Сварка проводов в распределительной коробке инвертором
Как производится сварка проводов в распределительной коробке инвертором
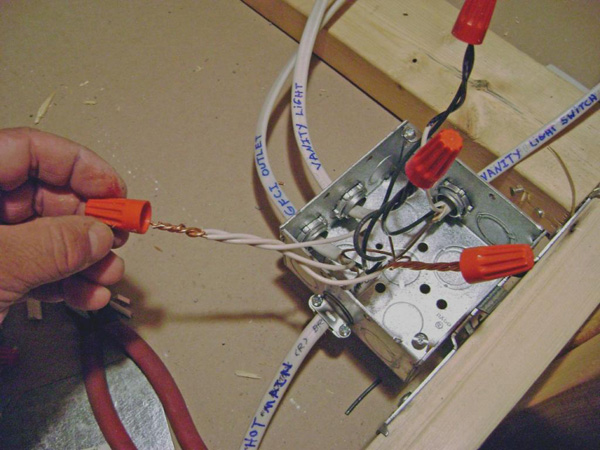
 Поработав с электропроводкой и убедившись, что все провода находятся в нужных местах, монтированы подрозетники и распределительные коробки, необходимо соединить провода. Выполняется это различными способами. Но лучше выполнить скрутку проводов. Затем выполняется сварка скруток своими руками. Тогда можно иметь стопроцентную гарантию, что проблемы с электрической проводки из-за плохого контакта будут практически исключены.
Поработав с электропроводкой и убедившись, что все провода находятся в нужных местах, монтированы подрозетники и распределительные коробки, необходимо соединить провода. Выполняется это различными способами. Но лучше выполнить скрутку проводов. Затем выполняется сварка скруток своими руками. Тогда можно иметь стопроцентную гарантию, что проблемы с электрической проводки из-за плохого контакта будут практически исключены.
На деле, частенько случается обрыв соединения, который, в общем-то, может стать пожароопасным. А случается это из-за постепенного ослабевания контакта в соединениях, особенно, если нагрузка достаточно большая, происходит нагревание, что и приводит к последствию, описанному выше.
Поэтому, не входя в детали клеммных соединений, при необходимости лучше всего аппарат для сварки купить и соединять провода скруткой, а потом может осуществляться сварка проводов своими руками.
Спаивание или сварка, что лучше?
В скрутке спаивать провода достаточно сложно, потому что там могут собираться жилы большого сечения по несколько штук. Поэтому паяльнику такая работа не под силу, тем более, когда распределительные коробки находятся высоко. А с паяльником в таких условиях работать будет крайне неудобно.
С другой стороны, сварка проводов в распределительной коробке потребует несколько секунд, чтобы соединение произошло успешно, и кабельные сердечники навечно сварились. Перегрев из-за нагрузки здесь исключится полностью, а соединение контактов станет прочным и долговечным.
Отличие между пайкой и сваркой в том, что спаивать скрутку нужно по всей длине, а при сварке достаточно зафиксировать лишь кончик для соединения жил в один сплав.

Сварка проводов в распределительной коробке
Это легко делается самостоятельно, конечно, в том случае, если есть сварочный аппарат. Он компактный и легкий, поэтому идеально подходит для работы дома. В инверторном аппарате есть регулятор подачи тока для сварки, с помощью которого подается необходимая сила тока, чтобы соединить проводку. Для сварки скрутки и жил кабеля, необходимым будет ток, разнящийся от тридцати до девяноста ампер.
Сила подающегося тока зависит также и от толщины жил, и от количества проводов, находящихся в скрутке. Также имеется прямая зависимость от самих сварочных аппаратов, в которых могут иметься разные отклонения от той силы, которая выставлена регулятором. Кроме этого, практическое напряжение может быть различным от номинального.
Для того чтобы контакт между проводами состоялся, требуется пара секунд. Перед началом работы будет лучше, если есть возможность потренироваться в сварке скруток вне коробки и добиться того, чтобы электрод не перегревался и не залипал во время проведения сварочной работы. Естественно, нужно также позаботиться об отключении от сети тех участков, где будет произведена сварка проводов инвертором. Поэтому, помимо счетчика в доме, лучше иметь еще два и больше независимых контуров электрического снабжения.

Сварка проводов своими руками
Для проведения сварки необходимы графитовые медные электроды. Их можно приобрести ровно столько штук, сколько требуется, поэтому много денег для этого будет не нужно. А всего таких электродов необходимо будет один или два. Вместо них можно воспользоваться графитовой щеткой, взятой из коллекторного электрического двигателя.
Она вставляется в сварочный аппарат таким же способом, как и электрод. Для замыкания дуги лучше всего подготовить «крокодильчики» (и не забыть их снабдить ручками с прочной изоляцией), потому что обычным держателем и зажимом в распределительной коробке трудно будет обойтись.

