Сварка ПЭ труб встык технология
Сварка полиэтиленовых труб
Способы сварки полиэтиленовых труб
Полиэтиленовые трубы сваривают тремя способами — стыковой, раструбной и электромуфтовой (с закладными нагревателями) сваркой.
Сварка враструб
И тем не менее раструбная сварка полиэтиленовых труб — технологичный и надежный способ соединения. Параметры ее режима практически не отличаются от параметров сварки полипропиленовых труб (см. Сварка полипропиленовых труб). Применяемое оборудование, все основные приемы, значения температуры нагрева паяльника и временных интервалов операций остаются такими же (или почти такими же), как и для сварки полипропиленовых труб.
Электромуфтовая сварка
При сварке труб фитингами с закладными нагревателями, нагрев места стыка и расплавление материала осуществляется спиралью из металлической проволоки, заделанной в фитинг, по которой пропускается электрический ток. Давление в зоне сварки и герметизация соединения создается за счет теплового расширения трубы. Чтобы осуществить электромуфтовую сварку, необходимо иметь саму электросварную муфту и аппарат для сварки полиэтиленовых труб, с помощью которого подают напряжение на нагревательную проволоку.
Сварка встык
Сварка встык является основным способом неразъемного монтажа полиэтиленовых труб, начиная с диаметра 50 мм. Выбор этого значения в качестве начального, обусловлен тем, что толщина стенки 50-ти миллиметровых труб достигает 5-ти мм — как раз того значения, при котором гарантируется надежное соединение. Использование стыковой сварки для труб меньших диаметров нецелесообразно еще и потому, что образующийся при этом способе внутренний грат слишком сильно сужает и без того небольшой проход.
Стыковой сваркой рекомендуется сваривать трубы с одинаковой толщиной стенки. Иногда из этого правила делают исключения. В этом случае у трубы с большей толщиной стенки снимают фаску под углом 15±3° к оси трубы, обеспечивая, таким образом, одинаковую площадь контактных поверхностей.
Сущность стыковой сварки полиэтиленовых труб состоит в том, что оплавленные нагретым инструментом, до состояния вязкотекучести, торцы труб соединяются между собой под давлением и выдерживаются в таком положении до полного охлаждения соединения.
Полученное стыковое соединение имеет прочность выше, чем прочность самой трубы. При испытании образца с фрагментом стыкового соединения на разрывной машине, его разрыв происходит по месту целого материала, а не по сварному шву (1 — целый образец, 2 и 3 — стадии растяжения).
В качестве оборудования для стыковой сварки полиэтиленовых труб применяются сварочные аппараты, состоящие из нескольких узлов, каждый из которых выполняет определенные функции.
Центратор с четырьмя или двумя подвижными и неподвижными хомутами служит для зажима, центровки и сведения труб. Торцеватель (рубанок) предназначен для обработки их торцов. С помощью нагревательного инструмента (сварочного зеркала) осуществляется нагрев труб. Аппарат имеет устройство, создающее усилие, прижимающее трубы к сварочному зеркалу (при нагреве) и друг к другу (при опрессовке). Блоки электропитания и управления обеспечивают подачу напряжения на узлы и поддержание всех параметров в необходимом интервале.
Для резки труб используются труборезы.
Для стыковой сварки выпускаются всевозможные фитинги (спиготы).
Основные параметры стыковой сварки. К основным параметрам стыковой сварки относятся: температура нагрева инструмента, усилие прижатия труб к сварочному зеркалу и друг другу и продолжительность операций. Изменение давления удобно представлять в виде циклограммы.
Контроль за давлением осуществляют с помощью манометра гидравлического насоса, создающего усилие сжатия. Если давление создается вручную или устройством без манометра, контроль осуществляется визуально по форме и размерам образующихся валиков грата. Время операций контролируют по секундомеру.
Последовательность операций сварки. Стыковую сварку осуществляют в следующем порядке.
- Очищают и обезжиривают концы соединяемых труб.
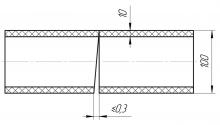
- Закрепляют трубы в центраторе сварочного устройства и обрабатывают их торцы резцом (осуществляют торцевание) с целью обеспечения их перпендикулярности оси. После торцевания заготовки сводят друг с другом для проверки отсутствия зазора. Для труб диаметром менее 110 мм допускается наличие зазоров не более 0,3 мм.
