Сварка чугуна электродом по нержавейке
Сварка чугуна электродами
 Чугун – сплав железа и углерода (содержание превышает 2,11-2,14%), в состав которого входят примеси: кремний (не более 3%), марганец (до 1%), сера, фосфор и легирующие добавки: хром, никель, ванадий, алюминий, магний и другие. Без специальных добавок и термической обработки чугун обладает низкими прочностью, твердостью и пластичностью.
Чугун – сплав железа и углерода (содержание превышает 2,11-2,14%), в состав которого входят примеси: кремний (не более 3%), марганец (до 1%), сера, фосфор и легирующие добавки: хром, никель, ванадий, алюминий, магний и другие. Без специальных добавок и термической обработки чугун обладает низкими прочностью, твердостью и пластичностью.
- Сложности при сварке чугуна
- Подготовка чугуна к сварке
- Способы сварки чугуна
- Холодная сварка чугуна специальными электродами
- Видео
- Сварка чугуна простыми электродами (по стали)
- Сварка чугуна неплавящимися электродами
- Сварка чугуна покрытыми электродами
- Холодная сварка чугуна специальными электродами
- Электроды для наплавки чугуна
Углерод может присутствовать в сплаве в виде цеменита и графита. В зависимости от доли данных веществ в составе, можно выделить несколько видов чугуна.
Некоторые из них поддаются обработке методом сваривания, другие – нет. Для каждого вида сплавов существует определенные марки электродов. Далее мы рассмотрим сварка какого чугуна электродами выполняется в различных ситуациях.
Белый чугун характеризуется тем, что весь углерод присутствует в сплаве в виде цеменита. Этот вид обладает высокой твердостью, не подлежит обработке режущим инструментом.
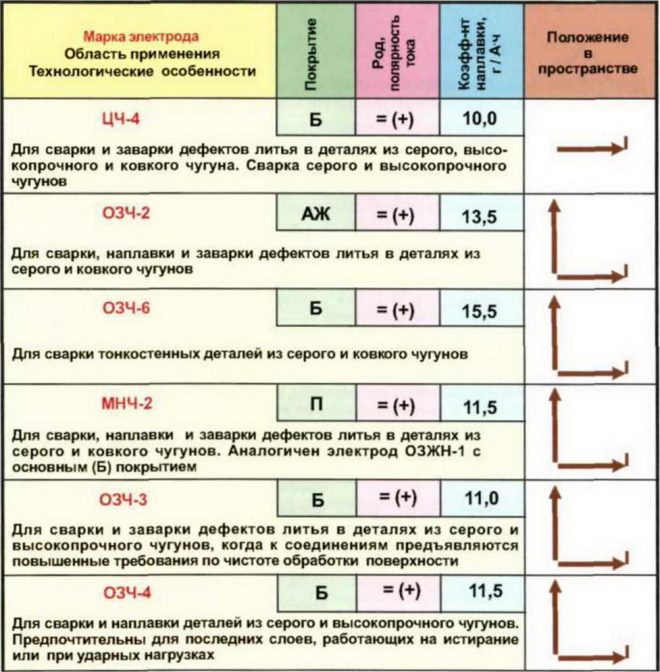
Большая часть или весь углерод присутствуют в сером чугуне в виде графита. Данный вид хорошо поддается обработке; обладает высокими литейными свойствами, благодаря которым активно используется в качестве материала для литья. Сварка серого чугуна электродом ОЗЧ-2 выполняется постоянным током обратной полярностью. Также для данного вида предназначены марки ОЗЧ-4 и ОЗЧ-6, ОЗЖН-2, МНЧ-2. 
Ковкий чугун является результатом отливки и термообработки белого чугуна с образованием хлопьевидного графита; используется при производстве автомобилей, тракторов и сельскохозяйственных машин. Электроды, предназначенные для работы с ковким сплавом: ОЗЧ-2 и 6, МНЧ-2, ЦЧ-4. Сваривание осуществляется постоянным током, полярность при сварке чугуна – обратная.
В половинчатом чугуне углерод присутствует в двух видах: графит и цеменит; применяется при изготовлении деталей, эксплуатирующихся в условиях повышенной износостойкости.
Высокопрочный чугун содержит шаровидный графит, который образуется в процессе кристаллизации; используется для производства ответственных деталей в машиностроении, а также для нефте- и газопроводов, труб водоснабжения.
В статье мы рассмотрим, как варить электродами по чугуну в зависимости от применяемого способа соединения.
Сложности при сварке чугуна
Прежде чем, приступать к работе исполнителю необходимо учесть особенности сварки чугуна электродами. Данные специфические черты обусловлены уникальными свойствами чугуна.
Одним из главных недостатков чугуна является плохая свариваемость, которая обусловлена следующими факторами:
-
плохая соединяемость чугуна методом сварки объясняется его химической структурой и свойствами;