Перед тем, как проводится сварка проводов в распределительной коробке, провода очищают от имеющейся изоляции. Для обеспечения прочного контакта не последняя роль отводится площади, где происходит соприкосновение поверхностей. Для этого жилы оголяются приблизительно на десять сантиметров. Когда скрутятся провода, их длина будет равна пяти сантиметрам. Масса присоединяется к скрутке рядом с изолированной частью.
К проводам нужно приблизить электрод до степени образования дуги. Контакт при этом составляет примерно пару секунд. Чтобы избежать обжигания, надо дождаться остывания и тогда приступать к следующей сварке. Так, не тратя уйму времени, можно с легкостью справиться со всеми имеющимися распределительными коробками.
После сварки работа завершается путем изолирования скруток. Для этого пользуются изолентой, как раньше, однако есть другой, более современный метод изоляции — термоусадочные трубки. Вокруг проводов заматывать изоленту, если рядом находятся другие скрутки, будет очень неудобно. Поэтому в этом случае помогут термоусадочные трубки, которые легко надеваются и подогреваются с помощью строительного фена. В нагретом состоянии, они зажимаются вокруг проводов, создавая прочную оболочку.

Еще по этой теме на нашем сайте:
- Сварка по алюминию инверторная — азы для начинающих
Алюминий — очень распространенный металл, используемый повсеместно, как в домашних условиях, так и на производствах. Будучи цветным металлом, алюминий значительно сложнее в сваривании нежели «чернуха».
Сварка автомобиля инвертором — быстрая сварка рамы автомобиля
В основном сварка автомобиля своими руками осуществляется при помощи электродов. Это простой и доступный способ. Однако он не является самым качественным. Если нужно сварить какие-либо.
Принцип работы инвертора сварочного — быстрая сварка и резка металла сварочным инвертором
Обработка различных видов металла ― один из самых перспективных видов коммерческой деятельности, поскольку именно обработка всегда востребована. Металлические конструкции и изделия используются повсеместно, в самых.
Сварка аргоном алюминия — используем сварочный аппарат для сварки алюминиевых сплавов
Алюминиевые сплавы применяются в различных сварных конструкциях. Среди их основных преимуществ следует выделить небольшую плотность, устойчивость к коррозии, высокие показатели проводимости и прочность. Несмотря на.
Сварка проводов в распределительной коробке инвертором
 Наиболее часто пожары возникают из-за неисправности электропроводки. Возгорание может произойти в случае нарушения изоляции, а также нагревания проводников в местах их соединения. Чаще всего при монтаже электропроводки применяется скрутка проводов.
Наиболее часто пожары возникают из-за неисправности электропроводки. Возгорание может произойти в случае нарушения изоляции, а также нагревания проводников в местах их соединения. Чаще всего при монтаже электропроводки применяется скрутка проводов.
При скручивании проводов контактная площадка имеет небольшой размер, что приводит к нагреванию жилы при увеличении нагрузки. Именно этот фактор и приводит к резкому повышению температуры в месте соединения и, как следствие, к возгоранию изоляции. Сварка проводов в распределительной коробке является самым надежным соединением двух проводов электропроводки. Поэтому, прежде чем приступить к монтажу электрической сети, необходимо внимательно изучить правила проведения таких работ. Нелишним будет ознакомиться с пошаговой инструкцией сварочного процесса, а также с советами и рекомендациями опытных монтажников.
Особенности сварки проводов
Электропроводка в современных домах выполняется медным проводом, ранее применялся и алюминий. Поэтому в основном будем знакомиться со сварочным процессом медных жил. Особенность медных проводников в том, что при температуре 300 ℃ материал приобретает хрупкость, а при 1080 ℃ происходит плавление. Поэтому очень важно в процессе сварки проводов в распределительной коробке строго соблюдать температурный режим, чтобы избежать повреждения изоляции и проводов. Устранение перегрева осуществляется подсоединением к месту скрутки охлаждающего радиатора. Лучше если радиатор будет из медного материала и плотно прижат к скрутке. Скрутку во время сварки необходимо располагать вертикально, чтобы расплавленный метал приобретал форму сферической капли и охватывал весь пучок проводов. Сварка многожильных проводников производится после предварительной установки специальной обжимной гильзы.
Достоинства соединения проводов сваркой
Сварка проводов в распределительной коробке своими руками имеет неоспоримое достоинство перед всеми видами соединения проводников тем, что позволяет достичь полного отсутствия переходного сопротивления, которое существует при болтовой стыковке и скрутке. Это достоинство в особой мере проявляется при соединении проводки для мощных силовых устройств.
Преимущества сварки проводов в электрической распределительной коробке легче рассмотреть в сравнении с процессом пайки:
- не требуется производить лужение оголенных жил;
- не используется присадочный материал (олово);
- скорость выполнения работы намного выше, поэтому возрастает эффективность при большом объеме соединений;
- возможность проводить сварку проводов любого сечения.
Основным недостатком считается стоимость требуемого оборудования для выполнения качественного соединения.
Технология выполнения сварки
Сварка медных проводов в распределительной коробке заключается в создании электрической дуги, с помощью которой происходит оплавление концов жил и создается прочное соединение.
Технология соединения проводов следующая:
- В первую очередь необходимо подготовить провода к соединению. Для этого производим зачистку жил от изоляции на 60-70 мм, чтобы исключить ее оплавление в процессе сварки.
- Далее нужно соединить провода скруткой. Вид скрутки значения не имеет, так как плотный контакт образуется сваркой.
- Скрутка должна иметь длину 50 мм. Распушенную часть проводников аккуратно откусывают кусачками.
- На расстоянии 25-30 мм от конца стыковки зажимаем жилы прижимным приспособлением, которое является минусовым контактом кабеля от сварочного аппарата. Именно за это устройство производится удержание соединяемых проводов.
- Свободно рукой держатель с электродом подносится к месту соединения.
- Кратковременным прикосновением конца специального электрода к торцевой части скрутки зажигается электрическая дуга.
- В зависимости от сечения проводов и силы тока выбирается время удержания дуги (1-2 секунды).
- После стыковки проводов, которая определяется возникшим расплавленным шариком на конце скрутки, относим в сторону электрод, прерывая тем самым электрическую дугу.
- Даем соединению остыть.
- Далее сваренные провода изолируются термоусадочной трубкой и размещаются в распределительной коробке.
Электроды для сварки медных проводов
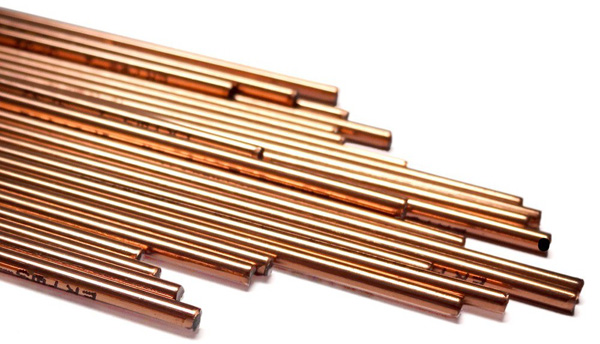
Для сварки проводов в распределительной коробке требуются специальные графитные или угольные электроды с омеднением. Такие электроды имеют температуру плавления, превышающую в несколько раз плавление меди. Они легко поддаются процессу резки, что позволяет делать стержни удобной для работы длины.
При использовании самодельного аппарата для сварки проводов в распределительной коробке лучше применять угольные электроды, имеющие большую температуру электрической дуги, нежели графитовые. Это свойство позволяет проводить сварочные работы на минимальных токах. Графитовые электроды широко применяются при сварке инвертором, так как такой аппарат имеет регулировку силы тока. Сварка инвертором получается более высокого качества. При отсутствии заводских стержней можно использовать стержни от батареек или щетки от электрического двигателя.
Аппараты для сварки проводов
Для проведения электромонтажных работ на промышленных предприятиях применяются следующие виды сварки: точечная, дуговая, плазменная, ультразвуковая, а также иногда сварка проводов в распределительной коробке полуавтоматом. В бытовых условиях чаще всего используется сварка точечного или дугового типа. В домашних условиях для обеспечения сварочного процесса применяются различные трансформаторы, инверторы, а также специальные приборы для сварки проводов в распределительной коробке.
Трансформаторы для сварки
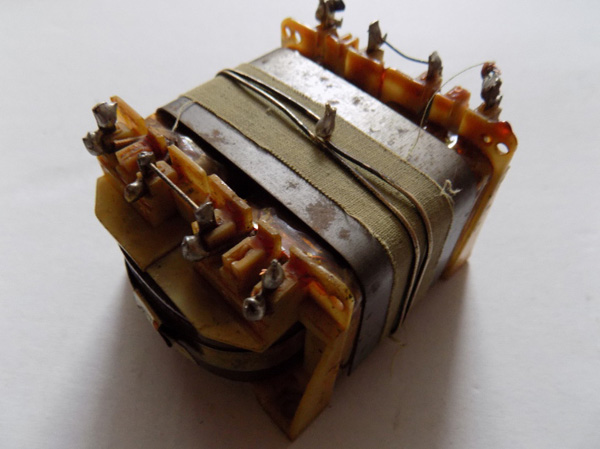
Чтобы оплавление концов скрутки происходило качественно, аппарат для сварки должен выдавать необходимую силу тока. Трансформатор сварочного аппарата обеспечивает регулируемую силу тока до 400 А, при этом сварка осуществляется специальными угольными электродами, покрытыми медью. Применение сварочного трансформатора наиболее обосновано в распределительных щитах с большим количеством соединений, так как не требуется перенос тяжелого трансформатора.

