Сварка чугуна полуавтоматом обычной проволокой
Варим чугун полуавтоматом
Чугун широко используется для изготовления шкивов, блочков, и коллекторов. Он имеет хорошие литейные свойства, что позволяет получать из него изделия разнообразной формы. Но у этого материала есть и недостатки — он довольно хрупкий. При ударах часты случаи откалывания бортиков на шкивах или трещины в трубах. Чтобы исправить ситуацию и восстановить изделие прибегают к различным методам соединения металлов. Один из них — сварка чугуна полуавтоматом. Какие особенности у данного метода? Сколько существует вариантов работы с применением полуавтомата? Какие расходные материалы подойдут?

Почему трудно варить чугун?
Вопрос о том, можно ли варить чугун полуавтоматом, не зря беспокоит многих людей. Соединение сторон из этого материала действительно имеет ряд специфичных особенностей:
- Высокая текучесть чугуна проявляется при формировании шва, где сварочная ванна слишком жидкая. Из-за этого труднее визуально контролировать качество образования соединения. При попытке заварить тонкие пластины из чугуна частым дефектом являются прожиги металла и вытекание его капель на противоположную сторону. Чтобы предупредить эти нежелательные проявления используют графитовые подкладки, поддерживающие пластины с обратной стороны. Научиться формировать шов при высокой текучести металла можно попрактиковавшись на тренировочных изделиях из аналогичных сплавов.
- Второй сложностью является низкая температура плавления материала. Из-за высокой температуры от электрической дуги, чугун в зоне сварки быстро перегревается. Вследствие чего, при остывании образовываются микротрещины между основным и наложенным металлом. Перекаливание дополнительных примесей в чугуне (марганец, кремний) приводит к возникновению в структуре шва цементитов, что осложняет последующую обработку соединения шлифовальными инструментами. Чтобы предотвратить эти дефекты прибегают к предварительному подогреву материала, и процедуре постепенного остывания изделия.
- Сваривать качественно чугун сложно из-за большого количества пор, появляющихся в результате выделения углерода, при взаимодействии с кислородом. Даже при последующей обработке шов может иметь непривлекательный вид и слабую сопротивляемость на излом. Чтобы защитить соединение используют омедненную проволоку, а работа ведется в среде инертного газа. Обязательным условием при сварке чугуна является содержание флюса в проволоке.
Способы сварки
В зависимости от назначения изделия используются три вида сварки чугуна полуавтоматом. Они отличаются по скорости выполнения работ и материальным затратам.
Холодный метод
Это самый простой способ быстро соединить пластины из железа с высоким содержанием углерода. Сварка выполняется сразу на материале, температура которого равна температуре окружающего воздуха. Холодный способ применяется на не ответственных стыковых соединениях, которые не будут подвергаться нагрузкам. Метод идеально подходит для наплавки истертых поверхностей и деталей механизмов из чугуна. Благодаря непрерывной подаче проволоки можно быстро вести дугу и выполнять большой объем работ за короткое время. Как можно увидеть на видео по сварке чугуна полуавтоматом, результат от холодного способа получается удовлетворительным.
Полугорячий метод
Сварочный процесс полугорячим способом отличается от предыдущего предварительным подогревом заготовок из чугуна до температуры 350 градусов. Для этого используются кузни, в которых жар от углей создает нужные условия. Такая подготовка способствует более щадящей реакции чугуна на высокую температуру электрической дуги, в результате чего образовывается меньшее количество трещин в околошовной зоне. Технология применяется на изделиях, испытывающих некоторые нагрузки при работе.
Горячий метод
