Сварка трением с перемешиванием алюминиевых сплавов
Сварка трением с перемешиванием: виды, технология, оборудование

Существует большое многообразие сварочных методов. Среди них есть такой экзотический процесс, как сварка трением с перемешиванием. Его отличительной чертой является отсутствие расходных материалов, таких как электроды, сварочная проволока, защитные газы. Недавно разработанный метод обретает широкое распространение.
История появления
История сварки трением с перемешиванием (СТП) началась в 1991 году. Это была инновационная разработка Британского Института Сварки (TWI). Спустя несколько лет технология была использована в строительстве самолетов и морских судов.
Первыми компаниями, запустившими новую технологию в производство, были норвежская Marine Aluminium и американская Boeing. На своих предприятиях они использовали сварочное оборудование концерна ESAB, специализирующегося на разработках в области ротационной сварки трением (РСТ).
С 2003 года компания непрерывно ведет исследования возможностей сварки трением с перемешиванием. Например, были разработаны способы сваривания алюминиевых сплавов и их модификаций, применяющихся в областях строительства самолетов, морских судов и железнодорожных контейнеров.
В авиастроении была найдена возможность заменить заклепочные соединения сварными. Причем скорость сварки методом СТП значительно превышает скорость электродуговой. Сварной шов длинной 6 метров может быть сформирован за одну минуту, тогда как скорость сварки обычным способом достигает всего 0,8-2 м/мин при толщине детали 0,5 см.
Суть процесса
Соединение металлов происходит за счет разогрева в зоне сварки методом трения. Основным сварочным инструментом сварки трением с перемешиванием является металлический стержень, состоящий из двух половинок: бурта и заплечика.
Своей выступающей частью вращающийся стержень погружается в материал, вызывая сильный нагрев. Его подачу ограничивает заплечик, не позволяя пройти насквозь свариваемую деталь. В зоне нагрева материал значительно увеличивает свою пластичность и, придавливаемый заплечиком, формирует единую массу.
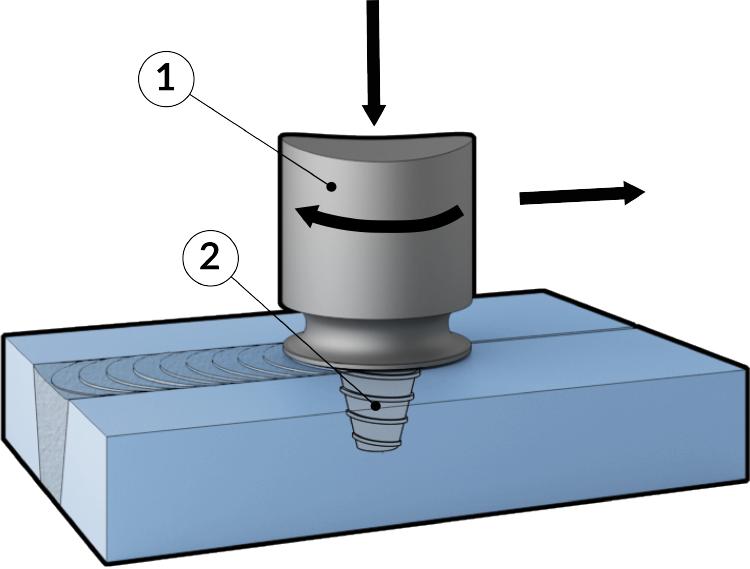
Следующим этапом происходит перемещение стержня вдоль свариваемой зоны. Двигаясь вперед, бурт перемешивает разогретую металлическую массу, которая после остывания образует прочное соединение.
Что влияет на качество СТП
Сварка трением с перемешиванием — это процесс постоянно развивающийся. Но уже сейчас можно выделить несколько параметров, влияющих на качество соединения:
- Усилие, создаваемое инструментом.
- Скорость подачи сварочной головки.
- Величина бурта.
- Окружная скорость вращения стержня.
- Угол наклона.
- Усилие подачи стержня.
Манипулирование характеристиками сварки позволяет достигать соединения разнородных металлов. Например, алюминия и лития. Литий благодаря своей малой плотности и высокой прочности может выступать как легирующий компонент деталей из алюминиевых сплавов, что позволяет применять эту технологию в аэрокосмической отрасли.
Сварка трением с перемешиванием может с легкостью заменить ковку, штамповку, литье, когда они применяются для производства деталей из трудно сочетающихся металлов. Например, сталей со структурой аустенита и перлита, стали из алюминия или бронзы.
В каких сферах применяется
Такие сферы производства, как автомобилестроение, постоянно работают над тем, как увеличить прочностные качества изделия при уменьшении его массы. В связи с этим непрерывно идет внедрение новых материалов, которые были ранее не свойственны ввиду сложности обработки. Все чаще силовые элементы, такие как подрамники, а иногда и кузова целиком, делают из алюминия или его сочетания с другими материалами.
Так, в 2012 году компания “Хонда” применила аддитивные технологии и сварку трением с перемешиванием для производства подрамников для своих автомобилей. Они внедрили сочетание стали и алюминия.
