Сварка или пайка медных проводов
Как сварить медные провода в домашних условиях
Медные провода практичнее алюминиевых, их часто используют для проводки в частных домах, прокладывают при ремонте квартир. Допускается несколько способов оформления стыков кабеля: их крепят клеммами, пайкой. Разрешается опрессовка или сжим скрутки, но самое надежное соединение образуется при расплаве меди. Для сварки медных проводов на линии или в распределительной коробке используют точечную технологию. Необходимо расплавить скрутку до однородной структуры, чтобы не повышалось сопротивление в цепи. Делается это для пожаробезопасности.

Особенности сварки медных проводов
Медь хорошо плавится и быстро насыщается водородом, окисляется в расплавленном состоянии. Температура плавления медных сплавов не более 1000°С. Для защиты металла при сварке медных деталей используют аргон или углекислый газ, но провода варить в защитной атмосфере экономически нецелесообразно. Для сварки медного кабеля используют обычные аппараты, генерирующие постоянный или высокочастотный переменный ток и напряжение от 15 до 30 В.
Желательно, чтобы рабочий ток регулировался, для скрутки одной жилы сечением 1,5 мм 2 нужен ток 70 А, для соединения трех проводов потребуется увеличить ампераж до 90–100 А. Для монтажа медной проводки в доме с подключением мощного электрооборудования необходимо выбирать сварочные аппараты до 120 А. Если нет оптимального тока, дуга будет прерываться, электрод начнет залипать.
Пайка или сварка медных проводов – что лучше?
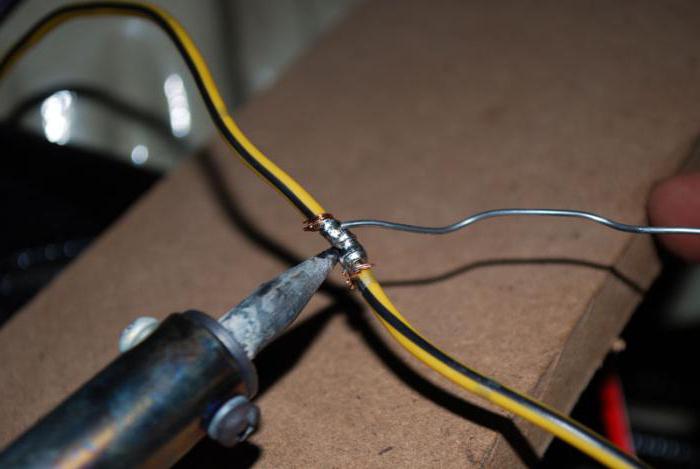
Самый простой и эффективный способ пайки – погрузить место контакта в расплав припоя. Для небольших схем такой метод годится. Но при монтаже линий из медных проводов не подходит. Пайка оловянными припоями на весу требует навыков, новички с такой работой не справятся, велик риск травмирования. Соединение проводов своими руками контактной сваркой намного безопаснее.
Еще одно преимущество сварки – не изменяется химический состав проводов, в сплав не попадают частички припоя. Электропроводность медного кабеля в месте скрутки не меняется. Сварка проводится быстрее пайки, не нужно предварительно лудить контакты, подбирать паяльник по мощности под размер кабеля. Есть многожильные шнуры, которые пропаять невозможно.
У сварки есть единственный недостаток: если нет навыков, можно повредить целостность изоляции медного провода.
Аппарат для сварки
Для сварки для медных проводов используют любой генератор тока: трансформатор, выпрямитель, инвертор. Клещи для контактной сварки подключают к автомобильным аккумуляторам, соединяют два последовательно, выводят контакты к электродам. Мощности хватает для соединения кабеля с жилой 5 мм. Большой объем с аккумуляторами не сделаешь, необходим сварочный аппарат.
Инвертор
Преимущества современных инверторных аппаратов очевидны:
- ими можно сварить провода любого сечения;
- они не боятся «провисания» напряжения в сети, снижают риск залипания электрода, пережога медных скруток;
- есть облегченные модели, выдающие ток до 150–200 А;
- работают от стандартной сети, не нужно подключаться к трехфазному току.
Работать с инвертором проще, чем с трансформатором. Для сварки постоянным током прямой полярности плюс подключают к держателю электрода, минус – к свариваемому медному проводу.
Трансформатор
Громоздкие аппараты старого типа сложно перетаскивать с места на место, зато трансформаторы способны генерировать ток в пределах 400 А. Трансформатор подходит для работы с постоянным током прямой или обратной полярности. Им проводят сварку медных шин в распределительных щитках, соединение скрученных проводников большого сечения. Подключают трансформатор также, как инвертор: «+» на электрод, «-» на скрутку. У трансформантов хорошая производительность, но в процессе работы они сильно гудят, греются, их периодически отключают, дают остыть. При включении они «просаживают» сеть, но затем напряжение стабилизируется. При работе с трансформатором следует это учитывать.
На базе понижающего трансформатора мощностью до 150 А напряжением от 12 до 38 В из бытовой техники можно сделать сварочный аппарат самостоятельно: намотать на него необходимо число витков кабеля. Рассчитать их количество можно по таблицам. Если включить в электросхему диодный мост, он будет стабилизировать дугу. Держатель приобретают в магазине или используют вместо него зажим троллейбусного контактора. Зажимные токопроводящие клещи делают из пассатижей – к одной ручке прикручивают контактную клемму. Обязательно делают заземление самодельного аппарата.
Технология сварки скруток медных проводов
Соединение заключается в расплавлении свариваемых проводников дугой при пропускании тока, зажимное устройство уплотняет структуру диффузного слоя. Стоит рассмотреть процесс сварки скруток медных проводников подробнее. Пошаговая инструкция:
- Концы соединяемого кабеля зачищают, снимают изоляцию на расстоянии до 7 см, чтобы проводка не пострадала в процессе работы.
- Жилы или нити складывают параллельно, их необходимо плотно скрутить между собой, тип скрутки значения не имеет, но при осевой стыковке по направлению проводников друг к другу сваривать скрутку сложнее.
- Длина скрутки должна достигать 5 см, излишки волокон обрезают. Провода помещают между контактами или в самодельное прижимное устройство на расстоянии 2–3 см от края.
- После касания проводников электродом возникает электродуга, ее удерживают не более 2–3 секунд в зависимости от толщины проводников.
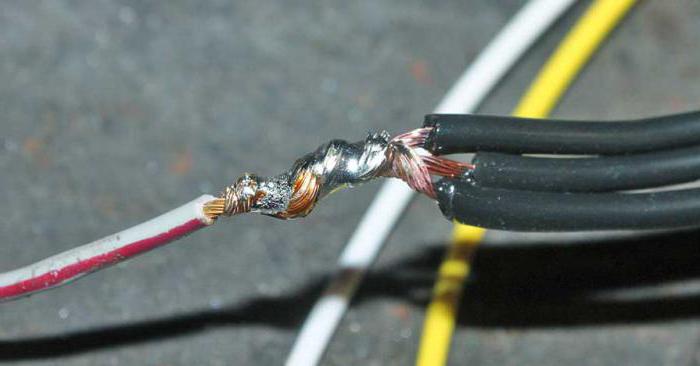
- Медь расплавляется в зажимном устройстве, образуется прочное соединение.
- Остывшие соединенные проводники обматывают изоляционной лентой или надевают на нее термоусадочную пленку.
Рекомендованные режимы тока:
- для соединения проводников сечением 1,5 мм 2 :
— скрутка из двух проводов – 70 А;
- с сечением 2,5 мм 2 :
— скрутка из трех проводов – от 90 до 100 А;
— из 4-х – от 100 до 120 А;
- для соединения 5 мм сердечников максимальный ток – не более 150 А.
Перед монтажными работами желательно потренироваться на обрезках кабеля. Понять, что медь расплавилась, можно по рыжему валику на конце проводника.
Выбор электродов
Дугу разжигают угольным стержнем или графитовым электродом с омеднением, его еще называют «графитовый карандаш». Дуга у черного угольного стержня выше, чем у серого «графитового карандаша», расход электродов небольшой.
Если нет угольных электродов, мастера используют графитовые сердечники пальчиковых батареек.
При сварке стыков кабеля необходимо позаботиться об индивидуальной защите от поражения током, не стоит пренебрегать заземлением. Огнетушитель лучше держать под рукой.
Сварка медного провода: обзор способов и оборудования. Пайка или сварка медных проводов — что лучше?
- Новости компании
- Новости машиностроения
- Новости судостроения
- Новости военно-промышленного комплекса
- Новости космической промышленности
- Новости авиастроения
- Новости строительного сектора
- Интересные статьи
- Технические статьи
- Видео по сварке
- Видео по ковке