Для создания соединения необходимо включить трансформатор в сеть, подсоединить минусовой контакт к зажиму, а плюсовой — к держателю электрода. Выставить на аппарате нужную силу тока, в зависимости от сечения проводов.
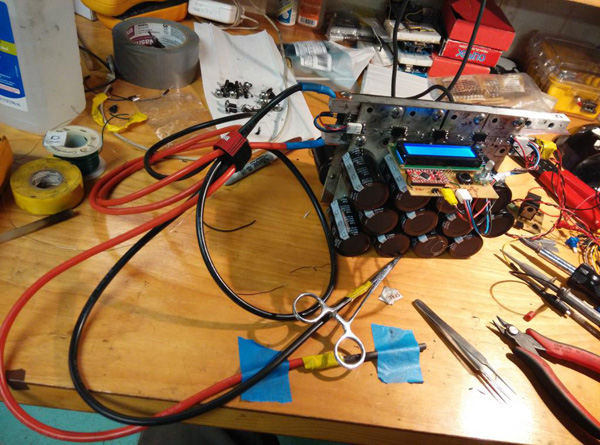
Сварка инвертором
Для увеличения мобильности проведения сварочных работ удобно пользоваться инверторным аппаратом с минимальным весом. Зачастую такие устройства комплектуются специальными ремнями, позволяющими вешать аппарат на плечо и производить соединение проводов даже на высоте.
Сварка проводов в распределительной коробке инвертором может осуществляться переменным или постоянным током с небольшим напряжением 12-36 вольт. Регулировка силы тока присутствует почти во всех инверторных аппаратах.

