен быть порядка 2 мм. Залог обеспечения нужной дуги – хорошая заточка электрода.
- Возбуждение сварочной дуги. В правую руку берется горелка с электродом, а в левую – присадочный пруток (проволока). Электрод подводится на небольшое расстояние к поверхности заготовок (2–3 мм), достаточное для возникновения дуги. Касаться электродом металла нельзя, т.к. придется снова его затачивать. Горелка держится вертикально, а дуга направлена в начало шва. Меняя расстояние между наконечником электрода и металлом, можно изменять размер дуги.
- Формирование сварочной ванны. Она обеспечивается за счет расплавления алюминиевой проволоки. Ее следует подавать после обеспечения стабильной дуги. Принято считать, что количество секунд, необходимых для формирования сварочной ванны, совпадает с толщиной заготовки (в мм).
- Формирование сварного шва. После образования сварной ванны обеспечивается регулярная подача проволоки и плавное перемещение горелки вдоль линии соединения заготовок. Электрод держится под углом 60-80°, а присадочный пруток — 10–30°. Желательно, чтобы угол между горелкой и проволокой составлял порядка 90°. Шов формируется пот принципу «капля за каплей», а значит надо следить за их разномерным распределением и одинаковым размером.
- Завершение шва. Последний этап – заварка кратера. Основная цель – избавиться от шлаков. Для этого уменьшается подача проволоки и увеличивается скорость движения электрода. Постепенно должна исчезнуть сварочная ванна.
Преимущества и недостатки сварки алюминия аргоном
Технология аргонной сварки имеет такие преимущества:
- универсальность способа;
- стабильность дуги;
- формирование аккуратного шва;
- достаточная прочность сварного соединения;
- уменьшение области прогрева;
- экономный расход газа и присадки;
- формирование шва без примесей и пор.
Надо отметить и недостатки:
- необходимость в специальном оборудовании;
- высокие требования к настройке аппарата и подготовке заготовок;
- необходимость получения достаточных навыков.
Настройка аргоновой сварки для алюминия
Настройка процесса сварки алюминия включает следующие действия:
- Настройка сварочного аппарата. На нем устанавливаются такие параметры: баланс тока с установкой полярности (CLEAN WD.), величина сварочного тока (CURRENT), функция заварки кратера (тумблер DOWN SLOPE) или медленное затухание дуги, функция продувки газом (POST TIME) для охлаждения сварной ванны и горелки.
- Настройка электродов. Правильно подбирается диаметр электродов и их вылет из горелки.
- Настройка расхода аргона. Она зависит от диаметра присадочного прутка. При сварке на открытом воздухе расход увеличивается.
При настройке режимов используются соотношения, приведенные в таблице:
| Толщина Al, мм | Сила тока, А | Диаметр электрода, мм |
|---|---|---|
| до 1 | 30–42 | 1,6 |
| 1,1–1,5 | 46–60 | 2,3 |
| до 2 | 71–80 | 2,3 |
| 3 и более | 90–300 | 3,2–5 |
Настраивать оборудование и режимы необходимо с особой тщательностью. Начинающим сварщикам лучше обратиться за помощью к опытным специалистам.
Техника безопасности
При проведении работ необходимо учитывать наличие электрического тока, яркого свечения дуги, раскаленного металла, который может разбрызгиваться, высоких температур. Сварщик должен надеть специальную маску со световым фильтром синего цвета. Обязательны перчатки, защищающие руки от брызг расплава и одежда, способная защитить от них все тело.
Электрооборудование должно быть надежно защищено. Необходимо использовать устройство защитного отключения и автоматические выключатели. Газовый баллон комплектуется редуктором понижения давления. Перед началом работ необходимо изучить правила техники безопасности и строго их соблюдать.
При сварке алюминия приходится сталкиваться со сложностями, вызванными его специфическими свойствами. Аргонная сварка при правильном подходе, использовании качественных материалов и оборудования обеспечивает надежность соединения.
Уроки сварки: Как настроить аргонодуговой аппарат для TIG-сварки?
Для наглядности используем конкретные модели и заготовки. Сваривать будем нержавеющую сталь, а в качестве tig-аппарата выступит надежный и простой в управлении аппарат FUBAG INTIG 200 DC Pulse. Помимо основных функций оборудование обладает функцией импульсной сварки.
Что касается расходных материалов, то в приведенном примере используется баллон с аргоном, электроды WL 20 (для постоянного тока) и присадочный пруток.
Подготовка аргонодугового аппарата к работе

Все комплектующие под рукой. Собираем все воедино:
Устанавливаем редуктор на баллон с газом
Подключаем газовый шланг к редуктору
Подключаем байонетный разъем горелки к минусовому разъему
Подключаем кабель управления к пяти-пиновому разъему на лицевой панели
Последним подключаем кабель массы к плюсовому разъему
Аппарат практически готов к работе, теперь переходим к сборке tig горелки:
1. Первым устанавливаем цангодержатель

2. Аккуратно вставляем в него цангу

3. Прикручиваем хвостовик (не до конца)

4. Устанавливаем керамическое сопло

5. Вставляем вольфрамовый электрод

6. Настраиваем вылет электрода
7. Хорошенько затягиваем хвостовик.

