Сварка полуавтоматом в среде углекислого газа ГОСТ
ГОСТ 14771-76: дуговая сварка в защитном газе: типы сварных швов
Сварка в защитной атмосфере — прогрессивная технология создания неразъемных соединений заготовок из цветных и черных металлов. Они используются в самых разных областях: от строительной до аэрокосмической. Чтобы гарантировать прочность и долговечность швов в ответственных конструкциях, ГОСТ 14771 76 «Швы сварных соединений сварка в защитных газах» регламентирует виды швов, способы разделки кромок, методики проверки качества и другие моменты.
Виды сварных соединений и швов
Сварка черных металлов и нержавейки, определяемая гост 14771 76, предусматривает следующие основные виды сварных соединений:
- стыковые;
- тавровые;
- внахлест;
- угловые.

Стыковое
Две листовых или трубных заготовки находятся в одной плоскости, шов заполняет небольшой зазор между ними. Это наиболее часто встречающийся тип. Он обеспечивает минимальный расход сварочных материалов и трудоемкости. Шов может быть односторонним, провариваемым только сверху, и двухсторонним, который варится последовательно (или одновременно) с двух сторон.
При сварке заготовок средней и большой толщины (более 4 мм), для обеспечения глубокого провара, кромки заготовок подвергают разделке, снимая с них фаски. Тип разделки зависит от односторонности шва и толщины листа

При толщине листа от 12 мм рекомендуется применять двусторонний шов и х-образную разделку. Это позволяет улучшить провар и сэкономить сварочные материалы.
Тавровое
Соединяет два листа (или полосы) одинаковой или разной толщины. В зависимости от нее применяется односторонний или двусторонний шов с разделкой либо без таковой.

Для лучшего проплавления металлических заготовок при выполнении такого шва заготовки размещают под углом 45 о к вертикали
 Рекомендованное положение для сварки тавровых и угловых соединений.
Рекомендованное положение для сварки тавровых и угловых соединений.
Тавровое соединение следует проваривать с двух сторон. При толщине заготовок более 4 мм применяют разделку. В промышленных условиях сварка ведется механизированным способом на специальных стендах.
Угловое
Соединение применяется при сборке различных корпусов и сосудов. При возможности внутренний шов также рекомендуется варить под углом 45о, как и тавровый.
Внахлест
Используют для повышения прочности стыка, в этом случае проваривается с двух сторон. Применяется также при ремонте трубопроводов и сосудов из стали, при этом используется односторонний шов.
Классификация по другим признакам
Сварочные швы ГОСТ 14771-76 подразделяют также и по другим параметрам.
По степени выпуклости профиля они делятся на такие категории, как:
- выпуклые;
- обычные;
- вогнутые.
По пространственному положению различают:
- нижнее: наиболее удобное для формирования качественного шва;
- горизонтальное, появляется риск вытекания расплава;
- вертикальное: средний риск вытекания;
- потолочное: наиболее сложное, применяются специальные режимы, приемы и материалы.
 Сварочные положения.
Сварочные положения.
При нижнем положении также достигается наибольшая скорость сварки и общая производительность. Не требуется высокая квалификация работника.
Определение и особенности
Сварка ГОСТ 14771-76 осуществляется с применением нескольких видов процесса. Их расшифровка следующая:
- ИН — в инертных газах неплавящимся электродом. Дуговая сварка проводится без применения присадочного прутка или проволоки. Электрическая цепь замыкается неплавким электродом на основе вольфрама. Используется для соединений с минимальным зазором, весь шовный материал формируется из металла заготовок. При работе следует руководствоваться ГОСТ на сварку аргоном.
- ИНп – то же, но с присадочными материалами. Этот способ позволяет получать наиболее прочные швы. Присадочный пруток подается сварщиком в рабочую зону аргонодуговой сварки вручную. Проволока подается полуавтоматическим сварочным аппаратом с постоянной скоростью. Присадочный материал плавится и входит в состав материала шва. Процесс описывается отдельным ГОСТ на сварку полуавтоматом. Присадочная проволока, ее состав, размеры и механические свойства также описывается в ГОСТ на полуавтоматическую сварку в защитном газе.
- ИП — в инертных газах и их смесях с Co2 и кислородом плавящимся электродом. В этом случае электрод замыкает электрическую цепь и одновременно служит источником присадочного материала, плавясь и пополняя сварочную ванну.
- УП — в углекислом газе плавящимся электродом. Технология аналогична ИП, но вместо дорогих инертных газов применяется углекислый газ. Качество соединения получается ниже, используется для массового выполнения менее ответственных соединений.
При выпуске чертежа согласно ГОСТ на сварку металлоконструкций в газовой среде 14771 76 на нем рядом со стыком обязательно обозначается вид сварки. В обозначение также могут входить рекомендованное сварочное положение и способ разделки.