При производстве сварных элементов кузова из алюминия может возникать прожиг листов металла. Этого недостатка лишена СТП. Кроме того, что потребление электричества снижается в 1,5-2 раза, снижаются затраты на расходные материалы, такие как сварочная проволока, защитные газы.
Кроме производства автомобилей СТП применяется в следующих областях:
- Строительное производство: алюминиевые опорные фермы, пролеты мостов.
- Железнодорожный транспорт: рамы, колесные тележки, вагоны.
- Судостроение: переборки, элементы конструкции.
- Авиастроение: топливные баки, части фюзеляжа.
- Пищепром: различные емкости для жидких продуктов (молоко, пиво).
- Производство электротехники: корпуса электродвигателей, параболические антенны.

Кроме алюминиевых сплавов сварка трением с перемешиванием применяется для получения соединений меди, например, при производстве медных контейнеров для захоронения отработанного радиоактивного топлива.
Достоинства СТП
Исследование СТП позволило подобрать режимы сварки при соединении различных групп сплавов. Несмотря на то, что изначально СТП разрабатывалась для работы с металлами с низкой температурой плавления, такими как алюминий (660 °C), впоследствии стала применяться для соединения никеля (1455 °С), титана (1670 °C), железа (1538 °C).
Исследования показывают, что шов, полученный таким способом, полностью соответствует по своей структуре металлу свариваемых деталей и имеет более высокие показатели прочности, меньшие затраты трудоемкости и низкую остаточную деформацию.
Правильно подобранный режим сварки гарантирует соответствие материала шва и свариваемого металла по следующим показателям:
- усталостная прочность:
- прочность на изгиб и растяжение;
- ударная вязкость.
Преимущества перед другими видами сварки
СТП имеет множество достоинств. Среди них:
- Нетоксична. В отличие от других разновидностей, здесь нет горения электрической дуги, благодаря которой расплавленный металл испаряется в зоне сварки.
- Увеличение скорости формирования шва, благодаря чему снижается время производственного цикла.
- Снижение затрат на электроэнергию в два раза.
- Отсутствие необходимости в дальнейшей обработке сварного шва. Инструмент для сварки трением с перемешиванием в процессе работы формирует идеальный шов, не требующий зачистки.
- Нет необходимости в дополнительных расходных материалах (сварочной проволоки, технических газов, флюсов).
- Возможность получения соединений металлов, недоступных для остальных видов сварки.
- Нет необходимости в особой подготовке сварочных кромок, за исключением очистки и обезжиривания.
- Получение однородной структуры шва без пор, в результате чего становится проще контроль качества, который регламентирован для сварки трением с перемешиванием ГОСТ Р ИСО 857-1-2009.
Как проверяется качество сварного шва
Качество сварки проверяется двумя разновидностями контроля. Первый подразумевает разрушение опытного образца, полученного в результате соединения двух деталей. Второй допускает проверку без разрушения. Применяются такие методы, как оптический контроль, аудиометрическое исследование. Оно помогает определить наличие пор и неоднородных включений, ухудшающих характеристики шва. Результаты звукового контроля представляют собой диаграмму, наглядно показывающую места отклонения акустического эха от нормы.
Недостатки метода
При многочисленных достоинствах метод сварки трением имеет сопутствующие минусы:
- Отсутствие мобильности. СТП предполагает соединение неподвижных деталей, жестко закрепленных в пространстве. Это накладывает на оборудование для сварки трением с перемешиванием определенные свойства, такие как неподвижность.
- Низкая универсальность. Громоздкое оборудование настраивается на выполнение однотипных операций. В связи с этим приспособления для сварки проектируются под конкретные задачи. Например, для сваривания автомобильных боковин на конвейере, и ни для чего другого.
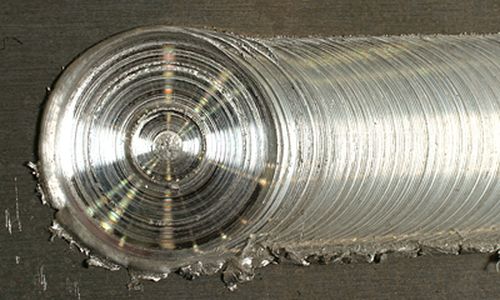
- Сварочный шов имеет радиальную структуру. В связи с этим при определенных видах деформации или при работе детали в агрессивной среде может накапливаться усталость сварного шва.
Разновидности СТП по принципу действия
Сварочные процессы, использующие в основе трение, можно разделить на несколько типов:
- Линейное трение. Суть метода сводится к получению неразъемного соединения не в результате действия вращающегося наконечника, а по причине движения деталей друг относительно друга. Воздействуя на поверхность в точке соприкосновения, они создают трение и, как следствие, высокую температуру. Под давлением происходит расплавление примыкающих частей, и возникает сварное соединение.
- Радиальная сварка. Этот метод применяется для производства емкостей большого диаметра, железнодорожных цистерн. Он сводится к тому, что стыки деталей разогреваются вращающимся кольцом, одетым снаружи. Силой трения оно вызывает температуру, близкую к температуре плавления. Примером предприятия, использующего данную технологию, может служить чебоксарская фирма по производству цистерн “Сеспель”. Сварка трением с перемешиванием занимает основную долю сварочных работ.