На фото: пора в сварочном валике
Несмотря на данные трудности и особенности, исполнителю любого уровня по силам получить качественное и надежное соединение. Для этого необходимо верно подобрать расходные материалы. О том, какие электроды для сварки чугуна выбрать мы расскажем далее.
Подготовка чугуна к сварке
 Прежде чем варить чугун электродом, необходимо произвести подготовительные процедуры. Хрупкость сплава и трудности в удалении загрязнений с его поверхности требуют тщательной подготовки к сварочному процессу.
Прежде чем варить чугун электродом, необходимо произвести подготовительные процедуры. Хрупкость сплава и трудности в удалении загрязнений с его поверхности требуют тщательной подготовки к сварочному процессу.
Трещины, имеющие на поверхности изделий, нужно разделать на всю длину с достаточным для качественной проварки углом разделки и засверлить по краям. Если трещины не засверлены, то их необходимо вырезать, а концы трещины можно закруглить.
Рабочую зону следует очистить от посторонних включений с помощью болгарки, металлической щетки или наждачной бумаги. Зачистку также можно произвести пескоструйным способом. Масло удаляется с помощью растворителей. Сильные загрязнения рекомендуется удалять пламенем горелки.
Способы сварки чугуна
Выделяют три метода сварки чугуна, в зависимости от температуры предварительного подогрева изделий:
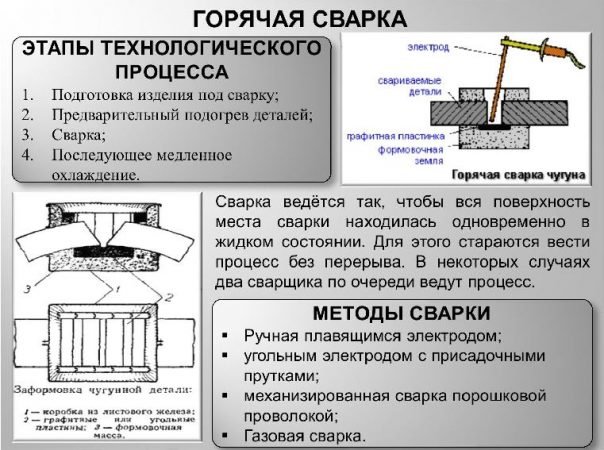
Горячая сварка является основным и наиболее “правильным” способом. Перед свариванием заготовки прогревают до температуры в 600-650°C.
Полугорячая сварка подразумевает нагревание чугунных деталей до температуры 300-350°C.
Холодная сварка не предусматривает нагрев рабочих изделий.
Применяя различные виды сварки чугуна – виды электродов при этом также разнятся. Независимо от выбранного исполнителем способа, следует четко следовать правилам и рекомендациям. Тому, как правильно варить чугун электродами различного вида и посвящена данная статья.
Холодная сварка чугуна специальными электродами

Электроды сварочные МНЧ-2.
Холодная сварка проста и удобна в исполнении. Соединение осуществляется с применением специальных электродов, содержащих никель и/или медь. Существует достаточно много специальных стержней подобного типа. Наиболее популярными марками, изготовленными отечественными производителями, являются:
- основу электродов ОЗЧ-2 и ОЗЧ-6 составляет медный стержень, покрытый обмазкой, в состав которой входит железный порошок;
- никелевые и железно-никелевые расходники ОЗЖН-1, ОЗЧ-3, ОЗЧ-4, с помощью которых проводится сварка чугуна постоянным током.
- железно-медно-никелевые МНЧ-2. Сварка чугуна электродами мнч 2 позволяет получить высокотехнологичный шов, обладающий коррозионностойкостью в жидких агрессивных средах и горячих газах. Данная марка обладает достаточно высокой стоимостью, поэтому используется, в основном, при реализации ответственных работ и в тех случаях, когда к соединению предъявляются жесткие требования относительно качества.
Видео
Или посмотрите презентацию холодной сварки чугуна электродом Zeller 855. Это действительно очень хорошие электроды, но дорого стоят и трудно купить.
О том, как варить чугун электродами по чугуну, будет рассказано далее.
Сварка всеми перечисленными марками электродов выполняется с помощью постоянного тока. Чтобы определить, какой полярностью варить чугун, следует ознакомиться с техническими характеристиками расходников, все марки которых у нас собраны на соответствующей странице.
Сварка чугуна простыми электродами (по стали)