- Между торцами труб устанавливают сварочное зеркало, нагретое до рабочей температуры — согласно инструкции на оборудование и материал труб. Для всех марок полиэтилена, температура нагрева инструмента укладывается в интервал 205-230°C.
- Прижимают торцы труб к зеркалу с усилием Pоп, создающим давление 4-6 кг/см 2 , — до появления по периметру торцов грата высотой 0,5-2,0 мм. После этого снижают давление до величины 0,2-0,5 кг/см 2 и поддерживают его таким в течение всего времени нагрева. Точные значения давлений и продолжительности нагрева содержатся в инструкциях на оборудование и трубы. Ориентировочные величины приведены в таблице выше. Сварка ПЭ труб при холодной погоде может потребовать увеличения времени на их прогрев (увеличивать температуру инструмента недопустимо). Оптимальное значение продолжительности нагрева для различных внешних условий лучше всего определять, производя пробную сварку на ненужных обрезках труб.
- После истечения времени прогрева, подвижный зажим центратора с трубой отводят на расстояние 5-6 см, убирают сварочное зеркало из зоны сварки и сводят трубы до соприкосновения, создавая давление осадки Pос 1-3 кг/см 2 . При этом визуально контролируют размеры и конфигурацию образующегося грата. Давление осадки выдерживается в ходе всего времени охлаждения соединения.
- Извлекают трубы из зажимов центратора.
Требования к качеству сварных соединений
- Размеры валиков грата должны соответствовать значениям, приведенным на рисунке ниже.
- Грат должен быть равномерно и симметрично распределен по окружности стыка.
- Взаимное смещение стенок свариваемых труб в радиальном направлении не должно превышать 10% от их толщины.
- Впадина (А) между валиками грата (линия сплавления) не должна располагаться ниже наружной поверхности труб.
- Цвет грата должен быть идентичен цвету труб. Наличие трещин, пор и инородных включений не допускается.
На рисунке ниже изображен сварной шов, выполненный с соблюдением всех технологических параметров. Его отличают гладкие, симметричные валики с округлыми формами и размерами, не выходящими за рамки установленных значений.
А вот так выглядят швы, выполненные с нарушениями технологии.
Слишком малые размеры валиков грата говорят о заниженном давлении при осадке труб или недостаточном времени прогрева.
Чрезмерно большие размеры валиков свидетельствуют о завышенном времени прогрева или слишком высокой температуре нагревателя.
Смещение торцов труб друг относительно друга происходит при плохой центровке или отсутствии фиксации труб в центраторе.
Некачественное торцевание (наличие зазора между сомкнутыми торцами труб) приводит к неравномерности распределения грата по периметру труб.
Некоторые особенности монтажа полиэтиленовых труб
Монтаж полиэтиленовых труб необходимо производить с учетом снижения их гибкости при низких температурах. Нельзя допускать слишком малых радиусов изгиба. В таблице ниже приведены значения минимально допустимых радиусов изгиба в зависимости от наружного диаметра трубы и температуры окружающего воздуха.
Видео:
Методы сварки для соединения полиэтиленовых труб
Трубы из полимерных материалов активно заменяют привычный металл при монтаже или ремонте бытовых коммуникаций. Трубопроводы из полиэтиленовых труб используют при устройстве отопления, канализации, водопровода, в централизованном строительстве и в частном секторе. Сварка полиэтиленовой трубы – это самый надежный способ соединения, который применяется для строительства коммуникаций, эксплуатирующихся под давлением.

Особенности монтажа труб из полиэтилена
Монтаж трубопроводов из полиэтилена осуществляют с использованием сварки или фитингов. Только в одном случае соединения получаются разборными — при сборке на обжимных фитингах. Их прочность достаточна, чтобы выдерживать нагрузки индивидуального водяного отопления, но не рассчитана на промышленное давление или гидроудары центрального водоснабжения.
Сварные соединения полиэтиленовых труб обладают большей прочностью, однако монтаж требует специального оборудования и некоторых навыков.
Способы сварки полиэтиленовых труб
Сварные соединения на полиэтиленовых трубопроводах можно получить несколькими способами:
- Раструбный метод с использованием фитингов.
- Сварка встык. Требуется специальное оборудование. Метод является наиболее применяемым при монтаже полиэтиленовых труб диаметром более 110 мм.
- Сварка экструдером. Удобно использовать для изменения направления трубопровода без дополнительных фитингов.
- Электросварка с использованием специальных фитингов.