Самой главной задачей при соединении любых электрических контактов является обеспечение их минимального сопротивления. При плохом контакте сопротивление между медными проводами значительно повышается, в результате чего происходит нагрев кабеля. Существует множество способов соединений контактов, но самым надежным и эффективным по праву считается сварка медного провода. Данная технология позволяет монолитно соединить все жилы провода, добившись тем самым максимально низкого электрического сопротивления. В результате нагревание проводов исключается, следовательно, уровень пожаробезопасности значительно повышается.
Методы соединения проводов
Медь является основным материалом проводников. В силу физико-химических свойств этого материала (высокая пластичность, отсутствие упругости), работа с ним имеет свои особенности. Правила устройства электроустановок гласят, что операции по соединению, ответвлению и оконцовыванию жил кабелей и проводов могут выполняться с помощью пайки, сварки, опрессовки или сжимов (болтовых, винтовых и пр.). Каждый из них имеет свои особенности, о которых пойдет речь ниже.
Соединение проводов посредством скрутки
Простая скрутка проводов запрещена ПУЭ, так как это наиболее неэффективное, недолговечное и пожароопасное соединение. Несмотря на это, домашние умельцы так и не перестают использовать данный метод, хоть последствия подобного «рукоделия» могут быть самыми плавчевными.
Скрутка проводов имеет один важный недостаток: медные соединения со временем деформируются и ослабевают, в конце концов окончательно разрушаясь вследствие высокого переходного сопротивления.
Следует помнить, что метод скрутки можно применять только в исключительных случаях, если необходимо срочно восстановить электроснабжение, а другие способы в конкретной ситуации недоступны. При этом очень важно позаботиться о качестве, безопасности и надежности соединения.
Категорически запрещается: Соединять провода, выполненные из разных материалов (алюминий и медь); Соединять провод медный одножильный с многожильным.
Процесс скрутки выглядит следующим образом: Очистить провода от изоляции на расстоянии 6-8 см от края; Наложить один провод на другой крест-накрест и максимально плотно скрутить. Если сечение медного провода более 1 кв. мм, данная операция выполняется с помощью плоскогубцев. Откусить кусачками оставшиеся кончики проводов. Заизолировать скрутку с помощью специальных изоляционных материалов (ПВХ или термоусадочных трубок, колпачков) или нескольких слоев изоляционной ленты. Изоляция обязательно должна захватывать изоляционный слой проводов.
Данный способ представляет собой процесс соединения проводов посредством их обжатия специальной трубчатой гильзой либо наконечником. Эти приспособления применяются, если сечение медного провода составляет 2,5-240 кв. мм. Бесспорными преимуществами технологии опрессовки являются скорость и аккуратность выполнения работ, а также последующая долговечность и безопасность соединений.