Конструктивные элементы и размеры
В это понятие входят размеры для разделки кромок и геометрические параметры шва:
- зазор b— расстояние, разделяющее торцы заготовок (b);
- притупление с — остающаяся прямой часть кромки над скосом;
- угол разделки α — измеряется между разделанными на скос кромками;
- угол скоса кромки β — измеряется между плоскостями скоса и торцевой.
 Конструктивные параметры для разных видов соединений.
Конструктивные параметры для разных видов соединений.
Кроме того, для швов определяются следующие важные параметры и их обозначения:
- ширина e: измеряется между его границами на лицевой стороне;
- усиление стыка q: высота шовного материала, выступающего над заготовкой;
- то же для углового q: выпуклость над линией, соединяющей границы;
- глубина проплавления h: расстояние от поверхности заготовки до нижней части шовного материала;
- катет k: расстояние между границами для углового соединения;
- толщина t или α: сумма глубины проплавления и усиления.
 Геометрические параметры соединений.
Геометрические параметры соединений.
[stextbox таврового и нахлесточного соединения измеряются и обозначаются на чертеже так же, как и для углового.[/stextbox]
Глубина провара обычно задается равной толщине заготовки.
Проверка сварных швов на герметичность керосином
При монтаже сосудов и трубопроводов необходимо проверять герметичность каждого заваренного стыка. Швы на других конструкциях также требуется проверять на плотность и отсутствие микродефектов. Такие проверки регламентированы ГОСТ 3242-79, озаглавленным «Соединения сварные методы контроля качества». Метод керосиновой пробы использует уникальное свойство этого вещества- очень высокую текучесть. Керосин обладает низкой вязкостью, растворяет жировые пленки и способен проникать в самые мелкие поры и трещинки.
С одной стороны шва наносят мелкодисперсный индикаторный состав (например, мел), а другую смачивают небольшим количеством керосина. Жидкость просачивается через неплотности сварного соединения и окрашивает индикаторный порошок. Так можно локализовать дефекты, не видимые невооруженным глазом, не прибегая к аппаратным методам неразрушающего контроля.
Применяют несколько разновидностей метода керосиновой дефектоскопии:
- обычный: индикаторный состав и жидкость наносятся подл атмосферным давлением;
- пневматический: проверяемое соединение обдувают сжатым воздухом, ускоряя проникновение керосина в поры;
- вакуумный: со стороны индикаторного состава создают разрежение, «вытягивающее» индикаторную среду из пор и трещин;
- вибрационный: в контролируемом изделии с помощью пьезоэлектрических вибраторов возбуждаются колебания высокой частоты(ультразвук), они также повышают проницаемость шовного материала для молекул керосина.
Если требуется повысить разрешающую способность метода, применяют окрашенный различными цветными пигментами керосин — цветная дефектоскопия. Таким способом обнаруживаются трещины и поры размером до одной десятой миллиметра. Толщина испытываемых деталей достигает 25 мм.
На точность метода сильно влияет степень очистки индикаторной жидкости на основе керосина. Загрязнения, особенно масложировые, существенно снижают его проникающую способность и возможность проверить шов. Поэтому для контроля используют специальный керосин высокой очистки, а поверхность изделия тщательно обезжиривают.
Капиллярный контроль
 Дефектоскопия по этому методу регламентирована ГОСТ 18442-80 «Капиллярный контроль сварных соединений». Он основан на свойстве сверхтекучих жидкостей проникать через капилляры — мельчайшие отверстия в материале шва.
Дефектоскопия по этому методу регламентирована ГОСТ 18442-80 «Капиллярный контроль сварных соединений». Он основан на свойстве сверхтекучих жидкостей проникать через капилляры — мельчайшие отверстия в материале шва.
Способ обладает следующими достоинствами:
- простота применения;
- дешевизна;
- безопасность;
- быстрота.
Присущи способу и недостатки:
- выявляется ограниченный перечень дефектов;
- требуется определенная ориентация испытуемого изделия в пространстве, что бывает сложным при больших его размерах;
- требуются расходные материалы высокой чистоты.
Капиллярный способ контроля используется как промышленными предприятиями, так и небольшими мастерскими и даже домашними умельцами. Он не требует специального обучения и дорогостоящей аппаратуры, как ультразвуковой или лазерный контроль. Сложное и опасное связанное с радиацией оборудование, организация его сохранности, требуемая ГОСТ на рентгенографический контроль, не требуется
Стандарт описывает следующие этапы проведения контроля:
- Очистка проверяемой поверхности. Требуется удалить как механические загрязнения (стружку, окалину, пыль) так и полностью очистить поверхность от масложировых отложений, которые препятствуют проникновению индикаторной жидкости в материал изделия.