Этот способ применяется там, где необходимо качественное соединение, имеющее высокие показатели сопротивления разрыву и излому. Изделие разогревается до температуры 600 градусов. Для этого используются аппараты производящие индукционные токи. Кабеля подключаются к чугунной детали, а специальный измерительный прибор сигнализирует о достигнутой температуре. После этого выполняется сварка полуавтоматом. Для минимизации трещин, изделие после сваривания оставляют в золе до полного остывания. В зависимости от толщины конструкции этот период может достигать 24 часов. Метод позволяет надежно и качественно сварить чугун, но отличается высокими временными затратами и необходимостью дополнительного оборудования.
Оборудование и расходные материалы
Для получения хороших соединений из трудносвариваемых сплавов используют любые полуавтоматы. Основными критериями являются соответствие максимальной силы тока аппарата, необходимой для проплавления конкретной толщины металла. Настраиваемые параметры силы тока и скорости подачи проволоки схожи со сваркой обычной стали.
Проволоку применяют специализированную маркировок: ПП АНЧ-1, а также с номерами 2 и 3. Каждый номер предназначен для конкретного метода (холодного, полугорячего, горячего). Проволока имеет трубчатое строение и содержит внутри порошок-флюс, обеспечивающий защиту сварочной ванны от воздействия кислорода. Обогащение накладываемого металла специальными примесями содействует высокой растяжимости шва, и сопротивлению на разрыв. Благодаря проволоке АНЧ возможно не только устранять мелкие дефекты в чугуне, но и производить полноценные швы, прочно соединяющие этот специфичный металл.
Для сваривания чугуна применяют подачу газа, дополнительно защищающего сварочную ванну. В зависимости от назначения изделия и количества примесей в сплаве, можно использовать углекислый газ в чистом виде или его смесь с аргоном, где последнего будет 80%. Показатели подачи с манометра в горелку должны составлять 6-11 литров. Это оптимально защитит расплавленный металл от вытеснения углерода.
Технология сварки полуавтоматом
При сваривании чугуна полуавтоматом, независимо от температурного режима, необходимо правильно подготовить материал. Если требуется заварить трещину, то важно выполнить предварительный запил болгаркой, вдоль всей линии раскола. Это позволит вплавить присадочный материал глубже. Края трещин рекомендуется просверлить, чтобы ограничить ее продолжение.
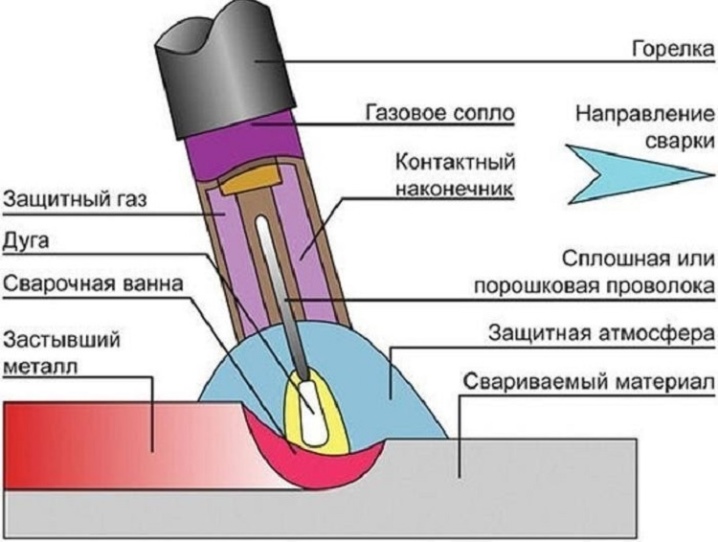
Если толщина пластин более 5 мм, то необходима разделка кромок под 45-60 градусов. Когда работать предстоит с тонкими листами (до 3 мм), то применяется графитовая подформовка для предотвращения прожигов. Первый шов выполняется ровным проходом без колебательных движений. Вести горелку можно сверху вниз или справа налево, наклонив на 50 градусов. Расстояние между соплом и поверхностью сохраняется в пределах 6-8 мм. Важно, чтобы сварщик видел конец проволоки.
Редко получается заварить чугун с первого раза, поэтому рекомендуется проходить шов в несколько слоев. Последующие проходы могут быть с поперечными колебаниями, чтобы пошире связать основной и наплавочный металл. После окончания сварки необходимо отделить шлак, образуемый при горении порошковой проволоки, и убедиться в качестве результата.
Сварка полуавтоматом чугуна довольно популярна из-за высокой производительности и хорошего качества соединений. Выбирая правильно проволоку и температурный режим можно получить надежное соединение на этом «капризном» материале.
Принципы сварки чугуна полуавтоматом
Массовое производство требует быстрого изготовления большого количества деталей. Повысить производительность можно сваркой чугуна полуавтоматами в среде защитных газов. Создание швов любой длины производится за одну установку. Экономится время на смену расходных материалов. На одном оборудовании производится сварка чугуна по разным технологиям. Изменяются только приспособления, проволока и режимы сварки.