Все перечисленные способы сварки полиэтиленовой трубы основаны на молекулярной диффузии (взаимное проникновение, смешивание) полимера при нагревании его до температуры плавления. Отсюда название методов – диффузионные.
Обратите внимание! Для качественного соединения требуются детали из одного производителя! Только это может гарантировать полную идентичность соединяемых полимеров.
Раструбный метод
Выполняется раструбная сварка полиэтиленовых труб с использованием специальных соединительных фитингов.
Инструменты для сварочных работ:
- труборез;
- фаскосниматель;
- калибратор;
- сварочный аппарат с регулируемым нагревом для полимерных материалов;
- набор соответствующих насадок для нагревания трубы и фитинга.
Обратите внимание! Если работы проводят при минусовой температуре, то время нагрева соединяемых элементов увеличивают на 1-2 секунды от норматива.
Сварка в раструб выполняется следующим образом:
- Трубу нарезают на необходимые сегменты.
- Край, который планируют соединять, обрабатывают фаскоснимателем до получения непрерывной стружки, равной по длине двум окружностям.
- Калибруют до получения идеальной окружности.
- Протирают детали и обезжиривают.
- Закрепляют сварочный аппарат на устойчивую подставку и нагревают. Температуру регулируют при помощи штрих кода фитинга. Если аппарат не оснащен подобной функцией, то температуру нагрева выставляют в 210 градусов. Когда сварочник нагреется до заданной температуры, на нем загорится индикатор.
- Одновременно на насадки электросварочного аппарата надевают трубу, соединительную муфту и нагревают.
- Снимают разогретые детали и соединяют физическим усилием.
- Фиксируют неподвижно до остывания.
Обратите внимание! Сварочное соединение враструб для полиэтиленовых материалов используют на трубопроводах с небольшим диаметром и толщиной стенки до 5 мм.
Этот метод в частном строительстве не находит большого распространения, так как затратен, требует специального оборудования. Соединение на пресс-фитингах проще и достаточно надежно для индивидуальных водопроводных или отопительных коммуникаций.
Сварка встык
Соединение встык проводят для деталей, толщина стенки которых более 5 мм Работы проводят чаще всего на магистральных трубопроводах. Оборудование для такой сварки кардинально отличается от сварки в раструб.
Для сварочных соединений методом «встык» потребуется следующее оборудование:
- Центратор – устройство для неподвижного, соосного закрепления соединяемых концов труб. Имеет два неподвижных и два передвигающихся зажима.
- Торцеватель – инструмент для обработки среза. Подготовленные срезы должны соприкасаться друг с другом полностью. Допустимый зазор составляет не более 0,5 мм, для трубопроводов большого диаметра это расстояние допустимо увеличить до 0,7 мм. Если зазор при примерке больше, то трубы вновь следует обработать.
- Сварочный аппарат для торцевой сварки. Он представляет собой нагревательную пластину, покрытую тефлоном.
- Специальный привод, который сближает и соединяет оплавленные концы трубопровода. Есть гидравлические или механические разновидности.
- Редукционные вкладыши, которые противодействуют деформации мягкой полиэтиленовой трубы.
- Блок управления, если процесс автоматизирован.

Сварку проводят в автоматическом режиме. Алгоритм операций следующий:
- концы трубопровода закрепляют в центровочной станине;
- снимают фаску и зачищают (операция выполняется одновременно);
- соединяемые концы одновременно нагревают специальным сварочным «зеркалом», глубина расплавления материала около 2 мм;
- удерживают под давлением до остывания.
В результате манипуляций должно получиться герметичное соединение с внешним наплавленным валом.
Обратите внимание! Отход от технологии грозит перегревом материала и образованием внутреннего наплыва. Это уменьшает проходимость трубопровода и считается браком в работе.
Сварка встык является недорогой (при наличии собственного оборудования) и повсеместно используется при монтаже централизованных магистралей. Для прокладки индивидуальных коммуникаций оборудование можно взять напрокат.
Сварка экструдером
Сварка с использованием экструдера (специальный инструмент для расплавления гранулированного полимера) применяется в промышленном строительстве для монтажа криволинейных трубопроводов. Это удешевляет работы, поскольку не требует соединительных фитингов.
Соединение полиэтиленовых труб экструдером схематично выглядит так:
- Трубы обрезают под необходимым углом, очищают от стружки и заусенец.
- Ветошью стирают грязь с места среза, обезжиривают раствором на спиртовой основе.
- Вручную сводят срезы встык и фиксируют в необходимом положении точечной сваркой – прихватывают.
