Сварка в раструб стальных труб
Роль раструбной сварки в монтаже трубопровода
В строительстве водоснабжающих систем нередко применяются полипропиленовые трубы. И монтаж таких труб происходит посредством двух видов сварки, одним из которых является раструбная сварка.

Принцип соединения при сварке враструб
Сваривание деталей враструб.
Данная разновидность сварочного процесса осуществляется нагретым до определенного показателя инструментом. В практической деятельности сварка враструб используется при осуществлении монтажа систем отопления, технологических трубопроводов, а также систем напорного водоснабжения и ряда иных систем, создаваемых с применением полипропилена.
Подробнее о раструбной сварке
Сварку враструб иначе именуют муфтовой. Дело в том, что прямое соединение труб происходит посредством фитинга, который называется «муфта».
Нагревание подлежащих свариванию поверхностей осуществляется при помощи металлического нагретого прибора – особых насадок с тефлоновым покрытием для проведения сварки враструб. Свариваемыми поверхностями являются внутренняя поверхность муфты и наружная сторона трубы.
Необходимо обратить внимание на то, что нагретая сварочная насадка включает в себя две части:
- «дорн» — та половина, та которую прикрепляется фитинг;
- «гильза» — а на эту половину закрепляется конец трубы.
Процесс сварки враструб выглядит так: муфта из полипропилена соединяется с «дорном» предварительно нагретого устройства (соединение осуществляется до упора); одновременно с этим полипропиленовая труба совмещается с «гильзой» (здесь также до упора). Совершение всех этих действий должно произойти весьма оперативно.
Когда происходит совмещение труб с нагретыми элементами сварочной насадки, то их поверхность оплавляется. Муфта входит в «дорн» в виде валика (грата), а из «гильзы» наблюдается выдавливание труб наружу в аналогичной форме (валик).
Характеристики оборудования
Аппарат для осуществления раструбной сварки отличается следующими характеристиками:
- Колебание напряжения происходит в пределах 110-230 В;
- Мощность при этом составляет 650-1800 Вт;
- Показатель частоты при сварке равен 50/60 Гц;
- Температура нагрева колеблется в пределах 200-295 градусов;
- Применяются свариваемые трубы и фитинги диаметром 20-160 мм;
- Работы осуществляются в температурном режиме 5-45 градусов.
Какой же именно аппарат необходимо использовать? Если осуществляется сварка враструб элементов, диаметр которых не превышает 40 мм, то, как правило, можно использовать ручной аппарат – паяльник. При большем диаметре труб для сварки рекомендуется соответствующий механический аппарат.
Выбирая аппарат для раструбной сварки, следует учитывать тип используемого в нем терморегулятора. Так, самым совершенным считается электронный либо микропроцессорный регулятор. Температурный датчик размещается внутри нагревателя, за счет чего инерционность системы регулирования уменьшается. Благодаря электронному регулятору, нагреватель достаточно быстро достигает заданной температуры и предельно точно поддерживает ее.

Аппарат сваривания пластиковых труб
Бюджетный аппарат для проведения раструбной сварки отличается использованием капиллярного термостата, который действует по принципу типичного утюга: когда температура достигает заданного значения, работа нагрева прекращается; при снижении температур нагрев вновь начинает функционировать.
Наименее предпочтительным считается аппарат раструбной сварки с биметаллическим термореле. В таком случае биметаллическая пластина, которая является чувствительным элементом, в силу своих размеров не помещается внутри нагревателя, а потому датчик может достаточно поздно отреагировать на температурные изменения.
Важно также обращать внимание на качество выбираемых сварочных насадок, а конкретнее – на их покрытие. Качество тефлона, его свойства запросто проверяются при помощи подтекающей шариковой ручки. Если тефлон действительно хороший, то капля пасты даже не сможет прилипнуть к нему, она просто остается на ручке. А вот если капелька все же осталась на тефлоне, то это говорит о низком качестве тефлонового покрытия.
Важно
Очевидно, что сварка враструб требует соблюдения элементарных требований безопасности. Наряду с ними важно ответственно подходить к качеству выполнения работ. Так, необходимо до упора вводит трубу в муфту. В противном случае данный участок в уже готовом трубопроводе будет отличаться меньшей по толщине стенкой и, соответственно, большим диаметром внутри. В результате здесь будет более низкое давление.
Если же при совмещении деталей прилагалось излишнее усилие, то внутри может образоваться слишком большой валик (грат), который будет препятствовать потоку газа либо жидкости.
Такова специфика раструбной сварки. При грамотном подходе к выполнению работ соединение труб будет предельно качественным и долговечным.
Как происходит сварка раструбных труб: описание технологии
При сварке существуют различные типы соединения, выбор варьируется в зависимости от диаметра трубы. Если диаметр меньше 63 мм, то лучше всего выбирать раструбный тип соединения. Иногда опытные мастера предпочитают прибегать к муфтовому методу.