Почему трудно варить чугун?
Чугун содержит большое количество углерода, который при нагреве начинает взаимодействовать с кислородом и переходит в газообразное состояние. Это приводит к образованию газовых раковин внутри шва.
Структура металла крупнозернистая с графитовыми включениями по границе кристаллов. В результате чугун хрупкий, в низкой теплопроводностью. При резком нагреве образуются трещины по границе температур.
Низкая температура плавления и высокая жидкотекучесть высокоуглеродистого металла приводит к тому, что при сваривании основной металл переходит в жидкое состояние раньше электрода и присадочной проволоки. При этом его трудно удержать в ванне, он вытекает через малейшие трещины и зазоры.
Способы сварки
Варить чугун полуавтоматом можно в разных температурных режимах, с соответствующей проволокой:
- холодный без нагрева детали ;
- теплый или полугорячий с подогревом до 300⁰;
- горячий — деталь прогревают до 600⁰.
Технологический процесс полуавтоматической сварки в каждом случае свой. Шов получается с разными эксплуатационными характеристиками.

Холодный метод
Холодные чугунные детали варят короткими швами, практически точечными. Металл не должен успеть прогреться и потрещать. Основание проволоки — сталь с покрытием из меди.
Швы получаются пластичные, мягкие, с высокой прочностью на разрыв и изгиб. Не выдерживают больших динамических нагрузок и перепада температур.
Полугорячий метод
Применяется в основном, чтобы сваривать тонкостенные детали. Проволока используется медно-никелевая, чугунная с покрытием меди и наоборот, чугунная пыль служит обмазкой для меди и флюсом.
Швы до 5 мм толщиной можно не заделывать. Чтобы металл не вытекал нужно подложить медные подкладки.
Соединения получаются прочные, иногда даже превосходят по твердости основной металл.
Горячий метод
Прогрев чугуна перед сваркой позволяет создавать прочные соединения деталей любого размера. В качестве флюса используется инертный газ, в основном аргон. Корневой шов варится прямым проходом проволоки без колебаний в стороны. От вытекания металла снизу устанавливаются медные или графитовые подкладки. Последующие проходы варятся зигзагообразно, с движением дуги от одного торца к другому.
Прочные соединения практически не отличаются от основного металла. Благодаря нагреву и изотермическому отпуску, переходная зона отсутствует.

Как варить чугун полуавтоматом
Полуавтомат применяется для ремонта деталей при образовании трещин и отверстий в процессе эксплуатации и для сборки и создания изделий из чугуна. Для сварки применяются технологии:
- MAG для наплавки и заделки трещин;
- MIG при изготовлении чугунных деталей из нескольких элементов, наплавке поверхности.
В домашних условиях предпочтение отдается холодной точечной сварке.
Подготовительные работы
При подготовке деталей, кромки разделывают под углом 60⁰ на станке. Небольшие трещины выбираются болгаркой. Использовать зубило и другой инструмент с динамическими нагрузками не рекомендуется. Хрупкий металл разрушится.
Поверхности следует очищать от грязи и масел, используя растворители, очищенный бензин. Заготовки выставляются и прихватываются. После этого производится сварка. Положение горизонтальное, пол.