- Просушка.
- Нанесение проникающего состава, или пенетранта. Состав обычно окрашивают в красный или синий цвет. Необходимо соблюдать температурный режим, указанный в инструкции. Обычно это от +5 до +50 о С.
- Удаление излишков состава, сушка изделия сжатым воздухом.
- Нанесение проявляющего компонента. Обычно это состав белого цвета.
- Визуальный контроль поверхности. В местах нахождения дефектов слой проявляющего состава окрашивается. По форме пятен и интенсивности окраски судят о размерах и месте расположения дефекта.
- Документальная фиксация результатов проверки, промывка поверхности от остатков индикаторного и проявляющего составов.
[stextbox окончания ремонтных работ, согласно требованию ГОСТ, для обнаружения дефектов сварных швов, капиллярную проверку проводят повторно.[/stextbox]
Заключение
Государственный стандарт подробно описывает основные виды сварных соединений, их геометрические параметры, способы и виды, применяемые для сварки стальных сплавов в защитной атмосфере. Следуя этим требованиям, сварщик обеспечивает высокую долговечность и прочность швов. Капиллярный метод неразрушающего контроля позволяет убедиться в качестве соединения и отсутствии дефектов.
Инструкция по полуавтоматической сварке сталей.
№1.1-58-00
- Общие положения
1.1.Инструкция содержит основные положения по полуавтоматической сварке плавящимся электродом углеродистых, низколегированных и высоколегированных сталей в среде углекислого газа и в смеси газов при изготовлении металлоконструкций и аппаратов.
1.2.Настоящая инструкция является руководящим документом для технологов, производственных мастеров, мастеров БКК, а также рабочих, связанных с изготовлением аппаратура из углеродистых, низколегированных и высоколегированных сталей.
- Сварочные материалы
2.1. Выбор сварочных материалов определяется требованиями конструкторской документации на конкретное изделие.
2.2. Сварочная проволока должна быть ровной, без перегибов, на ее поверхности не должно быть трещин, окалины, масел, следов коррозии и других загрязнений.
2.3. В качестве защитного газа применять двуокись углерода газообразную сорт I по ГОСТ 8050 и смеси аргона с двуокисью углерода (см. Таблицу 1).
Таблица 1 Состав сварочных смесей
- Квалификация сварщиков
3.1. К производству сварочных работ по изготовлению сосудов и аппаратов, подведомственных Госпромгорнадзора, допускаются сварщики сдавшие испытания в соответствии с требованиями «Правил аттестации сварщиков». Сварщики допускаются только к тем видам сварочных работ (включая способ, положение сварки и сварочные материалы), которые записаны в их удостоверении установленной формы.
4.1. Для выполнения сварки должно применяться сварочное оборудование и измерительная аппаратура, позволяющая заданные режимы и надежность работы.
4.2. Пост для полуавтоматической сварки оборудуется газовой магистралью, включающей в себя следующие газовые приборы: газовый баллон, подогреватель, осушитель, редуктор, расходомер (ротаметр). При сварке в смеси газов пост дополнительно может быть дооборудован смесителем газов, при этом подогреватель и осушитель подключаются в схему от баллона с углекислым газом.
- Условия выполнения работ
5.1. Сварочные работы при изготовлении сосудов и аппаратов должны выполняться в закрытых помещениях при температуре не ниже 0°С.
5.2. Режимы сварки допускается уточнять применительно к конкретным производственным условиям, сварочному оборудованию и конструктивным особенностям изделий.
5.3. Все сварные швы подлежат клеймению, позволяющему установить сварщика, выполнившего эти швы. Клейма наносятся способом, обеспечивающим их сохранность на весь период эксплуатации изделия в соответствии с ОСТ 26-291 или другой нормативной документацией.
- Требования к подготовке изделий под сварку
6.1. Подготовка кромок деталей под сварку производится механическим способом, допускается производить термической резкой, воздушно-дуговой строжкой с последующей механической обработкой или зачисткой наждачным кругом до полного удаления следов резки на глубину не менее 1 мм.
6.2. В стыковых соединениях деталей с различной номинальной толщиной стенок должен выполняться плавный переход от одного элемента к другому постепенным утонением более толстого элемента. Угол скоса должен быть не менее 20° (уклон 1:3). Допускается выполнять сварку стыковых швов без предварительного утонения более толстого элемента, если разность в толщинах соединяемых элементов не превышает 30% от толщины более тонкого элемента, но не более 5 мм.