Сваривание чугуна обычными стальными электродами не обеспечивает хорошего качества шва. Применяются расходники подобного типа ввиду их доступности и небольшой стоимости. Чтобы уменьшить отрицательные последствия применения стальных электродов, необходимо использовать специальные прутки ЦЧ-4. Эта марка является одной из самых популярных и востребованных у сварщиков.
Поэтому важно знать, как правильно варить чугун электродами ЦЧ-4. Данная марка предназначена для наплавки первых плакирующих слоев с последующим продолжением сварочного процесса обычными материалами (на картинке). Кроме этого, ЦЧ-4 подойдут как для горячей, так и для холодной сварки чугуна, заделки дефектов и соединения стали с чугуном.

Сварочные электроды «УОНИ-13/55» в упаковке.
При сваривании чугуна электродами общего назначения самым слабым местом является – околошовная зона у границы сплавления. Данная зона характеризуется хрупкостью и наличием трещин. Эти дефекты часто приводят к отслаиванию наплавленного слоя от основного металла. Чтобы этого избежать, необходимо использовать стальные шпильки или болты.
Шпильки имеют резьбу и ввертываются в свариваемую поверхность. Из размеры зависят от толщины рабочего изделия. Существуют рекомендации относительно размеров шпилек:
- диаметр должен составлять 0,3-0,4 толщины детали, но не более 12 мм;
- глубина ввертывания – 1,5 диаметра шпильки, но не больше половины толщины свариваемых изделий;
- высота выступающей части шпильки – 0,75-1,2 ее диаметра.
 Шпильки располагаются в скошенные кромки деталей в шахматном порядке на расстоянии в 4-6 диаметра.
Шпильки располагаются в скошенные кромки деталей в шахматном порядке на расстоянии в 4-6 диаметра.
Выступающие части шпилек обвариваются по периметру, постепенно заполняя шов. В первую очередь осуществляется сварка всех шпилек кольцевыми швами с помощью электродов, диаметр которых составляет 3 мм. Применяется напряжение малой величины. Сваривание производится вразброс, чтобы избежать сильного перегрева. После вокруг места сварки накладывают кольцевые швы, пока вся поверхность не будет покрыта слоем наплавленного металла.
Мы надеемся, что приведение здесь вышеперечисленных правил и рекомендаций позволит сориентироваться, как варить электродами правильно по чугуну, и успешно выполнить работы.
[ads-pc-3][ads-mob-3]
Сварка чугуна неплавящимися электродами
 Чугун можно сваривать различными видами неплавящихся электродов: вольфрамовые, угольные или графитовые. Литые чугунные или специальные присадочные прутки, содержащие никель, алюминий, меди и другие металлы, используются в качестве присадочного материала. Для защиты сварочной зоны применяются инертные газы, чаще всего, аргон или флюсы, основным компонентом которого является бура. Наибольшей популярностью пользуется технология AC TIG – сварка вольфрамовым электродом с применением переменного тока в среде аргона.
Чугун можно сваривать различными видами неплавящихся электродов: вольфрамовые, угольные или графитовые. Литые чугунные или специальные присадочные прутки, содержащие никель, алюминий, меди и другие металлы, используются в качестве присадочного материала. Для защиты сварочной зоны применяются инертные газы, чаще всего, аргон или флюсы, основным компонентом которого является бура. Наибольшей популярностью пользуется технология AC TIG – сварка вольфрамовым электродом с применением переменного тока в среде аргона.
Сварка чугуна покрытыми электродами
Чугунные электроды – специальные материалы для исправления дефектов чугунного литья, которые представляют собой литые круглые прутки с покрытием различного состава. В большинстве случаев соединение осуществляется на постоянном токе, но возможно и использование переменного. Величина тока определяется из расчета 50-60 А на 1 мм. электрода.
Качество шва, полученного в результате холодной сварки чугунными электродами, отличается неоднородностью. Поэтому следует выполнять полугорячее сваривание.
Как правильно варить чугун электродами, видео представлено далее.