Выбор проволоки для чугуна
Марка расходного материала выбирается в зависимости от температурного режима. На производстве в основном используется проволока:
- ПП АНЧ-1 — холодная сварка;
- ПП АНЧ-2 — режим с подогревом детали;
- ПП АНЧ-3 — нагрев до 600⁰.
В состав стержня входят медь, никель, железо и кремний.
Процесс сварки
Оборудование настраивается на малый ток с обратной полярностью. Под шов устанавливают графитовую подкладку. Сварка чугуна производится в зависимости от технологии, короткими точечными швами или многорядными.
Защитный газ включается за 5–7 сек до разжигания дуги, и закрывается через 10 сек после завершения работы.
После наложения шва с него сразу же сбивается шлак или делается прокол.
В домашних условиях сварка чугунных деталей на полуавтомате проводится с целью ремонта. Можно заделать трещину, наплавить небольшую поверхность. Все делается по холодной технологии.
Смотрите видео об одном простом способе сварки чугуна полуавтоматом:
Сварка чугуна полуавтоматом: особенности и правила

- Способы
- Подготовка
- Описание процесса
- Полезные советы
Сварка чугуна полуавтоматом — относительно простая разновидность работ. Но как и в любых других сварочных манипуляциях, тут есть свои важные особенности и правила. Необходимо учесть нюансы каждого способа, обратив внимание на рекомендации специалистов.


Способы
Сварка полуавтоматом чугуна возможна по различным схемам. В отличие от стали, однако, чугун сваривается очень плохо. Потому к такой работе нужно подходить максимально вдумчиво. Недопустима сварка чугуна при помощи стальных электродов.
Даже самые тщательные работы по такой схеме неизбежно приводят к растрескиванию шва.

В подавляющем большинстве чугун можно варить:
- холодным;
- горячим;
- полугорячим методами.
Работа без заблаговременного подогрева деталей востребована, если приходится сваривать крупные конструкции. Но в этом случае придется применять электроды специального образца. Предпочтительны расходники, содержащие медь, железо и никель. Такие добавки не провоцируют повышения хрупкости шва. Однако все же обычной практикой является использование горячего и полугорячего методов.


Предварительный разогрев подразумевает использование либо печей, либо индуктивных нагревателей. Такие методы широко применяются в промышленных масштабах. Наиболее важным требованием является строгое исполнение теплового режима. Недопустим прогрев металла более чем до 600 градусов. При превышении этой планки неизбежно меняется структура чугуна, и он переходит в белый вид.
Полугорячий вариант — это нагрев до 350-400 градусов. Теплая сварка ограничивается прогревом до 250 градусов. Когда процесс закончен, металл охлаждают крайне медленно, иногда несколько суток, чтобы избежать растрескивания шва. Горячие методы отличаются повышенной трудоемкостью. Однако только они позволяют достичь качественных соединений.
В ряде случаев применяют сварку чугуна в защитной среде углекислого газа. Такая защита помогает существенно повысить производительность труда.
Кроме того, углекислотная изоляция от внешней среды полезна и при работах на особо ответственных участках. Для этой цели используют чугунные либо стальные (но со специальным покрытием) электроды. Для горячей сварки подходят только чугунные электроды с толстым защитным покрытием.

В холодном режиме можно применять электроды из:
- чугуна;
- стали со специальным внешним слоем;
- стали с оплеткой из меди;
- медно-жестяной смеси;
- медно-никелевого состава;
- железоникелевого состава.



Подготовка
Чугун перед сваркой требуется аккуратно вычистить. Недопустимы даже малейшие частицы грязи или пленок. Снимать следы масла помогает использование растворителей. Грубые дефекты убирают шлифовальной машинкой. Кромки расширяют по длине той же болгаркой.
Но зачищать металл требуется предельно тщательно. Его лучше снять послойно, потратить больше времени, нежели повредить изделие. Трещины заваривают, предварительно засверливая проблемные точки. В противном случае прямо в ходе сварки трещины будут расползаться.

Важно: на всех деталях, чья толщина больше 5 мм, на краях требуется сформировать фаску; угол ее формирования составляет 45-60 градусов.
Тонкие чугунные изделия надо варить, применяя подкладки из графита. Если их нет, расплав может вытечь и прожечь металл полностью. Сварочную проволоку подбирают сообразно применяемому варианту сварки. Для «холодной» методики нужна ПП АНЧ-1. Для полугорячего способа правильнее использовать ПП АНЧ-2, а для горячего — ПП АНЧ-3.