Процесс сварки инвертором аналогичен работе с трансформатором. Плюсовой контакт подключается к держателю электрода, а минус соединяется с зажимом. Сварку инвертором проводить намного комфортнее и эффективнее, так как отсутствует шум агрегата, да и нет мигания электричества в помещении из-за небольшой потребляемой мощности аппарата.
В настоящее время производители предлагают специальные сварочные аппараты для электромонтажников. Такие приборы имеют диапазон регулировки сварочного тока 30-120 А, а также мощность 1-1,5 кВт. Но в отличие от стандартных инверторов масса и габариты его существенно меньше. Также малогабаритные устройства оборудуются специальным держателем угольных электродов и зажимом с широкой площадкой.

Самостоятельное изготовление сварочного аппарата
Обычно в домашних условиях проще всего сделать агрегат для сварки проводов в распределительной коробке трансформаторного типа. Для этих целей могут понадобиться следующие материалы:
- трансформатор мощностью не менее 600 Вт, который имеет напряжение на вторичной обмотке около 30 В;
- для фиксации электрода нужны зажимы «крокодил»;
- алюминиевые соединительные кабели;
- для изменения напряжения понадобится регулятор;
- отвертки, плоскогубцы для выполнения соединительных операций.
Процесс самостоятельной сборки сварочного устройства лучше проводить людям, которые знакомы с электротехникой, чтобы правильно собрать схему прибора.
Основные этапы изготовления следующие:
- В первую очередь нужно подобрать корпус устройства, при этом необходимо уделить внимание его весу, чтобы аппарат в дальнейшем было легче перемещать.
- Между трансформатором и питающим проводом нужно установить выключатель, который будет осуществлять подачу тока и отключение агрегата.
- Подключить питающий провод к трансформатору.
- От вторичной обмотки трансформатора проводом большого сечения нужно подключить зажимное устройство и держатель электрода.
Советы и рекомендации опытных монтажников
Для выполнения качественной сварки проводов в распределительной коробке не лишним будет прислушаться к советам опытных монтажников: Очистку проводов от изоляции нужно производить с особой аккуратностью, чтобы избежать повреждения жилы, которая в дальнейшем может сломаться. В процессе сварки скрутку необходимо располагать в вертикальном положении, чтобы металл плавился равномерно. Обязательно необходимо применять средства защиты при сварочных работах (защитную маску, термоустойчивые перчатки, специальную одежду). Новичкам желательно немного потренироваться на отдельных кусках проводов в различных режимах сварочного процесса.
Помните, что соединение проводов в электрической распределительной коробке методом сварки гарантирует наиболее качественный результат и в дальнейшей эксплуатации не создаст проблем с системой электропитания дома. Применение аппарата, сделанного своими руками, позволит достичь прочности соединительного контакта не хуже заводских моделей.
Как сварить медные провода в домашних условиях
Медные провода практичнее алюминиевых, их часто используют для проводки в частных домах, прокладывают при ремонте квартир. Допускается несколько способов оформления стыков кабеля: их крепят клеммами, пайкой. Разрешается опрессовка или сжим скрутки, но самое надежное соединение образуется при расплаве меди. Для сварки медных проводов на линии или в распределительной коробке используют точечную технологию. Необходимо расплавить скрутку до однородной структуры, чтобы не повышалось сопротивление в цепи. Делается это для пожаробезопасности.