6.3. Кромки и прилегающие к ним поверхности должны быть зачищены с двух сторон на ширину не менее 20 мм. Зачистку следует производить до полного удаления грата и и брызг после термической резки, краски, масел и других загрязнений. Зачистку производить стальной щеткой, наждачным кругом и др. На углеродистых и низколегированных сталях допускается удаление масел газопламенными горелками (без применения растворителей), при этом ширина газопламенной обработки обезжиривания должна быть не менее 100 мм.
6.4. С целью предотвращения коррозии или повторного загрязнения необходимо, чтобы зачистка свариваемых кромок, сборка и сварка производилась без значительных разрывов во времени. При обнаружении коррозии или загрязнения кромок собранного изделия необходимо провести повторную зачистку.
6.5. Методы сборки элементов под сварку должны обеспечивать правильное взаимное расположение сопрягаемых элементов, и свободный доступ к выполнению сварочных работ в последовательности, предусмотренной технологическим процессом.
6.6. Разделка кромок и зазор между кромками деталей, подлежащих сварке, должны соответствовать требованиям чертежей, ГОСТ 14771 и СТП 3300-1.14.51.
6.7. Прихватку выполняют квалифицированные сварщики, теми же сварочными материалами, что и сварку, допускается прихватку выполнять ручной электродуговой сваркой электродами в соответствии с ОСТ 26-291.
6.8. Длина прихваток должна составлять (2-10)S, но не более 100 мм, а расстояние между ними (10-40)S, но не более 500 мм, где S – толщина свариваемого металла. Для разнотолщинных материалов длина прихватки должна составлять (1-5)S, но не более 50 мм, а расстояние между ними (5-20)S, но не более 250 мм, где S – толщина свариваемого материала. Технологическим процессом может быть предусмотрена схема расположения, количество и последовательность выполнения прихваток при сборке конкретных узлов под сварку.
6.9. Прихватки рекомендуется распологать со стороны противоположной выполнению первого прохода.
6.10. Прихватки должны быть тщательно очищены от шлака, проверены на отсутствие недопустимых дефектов внешним осмотром. Участки, имеющие дефекты, перед сваркой необходимо удалить.
6.11. Сварщик должен приступать к сварочным работам только после установления отделом технического контроля правильности сборки и зачистки всех поверхностей, подлежащих сварке.
- Начало работы
7.1. Каждый сварщик должен быть ознакомлен с инструкцией по эксплуатации полуавтоматов и выполнять требования этой инструкции.
7.2. Перед началом работы каждый баллон со смесью необходимо взболтать для предотвращения разделения компонентов смеси из-за их раздельного удельного веса.
7.3. Перед использованием каждого нового баллона производится пробная наплавка валика длиной 150-200 мм, шириной не менее 10 мм и высотой 5-6 мм на пластину с последующей зачисткой шлифмашинкой и визуальным контролем на отсутствие недопустимых дефектов с помощью лупы с не менее, чем 10 кратным увеличением.
- Технологические указания по сварке в среде защитных газов
8.1. Техника полуавтоматической сварки в среде защитных газов подобна технике ручной сварки покрытым электродом. Присварке тавровых соединений применяют те же приемы, что и при сварке стыков, причем угол между вертикальной стенкой изделия и электродом должен быть в пределах 25-35°. Электрод либо направляют точно в угол, либо смещают на 1-1,5 мм на горизонтальную полку.
8.2. Полуавтоматическая сварка в углекислом газе и смесях газов выполняется на постоянном токе обратной полярности (плюс на электроде) и применяется для сварки швов во всех пространственных положениях.
8.3. Для обеспечения качественной защиты необходимо применять меры по исключению сквозняков в зоне сварки.
8.4. При сварке в нижнем положении стыковых соединений большой толщины с V-образной разделкой кромок первый слой (корень) шва выполняют равномерным поступательным или возвратно-поступательным перемещением электрода. Средние слои многослойного шва выполняют при перемещении электрода по вытянутой спирали, а верхние слои – змейкой. Шаг перемещений и амплитуда поперечных колебаний электрода зависит от ширины разделки, определяемой в свою очередь номером слоя шва. При этом шаг продольных перемещений равен примерно 3-6 мм, а амплитуда поперечных колебаний 10-30 мм.
8.5. Во избежание больших сварочных напряжений, в первую очередь рекомендуется выполнять стыковые шва в свободном состоянии, затем остальные стыковые швы и в последнюю очередь – угловые.
8.6. Сварочную дугу следует обрывать после заполнения кратера и обдувки газом до потемнения металла.