- Штифтовая сварка. Данная разновидность заменяет собой заклепочное соединение. Этот вид применяется при соединениях внахлест. Вращающийся штифт в месте соприкосновения разогревает свариваемые детали. От высокой температуры происходит расплавление, и штифт проникает внутрь. Остыв, он создает прочное неразъемное соединение.
Разновидности СТП по уровню сложности
Сварочные операции, выполняемые при помощи трения, можно условно разделить на плоскостные и объемные. Главное отличие этих разновидностей в том, что в первом случае сварочный шов формируется в двухмерном пространстве, а во втором в трехмерном.

Так, для плоскостных соединений предприятие по выпуску сварочного оборудования ESAB разработало 2D-установку LEGIO. Она представляет собой настраиваемую систему для сварки трением с перемешиванием различных цветных металлов. Разные размерные группы оборудования позволяют сваривать детали малых и больших размеров. Согласно маркировке оборудование LEGIO имеет несколько компоновок, которые отличаются количеством сварочных головок, возможностью сварки по нескольким осевым направлениям.
Для сварочных работ со сложным положением в пространстве существуют 3D-роботы. Такие аппараты устанавливаются на автомобильных конвейерах, где требуются сварные швы непростой конфигурации. Одним из примеров таких роботов может служить установка Rosio производства ESAB.

Заключение
СТП выгодно отличается от традиционных видов сварки. Ее повсеместное применение не только сулит экономическую выгоду, но и сохранение здоровья людей, занятых в производстве.
ГОСТ ISO 25239-4-2020 Сварка трением с перемешиванием. Алюминий. Часть 4. Технические требования и аттестация процедур сварки
Текст ГОСТ ISO 25239-4-2020 Сварка трением с перемешиванием. Алюминий. Часть 4. Технические требования и аттестация процедур сварки
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ (МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION (ISC)
ISO 25239-4— 2020
СВАРКА ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ. АЛЮМИНИЙ
Технические требования и аттестация процедур сварки
(ISO 25239-4:2011, IDT)
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным автономным учреждением «Научно-учебный центр «Сварка и контроль» при МГТУ им. Н. Э. Баумана» (ФГАУ «НУЦСК при МГТУ им. Н. Э. Баумана») на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 «Сварка и родственные процессы»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 мая 2020 г. N9 130-П)
За принятие проголосовали:
Краткое наименование страны по МК <ИСО 31вв) 004-97
Код страны ло МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
ЗАО «Национальный орган по стандартизации и метрологии» Республики Армения
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
4 Приказом Федерального агентства по техническому регулированию и метрологии от 29 октября 2020 г. No 974-ст межгосударственный стандарт ГОСТ ISO 25239-4—2020 введен в действие е качестве национального стандарта Российской Федерации с 1 ноября 2020 г.
5 Настоящий стандарт идентичен международному стандарту ISO 25239-4:2011 «Сварка трением с перемешиванием. Алюминий. Часть 4. Технические требования и аттестация процедур сварки» («Friction stir welding — Aluminium — Part 4: Specification and qualification of welding procedures». IDT).
Международный стандарт разработан подкомитетом SC 7 «Обозначения и термины» Технического комитета ISO/TC 44 «Сварка и родственные процессы» Международной организации по стандартизации (ISO).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге «Межгосударственные стандарты»
© ISO. 2011 — Все права сохраняются © Стацдартинформ. оформление, 2020

В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
Содержание
1 Область применения
2 Нормативные ссылки
3 Термины и определения
4 Обозначения и сокращения
5 Разработка и аттестация процедур сварки
5.1 Общие положения
5.2 Техническое содержание предварительных технических требований к процедуре
6 Аттестация, основанная на испытании процедуры сварки
6.1 Общие положения
6.2 Испытательные образцы
6.3 Контроль и испытания испытательных образцов
6.4 Область распространения аттестации
6.5 Протокол аттестации процедуры сварки
7 Аттестация, основанная на предпроизэодственном испытании сварки
7.1 Общие положения
7.2 Испытательные образцы
7.3 Контроль и испытания испытательных образцов
7.4 Область распространения аттестации
7.5 Протокол аттестации процедуры сварки
Приложение А (справочное) Предварительные технические требования к процедуре сварки
Приложение В (справочное) Неразрушающий контроль
Приложение С (справочное) Испытание на S-образный изгиб нахлесточных соединений ударным инструментом
Приложение D (справочное) Форма протокола аттестации процедуры сварки
Приложение ДА (справочное) Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Введение
Серия стандартов ГОСТ ISO 25239 состоит из следующих частей под общим наименованием «Сварка трением с перемешиванием. Алюминий»:
— часть 1. Словарь;
— часть 2. Конструкция сварных соединений;
* часть 3. Аттестация сварщиков-операторов;
* часть 4. Технические требования и аттестация процедур сварки;
— часть 5. Требования к качеству и контролю.