Особенности сварки медных проводов
Медь хорошо плавится и быстро насыщается водородом, окисляется в расплавленном состоянии. Температура плавления медных сплавов не более 1000°С. Для защиты металла при сварке медных деталей используют аргон или углекислый газ, но провода варить в защитной атмосфере экономически нецелесообразно. Для сварки медного кабеля используют обычные аппараты, генерирующие постоянный или высокочастотный переменный ток и напряжение от 15 до 30 В.
Желательно, чтобы рабочий ток регулировался, для скрутки одной жилы сечением 1,5 мм 2 нужен ток 70 А, для соединения трех проводов потребуется увеличить ампераж до 90–100 А. Для монтажа медной проводки в доме с подключением мощного электрооборудования необходимо выбирать сварочные аппараты до 120 А. Если нет оптимального тока, дуга будет прерываться, электрод начнет залипать.
Пайка или сварка медных проводов – что лучше?
Самый простой и эффективный способ пайки – погрузить место контакта в расплав припоя. Для небольших схем такой метод годится. Но при монтаже линий из медных проводов не подходит. Пайка оловянными припоями на весу требует навыков, новички с такой работой не справятся, велик риск травмирования. Соединение проводов своими руками контактной сваркой намного безопаснее.
Еще одно преимущество сварки – не изменяется химический состав проводов, в сплав не попадают частички припоя. Электропроводность медного кабеля в месте скрутки не меняется. Сварка проводится быстрее пайки, не нужно предварительно лудить контакты, подбирать паяльник по мощности под размер кабеля. Есть многожильные шнуры, которые пропаять невозможно.
У сварки есть единственный недостаток: если нет навыков, можно повредить целостность изоляции медного провода.
Аппарат для сварки
Для сварки для медных проводов используют любой генератор тока: трансформатор, выпрямитель, инвертор. Клещи для контактной сварки подключают к автомобильным аккумуляторам, соединяют два последовательно, выводят контакты к электродам. Мощности хватает для соединения кабеля с жилой 5 мм. Большой объем с аккумуляторами не сделаешь, необходим сварочный аппарат.
Инвертор
Преимущества современных инверторных аппаратов очевидны:
- ими можно сварить провода любого сечения;
- они не боятся «провисания» напряжения в сети, снижают риск залипания электрода, пережога медных скруток;
- есть облегченные модели, выдающие ток до 150–200 А;
- работают от стандартной сети, не нужно подключаться к трехфазному току.
Работать с инвертором проще, чем с трансформатором. Для сварки постоянным током прямой полярности плюс подключают к держателю электрода, минус – к свариваемому медному проводу.
Трансформатор
Громоздкие аппараты старого типа сложно перетаскивать с места на место, зато трансформаторы способны генерировать ток в пределах 400 А. Трансформатор подходит для работы с постоянным током прямой или обратной полярности. Им проводят сварку медных шин в распределительных щитках, соединение скрученных проводников большого сечения. Подключают трансформатор также, как инвертор: «+» на электрод, «-» на скрутку. У трансформантов хорошая производительность, но в процессе работы они сильно гудят, греются, их периодически отключают, дают остыть. При включении они «просаживают» сеть, но затем напряжение стабилизируется. При работе с трансформатором следует это учитывать.
На базе понижающего трансформатора мощностью до 150 А напряжением от 12 до 38 В из бытовой техники можно сделать сварочный аппарат самостоятельно: намотать на него необходимо число витков кабеля. Рассчитать их количество можно по таблицам. Если включить в электросхему диодный мост, он будет стабилизировать дугу. Держатель приобретают в магазине или используют вместо него зажим троллейбусного контактора. Зажимные токопроводящие клещи делают из пассатижей – к одной ручке прикручивают контактную клемму. Обязательно делают заземление самодельного аппарата.
Технология сварки скруток медных проводов
Соединение заключается в расплавлении свариваемых проводников дугой при пропускании тока, зажимное устройство уплотняет структуру диффузного слоя. Стоит рассмотреть процесс сварки скруток медных проводников подробнее. Пошаговая инструкция:
- Концы соединяемого кабеля зачищают, снимают изоляцию на расстоянии до 7 см, чтобы проводка не пострадала в процессе работы.
- Жилы или нити складывают параллельно, их необходимо плотно скрутить между собой, тип скрутки значения не имеет, но при осевой стыковке по направлению проводников друг к другу сваривать скрутку сложнее.
- Длина скрутки должна достигать 5 см, излишки волокон обрезают. Провода помещают между контактами или в самодельное прижимное устройство на расстоянии 2–3 см от края.
- После касания проводников электродом возникает электродуга, ее удерживают не более 2–3 секунд в зависимости от толщины проводников.
- Медь расплавляется в зажимном устройстве, образуется прочное соединение.
- Остывшие соединенные проводники обматывают изоляционной лентой или надевают на нее термоусадочную пленку.
Рекомендованные режимы тока:
- для соединения проводников сечением 1,5 мм 2 :
— скрутка из двух проводов – 70 А;
- с сечением 2,5 мм 2 :
— скрутка из трех проводов – от 90 до 100 А;
— из 4-х – от 100 до 120 А;
- для соединения 5 мм сердечников максимальный ток – не более 150 А.
Перед монтажными работами желательно потренироваться на обрезках кабеля. Понять, что медь расплавилась, можно по рыжему валику на конце проводника.
Выбор электродов
Дугу разжигают угольным стержнем или графитовым электродом с омеднением, его еще называют «графитовый карандаш». Дуга у черного угольного стержня выше, чем у серого «графитового карандаша», расход электродов небольшой.
Если нет угольных электродов, мастера используют графитовые сердечники пальчиковых батареек.
При сварке стыков кабеля необходимо позаботиться об индивидуальной защите от поражения током, не стоит пренебрегать заземлением. Огнетушитель лучше держать под рукой.
Как провести сварку медных проводов в домашних условиях?
Необходимость сварки медных проводов связана с повышением надёжности электросетей. Это долговечный, прочный тип соединения и поэтому востребован в различных сферах производства. Технология доступна для освоения новичками, требует применения относительно несложного оборудования.
 Сваренные медные провода
Сваренные медные провода
Технология сварки проводов из меди
Соединение проводов возможно выполнить двумя способами:
- контактным, заварить скрутку;
- выполнить сварку.
Конкретные варианты выбираются на основе требований к качеству соединения, особенностей эксплуатации проводки, электрических характеристик, а также наличия подходящего оборудования.
Сваривание выполняется на постоянном или переменном токах при напряжениях от 12 до 36 В. Используется оборудование, позволяющее выполнить точную регулировку по току, чтобы подобрать параметры под конкретные условия проведения работ, параметры заготовки.
Выгодно использование инверторов, которые обладают достаточной мощностью (до 1,5 кВт) и диапазоном регулировки силы тока в интервале 30–120 А.
В качестве держателя проводников к кабелям, идущим от инвертора, присоединяют специальные пассатижи или зажимы. При этом пассатижи соединяются с массой устройства, а зажимы — с плюсовым выходом.