- Тщательно проваривают шов экструдером.
Обратите внимание! Экструдер расплавляет органический полимер, что в результате может выглядеть не слишком аккуратно. Не следует трогать мягкую пластмассу руками. Следует дать ей остыть, после чего можно ножом и наждачной бумагой зачистить полученный шов.
Сварка электросварными фитингами
Монтаж при помощи электросварных фитингов требует закупки дорогостоящих комплектующих. Для работы потребуется особый сварочный аппарат без нагревающегося сегмента.
Электросварные фитинги – это детали для соединения труб из полимерных материалов, внутрь которых вмонтированы нагревательные элементы для расплавления внешней части трубы и внутренней части фитинга. Результатом является сплавление составляющих в одно целое. Для подключения к сварочному аппарату на детали есть готовые контакты.

По технологии выполнения работ монтаж трубопровода на электросварных фитингах является самым простым. Достаточно вставить концы соединяемых труб в фитинг и подсоединить его к сварочному аппарату. Процесс нагрева, расплавления материала трубы и муфты является автоматическим. Для этого на каждой детали имеется особый штрих код с информацией о температуре и времени нагрева.
Недостаток у этого метода соединения полиэтиленовых труб один – его дороговизна.
Рекомендации для проведения качественной сварки
Для того чтобы качественно сварить полиэтиленовый трубопровод недостаточно хорошего оборудования и навыков работы с полимерами. Ошибки могут быть уже на этапе закупки материалов.
Для качественной сварки полиэтиленового трубопровода следует придерживаться следующих правил:
- Трубы, фитинги следует приобретать от одного производителя. Лучше если это будут заводские материалы уже известных производителей. Расхождение в производителе чревато несовпадением диаметров труб, неоднородностью органического полимера. Несмотря на то, что полиэтилен получают одинаковыми способами, разнородность материала может быть даже у разных партий одного производителя.
- Трубы и фитинги от разных брендов могут иметь расхождение во времени нагрева. Перегрев одного из элементов оплавит деталь и сделает соединение бракованным.
- Чистота при проведении работ очень важна. Попадание в место сварочного стыка пыли, взвешенных частиц, песка или следов масляных элементов сделает соединение неспособным выносить нагрузки.
- Обязательно соблюдение полной неподвижности свариваемых деталей до их полного остывания.
Правила и особенности сварки полиэтиленовых труб встык, необходимое оборудование и режимы сварки
Полиэтиленовые трубы завоевали заслуженную популярность в качестве материала для холодных водопроводных и канализационных систем. Высокая прочность в сочетании с морозостойкостью (до -70℃) позволяет использовать их в любых регионах на относительно малых глубинах. Но если стальные трубы легко соединить с помощью резьбовой фурнитуры, полиэтиленовые допускают лишь одно надежное соединение – сварку. Причем этот процесс протекает достаточно легко, ведь материал сохраняет вязкость на очень широком температурном диапазоне.
Что представляет собой стыковая сварка полиэтиленовых труб
Основным способом монтажа полиэтиленовых труб стала сварка встык. Она предполагает локальный нагрев торцевых частей труб и последующее их соединение под осевыми нагрузками. Данный метод целесообразно использовать при диаметре трубы не менее 50 мм, так как:
- толщина стенки достигает 5 мм, что обеспечивает надежное соединение и снижает вероятность осевого сдвига;
- исчезает риск перегрева и термической деформации торцевых частей;
- величина внутреннего грата шва слишком мала, чтобы препятствовать движению жидкости в трубе.
Сварка встык используется для соединения труб равного диаметра. Желательно, чтобы и толщина стенки была одинаковой. Если у одной из труб стенка толще, с ее торца снимают фаску под углом 12-18°, обеспечивая этим равную площадь контактных поверхностей.
Образующийся при стыковой сварке полиэтиленовых труб двойной шов имеет отличные показатели твердости и жесткости. Если сварка проводилась с соблюдением всех норм и правил, в процессе испытания участка трубы на растяжение повреждается основной материал труб, шов же остается нетронутым. Аналогичная ситуация наблюдается и при испытании соединения “на излом”.
Необходимое оборудование
Для стыковой сварки полиэтиленовых труб используют узкоспециализированные сварочные аппараты. Эти устройства имеют модульную конструкцию, которая включает:
- Центратор с одной или двумя парами статичных и динамичных хомутов. Необходим для фиксации, осевого центрирования и сведения труб.
- Торцеватель. Служит для обработки кромок и формирования контактных поверхностей непосредственно перед свариванием.