Ознакомившись со всем спектром информации, исполнитель сможет выбрать лучший электрод по чугуну.
Электроды для наплавки чугуна
 Наиболее распространенными марками электродов для наплавки чугуна различных видов являются:
Наиболее распространенными марками электродов для наплавки чугуна различных видов являются:
- МНЧ-2;
- ОЗЖН;
- ОЗЧ-2;
- ЦЧ-4.
Наплавка чугуна электродами т 590 также гарантирует получение качественного соединения. Данная марка широко применяется в различных сферах деятельности, для работы с разными конструкциями и деталями. Доступная цена стержней Т-590 делает эти расходники такими популярными у мастеров сварочного дела.
Более подробная информация представлена в статье “Наплавка металла: электродом и другие”.
Данная статья поможет каждому исполнителю выяснить, какие лучшие электроды по чугуну.
Какие виды электродов выбрать для сварки чугуна в домашних условиях?
Чугунные детали встречаются в промышленности и быту. При соединении деталей применяют электроды для сварки чугуна. Для того чтобы получить соединение высокого качества необходимо знать технологический процесс и требования безопасности.
 Электроды для сварки чугуна
Электроды для сварки чугуна
Можно ли варить чугун?
Мастера могут определить свойство свариваемости чугуна по разрезу. Если на срезе выявляют, что материал имеет мелкозернистую структуру, то соединение деталей не вызовет трудности. Однако, если материал на срезе имеет крупную структуру, то при сварке необходимо применять дополнительное оборудование и комплектующие. Непригодным к обработке считается чугун, который длительное время подвергался воздействию влаги, масла, а также кислой среды.
Чугун представляет собой металл с ограниченной свариваемостью, при соединении деталей учитывают следующие особенности материала:
- при сварке заготовки устанавливают в горизонтальном, нижнем положении, так как металл жидкотекучий;
- соблюдают температурный режим, при нарушении в месте шва могут образовываться дефекты;
- в результате превышения температур, а также низкой текучести чугуна могут увеличиваться внутренние напряжения в месте сварного шва;
- при плавлении металл образует оксиды, которые расплавляются при высоких значениях.
На сварном шве при остывании могут появляться трещины. Для предотвращения такого явления рекомендуется соблюдать технологию.
Особенности сварки чугуна
У металла есть характеристики, которые оказывают влияние на процесс соединения:
- быстрое охлаждение приводит к появлению на поверхности шва чугуна белого типа, который не обрабатывается, а также саморазрушается;
- превышение допустимой температуры обработки приводит к микротрещинам в сварочном шве;
- при горении электрической дуги в ванне образуются избыточные газы, из-за которых шов получается пористый;
- при формировании могут появляться трудности, расплавленный металл может вытекать из сварочной ванны;
- в составе материала присутствует кремний, при его взаимодействии с кислородом получается тугоплавкий оксид, шов будет непроваренный.
В результате соединения чугунных деталей могут проявляться трудности, но это не делает сварку металла менее распространенной. Она применяется для обработки возможного брака после литейного производства, а также при изготовлении сложных конструкций. характеристики материала требуют применения приспособлений и комплектующих (электроды и проволока), от которых зависит качество соединения.
 Соединение чугунной трубы сваркой
Соединение чугунной трубы сваркой
Технология сварки чугуна
При наличии дополнительного подогрева, а также его отсутствия и величины температуры сварочной ванны выделяют три способа сварки чугуна электродами:
- горячая;
- полугорячая;
- холодная.
Горячая
Применяется в промышленном производстве. Деталь разогревают до температуры 650°С, чего трудно добиться в домашних условиях, так как необходимо иметь специальное оборудование. В результате избегают появления разрушений в месте сварочного шва.