ГОСТ ISO 25239-4—2020
СВАРКА ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ. АЛЮМИНИЙ
Технические требования и аттестация процедур сварки
Friction stir welding. Aluminium.
Pari 4. Specification and qualification of welding procedures
Дата введения — 2020—11—01
1 Область применения
Настоящий стандарт устанавливает требования к техническим требованиям и аттестации процедур сварки для сварки трением с перемешиванием алюминия. В настоящем стандарте термин яалю-миний» относится к алюминию и его сплавам.
Настоящий стандарт не применяется к точечной сварке трением с перемешиванием.
Прим еча н и е — Требования к обслуживанию, материалам или условиям производства могут потребовать более всесторонней аттестации, чем аттестация, приведенная в настоящем стандарте.
2 Нормативные ссылки
8 настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных — последнее издание (включая все изменения).
ISO 209. Aluminium and aluminium alloys — Chemical composition (Алюминий и алюминиевые сплавы. Химический состав)
ISO 857-1’ Welding and allied processes — Vocabulary — Part 1: Metal welding processes (Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металла)
ISO 2107. Aluminium and aluminium alloys — Wrought products — Temper designations (Алюминий и алюминиевые сплавы. Деформируемые полуфабрикаты. Обозначения состояния поставки)
ISO 3134 21 (all parts). Light metals and their alloys — Terms and definitions (Металлы легкие и их сплавы. Термины и определения)
ISO 4136. Destructive tests on welds in metallic materials — Transverse tensile test (Разрушающие испытания на швах в металлических материалах. Испытание на поперечное растяжение)
ISO 5173. Destructive tests on welds in metallic materials — Bend tests (Разрушающие испытания на сварных швах в металлических материалах. Испытания на изгиб)
ISO 6520-1, Welding and allied processes — Classification of geometric imperfections in metallic materials — Part 1: Fusion welding (Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением)
Заменен на ISCMTR 25901-3:2016.
2 * Отменен без замены.
ISO 9017. Destructive tests on welds in metallic materials — Fracture test (Испытания разрушающие сварных швов металлических материалов. Испытание на излом)
ISO 10042. Welding — Arc-welded joints in aluminium and its alloys — Quality levels for imperfections (Сварка. Сварные соединения из алюминия и его сллаеов. полученные дуговой сваркой. Уровни качества)
IS013916. Welding — Guidance on the measurement of preheating temperature, interpass temperature and preheat maintenance temperature (Сварка. Руководство по измерению температуры предварительного нагрева, межслойной температуры и температуры сопутствующего нагрева)
ISO 14175. Welding consumables — Gases and gas mixtures for fusion welding and allied processes (Материалы, расходуемые при сварке. Газы и газовые смеси для сварки плавлением и родственных процессов)
IS0 15607:20034 Specification and qualification of welding procedures for metallic materials — General rules (Спецификация и квалификация процедур сварки металлических материалов. Общие правила)
ISO 15613. Specification and qualification of welding procedures for metallic materials — Qualification based on pre-production welding test (Технические требования и аттестация процедур сварки металлических материалов. Оценка на основе предпроизводственных сварочных испытаний)
ISO 15614-2. Specification and qualification of welding procedures for metallic materials — Welding procedure test — Part 2: Arc welding of aluminium and its alloys (Технические требования и аттестация процедур сварки металлических материалов. Испытание процедур сварки. Часть 2. Дуговая сварка алюминия и его сплавов)
ISO 17637, Non-destructive testing of welds — Visual testing of fusion-welded joints (Неразрушающий контроль сварных соединений. Визуальный контроль соединений, выполненных сваркой плавлением)
IS0 17639. Destructive tests on welds in metallic materials — Macroscopic and microscopic examination of welds (Испытания разрушающие сварных швов металлических материалов. Макроскопическое и микроскопическое обследование сварных швов)
ISO/TR 17671-1. Welding — Recommendations for welding of metallic materials — Part 1: General guidance for arc welding (Сварка. Рекомендации no сварке металлических материалов. Часть 1. Общее руководство по дуговой сварке)
ISO 25239-1. Friction stir welding — Aluminium — Part 1: Vocabulary (Сварка трением с перемешиванием. Алюминий. Часть 1. Словарь)
ISO 25239-5:2011. Friction stir welding — Aluminium — Part 5: Quality and inspection requirements (Сварка трением с перемешиванием. Алюминий. Часть 5. Требования к качеству и контролю)
ISO 80000-1:2009, Quantities and units — Part 1: General (Величины и единицы. Часть 1. Общие положения)
3 Термины и определения
В настоящем стандарте применены термины no ISO 209. ISO 857-1. ISO 3134. ISO 6520-1, ISO 10042. ISO 15607, ISO 15613. ISO 15614-2. ISO/TR 17671-1 и ISO 25239-1.
4 Обозначения и сокращения
Для аттестации процедур сварки применяют обозначения и сокращения, указанные в ISO 15607:2003 (таблица 1).
5 Разработка и аттестация процедур сварки
5.1 Общие положения
Аттестация процедур сварки выполняется перед выполнением сварочных работ.