- Сварочное зеркало. Играет роль нагревательного элемента, его задача – перевести пластик в торцевых частях труб из твердого в жидко-вязкое состояние.
- Привод (ручной или электрический). Необходим для формирования и сохранения усилия сжатия в момент соединения торцевых частей труб.
Для труб небольшого диаметра выпускают и более примитивные системы, которые предполагают ручное механизированное соединение элементов с заранее подготовленными кромками. При работе с подобным оборудованием не обойтись без внешних труборезов.
Параметры режима сварки
Каждая сварочная операция имеет свою технологическую специфику, без знания которой не удастся получить качественное и долговечное соединение. Так, при стыковой сварке полиэтиленовых труб необходимо учитывать:
- температуру нагрева сварочного зеркала;
- силу прижатия торцевых частей труб к зеркалу;
- силу прижатия нагретых торцевых частей друг к другу;
- продолжительность каждой операции.
Эти факторы зависят, в первую очередь, от толщины стенок труб. Основные расчетные параметры даны в таблице ниже. Очевидно, что для контроля точности соблюдения установленных норм требуется использование специализированного измерительного оборудования, в том числе:
- промышленного термометра;
- манометра, установленного на формирующий давление насос;
- интервального секундомера.
Вот некоторые нормативные показатели, которое стоит неукоснительно соблюдать новичкам в стыковой сварке полиэтиленовых труб.
Технологическая карта и протокол сварки полиэтиленовых труб
Протокол сварки полиэтиленовых труб является результатом правильно разработанной технологической карты согласно требованиям нормативных документом системы аттестации сварочного производства НАКС.
Содержание
- Форма технологической карты на сварку полиэтиленовых труб
- Карта технологического процесса сварки полимерных труб встык нагретым инструментом
- Карта технологического процесса сварки полимерных труб с применением деталей с закладными нагревателями
- Протокол сварки полиэтиленовых труб или муфт
В современном мире полимерные материалы все больше вытесняют металл, поскольку они обладают превосходной химической стойкостью, низким удельным весом, стойкостью к абразивному износу, высокой прочностью на растяжение и низким водопоглощением. Сейчас уже не в диковинку, что полимерные трубы и фитинги используют в трубопроводах холодного и горячего водоснабжения, газоснабжении, водоотведении (канализация). Эти системы являются жизненно важными, поэтому к качеству материалов и сварных соединений предъявляются высокие требования. Поломка любого трубопровода может вызвать техногенную катастрофу влекущую за собой экологическую катастрофу и даже гибель людей.
С целью обеспечения безупречного качества в НАКС была разработана процедура аттестации технологии сварки, сварщиков и оборудования, в рамках которой является обязательным разработка технологических карт, которые позволяют обеспечить повторяемость процесса, а протокол служит подтверждением соблюдения всех режимов и условий.
Форма технологической карты на сварку полиэтиленовых труб
Сварку полимерных труб и муфт производят следующими способами:
- нагретым инструментом (НИ);
- закладными нагревателями (ЗН);
- нагретым газом (НГ);
- экструзионная сварка (Э).
Ниже представлены образцы технологических карт сварки нагретым инструментом и закладными нагревателями. А здесь и здесь можно их скачать.