8.7. При сварке швов стыковых, тавровых и угловых соединений должны соблюдаться следующие требования:
- режимы сварки проверять на пробных пластинах той же толщины, из материала того же типа, что и свариваемые детали;
- при многослойной сварке швов стыковых соединений не допускается совмещение кратеров в одном сечении (участке);
- при многослойной сварке наложение каждого последующего слоя рекомендуется производить (после тщательной зачистки предыдущего слоя от шлака) в обратном направлении;
- в случае обрыва дуги перед возобновлением сварки кратер шва и прилегающий к нему участок шва на расстоянии 10-25 мм должны быть очищены от шлака. При этом зажигание дуги после перерыва сварки производится на ранее выполненном шве на расстоянии 10-20 мм от кратера этого шва.
8.8. Количество слоев углового шва зависит от размера его катета
Таблица №2 Размеры катетов сварного шва и количество слоев
Полуавтоматическая сварка в среде углекислого газа
Автор: Игорь
Дата: 25.02.2017
- Статья
- Фото
- Видео
Существует много различных способов сварки металла. Использование полуавтомата для этого является одним из лучших вариантов получить действительно качественный шов с минимальной вероятностью появления брака. Полуавтоматическая сварка в среде углекислого газа является не только качественным, но и относительно дешевым процессом. Использование профессионального оборудования позволяет добиться надежной защиты для сварочной ванны, и как следствие, получить отличный шов. Здесь соблюден принцип, который используется во всех полуавтоматических аппаратах. Главной особенностью данного процесса является автоматическая подача проволоки в сварочную ванну.
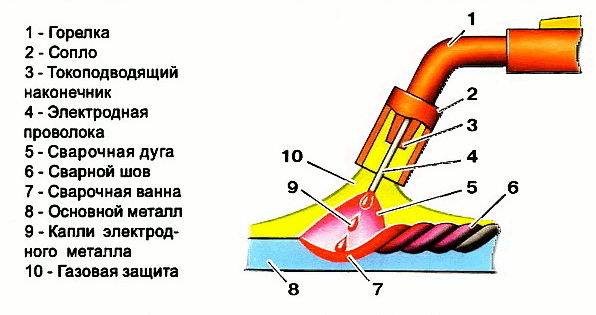
Процесс полуавтоматической сварки в среде углекислого газа
Сварка полуавтоматом в среде углекислого газа производится на постоянном токе, полярность которого является обратной, так как при прямой полярности дуга оказывается излишне нестабильной. При наплавке металла лучше использовать как раз прямую полярность, так как коэффициент наплавки при этом будет значительно больше, чем при других параметрах.
Область применения 
Применяется такой тип сварки преимущественно для простых соединений. Углекислота уступает аргону по защитным свойствам, но для стандартных видов металла, которых используется в промышленности большинство, он отлично подходит. Это как бюджетная замена другим газам, обладающая более безопасными свойствами хранения и использования. Углекислый газ для полуавтоматической сварки не рекомендуется использовать в закрытых и плохо проветриваемых помещениях, так как он вызывает удушье.
Данная технология находит применение в строительстве, когда делаются каркасы для металлоконструкций. Заводы по производству металлических изделий, а также предприятия, где возникает потребность в ремонте, часто используют полуавтоматы с углекислым газом. Это легкодоступный и освоенный в газ, который может применяться практически везде, где возникает необходимость в соединении металлических изделий
Преимущества
Преимущества полуавтоматической сварки в углекислом газе состоят в следующих основных факторах:
- Обеспечивается высокое качество соединения, в котором минимизируется появление бракованных изделий;
- Защитный газ обладает относительно низкой стоимостью;
- Сварочный процесс можно проводить даже на весу без подкладки;
- Здесь не возникает проблем со сваркой металла на малых толщинах, а также при сварке электрозаклепками;
- Соединение металла может осуществляться практически в любом пространственном положении, если правильно подобраны режимы;
- Рационально используется тепло сварочной дуги, что дает высокую производительность сварки.
Недостатки
Помимо преимуществ, здесь присутствуют и недостатки:
- Сварка металлов, которые трудно поддаются соединению, здесь может происходить с проблемами, одной из которых является пористость шва;
- Здесь не рекомендуется проводить многослойную сварку, так как специалисты в большинстве случаев проводят полуавтоматом только первый корневой слой;
- При использовании в плохо проветриваемом помещении углекислота может вызывать удушье;
- Не совсем удобно применять данный способ, если нужно сварить что-либо по-быстрому, так как процесс подготовки самого оборудования занимает много места.