Для опрессовки используется специальный инструмент – механические, гидравлические или электрические клещи либо профессиональные обжимочные прессы. Подбор гильз осуществляется с учетом сечения и количества соединяемых проводов.
После удаления изоляции и зачистки жил, на них наносят кварцево-вазелиновую пасту, надевают гильзу и производят обжимку. Опрессованные гильзы изолируют.
Обжимы и клеммники
Применение различных обжимов и клеммников довольно широко практикуется при подключении электрических розеток, выключателей, осветительных приборов, а также при установке распределительных щитов. Данные приспособления позволяют аккуратно и быстро соединить провод медный одножильный, однако многожильный провод без предварительной пропайки или опрессовки трубчатым наконечником в винтовой зажим зажимать нельзя.

К бесспорным преимуществам винтовых зажимов можно отнести возможность соединения алюминиевых проводов с медными, а также отсутствие необходимости в последующей изоляции контактов.
Однако подобный тип соединения не лишен недостатков. Он нуждается в периодическом обслуживании, заключающемся в подкручивании зажимных элементов. Медь – очень мягкий материал, склонный к «вытеканию» из-под нагрузки. Если даже выполнять соединения посредством жестко подпружиненных самозажимных клеммников, из-за слишком малой площади контактирующих поверхностей при большой нагрузке происходит нагрев и отпуск пружинящих элементов, вследствие чего их упругость снижается вместе с качеством соединения.
Пайка VS-сварки
Для обеспечения хорошего контакта чаще всего применяется пайка или сварка медных проводов. Что лучше из этих методов? Однозначно, сварка. Дело в том, что пайка – процесс достаточно трудоемкий и длительный, особенно если требуется соединить кабель медный многожильный. Плюс к этому, спаечные соединения со временем разрушаются из-за присутствия третьего, более рыхлого и легкоплавкого металла – припоя. Наличие переходного сопротивления в местах стыков разных сплавов способствует появлению разрушающих химических реакций и прочих негативных процессов.
Когда же выполняется сварка медного провода, понятие «контакт» вообще пропадает, так как соединение получается монолитным из однотипного металла. Естественно, подобные соединения отличаются рекордно низким сопротивлением, за счет чего тепло практически не выделяется.
Сразу следует отметить, что данная операция требует определенных знаний и опыта. Как ни парадоксально звучит, но качественная скрутка лучше плохой пайки, помните об этом.

Процесс пайки начинается с предварительной очистки концов проводов от изоляции и окислов. Затем их скручивают, покрывают специальным веществом – флюсом, после чего опаивают. Спаивать можно не только провода из меди, но и из алюминия, главное – правильно выбрать флюс и припой. Использование активного кислотного флюса не рекомендуется, так как он обязательно останется на проводах, вследствие чего соединение быстро разрушится.

Одна пайка занимает достаточно много времени, однако если все сделано правильно, такое соединение будет надежным и долговечным. После того как провода остынут, их необходимо тщательно заизолировать.
Самое качественное и безопасное соединение образует сварка медного провода. Сопротивление в месте контакта проводов не превышает показателя их стандартного сопротивления. Данный метод не требует много времени и считается относительно простым.