Описание процесса
Оптимальная технология горячей сварки чугуна полуавтоматом подразумевает сначала прогрев металла до 600 градусов, а затем немедленное начало работы. Степень разогрева надо внимательно проконтролировать. Если все же перегрев допущен, придется исключить малейшее попадание воды. Даже единственная капля может спровоцировать растрескивание и окончательную порчу изделия. Само сварочное оборудование должно быть тщательно настроено.
Полуавтомату задают слабый постоянный ток и обратную полярность. Чтобы четко сварить чугун полуавтоматическим способом, необходимо вести держатель под углом от 50 до 60 градусов.


Важно: все время работы следует контролировать визуально кончик проволоки и весь ход процесса. Швы формируют послойно, делая 2 или даже 3 прохода.
Нежелательны перемещения в поперечной плоскости или колебания во время создания первого шва – это приемлемо только при работе со сталью.
Второй и последующие проходы позволяют немного расслабиться и водить кончиком проволоки в поперечной плоскости. Когда сварка завершена, шлак аккуратно удаляют. Остывание металла будет идти равномернее, если его накрыть или обсыпать негорючими материалами.
Рекомендация: стоит заблаговременно потренировать навык быстрого выполнения шва и аккуратной подачи проволоки. Защищать сварочную ванну от проникновения кислорода помогает подача инертных газов, прежде всего аргона.

Полуавтоматы базового уровня отличаются однокорпусным исполнением. В общем модуле содержатся:
- генератор сварочного тока;
- двигатель, подающий проволоку;
- редуктор;
- пассивные части толкающего механизма;
- газовая нагнетательная система;
- блок управления.


Многие люди пытаются заварить с углекислотой различные чугунные изделия. Частая причина их неудач — несоблюдение технологии. Чтобы нейтрализовать частично угарный газ, нужно применять проволоку с небольшой концентрацией марганца. Рекомендуется подключать ток с обратной полярностью, иначе невозможно получить, действительно, стабильную дугу. Но прямая полярность вполне допустима, когда идет наплавка металла.
В углекислотной среде можно применять осцилляторы. Темп подачи проволоки выбирают такой, чтобы дуга оставалась стабильной при конкретном напряжении.
Особое внимание следует уделять размеру рабочего сегмента электродов. Очень большой вылет приводит к порче шва. Очень короткие электроды усложняют наблюдение за процессом, и часто предотвратить выгорание наконечника оказывается невозможно.

Полезные советы
В некоторых случаях полезнее использовать «дедовский» метод сварки чугуна. Этот вариант подразумевает использование «простого» электрода. Предварительно все неровности и шероховатости устраняют при помощи УШМ. Электрод нужно обмотать медной проволокой. «Минус» подают на деталь, а «плюс» – на электрод. Рекомендуемое напряжение — 80 А.
Перегревать чугун категорически нельзя – это даже более вредно, чем недостаточный подогрев. После окончания работы шов обстукивают молотком, зачищают и смотрят на полученный результат. Самые сложные участки можно проварить на 120-125 А. Сварка без меди нецелесообразна, потому что качество шва окажется слишком слабо.

Довольно часто звучит вопрос, как приварить к металлу чугун или, иными словами, как соединить его со сталью.
Тут также выделяются уже известные 3 ключевых метода — холодный, горячий и промежуточный режимы. Предпочтение надо отдавать второму типу, потому что он позволяет добиться максимально добротной связи свариваемых изделий. Однако надо понимать, что это наиболее долгий и трудоемкий процесс. Полугорячий метод подходит только для высоколегированных сплавов. А холодная методика рекомендована исключительно при наплавке, потому что в других случаях она не работает.
Соединить сталь с чугуном помогут электроды:
- ЦЧ-4;
- ОЗЧ-2;
- МНЧ-2.

Как варить чугун, смотрите далее.
Как варить чугун полуавтоматом
Сварка чугуна требует особого внимания сварщиков. Этот металл отличается хрупкостью, швы образуются ненадежные, рыхлые из-за высокого содержания углерода в сплаве. По технологии наплавки можно варить чугун полуавтоматом. Только прежде необходимо правильно подготовить свариваемые поверхности, выбрать нужную проволоку. Опытные специалисты поделятся профессиональными секретами.