Карта технологического процесса сварки полимерных труб встык нагретым инструментом
| Наименование изделия | сварное соединение |
| Способ сварки | НИ |
| НД | СП 42-101-96; СП42-105-99 |
| Вид соединения | стыковое |
| Сварочное оборудование | |
| Ф.И.О. сварщика | |
| Характеристика деталей: | |
| завод-изготовитель | |
| марка материала | полиэтилен ПЭ80 |
| дата выпуска | |
| номер сертификата | |
| диаметр трубы | 110мм |
| толщина стенки, (SDR) | 10мм, (11,0) |
| Клеймо сварщика | |
| Эскиз сварного соединения | |
| Конструкция сборки | Конструктивные элементы сварного соединения |
|---|---|
 |
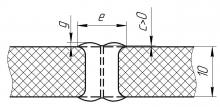 |
g — высота грата;
е — ширина грата;
с — превышение впадины между валиками грата и поверхностью детали
Технологические параметры сварки труб встык нагревательным инструментом и их значения (в соответствии с СП 42-101)
5. Время при прогреве tпр, сек., в зависимости от типа свариваемых труб и температуры окружающего воздуха
8. Время при охлаждении tохл, мин, не менее, в зависимости от температуры окружающего воздуха
Дополнительные технологические требования по сварке:
- на длину не менее 50 мм от торцов протереть поверхности концов свариваемых деталей сперва увлажненной, а затем сухой ветошью;
- разместить и зафиксировать трубы в зажимах центратора установки для сварки;
- отцентрировать детали по наружной поверхности таким образом, чтобы максимальная величина смещения наружных кромок не превышала 10% номинальной толщины стенки свариваемых труб;
- отторцевать свариваемые поверхности деталей непосредственно в сварочной установке;
- повторно проверить центровку и отсутствие зазоров в стыке (допускается зазор не более 0,3 мм). Измерение зазора производят лепестковым щупом (ГОСТ 882-75) с погрешностью 0,05 мм;
- выполнить измерение усилия при холостом ходе подвижного зажима центратора установки с зафиксированной в нем трубой и скорректировать величину усилия давления при оплавлении, прогреве и осадки;
- установить требуемые параметры режима и выполнить процесс сварки;
- после сварки произвести охлаждение стыка под давлением осадки в течение времени охлаждение (tохл.);
- на наружной поверхности маркером написать клеймо сварщика;
- вынуть деталь из установки и провести визуальный и измерительный контроль.
Требования к контролю качества
| Метод контроля | Наименование (шифр) НД | Объем контроля (%, кол-во образцов) |
|---|---|---|
| 1. Визуальный и измерительный | СП 42-101; СП 42-105 | 100 % |
| 2. Ультразвуковой | Инструкция* | 100 % |
| 3. Испытание на статическое растяжение | ГОСТ 11262; СП 42-105 | ? 5 образцов |
* Инструкция по ультразвуковому контролю сварных стыковых соединений полиэтиленовых труб, утвержденная ОАО «Росгазификапия», 1999 г.
| Разработал: | (подпись, дата) | Фамилия И.О. |
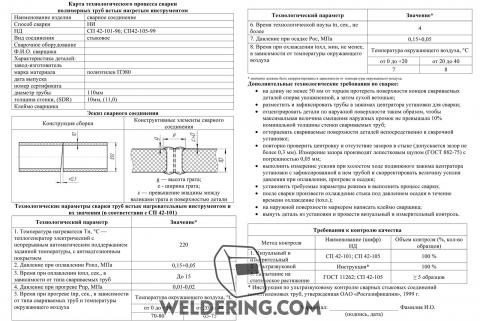
Карта технологического процесса сварки полимерных труб с применением деталей с закладными нагревателями
| Наименование изделия | сварное соединение | ||||
| Способ сварки | ЗН | ||||
| НД | СП 42-101-96: СП 42-105-991 | ||||
| Вид соединения | стыковое | ||||
| Сварочное оборудование | ЗНШ | ||||
| Ф.И.О. сварщика | |||||
| Характеристика деталей: | |||||
| завод-изготовитель | |||||
| марка материала | |||||
| дата выпуска | |||||
| номер сертификата (ГОСТ/ТУ) | |||||
| диаметр трубы | 50 мм | ||||
| толщина стенки, (SDR) | 4,5 мм (11,1) | ||||
| Клеймо сварщика | |||||
| Технологические параметры сварки* | |||||
| Температура окружающего воздуха, °С | Наружный диаметр трубы, мм | Толщина стенки, мм | SDR | Время охлаждения после сварки, мин | |
|---|---|---|---|---|---|
| 20 | 50 | 4,5 | 11,1 | 7 | |
*При сварке на аппаратах с ручным вводом параметров режима сварки указывают их действительные значения.
Дополнительные технологические требования по сварке:
Требования к контролю качества
Протокол сварки полиэтиленовых труб или муфт
После того, как проведена процедура аттестации и технологическая карта на сварку полиэтиленовых труб или муфт утверждена в НАКС — можно приступать к промышленной сварке изделий. Для того, чтобы отслеживать точность соблюдения параметров и режимов сварки предусмотрена обязательная регистрация этих данных в виде протокола.

Протокол сварки полиэтиленовых труб включает в себя информацию:
- название модели или номер сварочного аппарата;
- дата сварки;
- Ф.И.О. сварщика и/или клеймо;
- наименование проекта или объекта;
- материал;
- типоразмер трубы или муфты;
- SDR (стандартное размерное отношение трубы т.е. отношение номинального наружного диаметра к номинальной толщине стенки);
- температура воздуха окружающей среды;
- давление сопротивления;
- режимы сварки: температура, давления, время и т.д.;
- другая дополнительная информация: погодные условия, меры защиты, № шва, ошибки и т.д.