Муфтовый метод сварки труб
В этом способе две трубы соединяются при помощи специальной детали, которую и называют муфтой. Чтобы муфта удачно села на трубу, необходимо сделать резьбу, для этого используется фитинг. Трубы диаметром более 63 мм принято соединять при помощи стыковой сварки, этот метод не требует лишних деталей, тубы соединятся напрямую.
Раструбная сварка
Аппараты для раструбной сварки так же различаются, всё зависит от того же диаметра трубы. Принято использовать ручной сварочный аппарат, если диаметр не превышает 40 мм. С более широкими трубами лучше всего работать, используя специальный центрирующий аппарат. Каждое такое приспособление имеет различную технологию использования. Способ использования зависит от марки производителя, поэтому рекомендуем тщательно изучить инструкцию по эксплуатации. Инструкция поможет понять, как правильно и более результативно применять вещь.

Чтобы соединить полипропиленовые детали, лучше всего найти аппараты, на которые возможна установка дополнительных насадок. Такие аппараты очень часто встречаются на рынке, сложно не найти. Насадки должны состоять из гильзы, задачей которой является оплавление поверхности трубы и дорна, что предназначен для оплавления внутренней поверхности раструба. За подобными насадками необходим тщательный уход, если хотите, чтобы они прослужили больше одного раза.
Очищать насадки необходимо в горячем состоянии брезентовой ветошью, иначе срок службы заметно снизится. Если у вас есть только деревянные скребки, то можно очистить и ими, главное не давайте насадке остыть. При остывании расплавленная пластмасса возьмется, ее нельзя будет легко и бесследно удалить.

Как использовать сварочный аппарат
Для правильной установки потребуется ровная поверхность и закрепление. До нагрева аппарата необходимо снарядить его всем необходимым, включая насадки должного размера. Насадка равномерно прогреется, это не зависит от положения на нагревателе, поэтому мастера располагают ее так, чтобы было наиболее удобно пользоваться. Если вы монтируете трубы на стену, то всю конструкцию рекомендуется собрать отдельно, лишь потом крепить.
Подобная работа должна выполняться не в одиночку, качество зависит от мелочей, поэтому необходимо иметь напарника, который подержит всё это дело, да поможет. Разные трубы требуют различной температуры, пренебрегать этим не стоит. Полипропиленовые трубы для комфортной сварки требуют температуру в 260°С. Работа с полиэтиленовыми должна проходить при температуре в 220°С. Естественно, время нагрева будет различаться в зависимости от многих факторов, например температура окружающей среды. Если температура в помещении или на улице ниже 0°С, то сварку проводить нельзя.

Это связано с физическими реакциями данных материалов. Если температура наоборот высокая, скажем 40 градусов, то процесс сварки продлится немного меньше. Обратный процесс происходит при низкой температуре. Существует одно важное правило у мастеров, диаметр не разогретого фитинга должен быть немного меньше, чем диметр трубы. Как только сварочный аппарат нагрелся до необходимой температуры, поддерживайте её еще 2-3 минуты, только затем приступайте к первой сварке. Не забывайте чистить насадку после каждого применения, на ней не должно оставаться много налепленной пластмассы.
Раструбная сварка полипропиленовых труб
Раструбная сварка полипропиленовых труб делается довольно просто, если знать как, иметь опыт.
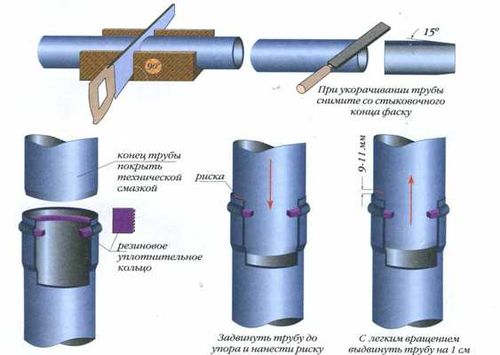
- Хорошо было бы иметь специальный труборез, но если его нет, то воспользуйтесь ножницами. Трубу обрезаем под прямым углом. ·Конец трубы и другие детали, на пример фитинг необходимо обезжирить. Чтобы обезжирить, можно использовать обычный спирт. Так же, нужно очистить от любой грязи и пыли. Если вам довелось иметь дело с трубами типа PN 10, то необходимо иметь шевер.
Этот прибор необходим, чтобы снять слой из алюминия. Если вы используете трубу и детали одной фирмы, то не придется делать дополнительных расчетов. Постарайтесь сделать на трубе пометку так, чтобы она была на расстоянии глубины двух раструбов. Теперь необходимо трубу вставить в гильзу до необходимой отметки, которая и будет показывать глубину будущей сварки. Так же не забываем, что раструб фитинга должен быть на дорне.
Технические параметры сварки
Эти параметры помогут полностью разобраться с дополнительными нюансами во время сварки и после сварки. Стыковая сварка Стыковая сварка осуществляется при толщине стенок труб в 4мм и более. Если необходимо сделать стыковую сварку деталей трубопровода, убедитесь, что толщина стенок более 45 мм. Процесс очень похож на раструбную сварку, кончики труб необходимо отторцевать, чтобы они были схожи с поверхностью, которая будет соединяться. При такой сварке очень важно, чтобы соединяемые поверхности были сносны между собой. Для таких работ чаще всего используют центрирующие приспособления. Лучше всего работы проводить в помещении, которое имеет хорошую вентиляцию.