При наличии минимальных навыков и познаний сварка медных проводов в домашних условиях вполне выполнима. При проведении сварочных работ необходимо строго соблюдать все правила пожарной и электробезопасности. Во избежание ожогов и травм глаз следует обязательно применять средства индивидуальной защиты – специальную защитную одежду и рукавицы, сварочную маску либо очки.
Оборудование для сварки
Соединение проводов с помощью сварки выполняется аппаратами различных типов. Наиболее удобно использовать инверторный аппарат для сварки медных проводов, так как устройства этого типа характеризуются небольшими габаритами и весом, экономичным энергопотреблением и широким диапазоном регулировок сварочного тока. К их преимуществам следует отнести и способность обеспечивать устойчивое горение электрической дуги.
Если намечается значительный объем электромонтажных работ, то приобретение сварочного аппарата инверторного типа будет вполне целесообразно и оправданно. К тому же это оборудование наверняка не будет лежать «мертвым грузом» и в будущем.
Особенности процесса сварки проводов из меди
Сварка медного провода может осуществляться как переменным, так и постоянным током при показателях напряжения 15-30 В. Очень хорошо, если в аппарате предусмотрена возможность регулировки тока.
К примеру, чтобы сварить два медных провода сечением 1,5 кв. мм, хватит 70 А. Для сварки трех проводов с таким же сечением ток необходимо увеличить до 90 А. Соединение трех проводов сечением 2,5 кв. мм потребуется от 80 до 100 А, а для сварки пяти аналогичных проводов – 120 А. Если выбран оптимальный сварочный ток, не происходит «залипание» электрода, а дуга горит достаточно устойчиво. Для сварки проводов из меди применяют угольно-медные «карандаши» (электроды). Если таковых нет, то возможно использование угольных стержней от батареек пальчикового типа.
Технология сварки
Кончики проводов длиной 5-6 см очищают от изоляционного покрытия и скручивают, начиная от срезов изоляции, оставляя 5-6 мм в конце скрутки в нескрученном виде. Эти кончики необходимо расправить, сложить параллельно и прижать друг к другу. При скручивании трех и более проводов, на конце все равно нужно оставить только два свободных кончика, а остальные срезать в месте последнего витка скрутки. Если сварочный аппарат недостаточно мощный, такая скрутка позволит более просто сформировать шарик расплава. При наличии достаточного сварочного тока в аппарате можно выполнить простую скрутку.
Далее скрутку зажимают с помощью сварочного зажима. Если данное приспособление отсутствует, можно воспользоваться обычными старыми плоскогубцами.

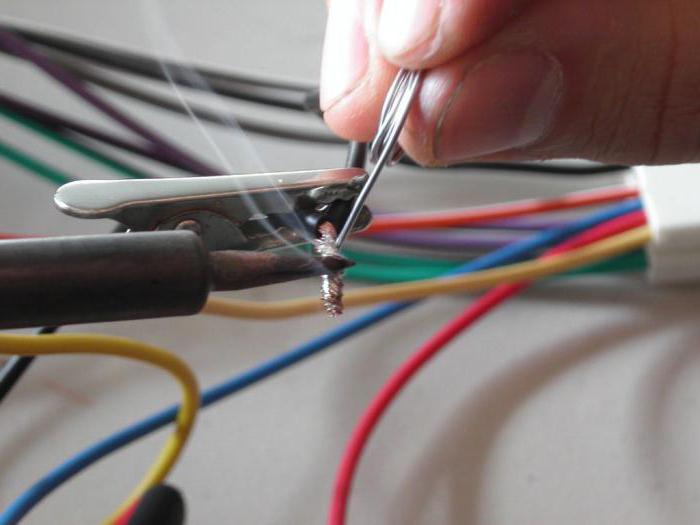
Подготовленное соединение сваривают угольным электродом. В процессе сварки медных проводов расплавляют оставленные нескрученными концы до формирования шарика расплава. Чтобы обеспечить надежный механический и электрический контакт проводов, зона расплавления обязательно должна дойти до скрутки. Продолжительность сварки не должна превышать 2-3 секунд, в обратном случае изоляция проводов оплавится. После полного остывания соединения производится его изоляция с помощью нескольких слоев изоленты либо специальных колпачков, ПВХ или термоусадочных трубок.
Советуем подписаться на наши страницы в социальных сетях: Facebook | Вконтакте | Twitter | Google+ | Одноклассники
Сварка медного провода: обзор способов и оборудования. Пайка или сварка медных проводов — что лучше?
Самой главной задачей при соединении любых электрических контактов является обеспечение их минимального сопротивления. При плохом контакте сопротивление между медными проводами значительно повышается, в результате чего происходит нагрев кабеля. Существует множество способов соединений контактов, но самым надежным и эффективным по праву считается сварка медного провода. Данная технология позволяет монолитно соединить все жилы провода, добившись тем самым максимально низкого электрического сопротивления. В результате нагревание проводов исключается, следовательно, уровень пожаробезопасности значительно повышается.
Методы соединения проводов
Медь является основным материалом проводников. В силу физико-химических свойств этого материала (высокая пластичность, отсутствие упругости), работа с ним имеет свои особенности. Правила устройства электроустановок гласят, что операции по соединению, ответвлению и оконцовыванию жил кабелей и проводов могут выполняться с помощью пайки, сварки, опрессовки или сжимов (болтовых, винтовых и пр.). Каждый из них имеет свои особенности, о которых пойдет речь ниже.
Соединение проводов посредством скрутки
Простая скрутка проводов запрещена ПУЭ, так как это наиболее неэффективное, недолговечное и пожароопасное соединение. Несмотря на это, домашние умельцы так и не перестают использовать данный метод, хоть последствия подобного «рукоделия» могут быть самыми плавчевными.
Скрутка проводов имеет один важный недостаток: медные соединения со временем деформируются и ослабевают, в конце концов окончательно разрушаясь вследствие высокого переходного сопротивления.
- Соединять провода, выполненные из разных материалов (алюминий и медь);
- Соединять провод медный одножильный с многожильным.
Процесс скрутки выглядит следующим образом:
- Очистить провода от изоляции на расстоянии 6-8 см от края;
- Наложить один провод на другой крест-накрест и максимально плотно скрутить. Если сечение медного провода более 1 кв. мм, данная операция выполняется с помощью плоскогубцев.
- Откусить кусачками оставшиеся кончики проводов.
- Заизолировать скрутку с помощью специальных изоляционных материалов (ПВХ или термоусадочных трубок, колпачков) или нескольких слоев изоляционной ленты. Изоляция обязательно должна захватывать изоляционный слой проводов.
Опрессовка
Данный способ представляет собой процесс соединения проводов посредством их обжатия специальной трубчатой гильзой либо наконечником. Эти приспособления применяются, если сечение медного провода составляет 2,5-240 кв. мм. Бесспорными преимуществами технологии опрессовки являются скорость и аккуратность выполнения работ, а также последующая долговечность и безопасность соединений.