При обработке следует равномерно разогревать заготовки. В результате различия температуры места соединения и основного металла может произойти разлом. Перед работой детали закрепляют, что помогает уменьшить внутренние напряжения при разогреве. Запрещается превышать показание 750°С, это приводит к плавлению материала.
Полугорячая
Применяется в промышленном производстве и частной мастерской. Нагрев не превышает 450°С.
Холодная
Мастер не проводит предварительный нагрев детали. При отсутствии аппаратов, а также для штучного ремонта и разовой обработки применяется холодная сварка. Однако соединение, выполненное таким способом, имеет низкое качество.
Какими электродами варить?
- проволока из легированных сталей;
- из углеродистого материала;
- чугунные прутки;
- медные прутки, а также изготовленные и сплавов.
Стальные электроды покрываются смесью, содержащей ферросилиций. С его применением мастер может получить на месте соединения деталей серый чугун, который отличается от аналогов полезными характеристиками. Данный тип электродов используют для соединения деталей, которые не подвержены повышенным нагрузкам при эксплуатации.
Марки электродов для сварки чугуна:
- ЭМЧС. Сердечник электрода содержит сталь с низким уровнем углерода. Поверх сердцевины находится покрытие, состоящее из нескольких слоев, при этом каждый из них обеспечивает защиту сварной ванны, образует газ, улучшает свойства металла. Данный вид электродов не требует предварительного нагрева чугунных деталей, толщина которых не должна превышать 10 мм.
- ЦЧ4. Считается обычным электродом. Сердечник покрывают веществом, которое при эксплуатации вступает в химическую реакцию с углеродом и образует карбиды, не вступающие во взаимодействия с железом.
- МНЧ-1. Сердечник состоит из сплавов меди и цинка. Шов при этом получают высокого качества, он не подвергается разрушению, легко обрабатывается. В месте шва снижается количество растворенного углерода.
- Чугунные. Изготавливают двух видов: углекислый барий и карборунд которые смешивают с раствором жидкого стекла.
Комплектующие выполняют из комплекса стержней:
- медно-железный сплав, покрытый железным порошком;
- медные, покрытые проволокой из стали;
- медные, покрытые жестью.
При выборе комплектующих ориентируются на толщину металла, величину тока, а также требование к шву.
 Виды электродов для сварки
Виды электродов для сварки
Как приварить чугун?
Перед соединением деталей необходимо подготовить место сварного шва. При помощи шлифовальной машинки снимают металла, затем стык протирают для обезжиривания. При наличии на кромке дефектов их полностью удаляют. Детали закрепляют и прогревают при необходимости.
Сварка чугуна электродом в домашних условиях выполняется при соблюдении следующих условий:
- клеммы подключают в обратной последовательности;
- номинальная мощность устанавливается в соответствии размерами металла;
- один сварной шов не превышает 50 мм;
- для предотвращения критического нагрева чугуна рекомендуется прерывать электрическую дугу, как при соединении обычными электродами.
Соблюдение требований безопасности и условий технологического процесса позволяет мастеру получить шов высокого качества, место соединения в дальнейшем не разрушится.
Варим чугун электродом
В случае протечки автомобильного коллектора или трещины в трубе из чугуна обращаются за помощью к сварщику. Но в отличие от низкоуглеродистых сталей, чугун сваривается гораздо хуже. Частыми дефектами выступают поры на поверхности шва, а после проведения сварочных работ можно услышать потрескивание изделия, которое свидетельствует об образовании микротрещин в околошовной зоне. В промышленных условиях этот металл, с высоким содержание углерода, соединяют с предварительной подготовкой изделия, подогревая материал индукционными токами, и обеспечивая его плавное остывание. Но как решить проблему в быту? Сварка чугуна электродом в домашних условиях осуществляется обычным инвертором. Получить качественное соединение возможно, правильно подготовив поверхность изделия и верно выбрав режимы сварки.