Каждый производитель сварочных аппаратов делает свое уникальное внешнее оформление протокола и добавлять как можно больше дополнительной информации, которая позволит с точностью проанализировать причину образования дефектов.
Образец протокола сварки полиэтиленовых труб можно скачать по ссылке.
Технологические условия сварки полиэтиленовых труб встык

Из листового полиэтилена делают всем известные пленки и пакеты. Используется от и для изготовления труб.Трубопроводы из полиэтилена не ржавеют, они легки и долговечны. Их популярность постоянно растет, для множества применяемых методов сварки сформулированы технические условия. ТУ «Сварка полиэтиленовых труб» регламентированы ГОСТ Р-ИСО 12176-1.
Этот ГОСТ описывает также правила подготовки к сварке и методы контроля качества.
Особенности монтажа
Главная особенность монтажа трубопроводов из полиэтилена — на них не нарезают резьбу. Все соединения делаются либо сварными, либо обжимными.
- Разборные обжимные соединения выполняются с использованием специальных фитингов с конусными зажимными гайками. Их установка не требует дорогостоящего оборудования- достаточно секатора для пластиковых труб и пары гаечных ключей. Этот способ весьма популярен среди домашних мастеров.
- Неразборные сварные соединения, при условии их качественного выполнения, значительно надежнее и обладают большим сроком службы. Они не подвержены коррозии и старению резиновых прокладок.
Методы сварки полиэтилена достаточно разнообразны. Часть из них не требует дорогостоящего оборудования и высокой квалификации работника и также широко применяется в частном строительстве и ремонте.
Способы
Раструбный метод
Используются специальные фитинги с раструбами, в которые вставляется обработанные концы. Далее конструкция нагревается, и материал фитинга сплавляется с материалом трубы. Способ отличается надежностью соединения, но достаточно затратен и требует специального сварочного аппарата.
Стыковая техника
Сварка ПЭ труб встык применяется для соединения концов с равными диаметрами и толщиной стенок. Соединяемые поверхности обрабатываются торцевателем так, чтобы достигался максимальный контакт между ними. Они нагреваются, оплавляются, а потом с силой сжимаются друг с другом
Основные операции следующие:
Оплавление торцов

Пластина нагревателя вставляется между обработанными торцами, они оплавляются и начинают передавать тепло далее так, чтобы нагреть участок в 20-30 мм;
Нагрев
Часть трубы, прилегающая к соединению, прогревается и приобретает пластичность. Давление на них на этом этапе практически не оказывается.
Вывод нагревательного элемента
Нагреватель выводят из рабочей зоны. Это делается быстро, чтобы не допустить остывания кромок. Нужно также следить за тем, чтобы на них не попали загрязнения, и они не деформировались.
Цикл сварка
Торцы с силой прижимаются друг к другу. Под давлением оплавленные слои на торцах смешиваются между собой, образуя единый слой.
Охлаждение
Образованный шов остывает и затвердевает. Образуется симметричный буртик. Если его левая и правая часть равны по форме и размерам, сварка полиэтилена прошла успешно.
С экструдером
Метод основан на применении экструдера, расплавляющего гранулированный полиэтилен. При этом не требуется использовать разнообразные соединительные фитинги: они формируются аппаратом в месте шва.
Особенно выгоден способ, если нужно сварить большое число изгибов и поворотов.
Торцы соединяемых участков отрезают под нужным углом, зачищают и обезжиривают.
На первом этапе торцы соединяют несколькими точками сварки, проверяют точность совпадения по размерам и углам. Далее окончательно проваривают весь шов.
Электросварными фитингами

Этот метод требует дорогого оборудования и комплектующих. В каждый фитинг вставлен нагревательный элемент. После совмещения разделанных торцов внутри фитинга к его контактам подключают источник тока, нагреватель сплавляет две трубы и фитинг воедино.
Метод отличается высокой надежностью и долголетием получаемых соединений, используется на ответственных трубопроводах.
Он чрезвычайно прост в применении и не требует высокой квалификации сварщика.
Диффузионный способ пайки
Эта технология проста в применении и не требует дорогих комплектующих и оборудования.
Труба и фитинг вставляются в металлические муфты, закрепленные на поверхности нагревателя сварочного аппарата. Они нагреваются до размягчения и оплавления кромок, а потом соединяются. Оплавленные слои смешиваются, образуя при застывании единое целое.