После удаления изоляции и зачистки жил, на них наносят кварцево-вазелиновую пасту, надевают гильзу и производят обжимку. Опрессованные гильзы изолируют.
Обжимы и клеммники
Применение различных обжимов и клеммников довольно широко практикуется при подключении электрических розеток, выключателей, осветительных приборов, а также при установке распределительных щитов. Данные приспособления позволяют аккуратно и быстро соединить провод медный одножильный, однако многожильный провод без предварительной пропайки или опрессовки трубчатым наконечником в винтовой зажим зажимать нельзя.
К бесспорным преимуществам винтовых зажимов можно отнести возможность соединения алюминиевых проводов с медными, а также отсутствие необходимости в последующей изоляции контактов.
Однако подобный тип соединения не лишен недостатков. Он нуждается в периодическом обслуживании, заключающемся в подкручивании зажимных элементов. Медь – очень мягкий материал, склонный к «вытеканию» из-под нагрузки. Если даже выполнять соединения посредством жестко подпружиненных самозажимных клеммников, из-за слишком малой площади контактирующих поверхностей при большой нагрузке происходит нагрев и отпуск пружинящих элементов, вследствие чего их упругость снижается вместе с качеством соединения.
Пайка VS-сварки
Для обеспечения хорошего контакта чаще всего применяется пайка или сварка медных проводов. Что лучше из этих методов? Однозначно, сварка. Дело в том, что пайка – процесс достаточно трудоемкий и длительный, особенно если требуется соединить кабель медный многожильный. Плюс к этому, спаечные соединения со временем разрушаются из-за присутствия третьего, более рыхлого и легкоплавкого металла – припоя. Наличие переходного сопротивления в местах стыков разных сплавов способствует появлению разрушающих химических реакций и прочих негативных процессов.
Когда же выполняется сварка медного провода, понятие «контакт» вообще пропадает, так как соединение получается монолитным из однотипного металла. Естественно, подобные соединения отличаются рекордно низким сопротивлением, за счет чего тепло практически не выделяется.
Пайка
Сразу следует отметить, что данная операция требует определенных знаний и опыта. Как ни парадоксально звучит, но качественная скрутка лучше плохой пайки, помните об этом.
Процесс пайки начинается с предварительной очистки концов проводов от изоляции и окислов. Затем их скручивают, покрывают специальным веществом – флюсом, после чего опаивают. Спаивать можно не только провода из меди, но и из алюминия, главное – правильно выбрать флюс и припой. Использование активного кислотного флюса не рекомендуется, так как он обязательно останется на проводах, вследствие чего соединение быстро разрушится.
Одна пайка занимает достаточно много времени, однако если все сделано правильно, такое соединение будет надежным и долговечным. После того как провода остынут, их необходимо тщательно заизолировать.
Сварка
Самое качественное и безопасное соединение образует сварка медного провода. Сопротивление в месте контакта проводов не превышает показателя их стандартного сопротивления. Данный метод не требует много времени и считается относительно простым. При наличии минимальных навыков и познаний сварка медных проводов в домашних условиях вполне выполнима.