Производитель должен подготовить предварительные технические требования к процедуре сварки (pWPS) и гарантировать, что они пригодны для использования, основываясь на имеющемся опыте работы и общих знаниях технологии сварки.
Заменен на ISO 15607:2019. Однако для однозначного соблюдения требования настоящего стандарта, выраженного в датированной ссылке, рекомендуется использовать только указанное в этой ссылке издание.
Предварительные технические требования к процедуре сварки (pWPS) следует использовать в качестве основы для составления протокола аттестации процедуры сварки (WPQR). Предварительные технические требования к процедуре сварки (pWPS) следует проверять в соответствии с методами, приведенными в разделе 6 (испытание процедуры сварки) или разделе 7 (предпроиэводственное испытание). Раздел 6 должен применяться, когда геометрия производственной детали или соединения точно представлена стандартным испытательным образцом или образцами, как показано в 6.2. Раздел 7 должен применяться, когда геометрия производственной детали или соединения не точно представлена стандартным испытательным образцом или образцами, как показано в 6.2. Информация, требуемая в предварительных технических требованиях к процедуре сварки (pWPS). приведена в 5.2.
Прим еча нив — Для некоторых случаев может возникнуть необходимость дополнения или сокращения перечня.
Технические требования к процедуре сварки (WPS) охватывают определенные диапазоны толщин основного материала, так же, как и диапазон алюминиевых сплавов.
Диапазоны и допустимые отклонения в соответствии с определенным международным стандартом (см. раздел 2) и опытом производителя необходимо указывать в соответствующих случаях.
Пример формы предварительных технических требований к процедуре сварки (pWPS) приведен в приложении А.
5.2 Техническое содержание предварительных технических требований к процедуре сварки
5.2.1 Общие положения
В предварительные технические требования к процедуре сварки (pWPS) должна быть включена, как минимум, следующая информация.
5.2.2 Информация о производителе:
• наименование предварительных технических требований к процедуре сварки (pWPS).
5.2.3 Тип(ы) основного материала, вид(ы) термической обработки, ссылочный(е) стандарт(ы).
Сварка трением с перемешиванием алюминия и его сплавов
- Авторизуйтесь для ответа в теме
#41 NikOtiN
Конечно же это не универсальная технология, но там где требуется сваривать тонкостенные корпусные детали из листового материала — ее преимущества впечатляют.
- Наверх
- Вставить ник
#42 selco
Удовольствие от высокого качества длится дольше чем радость от

- Город: Электросталь
Но во всех статьях подчеркивается как достоинство технологии СТП — значительно меньший уровень остаточных деформаций и напряжений
Ну здесь без спорно и читаем тоже , но совсем их быть не может.
Вот даже после шлифовки плоского и относительно тонкого с обильной эмульсией и деталь ведет то есть она изгибается и существуют методы компенсации , а тут сварка конечно с меньшим тепловложением от остальных но все равно сварка .
Сообщение отредактировал selco: 20 Май 2020 20:23
Удовольствие от высокого качества длится дольше чем радость от низкой цены…
- Наверх
- Вставить ник
#43 Calma
Но вот температура «шва» и чуть по одаль от него разная как не крути хоть алюминь и хороший проводник но не настолько и чтобы температура уравнялась надо усю заготовку в «пластилиновое » состояние нагреть и от сель разность темпер. усадка будет .
Может правильней назвать состояние «аморфным». а не пластилиновым. Если это так, то алюминий при переходе из состояния твердого в состояние аморфное и обратно, должен хоть частично, но переходить температуру плавления.От этого и будут возникать деформации.
- Наверх
- Вставить ник
#44 Calma
Но во всех статьях подчеркивается как достоинство технологии СТП — значительно меньший уровень остаточных деформаций и напряжений
Кстати среди многих видов различных деформаций, остаточная деформация — это деформация, которая возникает в следствии приложения к телу сил, а при прекращении приложение сил тело, в следствии деформации уже не приобретает предыдущее положение, размеры. Вот потому этот вид деформации и называется остаточным.
В авиации, применение больших перегрузок регламентировано именно из-за возможности возникновения остаточных деформаций деталей ЛА. Приближение к пределу максимальных перегрузок сигнализирует пилоту об этом.
- Наверх
- Вставить ник
#45 Ferio
Я вот что спросить хочу — вы сами в настройке/наладке аппаратов для СТП участвовали? Каким образом там идет подбор ключевых параметров режима скорости вращения заплечика и скорость сварки? Как рассчитывается пауза между погружением заплечика и началом сварки? Заплечик же мешает видеть что происходит под ним, разогрелся ли метал от трения или нет. Я в сети не нашел никаких методичек наподобие «Ротационная сварка для начинающих чайников» с прямыми рекомендациями по подбору режима. К примеру, когда осваивал токарное дело — таких учебников полно, по другим видам сварки — аналогично. А тут технология, которая просто обречена быть народной, никаких сварочных материалов, никакого защитного снаряжение, потребление электроэнергии где-то на порядок меньше классических видов сварки — а информации в сети по капле нужно находить.