Как варить чугун дома
В домашних условиях сваривать чугун можно инвертором или трансформатором, работа которого дополнена преобразователем, выдающем на держатель постоянный ток. Это содействует качественному проплавлению основного металла, и уменьшает брызги при горении дуги.
Сварочный процесс, выполняемый в гараже или во дворе, можно провести двумя способами. Если требуется заварить трещину в коллекторе или устранить раковину на изделии, то можно воспользоваться холодным методом. Это означает проведение сварочных работ без предварительного подогрева металла. Дефектное место очищается от окислов и грязи. Если трещина узкая (менее 1 мм ширины), то необходимо запилить ее тонким диском болгарки. Это позволит глубже затечь расплавленному металлу, и усилит структуру шва. Холодный метод применяется на не ответственных соединениях, которые после восстановления не будут испытывать серьезных нагрузок.
В случае ремонтных работ на чугунных шестеренках, где откололся зуб и требуется его наплавка, или при сваривании между собой двух отдельных чугунных деталей, необходим предварительный подогрев изделия до 350 градусов. Этот метод сварки чугуна называется полугорячим. Свариваемый элемент можно положить в горн с жаром от твердого топлива. Через 20 минут можно его извлечь и начинать сварочные работы.
Альтернативным способом разогрева может послужить паяльная лампа (на керосине), или горелка с пропан-кислородным пламенем. Предварительный подогрев изделия поможет сгладить перепад температур между материалом и расплавленным присадочным металлом. Это минимизирует последующее появление трещин, и предотвратит образование цементитов, затрудняющих последующую шлифовку шва. Данный метод используют в тех случаях, когда требуется качественное соединение, способное переносить нагрузки при эксплуатации.
Для получения максимального эффекта от подогрева, необходимо обеспечить и плавное остывание изделия после сварки. В домашних условиях чугунную деталь можно засыпать золой от печи или сухим песком. Пользоваться конструкцией следует только после полного остывания.
Какие выбрать электроды
Для сваривания чугуна инвертором требуются специальные электроды, состав проволоки которых будет хорошо взаимодействовать с основным металлом, и препятствовать выделению углерода и образованию пор. В этом отношении отлично зарекомендовали себя следующие марки:
В их состав добавляется никель и медь, что препятствует высвобождению углерода. Дополнительно, растяжимые свойства этих примесей содействуют более прочному шву, способному переносить нагрузки на разрыв и излом.
Если нет возможности приобрести электроды для сварки чугуна, а ремонтные работы ждать не могут, то их можно изготовить самостоятельно. Для этого, на обычные электроды (Э-46, АНО-21) наматывают медную проволоку. Витки укладывают плотно друг ко другу одним слоем. Начинать намотку необходимо от конца электрода, который будет гореть. Диаметр медной проволоки значения не имеет, и может составлять от 0,5 до 1,0 мм. При горении электрической дуги плавится стержень самого электрода и намотанная медь, а обмазка электрода будет защищать сварочную ванну от внешней среды.
Настройки аппарата
Чтобы качественно заварить изделие из чугуна дома, требуется правильно установить настройки на сварочном аппарате. В зависимости от марки электрода и его диаметра, сила тока на инверторе выставляется по таблице ниже:
Проведение сварки чугуна электродом в домашних условиях
С помощью инвертора или аппарата на постоянном токе можно успешно провести сварку чугуна электродом в домашних условиях. Нужно правильно подобрать инструменты и проводить процедуру без перегрева отдельных участков материала. Перед началом манипуляций с основным изделием следует потренироваться на черновом железе.
Чугунные изделия широко применяются в промышленности и быту. Для частного использования из них изготавливают сантехнику, элементы ограждений, запчасти к автомобилям. Активная эксплуатация сплава приводит к необходимости проведения сварочных действий.
Особенности чугуна
Работа с чугуном имеет некоторые тонкости. Для качественной сварки потребуются правильные электроды. Нужно знать особенности металла.
Чугун — это сплав железа и углерода, последнего содержится не более 2,14%. Он включает также определенные добавки и примеси. При электросварке углерод способен кристаллизоваться, поэтому данный вид стали при обработке становится хрупким. Это влияет на качество сварного соединения.