При проведении сварочных работ необходимо строго соблюдать все правила пожарной и электробезопасности. Во избежание ожогов и травм глаз следует обязательно применять средства индивидуальной защиты – специальную защитную одежду и рукавицы, сварочную маску либо очки.
Оборудование для сварки
Соединение проводов с помощью сварки выполняется аппаратами различных типов. Наиболее удобно использовать инверторный аппарат для сварки медных проводов, так как устройства этого типа характеризуются небольшими габаритами и весом, экономичным энергопотреблением и широким диапазоном регулировок сварочного тока. К их преимуществам следует отнести и способность обеспечивать устойчивое горение электрической дуги.
Если намечается значительный объем электромонтажных работ, то приобретение сварочного аппарата инверторного типа будет вполне целесообразно и оправданно. К тому же это оборудование наверняка не будет лежать «мертвым грузом» и в будущем.
Особенности процесса сварки проводов из меди
Сварка медного провода может осуществляться как переменным, так и постоянным током при показателях напряжения 15-30 В. Очень хорошо, если в аппарате предусмотрена возможность регулировки тока.
К примеру, чтобы сварить два медных провода сечением 1,5 кв. мм, хватит 70 А. Для сварки трех проводов с таким же сечением ток необходимо увеличить до 90 А. Соединение трех проводов сечением 2,5 кв. мм потребуется от 80 до 100 А, а для сварки пяти аналогичных проводов – 120 А. Если выбран оптимальный сварочный ток, не происходит «залипание» электрода, а дуга горит достаточно устойчиво.
Для сварки проводов из меди применяют угольно-медные «карандаши» (электроды). Если таковых нет, то возможно использование угольных стержней от батареек пальчикового типа.
Технология сварки
Кончики проводов длиной 5-6 см очищают от изоляционного покрытия и скручивают, начиная от срезов изоляции, оставляя 5-6 мм в конце скрутки в нескрученном виде. Эти кончики необходимо расправить, сложить параллельно и прижать друг к другу. При скручивании трех и более проводов, на конце все равно нужно оставить только два свободных кончика, а остальные срезать в месте последнего витка скрутки. Если сварочный аппарат недостаточно мощный, такая скрутка позволит более просто сформировать шарик расплава. При наличии достаточного сварочного тока в аппарате можно выполнить простую скрутку.
Далее скрутку зажимают с помощью сварочного зажима. Если данное приспособление отсутствует, можно воспользоваться обычными старыми плоскогубцами.

Подготовленное соединение сваривают угольным электродом. В процессе сварки медных проводов расплавляют оставленные нескрученными концы до формирования шарика расплава. Чтобы обеспечить надежный механический и электрический контакт проводов, зона расплавления обязательно должна дойти до скрутки.
Продолжительность сварки не должна превышать 2-3 секунд, в обратном случае изоляция проводов оплавится. После полного остывания соединения производится его изоляция с помощью нескольких слоев изоленты либо специальных колпачков, ПВХ или термоусадочных трубок.
Правильное соединение электрических проводов: опрессовка или пайка
Вопрос о лучшем типе соединений в бытовой электросети всегда не имел однозначного ответа. Возможно, кроме привычных нам клеммников и пайки придумано нечто новое? Давайте разберёмся, а заодно выясним, как влияет на выбор метода соединения набор специфичных условий объекта.
- Пайка проводов: где это уместно
- Счалки и обжим гильзами
- Соединения кабельных линий
- Пружинные и винтовые зажимы
- Способы изоляции соединений

Пайка проводов: где это уместно
Соединения на свинцово-оловянном припое обеспечивают достаточную электромеханическую прочность, но имеют ряд очень существенных недостатков. Даже при стендовой пайке на хорошо оборудованном месте возможен брак, а в стеснённых условиях распайки коробок под потолком он почти гарантирован. Ситуацию усугубляет невозможность полностью снять остатки флюса, что вызывает со временем постепенное разрушение места спайки.
 Некачественная пайка проводов обязательно выльется в проблему в будущем
Некачественная пайка проводов обязательно выльется в проблему в будущем
Многопроволочные проводники вообще нет смысла соединять пайкой: предварительную скрутку почти невозможно выполнить плотно, из-за чего олово вытесняет не весь воздух. Пористое соединение сильно греется, со временем усиливается коррозия, и контакт пропадает из-за слоя окислов. Похожие явления наблюдаются и в спайках, замурованных без локализации коробками, что, строго говоря, в принципе неприемлемо в современном монтаже вне зависимости от метода соединения.
Отход от этого правила вызывает лавинообразное образование окислов в условиях повышенной влажности. Они занижают проводимость между медными жилами, но при этом делают стену частично проводимой за счёт растворённых в воде солей — отсюда удары током и короткие замыкания.
 Вот что происходит при несоблюдении правил пайки силового кабеля
Вот что происходит при несоблюдении правил пайки силового кабеля
И всё же пайка — достаточно быстрый и наименее затратный способ соединения с довольно высоким сроком службы. Можно рекомендовать паять соединения в обслуживаемых шкафах и коробках, лудить многопроволочные жилы для винтовых зажимов, соединять кабели пайкой при защите гидроизоляционными муфтами. Пайка также служит хорошей защитой от окисления на сухом воздухе, поэтому ею укрепляют другие виды соединений: гильзо-обжимные и винтовые.
 Пример правильной пайки силового кабеля
Пример правильной пайки силового кабеля
Помните, однако, что главный недостаток пайки в таких случаях — неразъёмность соединения, поэтому для потенциально временных контактов она подходит мало. Также будет ошибкой паять на весу, не обеспечив предварительного механического скрепления соединяемых проводников скруткой или иным способом. Малейшие подвижки в слое остывающего припоя вызывают его общую пористость, что ведёт к описанным выше последствиям.
Счалки и обжим гильзами
В электромонтаже любого рода голая «скрутка» служит временным соединением проводников на этапе тестирования и отладки. Работать в постоянном режиме такое соединение не может из-за механического действия тока и упругих свойств медного сплава. Есть и другая причина: для сохранения номинальной проводимости на переходе скрутка должна быть очень длинной, ведь площадь соприкосновения двух круглых проволок минимальна.
 Варианты исполнения скрутки или счалки проводов. Механическое соединение проводов — временное решение
Варианты исполнения скрутки или счалки проводов. Механическое соединение проводов — временное решение
Все эти недостатки устраняются опрессованием скруток или отдельных жил при помощи гильз. Проводники при этом деформируются и прилегают друг к другу со значительной площадью соприкосновения, а плотность их прижатия обеспечивается внешним поясом, не подверженным действию тока.
На практике есть смысл соединять опрессованием жилы сечением в 10 мм 2 и более, с менее толстыми проводами контролировать качество обжима сложнее. Как инструмент для работы с кабелем до 35 мм 2 лучше выбрать ручные рычажные опрессовщики, устроенные на манер болторезов: они мобильны, к тому же на малых сечениях достаточно одной мускульной силы.
 Опрессовка в гильзу улучшает контакт проводов и механическую прочность соединения
Опрессовка в гильзу улучшает контакт проводов и механическую прочность соединения
Крупные токоведущие линии (от 50 мм 2 ), помимо своей массивности, осложняют работу высокой степенью ответственности. Качественный обжим возможен только гидравлическим инструментом, коего существуют две разновидности. Для работы на кабельных линиях отлично подойдут рычажные домкраты, совмещённые с матрицей в одном корпусе. Особенно удобно работать таким инструментом на высоте.
При сборке щитов и в стеснённых условиях лучше предпочесть раздельные опрессовщики, в которых маслонасос выполнен с педальным приводом и соединён с рабочей частью шлангом высокого давления.