Кроме функции крепления, пассатижи также выполняют роль теплоотвода. Поэтому перегрев меди, появление раковин или других видов дефектов исключено. Изоляция токопроводящих жил при нагреве также не пострадает и сохранит все свойства.
Для точечной сварки допускается применение трансформаторов, мощность которых не превышает 500 Вт. Напряжение выбирается в пределах от 12 до 36 В. Технология заключается в кратковременном контакте скрутки (1–2 с), закреплённой на контактном проводнике, с массой (держателем), подключённой к источнику тока.
Особенности сварки медных проводов
Сварка медных проводов имеет следующие особенности:
- применяются только графитовые электроды;
- длина зачистки изоляции должна составлять более 50 мм;
- процесс сваривания должен быть кратковременным, чтобы не расплавить жилу и не нарушить изоляционный материал;
- при работе важно пользоваться средствами защиты от ожогов и поражения током;
- подходящие режимы определяются экспериментально, поэтому заранее рекомендуется потренироваться на отдельных участках проводников.
 Зачистка медных проводов для сварки
Зачистка медных проводов для сварки
Аппараты для сварки медных проводов
Сваривание проводников из меди выполняется аппаратами с напряжением до 20 В. Применяется инверторное или трансформаторное оборудование, позволяющее зажигать небольшую дугу.
Как выбрать аппарат
Выбор аппаратов для сваривания проводников из меди проводится на основе следующих критериев:
- максимального сварочного тока;
- мощности;
- габаритов, веса;
- наличия предустановленных режимов работы.
В качестве источника питания для электродов может использоваться оборудование:
- трансформаторы;
- инверторы.
Трансформаторы
Для сваривания медной проводки достаточно использование регулируемых трансформаторов по току (нагрузка не менее 400 А), так как требуется кратковременный разогрев до +1080 0 С. Работы нужно выполнять при подключении с прямой полярностью, так как при таких условиях обеспечивается стабильное горение дуги.
Понижающие трансформаторы применяют для сваривания любых типов медной проводки, включая проведение работ в распределительной коробке. Сварочник допускается использовать только для соединения обесточенной проводки.
Сварка проводится сварочным током, подобранным в конкретных технических условиях. Важна возможность выполнять тонкую подстройку электрических параметров.
Инверторы
Сваривание проводов инвертором выгодно, так как он имеет компактные размеры, оптимальные предустановки параметров по току и напряжению, удобные регулировки. В отличие от трансформаторов, имеют компактные размеры.
Технология использования инвертора аналогична применению трансформатора. При выборе стоит учитывать наличие регулировок по току в диапазоне 40–200 А. Он позволяет упростить поджиг дуг, так как количество наводок и помех через источник тока минимально.
Инверторный способ сварки подходит для новичков, так как он достаточно прост в реализации.
Можно ли сделать устройство для сварки из подручных материалов
Сварочные аппараты отличаются простой конструкцией. Поэтому не обязательно приобретать готовые сборки, особенно для проведения разовых работ.
Аппараты для сварки медных проводов конструктивно состоят из трансформатора, приборов контроля, регуляторов, зажима, массы.
В качестве основы необходимо использовать трансформатор. Можно взять готовый либо самостоятельно намотать, при условии наличия соответствующего оборудования и навыков. Число витков и сечение провода выбирается расчётным путём на основе входных и выходных параметров.
Основные требования к характеристикам трансформатора:
- понижающий трансформатор;
- диапазон выходных напряжений от 12 до 48 В;
- регулирование силы тока в пределах 40–150 А.
Прибор для сварки можно усовершенствовать, добавив функцию варки на напряжении переменного типа. Для этого потребуется установить диодный мост. С его помощью горение дуги станет стабильным.
Снаружи трансформатор следует защитить корпусом от попадания внутрь посторонних предметов, а также от поражения током оператора. К трансформатору следует подключить два провода: для держателя и для подключения массы. В качестве держателя рекомендуется использовать специальные зажимы, а в качестве массы — массивные пассатижи.
Электроды для сварки медных проводов
Для сваривания медных проводников можно использовать следующие электроды:
- угольный;
- графитовый.
Угольный электрод обладает рядом следующих особенностей:
- температура, при которой наступает расплавление, составляет +3800 0 С;
- работы выполняются на постоянном токе при прямой полярности;
- относительно невысокий КПД дуги;
- допустимо выполнение работ с присадками, без присадок, с подачей их прямо на линию формирования шва;
- угольный электрод для сварки при высоком нагреве свариваемых конструкций расходуется быстро;
- между электродами и поверхностью кабелей создаётся высокотемпературная дуга даже при низких токовых величинах.
Процесс сваривания графитовым электродом имеет следующие особенности:
- в течение процесса сварки электрод остаётся целым;
- повышается сопротивляемость меди к окислительным процессам;
- допустимо применение не омеднённых электродов, для этого достаточно скрутить жилы, зажать их держателем и выполнить стандартную процедуру сварки;
- сварное соединение надёжно, но для этого жилы должны быть скручены плотно, а лишние концы правильно обрезаны для плотного прилегания материала.
 Электроды для сварки
Электроды для сварки
Как сварить медные провода
Поэтапная сварка проводов своими руками в домашних условиях:
- Снимается изоляция не менее 10 см.
- Делается скрутка.
- Присоединяется масса к проводнику от трансформатора или инвертора.
- Включается питание инвертора.
- Подводится электрод к точке сварки скрутки до такого расстояния, при котором будет сформирована стабильная дуга.
- Выдерживается дуга в течение 1–2 с.
- Отводится электрод к другой скрутке, если делается сварка многожильных проводов.
- Выключается инвертор.
- Выжидается определённое время для остывания проводов.
- Оголённые контакты скрутки изолируются термоусадочной трубкой или изолентой.
Сварить медь с алюминием сложно, так как невозможно точно контролировать состав сварного шва. При содержании меди более 12% сплав становится хрупким и ненадёжным. Особенности процесса сваривания:
- используется постоянный ток, полярность подключения прямая;
- в качестве присадки используются алюминиевые прутки;
- сила тока выбирается в пределах от 500 до 550 А, а напряжение — 50 до 60 В;
- применяются графитовые электроды.
Меры безопасности
При сварке скруток медных проводов важно соблюдать следующие меры безопасности:
- требуется выполнять заземление оборудования, находящегося под током;
- запрещено использовать провода для электродов без качественной изоляции;
- эксплуатация сварочного оборудования проводится в стандартных режимах, не противоречащих заявленным требованиям изготовителя.
Сваривание выполняется только в защитной среде без прямого контакта с воздухом. Поэтому подойдёт маломощный аппарат, работающий на переменном или постоянном токе.
Как выполнить сварку проводов своими руками