Как только все выполнено, выставляем расход газа в зависимости от места проведения и диаметра сопла. Для сопла с диаметром 10 мм вполне подойдет расход газа равный 10 л/мин.
Внимание! Помимо самого аппарата и горелки, подготовка требуется и заготовкам. Очистив их от ржавчины, оксидной пленки и других загрязнений, вы позаботитесь о качестве сварки. Для обезжиривания можно воспользоваться ацетоном, уайт-спирпитом или другим растворителем. Присадочный пруток также зачищается наждачкой и обезжиривается.
Настройка tig аппарата от А до Я

Практически все металлы свариваются на прямой полярности (на электроде минус). Исключением является лишь сварка алюминия и его сплавов. Ярким примером сплава может могут стать медные сплавы со значительным содержанием алюминия. Для них обязательным является использование переменного тока.
На панели управления выставляем метод сварки – TIG.
Устанавливаем предпродувку газа на 0,5 сек.
Настраиваем ток поджига – 25% от рабочего тока (А).
Фиксируем время нарастания до рабочего тока – 0,2-1,0 сек.
Устанавливаем ток сварки (А) (см. Таблицу ниже)
Выставляем время до тока заварки кратера (спада в секундах)
Выбираем значение тока заварки кратера в амперах
Последним параметром станет время продувки газа после сварки (сек)
Параметры, которые относятся к заварке кратера, подбираются в зависимости от толщины металла.
В данной таблице даны общие рекомендации по подбору сварочного тока для наиболее используемых металлов и толщин. Это поможет вам сориентироваться при подготовке к началу работы.
Таблица. Настройка аргонодугового аппарата в зависимости от вида металла и толщины
Вид металла
Толщина металла, мм
Почему следить за силой тока важнее, чем за остальными параметрами? Во время TIG сварки можно прожечь заготовку, выставив слишком сильный ток. Низкое значение не позволит расплавить металл, что сведет все попытки сварить деталь на нет.
Правильный запуск и сварка TIG-горелкой
Параметры выставлены и пора начинать. У владельцев данной модели сварочного аппарата есть целых два варианта:
Использовать контактный поджиг
Прибегнуть к функции высокочастотного поджига
Последний предотвратит прожиг металла в случае неправильно выставленных параметров во время настройки аппарата аргонодуговой сварки. Он убережет металл от вольфрамовых включений и позволит самостоятельно контролировать расстояние до детали с момента начала работы.

И теперь самое главное – как же правильно вести горелку? Большинство опытных сварщиков проводят сварку справа налево. Во время процесса без присадочного материала электрод стоит расположить практически перпендикулярно свариваемой поверхности. Если присадочный материал присутствует, то достаточно удерживать небольшой угол (15-20 градусов).

Внимание! Чтобы металл шва не окислялся, надо следить, чтобы конец присадочного прутка постоянно находился в зоне защитного газа.
Процесс сварки завершается заваркой кратера. Заварка кратера — финальный участок сварочного шва длиной, высота которого уменьшается до нуля. С точки зрения качества сварного соединения, необходимо исключить образования кратера в финальной части шва. Для этого в аппарате предусматривается режим плавного уменьшения тока.

Для наглядности всего вышеописанного специалисты подготовили специальный видеоролик:
Пособие по сварке алюминия аргоном для новичков
Желаете покорить алюминий — этот капризный, легкий материал с высокой электропроводностью? Друзья, это возможно!
Рассмотрим, как происходит сварка алюминия аргоном для начинающих, каждый новичок освоит пошаговую с фото и видео инструкцию.
Необходимое оборудование
Для сварки алюминия необходим источник (аппарат) выдающий переменный ток. На постоянном токе технология не получится.
На аппарате должны быть функции:
- бесконтактного поджига;
- заварки кратера;
- регулировки баланса тока.
Этих настроек (рассмотрены ниже) хватит для проведения качественной аргоновой сварки алюминия.
Газ аргон должен быть чистым, приобретайте баллоны без атмосферного воздуха. Если редуктор на баллоне с аргоном стоит российского производства, то рекомендуется поставить расход 12-15 л/мин. А если чешской марки, то достаточно 8 литров.