Крайне важно помнить, что надёжное обжатие возможно только статическим усилием. Поэтому опрессовывать наконечники и гильзы молотком (зубилом) нельзя категорически.
Соединения кабельных линий
Эталоном качества и надёжности кабельных соединений служит большинство соединительных кабельных муфт, используемых для стыковки отрезков магистральных ЛЭП. Выше мы упоминали, что замуровывать соединения в стену нельзя, но в некоторых ситуациях этого не избежать. Например, при высокой протяжённости линии или использовании дорогого толстого кабеля.

Устройство муфты демонстрирует, как должно выполняться соединение в таких условиях. Жилы в них обжаты гильзовыми наконечниками с контролируемым усилием затяжки. Это могут быть как гильзо-винтовые, так и опрессованные соединения, но они неизменно защищаются слоем припоя.
Счалка (скрутка двух многожильных проводов с попеременным перехлёстом жил) каждой жилы изолирована отдельно двумя слоями изоляции: термической и водоупорной, а сам пучок разделён жёстким вкладышем и опоясан внешней гидроизоляцией, края которой плотно прилегают (приклеены) к внешней оболочке кабеля. Все эти принципы должны воплощаться в каждом необслуживаемом соединении, при эксплуатации в условиях высокой влажности, агрессивной среде и на горючих основаниях.

Пружинные и винтовые зажимы
Описанное выше достаточно легко практиковать и в повседневной работе с бытовыми сетями. Поскольку отказ от многопроволочных проводников стал почти общепринятым, соединять можно либо монолитные жилы, либо пряди, обработанные пайкой или гильзовыми наконечниками. Один из старейших и надёжных способов — винтовые колодки, которые глубоко врезаются в жилу и обеспечивают хороший контакт в ущерб динамической прочности жилы. Для постоянных соединений также рекомендуется заполнять термоклеем открытые части колодок и «шейки» винтов.

Альтернативой таким соединениям служат пружинные зажимы WAGO и подобные им. Жилу в таком зажиме можно согнуть несколько десятков раз, и она не обломается в слабом месте. Для использования во влажной среде рекомендуется приобретать пружинные колодки, заполненные техническим вазелином. Такие приспособления, не смотря на незначительное увеличение общей стоимости проекта, остаются разъёмными для быстрого изменения конфигурации сети при обнаружении ошибки, в то же время срок их эксплуатации сопоставим с кабелем — от 50 лет.
 Быстроразъёмное соедиенние Wago
Быстроразъёмное соедиенние Wago
Способы изоляции соединений
Принципы абсолютной локализации кабельной муфты воплощены в бытовых электросетях соединительными (распаечными) коробками. Широкий спектр степеней пыле- и влагозащиты (IP) позволяет подобрать оправданное по стоимости и подходящее для конкретных условий изделие. Абсолютно все соединения, кроме кабельных муфт, следует обустраивать только в таких коробках, которые, к слову, могут и не быть обслуживаемыми.