Он доступен для выполнения своими руками.
Оборудование
Для работы понадобится:
- труборез-секатор;
- нож-для снятия фасок на торцах;
- сварочный аппарат с насадками, подходящими к соединяемым трубам по диаметру.
[stextbox также растворитель для обезжиривания и ветошь для протирки.[/stextbox]
Правила проведения работ
Прежде, чем приступить к сварке, необходимо убедиться в выполнении подготовительных работ:
- необходимо очистить зону шва от механических загрязнений и обезжирить ее;
- важно соблюдать климатические условия, оговоренные заводом-изготовителем: температуру и влажность;
- соединяемы детали следует закрепить так, чтобы они не смещались друг относительно друга.
Встык

Рекомендуется такая последовательность действий:
- закрепить и отцентровать торцы в оправке, оснащенной гидроцилиндрами;
- торцы выравниваются, на них выполняется фаска;
- между торцами вкладывают пластину нагревателя, прижимают к ней торцы с помощью гидроцилиндров и нагревают пластик до оплавления;
- пластину извлекают и гидравликой сдавливают торцы вместе до образования симметричного стыкового буртика.
После остывания оправку снимают и переносят к следующему стыку.
[stextbox используется для трубопроводов с толщиной стенок от 5 до 50 мм.[/stextbox]
В раструб
Раструб на одном из свариваемых концов делается при изготовлении или используется муфта с двумя раструбами. Способ обходится дороже, чес сварка встык, но обеспечивает высокую надежность ввиду большей площади соединения
Сваривать следует в такой последовательности:
- торцы обрезают и формируют фаску;
- поверхность очищают от загрязнений и обезжиривают;
- раструб муфты и торец нагревают паяльником через насадки;
- соединяют нагретые детали, прижимают и выдерживают до полного остывания и затвердевания шва.
Этот тип соединения используют для более ответственных конструкций, когда надежность и долговечность важнее экономии.
Алгоритм электромуфтовой технологии
 Для работы требуется сама муфта со встроенным нагревателем и источник тока подходящего напряжения и мощности.
Для работы требуется сама муфта со встроенным нагревателем и источник тока подходящего напряжения и мощности.
Торцы обрезают, снимают фаску и обезжиривают. далее их вставляют в муфту и подключают к ней источник тока. После выдержки определенного времени, зависящего от большого или малого диаметра муфты, питание отключают и продолжают удерживать концы до полного остывания и затвердевания.
Особенности действий с полиэтиленом низкого давления
Для того, чтобы сварной стык был прочным и долговечным, следует следить за соблюдением следующих правил:
- место сварки следует по возможности убрать, очистив от лишних предметов;
- свариваемые торцы и внутренняя поверхность фитингов необходимо очистит от механических загрязнений и обезжирить;
- до полного остывания и затвердевания шва трубы должны быть зафиксированы друг относительно друга;
- при нагреве торцов и фитингов нужно пользоваться специальным паяльником, использовать для этого фен недопустимо;
Дополнительные требования зависят от выбранного метода сварки ПЭ труб и указаны в руководстве пользователя к сварному оборудованию.
[stextbox на нашем сайте читайте статью о сварке ПНД труб[/stextbox]
Нюансы предварительной подготовки
 Высокого качества сварки полиэтиленовых труб невозможно достигнуть без тщательной подготовки:
Высокого качества сварки полиэтиленовых труб невозможно достигнуть без тщательной подготовки:
- оборудование для сварки должно быть исправным и чистым;
- при использовании гидравлики необходимо следить за уровнем жидкости в системе;
- ножи и другой инструмент, используемые для обрезки и торцевания, должны быть остро отточены и не иметь следов коррозии:
- место сварки необходимо очистить от посторонних предметов, загромождающих рабочую зону.
Следует также тщательно выполнять требования инструкции по использованию конкретного сварочного оборудования.
Требования к качеству соединений
Сварные швы должны соответствовать следующим условиям:
- отсутствует радиальное смещение труб;
- отсутствует угловое смещение труб и фитингов относительно друг друга;
- при сварке встык буртики должны быть идентичны по форме и размерам;
[stextbox Перед допуском в эксплуатацию проводится испытание трубопровода с обязательным осмотром всех стыков и выявлением подтеканий.[/stextbox]
Существует несколько методов сварки ПЭ труб. Конкретный метод выбирают исходя из диаметра, требований к прочности и долговечности стыков, а также из бюджетных соображений.