Режимы сварки
Режимы полуавтоматической сварки в среде защитных газов определяются тем, какова толщина металла заготовки. Здесь можно проводит соединение как самых тонких деталей, данный параметр которых составляет 1-2 мм, так и более толстых, более 6 мм. В среднем же толщина основного металла колеблется в пределах от 3 до 5 мм, если речь идет о стандартных заготовках. От этого значения металла зависит диаметр используемой проволоки или непокрытого электрода, сила тока и напряжения, скорость подачи расходного материала и сколько газа будет затрачено при данном процессе. В среднем, параметры режима для толщины выглядят следующим образом:
Какие ГОСТы разработаны для аргонодуговой сварки
Под сваркой принято понимать такой тип соединения деталей, при котором образуются межатомные связи. Достичь такого эффекта можно частичным нагревом свариваемых поверхностей или их пластическим деформированием. Источником энергии может выступать электрическая дуга или газовое пламя. Известны технологии, при которых преобразовывается энергия трения, ультразвука, лазерного излучения.

Общие вопросы
Аргонодуговой сваркой называют сварку с образованием электрической дуги в среде аргона. Одним из электродов является поверхность детали. Второй электрод может быть плавящимся или неплавящимся. Неплавящийся электрода, как правило, изготавливается из вольфрама. В нормативных документах аргонодуговая сварка может обозначаться следующими аббревиатурами:
- РАД – ручная аргонодуговая сварка. В данном случае используется неплавящийся электрод.
- ААД – аргонодуговая сварка, ведущаяся неплавящимися электродами, но в автоматическом режиме.
- ААДП – автоматическая сварка плавящимися электродами.

В международной классификации данный вид сварки определен, как TIG — Tungsten Inert Gas или GTAW — Gas Tungsten Arc Welding, что в переводе означает «сварка в среде инертного газа». Зачастую этим газом оказывается аргон.
Инертный газ для создания защитной среды выбран по причине отсутствия химического взаимодействия с металлом и с другими газами. Так как аргон тяжелее воздуха, то он вытесняет атмосферный кислород и водород из зоны формирования шва, что исключает появление пор и трещин в металле, а также препятствует образованию слоя оксидной пленки.
Технология сварки сводится к тому, что между электродом из вольфрама и поверхностью образуется дуга. Через специальное сопло горелки в зону сварки попадает газ. В отличие от сварки плавящимся электродом здесь присадка исключена из электрической цепи, а подается в зону ванны отдельно в виде прутка. Ручная сварка отличается от автоматической тем, что в первом случае сварщик сам держит горелку и вносит присадку, а во втором – процесс автоматизирован. Технология отличается и по способу образования дуги.
По ряду причин дуга не может быть образована обычным касанием электрода, поэтому в установке предусмотрена параллельная работа осциллятора. Необходимо понимать, что сварка может вестись как постоянным, так и переменным током. По способу подключения электрода разделяют прямую и обратную полярность. Перед проведением подготовительных работ необходимо подобрать нужные параметры для каждого конкретного метала.

Выше были рассмотрены основные вопросы, так как многие параметры подлежат стандартизации. ГОСТ на аргонодуговую сварку не ограничивается одним только документом. Определены нормативы для горелок, обработки и размеров швов, работы с алюминием, для присадочной проволоки, для оборудования и электродов. Но, прежде чем представить перечень этих документов, разберемся в вопросе стандартизации.
Технические условия и стандарты
Некоторые виды работ, товаров и услуг в плане качества контролируются государством. Причиной такого контроля стало межотраслевое значение. Государственные стандарты (ГОСТ) содержат перечень требований к каждой продукции, к каждому результату деятельности, подлежащему стандартизации. Это документ, основывающийся на международных стандартах и учитывающий передовой опыт, а также все достижения науки и техники. Стандартизация была введена еще во времена существования СССР. Стандарты не могут быть статичными, поэтому с течением времени они изменяются.
ГОСТы в России обязательны лишь для оборонной продукции, однако в строительстве они имеют огромное практическое значение, ведь основными показателями конструкция являются безопасность и надежность. Некоторые путают государственный стандарт с техническими условиями. На самом деле ТУ регламентируют производство тех товаров, которые не подлежат стандартизации по ГОСТ. Можно сказать, что ТУ – есть результат разработки предпринимателей, которые являются производителями. Хоть ТУ не является гостом, но они не противоречат государственному документу, а наоборот, дополняют его.

В некоторых источниках по запросу можно встретить всего один документ. Однако он далеко не полностью отражает все стандарты, касающиеся аргонодуговой сварки, ее подготовки и проведения. Перечень всех нормативных документов содержит ГОСТы, принятые в разное время. На сегодняшний день насчитывается 9 документов.
- ГОСТ 5.917-71 определяет требования к ручным горелкам РГА-150 и РГА-400.
- ГОСТ 14806-80 содержит информацию о параметрах аргонодуговой сварки сплавов, содержащих алюминий.
- ГОСТ 14771-76 по своей структуре похож на предыдущий документ. Только здесь речь идет о дуговой сварке в защитном газе, как об обобщенном процессе.
- ГОСТ 7871-75 определяет параметры алюминиевой сварочной проволоки для сварки TIG.