Нет, коллега, в настройках не учавствовал.
В своё время была задача рассмотреть оборудование СТП для одного проекта по сварке панелей. Поездил по предприятиям, поговорил с людьми, почитал публикации, прикинул затраты, изложил своё видение. в результате предложение отклонили т.к. посчитали, что дорого( наше предприятие многотысячное). Поэтому, я бы не назвал эту технологию «народной». Для окупаемости нужен конвеер, тонны однотипных заказов и т.п.
Применение какой-то гаражной конструкции, управляемой Джамшутом, сводит в данном случае всё на нет. Качество и повторяемость результатов этой технологии основаны на автоматизации и унификации, но этого не достигнуть, если, например, усилие прижатия осуществляется поворотом штурвала «на глаз» или ручной выбор соотношения скорости сварки и вращения шпинделя тем же Джамшутом. На видео из серии «очумелые ручки» изобретатель проверял качество сварки на излом вручную — «прикольно».
Основными параметрами процесса СТП являются скорость сварки, частота вращения инструмента, усилия прижатия и перемещения инструмента, размеры и угол наклона инструмента. Режим устанавливают в зависимости от типа материала, формы и толщины свариваемых деталей. Размеры и форма инструмента зависят от материала и толщины изделия. Плоскость бурта, например, выполняют в виде вогнутой поверхности для лучшего истечения пластифицированного металла . Короче тонкостей очень много. Кстати, если интересно, при СТП металлы (вы же поняли, что это применимо к любым) нагреваются максимум до 70% от Т плавления. Вот для Al сплавов нагрев кратковременно доходит до 550 °С отсюда и низкие деформации, но они всёже есть. По данным (15-20)% от значений полученных при дуговой сварке. Подготовка кромок к сварке требует минимум операций, не нужно даже удалять оксидный слой. Трещин нет, так как нагрев идёт до температуры ниже солидуса. Литературы действительно мало т.к. способ очень специфичный, но по сути это сварка трением упоминание о которой есть везде.
Для справки, насколько мне известно, разрабатывался малобюджетный станок для сварки трением с перемешиванием (СТП) «Странник», но о нём я ничего не знаю.
Сварка трением с перемешиванием (FSW)
За последние два десятилетия самым интересным достижением в области сварки стала разработка способа сварки трением с перемешиванием (Friction Stir Welding — FSW) (СТП).
Сварка трением с перемешиванием – это оптимальный метод сварки цветных металлов с низкой температурой плавления, а также сварки разнородных металлов.
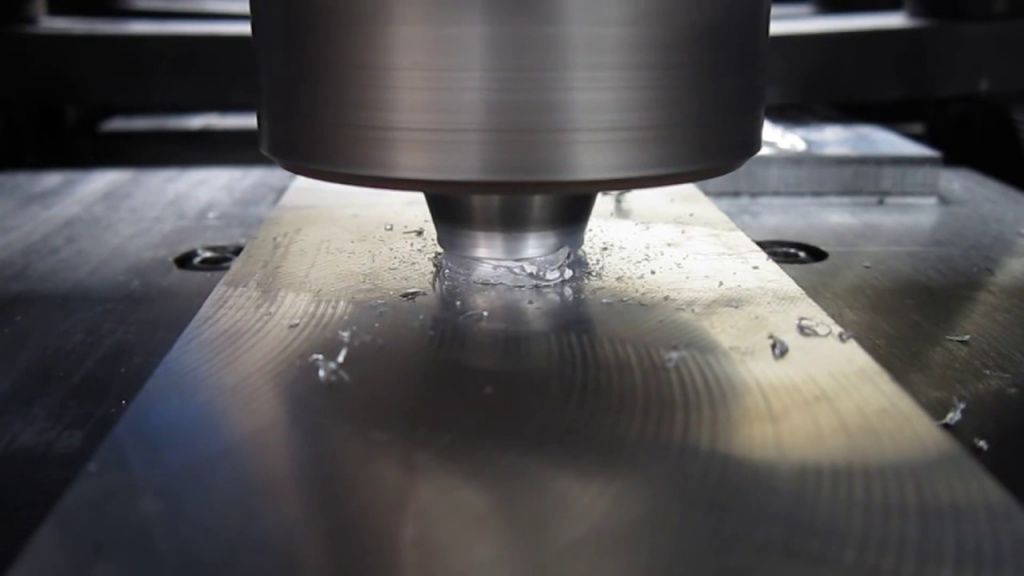
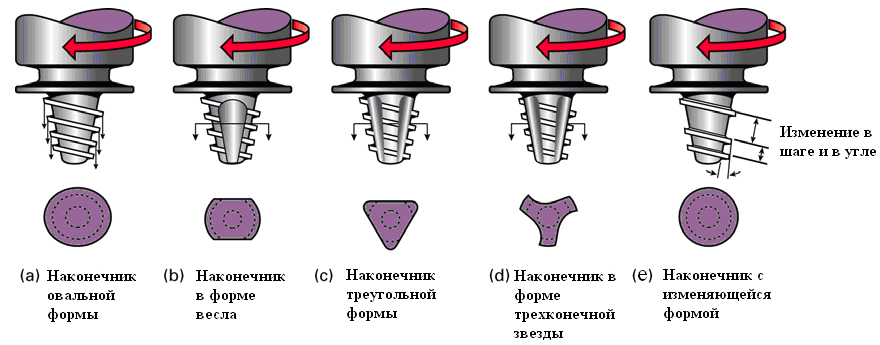
Применение СТП позволяет разом решить проблемные вопросы сварки плавлением, и на первый взгляд, сам способ является удивительно простым и выполнимым. Сварка осуществляется вращающимся рабочим стержнем с различным рельефом поверхности (поз. 1), который медленно погружают в стык деталей на глубину меньше толщины свариваемых кромок на величину 0,2–0,3 мм. Материал кромок за счет теплоты, выделяющейся при трении поверхности опорного бурта (поз. 2), нагревается до пластического состояния, не достигая фазы плавления. При поступательном перемещении вращающегося инструмента по стыку металл свариваемых кромок перемешивается и образуется шов (поз. 3). При этом для проведения процесса сварки необходимо создать и поддерживать постоянное давление в направлении оси инструмента, в зависимости от свариваемых толщин усилие может достигать 10 тонн. 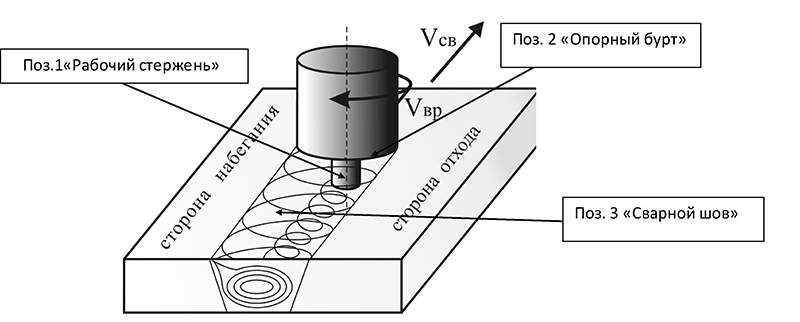