Особенности сварки чугуна
При реставрации литых деталей важно не перегревать рабочую зону, чтобы не прожечь деталь. При быстром охлаждении металл становится белесым – сплав теряет прочность из-за нарушения структуры. Чугун очень текучий, сквозные дефекты толстых деталей заделывают длительной наплавкой. Трещины приходится разделывать до основания. При высокотемпературном соединении металла без защитной атмосферы из-за выгорания углерода шов становится рыхлым, пористым, непрочным.
Учитывая особенности сварки чугунных деталей, практики разработали несколько методов реставрации чугунных изделий. Для этого применимы практически все виды сварки, главное выбрать нужный температурный режим. Удобней всего наплавлять углеродистый сплав полуавтоматом.
Способы сварки чугуна
Чтобы металл сохранял свою структуру, его прогревают локально или полностью. Если нет особых требований к прочности соединения, нужно только восстановить целостность детали, варят металл без нагрева.
Холодный метод
Самый простой способ заварить габаритную деталь в гараже или дома. Холодная сварка чугуна не предполагает нагрева сварочной зоны. Для наплавки используют медно-никелевые электроды, имеющие низкую температуру плавления, большую вязкость. Такая присадка не взаимодействует с углеродом, одновременно выполняет роль защитного флюса. Металл варится без защитной атмосферы, на воздухе. Для стыковых швов, испытывающих динамические нагрузки, такой метод неприменим. Для истертых поверхностей, неглубоких трещин (не больше ½ толщины детали) он подойдёт.
Полугорячий метод
Разделяют полугорячий и теплый методы. При первом предусмотрен нагрев всей детали или области дефекта до + 350–400°C, при втором – до + 250°C. Удобство такого способа сварки ковкого чугуна заключается в необязательности демонтажа деталей, можно обойтись паяльной лампой. Внимательно нужно отнестись к охлаждению рабочей зоны. Шов потихоньку подогревают, пока он полностью не окрепнет. Времени на подогрев и охлаждение уходит много, зато шов будет прочным, надежным.
Горячий метод
Деталь демонтируют, помещают в печь, постепенно нагревают. Высокоуглеродистый сплав плавится при +750°C, поэтому допустимая температура прогрева не выше + 650°C. Велик риск ожогов, средствами защиты пренебрегать нельзя. Горячая сварка чугуна обеспечивает высокую прочность заделки трещин. Но это самый трудоемкий метод, для прогрева крупной детали требуется несколько часов. Нужно умудриться закрепить горячее изделие перед работой. После сварки шов охлаждают постепенно, на несколько дней реставрированное изделие оставляют в печи. Важно следить, чтобы на металл не попадала вода – чугунина моментально растрескается на мелкие куски.