Присадочный пруток . Материал бывает нескольких видов, широко востребованны два:
- для сварки чистого алюминия (№5356);
- прутки с кремнием для соединений с примесями (№4043).
Таблица с номерами прутков и их областей применения:
Вольфрамовые электроды можно применять — универсальные (AC/DC), окрас разный или только для сварки переменным током (AC), окрашены в зеленый цвет.
Минимальный диаметр электрода для аргонно дуговой сварки алюминия — 2,4 мм. Перед работой его затачивают, делая не острым, а с небольшим притуплением. Особо не старайтесь, во время сварки он примет свою правильную форму, похожую на капельку. Капелька должна быть размером по диаметру электрода, цвет блестящий с ровной сферой.

Если цвет матовый, значит поступает мало газа или он некачественный. Если электрод оплавляется, значит он неправильно выбран. Необходимо поставить электрод большего диаметра.
При сварке алюминия рекомендуется использовать газовую линзу (цангодержатель). Внутрь конструкции вставлена сеточка, проходя через которую газ создает лучшую защиту для вольфрамового электрода и сварочной ванны.

Под линзу есть специальные сопла с разным диаметром. Чем больше диаметр сопла, тем лучше защита.
Выступать электрод из сопла должен на 3-5 мм. При большем выстреле, вольфрам сильнее греется и быстрее разрушается.
Видео: про оборудование.
Как настроить аппарат
Рассмотрим инструкцию для начинающих по шагам на примере сварочного инвертора Ironman 200 AC/DC.
1) Крайняя слева функция — это настройка баланса переменного тока (CLEAN WD.), имеющая 2 полярности — минус и плюс.

В технологии нашего соединения используется полярность 50/50, от вида задач полярность изменяется. Например, при сварке чистого алюминия, баланс настраивается в отрицательном диапазоне. Так металл, ванна, электрод будут меньше греться, а швы получаться тонкими и красивыми. Ввиду малого нагрева электрода, его можно затачивать более остро.
Для грязного алюминия лучше устанавливать положительный диапазон, так нагрев металла будет сильнее, а зачистка ванны лучше.
Соблюдайте меру: положительная полуволна губительно действует на вольфрамовый электрод.
Исходя от диаметра электрода, регулируется правильный баланс переменного тока.
2) Следующая функция (CURRENT) — это настройка сварочного тока. Для сварки алюминия, например, толщиной 2 мм, достаточно установить силу в 60-65 А.

3) Третий тумблер (DOWN SLOPE) — настройка заварки кратера (медленное затухание дуги). Установка продолжительности затухания дуги зависит от толщины металла. Для 2 мм достаточно поставить 3 секунды.
4) Заключительная функция (POST TIME), продувка газом, необходима для охлаждения ванны, электрода и горелки в конце сварки.
Видео: по настройке аппарата TIG.
Подготовка материала и технология процесса
Техника сваривания алюминия отличается от других видов соединений металла. Алюминий теплопроводный материал, имеющий малую температуру плавления.
Учтите: вначале проведения работы, заготовки необходимо хорошо прогреть (как бы не хватает тока), а в процессе сварки алюминий быстро перегревается (переизбыток тока) — учитывайте эти нюансы.
Чем зачищать заготовки? Можно использовать стальную щетку.

- ацетон;
- спирт;
- специальные очистители.
Итак, сварка дюралюминия аргоном для начинающих поэтапно. Берете кусок серебристо-белого материала потолще, тщательно его зачищаете и учитесь варить красивый шов.
В одну руку помещаете горелку, а в другую присадочный пруток. С помощью кнопки на горелке, зажигаете дугу, которая очистит металл и удалит оксид. Образуется ванна, не спешите добавлять присадочный материал слишком быстро. Внимательно смотрите на ванну и подавайте проволоку, когда это нужно (как правильно делать, смотрите на фото).
Горелку держите под углом 15 градусов. Учтите, при продолжительной работе, рука устает и угол наклона меняется.
Шов должен получится ребристый, от легких прикосновений присадочного материала.

Может случится, что вольфрам загрязнится и сварка пойдет с помехами (не будет получаться). В таком случае, необходимо очистить электрод.
Как набьете поэтапно руку на сплошном куске, можно перейти на соединение двух половинок алюминия. С помощью проб и ошибок, меняя регулировки своего аппарата, вы освоите эту непростую технологию.
Из начинающего робкого неумехи, вы превратитесь в опытного специалиста. Для которого аргоновая сварка алюминия, станет легко выполнимой.
Знайте, цена за 1 см такого соединения начинается от 45 рублей. Овладев техникой, вы сможете оказывать подобные услуги и зарабатывать дополнительные денежки.