Принципиальная схема процесса фрикционной сварки
Вот основные характеристики сварного шва СТП, принципиально отличающие данный способ сварки от традиционного способа сварки плавлением:
— прочность сварного соединения по сравнению с основным материалом от 100% и выше;
— низкие остаточные деформации;
— отсутствие дефектов, характерных для сварки плавлением (трещины, поры, окисные включения и др.);
— сварка всех существующих видов алюминиевых сплавов, в том числе и различных сочетаний;
— отсутствие электромагнитного и радиационного излучения дуги, наличия сварочных аэрозолей;
— отсутствие необходимости применения вспомогательных материалов: защитные газы и присадочная проволока;
— отсутствие влияния человеческого фактора ввиду полной автоматизации процесса и контроля параметров в процессе сварки.
Эти преимущества по сравнению со сваркой плавлением позволили СТП найти применение в различных отраслях промышленности. Ракетно-космические агентства практически всех стран мира в той или иной степени внедрили этот процесс при изготовлении изделий РКТ. Лидерами в этой области остаются США, Евросоюз и Китай.
Промышленное применение СТП в России представлено на чебоксарском предприятии ЗАО «Сеспель» при изготовлении заготовок из сплава АМг5 для автомобильных цистерн.

В отличие от традиционных методов сварки, FSW не производит вредных газов, шлака, брызг и громкого шума, что способствует улучшению условий рабочей среды, одновременно повышая производительность. Самое лучшее в процессе — это отличное качество и прочность сварного шва. Процесс сварки трением с перемешиванием открывает совершенно новые направления в технологиях сварки. Быстрая и высококачественная сварка алюминиевых сплавов, равно как и сплавы меди и магния, традиционно считавшихся не поддающимися сварке, теперь стала возможной.
При сварке трением с перемешиванием крайне важна конструкция сварочного инструмента. Оптимизация геометрических параметров инструмента для выделения большего тепла или для достижения более эффективного смешивания имеет два главных преимущества: лучшее разрушение и смешивание оксидной пленки (более эффективное выделение тепла), что приводит к более высокой скорости сварки, и лучшее качество. Инструменты должны обладать высокой прочностью при повышенных температурах и сохранять такую прочность продолжительное время. Сочетание материала инструмента и базового материала очень сильно влияет на срок службы инструмента.
Применение
- Авиационная промышленность
- Автомобильная промышленность
- Железнодорожная промышленность
- Космическая промышленность
- Судоходство
- Теплопередача
- Атомная промышленность
Учитывая уникальные возможности по сварке СТП больших толщин (до 40 мм при односторонней и 80 мм двухсторонней сварки), а также возможности сварки всех групп алюминиевых сплавов, мы имеем предпосылки для создания новых профилей для силовых строительных конструкций, жестких рамных конструкций для корпусов ж/д и автомобильной промышленностей, палубных конструкций в судостроении, различных конфигураций и конструкций систем терморегулирования (радиаторные решетки, теплообменники и др.), крупногабаритных листовых заготовок и профилей, в том числе для последующих операций формообразования, где предъявляются повышенные требования к прочности и пластичности сварных соединений.