Положениями ПУЭ сварка проводов рекомендуется как один из наиболее надежных способов их соединения. Преимущества применения такого способа значительно перевешивают немногочисленные недостатки, что делают его популярным среди домашних умельцев и профессиональных электриков.
Плюсы и минусы сварки, ее разновидности
Преимущества, которыми обладает соединение проводов сваркой заключаются в отсутствие переходного сопротивления которое всегда есть при скрутках или болтовых соединениях. Особенно это актуально при прокладке проводки для мощных устройств.
Недостатки заключаются в необходимости купить или сделать самостоятельно сварочный аппарат, предназначенный для скруток.
Сварочные работы требуют наличия некоторых навыков, поэтому электрику, который будет производить сварку скруток, нужно изучить как минимум азы этого ремесла.
При электромонтажных работах на производстве применяются различные виды сварки: стандартная, дуговая точечная, плазменная, торсионная, электронно-лучевая, ультразвуковая или же их различные комбинации. Для бытового применения чаще всего электриками используется устройство для точечной и дуговой сварки, которая работают на угольных или графитовых электродах.

Это решение позволяет получать хорошее качество соединений при минимальной стоимости необходимых устройств и комплектующих.
Изготавливая аппарат для сварки проводов, больше всего внимания надо уделить следующим характеристикам устройства:
- Сила тока которую может выдать аппарат. В идеальном варианте это переменное значение.
- Напряжение, выдаваемые устройством, достаточное для возникновения электрической дуги – обычно это 12-32 Вольт.
- От какого тока работает сварочник – переменный или постоянный. При наличии опыта подобных работ можно использовать переменный, но для новичков настоятельно рекомендуется начинать с постоянного.
Так как для сваривания различных металлов требуется разная сила тока и напряжение, универсальные сварочные аппараты в обязательном порядке могут регулировать эти значения. Кроме того, при соединении разных материалов могут понадобится специальные флюсы которые будут защищать металл от окисления или проникновения в него газов из воздуха. В большинстве своем сварочные аппараты универсального назначения достаточно громоздкие и тяжёлые, но для мелких сварочных работ можно за относительно невысокую цену найти инверторные сварочники, которые идеально подойдут для сварки проводов.

Если выполняется сварка медных проводов, которые применяются в домашней разводке, нет нужды в использовании очень большой силы тока и напряжения поэтому есть возможность применять сварочные аппараты небольших размеров, которые помещаются в стандартный кейс из-под инструментов.
Принцип работы дуговой сварки – схема устройства
Так как для сварки нужен большой ток, то основой любого сварочного автомата является понижающий трансформатор – проигрыш в напряжении всегда сопровождается выигрышем в силе тока и наоборот.
Для преобразования переменного тока в постоянный используется стандартный диодный мост, а для сглаживания пульсаций – конденсатор.

Ощутимый минус использования устройства постоянного тока – диоды и конденсатор используются немаленьких размеров и они значительно увеличивают вес сварочного аппарата, который изначально делается переносным.
Также специалисты рекомендуют на входе или выходе диодного моста поставить добавочное сопротивление, так как диоды «не любят» короткое замыкание в чистом виде.
Многие умельцы вручную собирают себе сварочный аппарат для сварки медных проводов, что выдает дугу от переменного тока и с успехом ими пользуются. Поэтому однозначно утверждать, что нужно применять именно устройство постоянного тока нельзя – каждый выбирает себе необходимую модель по навыкам. Если вручную собирается сварочный аппарат переменного тока, то из схемы попросту выбрасываются диодный мост и конденсатор.
Необходимый навык, который придется освоить для использования сварочного аппарата переменного тока – научиться «на глаз» определять в течение какого времени следует удерживать зажженную дугу электрического разряда, чтобы конец скрутки разогрелся и сплавился.
Наиболее распространенный способ сделать минусовый контакт, которым осуществляется сварка – это старые плоскогубцы, которыми удерживаются провода.