- ГОСТ 2246-70 – документ, в котором прописаны требования к стальной проволоке.
- ГОСТ 23949-80 – стандарт, применяемый к вольфрамовым электродам для аргонодуговой сварки.
- ГОСТ 18130-79 и ГОСТ 13821-77 регламентируют работу оборудования, включая полуавтоматы и выпрямители.
- ГОСТ 10157-79 определяет стандарт для самого инертного газа (аргона).

5.917-71
Данный документ вышел в свет 13 мая 1971 года согласно постановлению Госкомитета стандартов СССР. Приведенные норы распространяются только на горелки типа РГА-150 и РГА-400. Они используются в аргонодуговой сварке вольфрамовым электродом алюминия, его сплавов и нержавеющей стали. Продукция, соответствующая ГОСТ, получала знак качества.
Техника полуавтоматической сварки в среде углекислого газа
Существуют самые разные способы сварки, однако к [полуавтоматической сварке в среде углекислых газов] уже давно проявляется интерес, как среди профессиональных мастеров, так и среди любителей.
В первую очередь, это связанно с тем, что данный метод обладает хорошей универсальностью и высокой производительностью.
Следует отметить и то, что сварка при помощи среды углекислого газа — достаточно дешевый способ делать прочное и достаточно качественное соединение различных металлических поверхностей, в том числе и нержавейки.
Полуавтоматическая сварка, которая проводится в специально создаваемой среде углекислого газа, нашла широкое применение и в наше время.
Она активно используется в промышленной сфере, при работах на строительных площадках, монтаже самых разных трубопроводов.
Кроме этого, она нашла широкое применение и у домашних умельцев, которые предпочитают всю работу по дому проводить исключительно своими руками.
Это отличный и эффективный способ сделать достаточно прочное сварное соединение листов из нержавейки, а также многих других видов металлов.
Ручная полуавтоматическая сварка, которая проводится в определенной среде углекислого газа, должна в обязательном порядке соответствовать установленному ГОСТ.
Некоторые понятия
Данная ручная сварка, которая проводится полуавтоматом, в среде создаваемого определенным способом углекислого газа, считается одним из самых дешевых способов произвести достаточно качественное соединение металлических поверхностей, в том числе и из нержавейки и производится согласно ГОСТ.
Цена необходимого оборудования достаточно низкая, что и объясняет популярность этого метода.
Она проводится по специальной схеме, которую прописывает соответствующий ГОСТ, а также некоторые другие руководящие документы.
Сущность данного метода получения сварного соединения заключается в том, что в рабочую зону сварки поступает углекислый газ под давлением, который создает определенную защиту, и в результате создаваемой дугой высокой температуры впоследствии распадается на угарный газ, а также кислород.
Весь процесс распада происходит по определенной реакции и сопровождается образованием углекислого, угарного газов, а также кислорода.
Данные элементы, которые образуют поток, обеспечивают эффективную защиту сварного соединения, а кроме этого, достаточно активно осуществляют взаимодействие с поверхностью обрабатываемого металла.
Для того чтобы снизить негативное воздействие углекислого газа на металл, в используемую сварочную проволоку дополнительно вводят такие элементы, как кремний и марганец.
При проведении сварочных работ полуавтоматом в специально создаваемой среде углекислого газа для предотвращения процесса окисления на поверхности металла в рабочую зону вводят в свободном состоянии марганец или кремний.
При этом следует учитывать, что количество эти двух элементов в сварной проволоке строго регламентировано.
Для того чтобы сварной шов получился максимально прочным и качественным по ГОСТ, кремний и марганец в проволоке должны находиться в определенном соотношении.
При проведении сварочных работ в среде углекислого газа непосредственно ручным полуавтоматом в определенный момент начинают формироваться оксиды, как кремния, так и марганца.
Вместо растворения в сварочной ванне, данные элементы начинают особым образом реагировать между собой, в результате чего на металлической поверхности начинает образовываться в виде шлака легкоплавкое соединение.
На видео, которое размещено ниже, подробно показан процесс сварки при помощи полуавтомата в образованной особым образом среде углекислого газа.
Основные особенности
Ручная сварка с использованием среды защитного газа имеет ряд существенных особенностей, а также некоторые тонкости и нюансы, на которые необходимо обращать внимание в обязательном порядке.
Данный метод получения сварных соединений высокого качества был разработан советскими инженерами около ста лет назад, однако и в наше время не утратил своей актуальности.
Схема выполнения работ относительно несложная и широко используется как на крупных производствах и строительных площадках, так и в бытовых условиях, а также при частном строительстве.
Для данного типа сварки разработан специальный ГОСТ, который обязателен для исполнения, вне зависимости от того, где используется сварка полуавтоматом в углекислой защитной среде.