Если вас интересует данная тема и вы планируете приобрести оборудование для СТП. Мы готовы предоставить вам коммерческое предложение и проконсультировать по вопросам поставки.
Звоните 8 800 700 56 82 или оставляйте заявки на сайте.
Сварка трением с перемешиванием

- Сварка трением с перемешиванием
- Где применяется сварка трением
- Механические свойства и микроструктура
- Каковы преимущества?
- Каковы недостатки сварки трением с перемещением сваривает?
- История сварки
Сварка трением с перемешиванием
Сварка трением с перемешиванием – это процесс соединения деталей в твердом состоянии, в котором для соединения материалов используется тепло трения, выделяемое вращающимся инструментом.
Инструмент без расходных материалов с центральным зондом поворачивается и вставляется в поверхность раздела между двумя заготовками перед перемещением вдоль линии сварки. Большая часть тепловыделения происходит под выступом инструмента, когда он перемещается вдоль границы раздела, в результате чего материал нагревается и размягчается.

Инструмент также служит для сдерживания размягченного материала, который механически перемешивается для создания твердофазного сварного шва.
 сварной шов
сварной шов
Где применяется сварка трением
Процесс в основном используется в промышленности для соединения алюминиевых сплавов всех сортов, будь то литье, прокат или экструдирование. Было показано, что сварка трением с перемещением сваривает стыковые соединения из алюминиевого сплава толщиной от 0,3 мм до 75 мм за один проход, в зависимости от используемого исходного материала, мощности станка и структурной жесткости заготовки.
Другие материалы, которые были сварены включают магний, титан, медь и стальные сплавы, в то время как пластмассы и композиты с металлической матрицей (MMC) также были свариваются. Также было доказанно, что этот процесс может объединять различные комбинации этих материалов.
Сварка трением с перемещением сваривает используется для различных применений в различных отраслях промышленности , начиная от аэрокосмического для судостроения, рельсов и электроники.
Механические свойства и микроструктура
Механические свойства алюминиевых сплавов, сваренных трением с перемешиванием, оказались лучше, чем у других сварочных процессов, таких как дуговая сварка.
Что касается механических свойств этот процесс обычно имеет три основных микроструктурных области; сварной слепок, зона термомеханического воздействия и зона термического влияния.
Хотя и сам сварной являются «зонами термомеханического воздействия», они рассматриваются отдельно, когда речь идет о микроструктурных особенностях. Это связано с тем, что сварной шов испытывает динамическую рекристаллизацию, а зона тремического влияния – нет. Однако точный состав и степень микроструктурного состава в этих зонах зависит от материала и условий обработки. Они могут, например, меняться в зависимости от таких факторов, как параметры и конструкция используемого сварочного инструмента.
Каковы преимущества?
Сварка трением с перемешиванием предлагает ряд преимуществ по сравнению с обычными процессами дуговой сварки. Это включает:
- Как сварка просиходи в твердотельном состоянии, сварка трением с перемещением сваривает является в значительной степени бездефектным способом соединения без трещин в горячем состоянии, пористости или затвердевания
- Из-за более низких температур происходит уменьшение усадки и деформации в соединяемом материале.
- Не требуются присадочные материалы, флюс или защитный газ для алюминиевых сплавов
- Способ сварки безопасен для окружающей среды, так как не выделяет дыма, брызг или ультрафиолетового излучения.
- Использует технологию станков, что упрощает процесс автоматизации, обеспечивает высокую повторяемость и снижает потребность в квалифицированных сварщиках
- Может работать в любой позиции
- Хорошие механические свойства, которые для алюминиевых сплавов обычно равны или превышают те, которые могут быть получены конкурирующими процессами
- Энергетически эффективный
- Возможность соединения многих «несвариваемых» при сварке алюминия и алюминиевых сплавов, таких как серии 2xxx и 7xxx
- Нет необходимости в специальной подготовке кромок в большинстве случаев
Каковы недостатки сварки трением с перемещением сваривает?
Хотя сварка трением с перемешиванием дает много преимуществ, есть несколько ограничений, связанных с процессом. Это включает:
- Выходное отверстие остаётся после извлечения инструмента из материалов, подлежащих соединению
- Потребность в значительных усилиях прижима и перемещения означает, что зажим более значительный, чем при сварке дугой
- Отсутствует гибкость ручных и дуговых процессов, например, сварку нельзя использовать там, где требуется осаждение металла
История сварки
Сварка трением с перемешиванием была изобретена Уэйном Томасом в 1991 году с патентами, зарегистрированными в Европе, США, Японии и Австралии. Дальнейшая работа по изучению этого процесса была предпринята в 1992 году с проектом под названием «Разработка новой техники фрикционной мешалки для сварки алюминия». Промышленное производство с использованием сварки началось в середине 1990-х годов, что делает его одним из самых коротких периодов времени для любого сварочного процесса от изобретения до широкого использования.