Для фазы берется зажим, которым можно удерживать графитовый стержень. Конструкция зажима может быть самой разнообразной – от винтового соединения до так называемых «крокодилов», как самодельных, так и заводского изготовления. Для соединения с самим сварочным аппаратом применяются кабели сечением порядка 10 мм².
Несмотря на то, что устройство собранное в промышленных условиях на порядок дороже самодельного, всё же его цена не является заоблачной и позволяет приобрести такой сварочный аппарат даже при ограниченном бюджете. Преимущества его использования очевидны – это точно рассчитанная конструкция с регулятором тока, которая позволяет работать с разными типами металлов и количеством свариваемых проводов.
Нюансы процесса сварки проводов
При необходимых навыках сварка проводников не занимает много времени, но чтобы получить качественное соединение настоятельно рекомендуется сначала попрактиковаться на отдельных кусках кабелей. Тем более это надо сделать, если используется аппарат для сварки скруток, что работает с переменным током – к мощности такого устройства нужно привыкнуть. Наглядно весь процесс показан на следующем видео:
Пошагово все выглядит следующим образом:
- Зачистка проводов. Особенностью сварки является необходимость оголять жилы проводов на длину 60-80 мм. Меньше нельзя, так как при сварке провод достаточно сильно нагревается и изоляция будет плавиться.
- Скрутка проводов. Казалось бы, что можно просто сложить жилы и произвести сварку – все равно на конце образуется капля, которая соединит все вместе. Проблемой такого способа соединения может заключаться ломкость проводов – не факт, что она возникнет, но в силу некоторых причин, получившаяся в результате сварки угольным электродом капля приобретает губчатую структуру и подвержена излому. На проводимость это не влияет, но если провода не будут скручены, то могут разломаться.

- Обрезка скрутки. Распушенные концы жил надо обязательно обрезать, чтобы получить ровный срез. Тогда дуга при сварке равномерно прогреет всю поверхность скрутки и капля получится ровной.
- Сварка. Плоскогубцами захватывается скрутка и к её кончику подносится графитовый электрод, пока не возникнет электрическая дуга. Ее надо выдерживать до тех пор, пока не сплавятся концы проводов, образовав гладкую каплю. Следующая скрутка сваривается после остывания предыдущей.
Если дуга не появляется, значит мощность трансформатора недостаточная или используются слишком длинные провода к держателям электродов (их сопротивление мешает получить достаточный ток).
Оптимальный вариант по длине проводов это 2,5-3,5 метра, но в первом случае придется для удобства работы сварочный аппарат ставить на подставку.
- Изоляция скруток. Оптимальным по скорости вариантом здесь будет использование термоусадочных кембриков, но для их прогревания дополнительно понадобится строительный фен или хорошая зажигалка. Также нет никаких помех использовать обыкновенную изоленту – разве что это будет чуть дольше по времени.
- Сварка медного и алюминиевого проводов. В целом, выполняется точно так же, как и обычная – разница только в подготовке проводов. Медная жила остается прямая, а алюминиевая обматывается вокруг нее. Затем на алюминий наносится флюс, который при нагревании убирает c этого металла оксидную пленку, и можно приступать к сварке.

Но если выполнять предписания ПУЭ, то в бытовых условиях вряд ли придется работать с алюминиевыми проводами, так как для прокладки электропроводки запрещено применение таких кабелей, сечением менее 16 мм².
Сварка проводов инвертором
Использование такого устройства является наиболее предпочтительной, так как проводить сварку медных и алюминиевых проводов инвертором гораздо легче, чем самодельными сварочными аппаратами. Это прибор универсального плана, сила тока в котором регулируется в диапазоне до 160 Ампер. Кроме того, что он может сваривать скрутки, это позволяет выполнять работы с металлом толщиной до 5 мм – для домашнего использования такой мощности обычно более чем достаточно.
Обычно такой прибор это прерогатива профессионалов, которые постоянно сталкиваются со сварочными работами, но при этом его можно смело рекомендовать новичкам, которые только осваивают сварку скруток своими руками. Функция «горячего старта», защита от залипания электрода и возможность работы даже при перепадах напряжения позволят начинающему сварщику быстро освоить азы этого ремесла, а профессионалу всегда приятно работать с хорошим инструментом.
Если прибор позволяет регулировать напряжение и силу тока, то «на глаз» какие выставлять значения можно определять по диаметру проводов и их количеству.

Коротко о главном
Сварка концов скруток проводов значительно улучшает проводимость этих контактов, а значит и характеристики сети в целом.
Сварочные аппараты, которые позволяют проводить точечную сварку, есть в свободной продаже, а также достаточно просты конструктивно, чтобы изготовить их самостоятельно. Но во втором случае чаще всего собирают более простые устройства, выдающие переменный ток – такие приборы требуют наличия определенных навыков работы.
На практике нет особой разницы в использовании того или иного устройства – если мастер достаточно опытный, то результат будет хороший в любом случае.