Проблемы при сварке чугуна электродом возникают по следующим причинам:
- материал склонен к появлению трещин и пор;
- образуются каленые структуры, удалить которые с поверхности непросто;
- тонкий металл при перегреве может рассыпаться;
- быстро затупляется режущий железо инструмент;
- белый сорт, твердый, хрупкий, не реагирует на обработку, его можно лишь шлифовать;
- мягкий (ковкий) металл хорошо поддается обработке.
Для сварки применяют серый чугун. Он вязкий, пластичный, помимо 3,2—3,5% углерода имеет в составе серу, кремний, марганец, фосфор.
При обработке железа важно знать некоторые технологические особенности:
- непрерывный шов должен иметь длину не более 5 см;
- при варке инвертором нельзя нагревать материал до температуры выше 80°C, исключить перегрев помогут периодические перерывы в процессе сварки;
- соблюдение обратной полярности.
Подготовительный этап перед проведением сварки
Для получения качественного соединения необходимо основательно подготовиться к проведению сварочных работ. Нужно внимательно выполнить следующие предварительные действия:

- болгаркой с лепестковым кругом очистить элементы от загрязнений и пыли;
- обезжирить конструкцию растворителем;
- при манипуляциях с тонким металлом оборудовать место работы подкладками для отведения тепла;
- перед варкой толстого материала напильником или болгаркой произвести разделку кромок;
- трещины засверлить по краям и разделать по длине или вырезать трещины и закруглить концы;
- перед горячей сваркой изделие нужно нагреть с помощью печи, газовой горелки или паяльника.
Для работы подойдут проводящие ток стержни, содержащие медь или никель (ОЗЖН-1, ОЗЧ-2,3, 4,6, МНЧ-2 и другие).
Технологический процесс варки чугуна в домашних условиях
Для правильной сварки чугуна электродом в домашних условиях следует соблюдать требования к подготовке изделий и ведению сварного шва:

- При работе с толстым материалом выполняется разделка кромок под углом 45°. Это делается с помощью болгарки или точильного станка.
- Графитовое основание размещают под материалом толщиной 3 мм и менее. Это предотвратит вытекание расплавленного металла с обратной стороны.
- Очищают поверхности от грязи, разогревают его паяльником или иным методом.
- При достижении необходимой температуры начинают варить чугун. Ставятся прихватки, фиксирующие конструкцию (кроме заварки швов и раковин). Их число должно быть больше на 20%, чем при работе с малоуглеродистой сталью.
- Шов делают быстро, избегая колебаний электродом. Для соединений более 10 см он ведется с разных сторон в несколько заходов. Благодаря этому все части изделия прогреваются равномерно.
- Толстые пластины требуют многопроходных швов. Второй и последующие слои делаются при колебании электродом. Так границы шва расширяются, чугун прочнее связывается.
- Каждый проход завершается отделением шлака. Это предупреждает непровары, позволяет перекрыть поры нижнего шва.
- Закончив работу, материал присыпают песком или углем и дают остыть.
Иногда качественную сцепку шва производят при помощи металлических шпилек с резьбой. Они вкручиваются в кромки изделия и должны иметь диаметр до 40% от толщины рабочего материала. Их требуемое количество вставляют в обрабатываемую поверхность в шахматном порядке. Такое расположение исключает перегрев изделия. Они усиливают сварное соединение, снижают содержание в нем углерода.
Вокруг каждой шпильки металл наплавляют послойно. Затем заваривается пространство между нетронутыми креплениями. Выполняют один соединительный шов или несколько.
Способы сварки
Сваривание чугунных сталей производится одним из трех способов:

- Горячим. Перед соединением детали прогревают до 600—650°C. Для домашних условий данный метод не подходит. Он требует наличия специального нагревательного аппарата, знания нюансов взаимодействия с нагретым металлом.
- Полугорячим. Аналогичен предыдущему способу, но температура нагрева составляет 300—350°C.
- Холодным. Рабочие поверхности не нагревают. Данный метод применяют в домашних условиях.
В быту применяется методика сваривания чугунных сталей с использованием газа. При этом получают более прочный соединительный стык. Технология подходит для проваривания металла на незначительную глубину.
На качество шва влияют некоторые моменты:

- подаваемое на проводящий ток стержень напряжение;
- опыт сварщика, т. е. его умение накладывать на железо расплавляемый электрод;
- сила тока, идущего через проводник;
- скорость прохождения электрода по свариваемым элементам.
Для работы идеально подойдет напряжение 25—30 В при силе тока не менее 150 А. За час проводной стержень должен проходить не более 12 метров. Для этого необходима сварная проволока толщиной до 1 мм.
Сваривание чугунных сталей может производиться нержавеющим электродом. Ее осуществляют в среде инертного газа. Метод применяют при ремонте канализационных труб или автомобильных элементов. Его используют для соединения металлов разной природы.
Соблюдение мер безопасности
Сварка чугуна электродом в бытовых условиях требует соблюдения следующих норм безопасности:

- помещение для проведения работ должно иметь освещение и вентиляцию;
- необходимо использовать заземление;
- чугун нельзя быстро охлаждать, поэтому его поверхность нужно защитить от влаги;
- исполнитель обязательно использует СИЗ (средства индивидуальной защиты).
Заварить чугунное изделие в домашних условиях несложно при знании основ работы, соблюдении всех технологических нюансов процесса.
Видео по теме: Мастер-класс по сварке чугуна электродами
Сварка по чугуну
Гибка металла

Резка металла

Сварка металла

Покрытие металла
Сварка чугуна
₽ от 100 руб/м
- Сварка чугуна 2мм от 100 руб/м
- Сварка чугуна 4мм от 200 руб/м
- Сварка чугуна 8мм от 400 руб/м
5 лет гарантии
Даем гарантию на все сварочные работы 5 лет. Мы уверены в своих специалистах и оборудовании
Опытные сварщики
Работают профессиональные сварщики с опытом не менее 5-ти лет.
Продадим дешевле
Наши издержки оптимизированны. Найдете дешевле чем у нас? Мы дадим дадим вам лучшую цену и качество.
Сплавы железа прочны и долговечны, но со временем и они приходят в негодность. Это касается всех видов и марок металла — и относительно прочного чугуна, и устойчивой к коррозии «нержавейки». Изломы требуют замены чугунной детали, но проще и экономичнее воспользоваться услугой сварки чугуна.
Наша компания занимается профессиональным ремонтом и восстановлением сплавных изделий различной сложности, от труб до деталей станков. Мастера, знающие, как сваривать чугун, справятся с любой задачей, вернут первоначальную форму. Мы применяем проверенные опытом технологии, которые не подведут и при форс-мажорах.

Сварка по чугуну требует специализированного оборудования и опыта, который нельзя купить ни за какие деньги. Выбирать исполнителя работ наугад рискованно, есть риск столкнуться с факторами, которые снижают свойства сварки:
- принудительное охлаждение;
- низкосортный состав материалов для сварки;
- превышение температуры.
Техника наших мастеров отличается аккуратными, крепкими швами без трещин. После завершения работ изделие выглядит, словно только что вышло из рук производителя, так что любо-дорого посмотреть!
Какие способы сваривания чугуна мы применяем и предлагаем?
Выбор способа сварки после очищения и подготовки поверхности зависит от свойств и характеристик изделия:
Горячая сварка, включающая сварку чугуна аргоном – прочное соединение, подразумевает нагрев шва, зафиксированного пластинами, с последующим завариванием. Холодный метод без подогрева используется для мелкого ремонта, небольших дефектов, сокращает время работы без потери качества.
Сварка чугуна электродами
Проводится электродами на медно-никелевой основе, для каждого характерны свои особенности.
- Практичность этого способа:
- доступен во всех положениях;
- реставрация любого металла;
- оборудование для сварки легко транспортировать, при необходимости несложно обеспечить доставку сварочных аппаратов-инверторов и другой техники на территорию заказчика.
Практикуется при несложных поломках с короткими прочными швами по небольшой цене. Способ применяется как при сварке изделий из «чистого» чугуна, так и при сварке чугуна со сталью.
Сварка чугуна полуавтоматом

Выполняется обычной проволокой из стали, никеля, кремния. Проволока – присадочный компонент, который плавится и проводит ток.
Неоспоримые достоинства этого способа:
- защищенность металла;
- удобство эксплуатации;
- ровные стыки;
- производительность, позволяющая выполнять .солидные объемы сварочных работ в максимально короткие сроки.
Стоимость сварки чугуна в Москве
Оценка происходит после предварительного осмотра специалистами нашей компании. По телефону операторы могут сориентировать по срокам и ценам, сверившись с подробным каталогом.
Цена за услугу (определяется в руб.) складывается из:
- затраченных материалов, включая стоимость припоя и флюса;
- оплаты за выезд;
- сложности заказа;
- монтажа/демонтажа конструкций.
Наши преимущества перед другими компаниями в городе Москва:
- опыт выполнения спецпроектов;
- гарантия;
- минимальные сроки;
- индивидуальный подход.
Наша компания работает как с небольшими клиентами, так и с компаниями, оперирующими оптом.
Мы рады предложить свои услуги, чтобы восстановленные конструкции и товары прослужили вам еще много лет.