Работа с металлом в углекислой среде выполняется только постоянным током, который обязательно должен иметь обратную полярность.
Если попробовать выполнить сварное соединение с использованием постоянного тока, но прямой полярности, то это, в первую очередь, отрицательно отразится на стабильности вырабатываемой полуавтоматом электрической дуги.
А во-вторых, приведет к тому, что шов будет формироваться неправильной формы с образованием дефектов, а используемый при данном процессе электрод будет сильно разбрызгиваться, а также образовывать слой угара.
В том случае, когда с использованием данного метода сварки выполняется не сварка в прямом понимании этого слова, а наплавка, специалисты настоятельно рекомендуют использовать непосредственно прямую полярность постоянного тока.
Это связано, главным образом, с тем, что используемый в этом конкретном случае коэффициент наплавки практически в два раза выше, чем при применении тока с обратной полярностью.
В некоторых отдельных случаях данный тип сварки можно проводить и при переменном токе.
Однако для этого общая схема сварочного аппарата должна содержать в своем составе специальный осциллятор.
Кроме этого, следует отметить то, что основными источниками постоянного тока при сварке в среде углекислого газа должны быть преобразователи тока, которые имеют жесткие характеристики.
При выполнении сварки с использованием полуавтомата в специально создаваемой защитной среде, состоящей из углекислого газа, необходимо строго контролировать соответствие всех рабочих параметров принятому ГОСТ.
Более подробно процесс сварки с использованием полуавтомата и защитной среды, состоящей из углекислого газа, показан на видео ниже.
Подготовка аппарата и заготовки
Полуавтоматом при создании среды углекислого газа можно варить самые разные металлические поверхности, в том числе из нержавейки.
Оборудование, которое используется в этом случае, в обязательном порядке должно быть собрано в специальную схему.
Необходимо максимально герметично произвести соединение всех шлангов, держателей, баллонов с углекислым газом, а также подключить полуавтомат к основному источнику питания.
Последовательность сборки оборудования в схему определяется ГОСТ и другими руководящими документами.
Следует помнить, что от правильности подключения оборудования во многом зависит не только качество работы, но и техника безопасности, согласно ГОСТ.
Данный метод сварки считается одним из наиболее опасных и обязательно должен проводиться в соответствии с правилами по технике безопасности и регламентом работ.
Перед тем как приступить непосредственно к выполнению работ, необходимо изучить не только технологию проведения сварочных работ с использованием среды углекислого газа, но и иметь представление о соответствующем ГОСТ, который определяет порядок работ.
Также следует обязательно использовать соответствующие средства защиты.
Сварка металла, в том числе из нержавейки, в углекислой среде при помощи полуавтомата выполняется достаточно эффективно.
При проведении работ следует помнить, что соединение тонких листов нержавейки и стали осуществляется с обязательной отбортовкой кромок.
Можно проводить сварку и без проведения отбортовки, но только в том случае, когда зазор между листами будет минимальным.
Листы нержавейки и стали средней толщины можно сваривать без предварительной разделки кромок, однако в этом случае зазор не должен превышать один миллиметр.
Листы с большой толщиной следует в обязательном порядке сделать V-образную разделку. Кроме этого при данном методе сварки используется также и Х-образная разделка листового металла и нержавейки.
В любом случае перед тем, как приступить к сварке, необходимо тщательно зачистить кромки у металла до состояния блеска.
Для этого можно воспользоваться автоматическим инструментом, например болгаркой. При необходимости выполнить прихватку рекомендуется использовать электроды из углеродистых сталей.
Также перед проведением работ следует правильно раскрепить в полуавтомате сварочную проволоку.
Режимы выполнения работ
Ручная сварка полуавтоматом с использованием защитной углекислой среды может выполняться в нескольких различных режимах.
Режимы работы, главным образом, зависят от толщины обрабатываемого материала и выставляются на аппарате ручным способом.
В том случае, когда металл имеет большую толщину, необходимо уменьшить скорость сварки и, в свою очередь, увеличить силу тока.
При минимальной толщине обрабатываемого металла наоборот — скорость работ возрастает, соответственно снижается показатель силы тока.
При выполнении работы должно быть обеспечено стабильное горение дуги, при этом она должна быть максимально короткой.
Если увеличить сварочную дугу, то ее горение будет нестабильным, а кроме этого, значительно увеличится разбрызгивание металла, что может привести к появлению на металлической поверхности различных дефектов.
Данный метод сварки достаточно простой. Его можно использовать как в промышленности, так и в быту.
При этом всю необходимую работу следует выполнять только в средствах защиты.
На видео ниже подробно показана сварка полуавтоматом в защитной углекислой среде с аргоном.