Как варить чугун полуавтоматом
Имея полуавтомат, можно реставрировать металл в домашних условиях. Подойдет любая технология:
- MIG – использование инертного газа;
- MAG — наплавка присадки в среде углекислого газа.
При сварке чугуна полуавтоматом высокое качество гарантировано: присадка ложится равномерно, она поступает ко шву автоматически. Точечная технология не предусматривает глубокого прогрева детали из-за ограниченности площади контакта.
Если нужно надежное соединение, работающее под нагрузкой, изделия предварительно разогревают до нужной температуры.
Подготовительные работы
Многое зависит от качества разделки трещин, их вырезают на всю глубину. Чтобы заварить чугун, углы сглаживают, шлифуют. Разделка превышает по верху первоначальные размеры дефекта до 6 см, углубляется на 1-2 мм. Конечные точки обычно засверливают для надежности. Угол разделки – 45°. Масляные пятна обжигают или обезжиривают. Тонкие изделия варят на подкладке из графита, он нужен для амортизации. На подформовке металл не «трещит». Кромки обязательно очищают, сметают пыль, стружку. Любое включение снижает прочность шва.
Выбор проволоки для чугуна
По чугуну применяется медесодержащая сварочная проволока. Без подогрева выбирается присадка с маркировкой ПП АНЧ-1; для температуры до + 350°С – порошковую проволоку АНЧ-2; АНЧ 3 предназначен для высокой температуры.
Процесс сварки
Угол наклона держателя к свариваемой поверхности не должен превышать 60°. В таком положении удобно осматривать рабочую зону, следить за процессом сварки, подачей проволоки. Сначала прихватывают края трещины, затем делают первый проход. Шов накладывают фрагментами до 3 см длиной. Многослойность соединения зависит от толщины реставрируемого металла. Каждый последующий шов сначала проковывается молотком, сбивается окалина. Следующий слой наплавки перпендикулярен предыдущему – так обеспечивается прочность. Когда работа закончена, восстановленное изделие убирают для медленного остывания. Только потом шов окончательно очищают, выравнивают валик, если есть необходимость.
Перед ответственной сваркой начинающим лучше сначала потренироваться, чтобы соблюдалась скорость движения подающей насадки.
Соединение чугунных заготовок полуавтоматическим сварочным аппаратом: горячий и холодный способы
Чугун, несмотря на его условную хрупкость, остается одним из самых востребованных конструкционных металлов. Этому способствует твердость материала, стойкость к знакопеременным и усталостным нагрузкам, высокая теплоемкость.
Особенности технической оснастки процесса полуавтоматической сварки чугуна
Сварка чугуна затруднена ввиду склонности металла к появлению дефектов и снижению эксплуатационных характеристик под воздействием высоких температур.
Для соединения чугунных заготовок и устранения неисправностей в готовых изделиях (трещины, сколы и т. п.) чаще всего используется простой и быстрый способ полуавтоматической сварки, требующий, однако, наличия особого оборудования. Допустимы MIG- и MAG-технологии, которые предполагают подачу инертного и активного газов соответственно.
Основное оборудование
Для полуавтоматической сварки используются специализированные электромеханические аппараты, которые обеспечивают непрерывную подачу плавящегося электрода к сварочной ванне, а также защиту шва от вредоносного воздействия атмосферного воздуха с помощью флюса или газа. Простые «полуавтоматы» имеют однокорпусную конструкцию, когда в едином модуле объединяются:
- источник сварочного тока;
- двигатель, редуктор и пассивные узлы подачи проволоки;
- система нагнетания защитного газа;
- система управления работой прибора.
Внешние элементы такого аппарата включают первичные и вторичные кабели, газовый баллон с понижающим давление узлом и нагнетательным рукавом, горелку.
При больших объемах производства, а также выполнении сложных сварочных работ целесообразно использование модульных полуавтоматических аппаратов. Их подающий механизм и газовая система расположены в обособленном корпусе, а источник сварочного тока с управляющим блоком – в основном модуле. Если устройство рассчитано на интенсивное использование, горелка может дополняться системой принудительного жидкостного охлаждения.
В зависимости от устройства цепей первичного питания различают однофазные и трехфазные «полуавтоматы». Первые привлекают компактностью и удобством подключения к сети, так как работают от переменного тока напряжением 220 В. Вторые используются в промышленных циклах, для их питания используется 380-вольтная сеть. Не менее важным фактором является тип механизма, подающего проволоку. Он может быть:
- толкающим – расположен внутри корпуса аппарата, проталкивает сварочную проволоку в рукав, что в ряде случаев (например, при использовании тонкого или чрезмерно мягкого материала) может привести к ее замятию;
- тянущим – расположен внутри рукояти горелки, затягивает проволоку, обеспечивая ее равномерную подачу, иногда может привести к нежелательному истончению материала;
- комбинированным – имеет как толкающий, так и тянущий узлы, действующие синхронно, отличается стабильной и бесперебойной работой.
При длине рукава менее 4 метров обычно используются подающие механизмы с одной парой поддерживающих роликов, более 4 метров – с двумя парами. Если длина рукава превышает 8 метров, единственным возможным механизмом подачи становится комбинированный с двумя парами роликов.
Дополнительное оборудование
Помимо полуавтоматического аппарата, для сварки чугуна понадобятся стандартные инструменты и материалы для подготовки поверхностей и индивидуальной защиты. К ним относятся:
- шлифовальная машинка (болгарка);
- металлические щетки;
- обезжиривающий раствор;
- сухая чистая ветошь;
- сварочные перчатки;
- защитная маска.
При сварке с газовой защитой шва понадобится баллон с углекислотой, аргоном, гелием или смесью газов. В ряде случаев (например, при заваривании трещин в чугунных картерах) для предварительной обработки заготовок может использоваться ручная дрель со сверлами по металлу и другие электроинструменты.
Присадочная проволока
Полуавтоматическую сварку чугуна осуществляют с помощью плавящегося электрода проволочного типа. Применение электродов по стали недопустимо, так как в любом случае это приведет к растрескиванию шва при застывании. Выбор марки присадочной проволоки по чугуну зависит от режима сварки:
- сварка без прогрева (холодная) – ПП АНЧ-1;
- сварка с прогревом до 350℃ (полугорячая) – ПП АНЧ-2;
- сварка с прогревом до 600℃ (горячая) – ПП АНЧ-3.
Аббревиатура «ПП» в маркировке проволоки указывает на ее порошковый тип. Это значит, что в материале содержатся необходимые присадочные элементы (Fe, Ni, Cu, Si и др.), обеспечивающие необходимую прочность и стабильность шва.
 Примерная стоимость порошковой проволоки на Яндекс.маркет
Примерная стоимость порошковой проволоки на Яндекс.маркет
Технология сварки чугуна полуавтоматом
При выборе режима сварки чугуна важно учитывать ряд его физико-химических особенностей, затрудняющих работу с материалом классическими методами. В первую очередь, к ним относятся:
- низкая температура плавления металла;
- изменение структуры вещества под действием высоких температур («отбеливание»);
- высокая жидкотекучесть чугуна, увеличивающая риски прожогов и деформаций заготовок;
- появление пор в материале под воздействием атмосферного кислорода.
Это обусловило необходимость применения щадящих режимов сварки с постоянной защитой шва активными или инертными газовыми средами. Широкое распространение получили холодная и горячая технологии полуавтоматической сварки чугуна.
Холодный способ
Холодная технология используется преимущественно в бытовых условиях для создания швов, не воспринимающих прямые механические нагрузки. Она проще и дешевле, однако, не обеспечивает достаточно качественного соединения заготовок. Алгоритм действий включает следующее:
В отличие от MIG- и MAG-сварки стали, работа с чугуном не требует колебательных и поперечных движений электрода.
Кроме того, холодная технология допускает наложение однослойного шва на стыки деталей толщиной до 4 мм.
Горячий способ
Наилучшее качество шва по чугуну обеспечивает горячий способ полуавтоматической сварки, который массово применяется в условиях ремонтных мастерских, а иногда и промышленных комплексов. Он требует выполнения такой последовательности действий:
- Обработка стыка, кромкование в случае необходимости.
- Подготовка опорной поверхности, установка на нее графитовой подкладки.
- Прогрев заготовок в печи до температуры около 600℃.
- Быстрое закрепление заготовок на подкладке и скорейшее начало сварки низким постоянным током с обратной полярностью в защитной газовой среде.
- Проварка шва углом вперед (уклон составляет 50-60°, чего достаточно для визуального контроля).
- Повторная проварка шва (в зависимости от толщины металла наносится от 2 до 5 слоев), во время которой допустим метод поперечного ведения электрода.
- Обрыв дуги и прекращение подачи защитного газа (через 15-30 секунд).
- Очистка шва от шлаков, обеспечение медленного снижения температуры детали под слоем асбеста, древесного угля или другого негорючего материала.
- Окончательная очистка и механическая обработка шва.
Важно помнить, что скорость полуавтоматической сварки значительно выше, чем ручной. Если вы раньше не работали с «полуавтоматом», потренируйтесь на чугунном ломе, прежде чем приступать к сварке ответственных соединений.