Жильная изоляция при соединении винтовыми и пружинными зажимами не требуется. Гильзы и хвостовики наконечников изолируются 1–2 слоями термоусаживаемой трубки. Чтобы при нагреве материал не рвало, неровности опрессовки нужно снять напильником, либо обмотать их 2–3 слоями лавсановой изоленты. Подобными же трубками следует устранять повреждения жильной изоляции и защищать края жил, зачищенные излишне длинными.
 Провода внутри коробки и их соединения не должны по возможности перекрывать доступ друг к другу
Провода внутри коробки и их соединения не должны по возможности перекрывать доступ друг к другу
При монтаже внутри коробки жилы также следует разделять. Обычно сначала на дне коробки разводятся фазные проводники, разделённые дистанционными клипсами, либо закреплённые к корпусу. Поверх разводки укладывается пластиковая прокладка, вырезанная из обычной ПЭТ бутылки, затем сверху разводятся нулевые и защитные жилы.
Электромонтажный инструмент для профессионалов
Инструмент для опрессовки кабельных наконечников, кабелерезы, съемники изоляции, диэлектрический инструмент, приспособления для прокладки кабеля.
Сварка проводов: почему не паяльником?
Опытные электрики знают о том, что участок электропроводки, на котором провода скручены вместе (места скруток), начнет перегреваться либо вообще обгорать. Это обусловлено тем, что на месте скрутки из-за разной плотности прилегающих контактов, появляется дополнительное сопротивление. Поэтому чтобы не сталкиваться с подобными проблемами, во время монтажа электрической проводки, медные провода лучше всего сваривать друг с другом используя для этого сварочные аппараты либо инверторы.

Преимущества перед паяльником
Медь является специфическим металлом, сваривать который необходимо в хорошо защищенном помещении, чтобы предотвратить взаимодействие воздуха, который содержится в окружающей среде и углерода. Однако при сварке проводов сделанных из этого металла, отсутствует необходимость создания длинного сварочного шва. Поэтому процесс сварки электрической проводки можно выполнять на открытом воздухе.

Чтобы спаять друг с другом два медных провода нужно за короткий промежуток времени просто расплавить торцы места их временной скрутки. Для этих целей прекрасно подойдет обыкновенный инвертор либо сварочный трансформатор. Однако нужно отметить, что используемое оборудование должно выдавать такую силу тока, который бы хватало для плавки краев кабелей.

Главным преимуществом использования инвертора и трансформаторов, по сравнению с паяльником заключается в том, что:
- не нужно дополнительно использовать во время сварки присадочный материал;
- отсутствует необходимость в лужении металла;
- сваривать металлы гораздо быстрее, чем проводить пайку (эффективно при выполнении больших объемов работ по монтажу проводки);
- сварочные аппараты, сменив режим работы, можно переключить под работу с жилами любого сечения (для пайки материалов с разным диаметром нужно приобретать паяльники, которые отличаются по мощности).

Кроме того, при прокладке электропроводки, могут использоваться кабеля большой толщины. В этом случае соединить их между собой при помощи паяльника не получится. Также во время пайки, при использовании паяльника, необходимо постоянно следить за его температурным режимом. Ведь в случае применения плохо прогретого либо маломощного паяльника, места соединения проводки будут плохо прогреваться.
Технология сварки электропроводки
Чтобы соединить между собой два медных провода, которые являются частью электропроводки, нужна кратковременная электрическая дуга. Она позволяет быстро оплавить края свариваемых кабелей и монолитно соединить их между собой. Чтобы надежно соединить два медных кабеля электропроводки нужно:

- Очистить жилы в местах их соединения от изоляции (расстояние очищенного кабеля от места соединения должно составлять около 7 см).
- Скрутить два медных волокна.
- Длина скрутки (перекрученных между собой жил кабеля) должна составлять 50 мм.
- В 3 см от края свариваемых проводов необходимо установить прижимное устройство сварочного аппарата (прижимное устройство подключается к значению « – » сварочного аппарата и играет роль массы контакта).
- Затем в держатель устанавливается специальный электрод, конец которого подносится к месту сварки. Электрод должен немного соприкасаться с торцевой частью места скрутки. После того, как удалось зажечь дугу, через 2 секунды электрод нужно убрать.

Дуга, возникающая от соприкосновения электрода и торцевой части скрутки оплавит края медных кабелей. В результате этого появиться цельное, прочное и монолитное соединение с таким сечением, которое не будет препятствовать прохождению по электропроводке тока.
После завершения сварочных работ, нужно подождать, когда скрутка остынет, а затем ее необходимо свернуть. Затем ее нужно заизолировать при помощи обыкновенной изоленты либо специальной термоусадочной трубки.
Чтобы правильно и надежно соединить между собой при помощи электрода две жилы электропроводки, необходимо уметь подбирать правильный режим работы сварки. Используемые режимы трансформаторов или инверторов, с учетом сечения проводов, а также количества соединяемых между собой прутком, показаны в таблице:
| Сечение (мм) | Количество свариваемых между собой прутков (штук) | Показатель используемой силы тока (А) |
| 1.5 | 2 | 70 |
| 1.5 | 3 | 80 |
| 2.5 | 2 | 100 |
| 2.5 | 4 | 120 |
Соединение между собой скруток электропроводки благодаря применению сварки, позволит создать надежный контакт жил. Кроме того, ее использование позволит избежать перегрева либо механического обрыва двух соединяемых жил.