Как уже говорилось выше, необходимо изучить документацию и соблюдать технику безопасности. Полипропилен имеет противное свойство гореть. При горении выделяется едкий дым, углекислый газ. Именно по этой причине необходима хорошая вентиляция.

Приваривание седел
Чтобы правильно и быстро приварить седло, необходимо разогреть насадку до 260 °С. Соблюдайте общие правила, труба и другие части должны быть протерты от пыли, затем обезжирены. После процесса сварки, необходимо дать минимум 10 минут для остывания, затем можно эксплуатировать. Самые частые проблемы, это непрочное крепление. Проблема может возникнуть, если не обработать часть трубы и седло спиртом.
Сварка стыков трубопровода — технология, оборудование, расходники

Металлические трубы давно заняли прочное место в хозяйственно-промышленной деятельности человека и в нашем быту.
Металлические пустотелые конструкции используют везде, где требуется передача воды или других жидко- и газообразных субстанций, пара, добавим сюда, конечно, нефть.
Трубопроводы прокладывают и над землей и под ней, тянут через горы, морское дно и пустыни. Для каждого свои правила укладки, но требование одно – герметичность и безопасность данных инженерных коммуникаций.
Поэтому при эксплуатации нужна профилактика. При необходимости проводят ремонт. Самым «тонким» местом трубопроводов можно назвать сварочные швы и стыки. Они должны быть хорошего качества.
Без этого конструкцию на большое расстояние – не протянешь. Есть технологии в сварке, используя которые, можно построить надежный трубопровод. Охарактеризуем некоторые из них.
- КЛАССИФИКАЦИЯ ТРУБОПРОВОДОВ
- ПЛАВЯЩИЕСЯ И НЕПЛАВЯЩИЕСЯ ЭЛЕКТРОДЫ
- СТЫКОВКА ТРУБ
- СПЕЦИФИКА
- СВАРКА ТРУБ ДИАМЕТРОМ ДО 10 СМ
- ПОВОРОТНЫЕ СТЫКИ
- СТЫКИ ИЗ РЯДА НЕПОВОРОТНЫХ
- ВИДЫ
- ЗАКЛЮЧЕНИЕ
КЛАССИФИКАЦИЯ ТРУБОПРОВОДОВ
Они подразделяются в зависимости от того, что предстоит перемещать. Трубопроводы бывают промышленными, технологическими (на предприятиях, между ними), магистральными, для подачи горячей и холодной воды, газа и канализационными. Эта специфика определит, на каком материале остановиться: металле, пластике или керамике.
Стыкуют части трубопровода 3-мя способами. Взрывом при трении (механический). Плавлением (это уже термический). Отнесем сюда плазменную, электролучевую и газосварку. Магнитоуправляемой дугой путем контактного стыка (термомеханическим).
Из них выбирают один, исходя из параметров и материала будущей конструкции.
Отметим, что указанные способы — универсальны, соединят трубу любого d . Плавление распространяется на электродуговую и газосварку. К давлению прибегают в газопрессовой сварке, когда холодная, а также контактная и ультразвук. Кстати, механизированная и электродуговая в ручном режиме первенствуют.
ПЛАВЯЩИЕСЯ И НЕПЛАВЯЩИЕСЯ ЭЛЕКТРОДЫ

Они популярны на трубопроводах из разряда технологических. Результативней пользоваться вручную электродом, можно и через автомат. Сварку выбирают аргонно-дуговую. Процесс трехэтапный.
No1.Экипируем сварщика и подготавливаем части конструкции. Прежде всего – техника безопасности. Требуется, безальтернативно, спецовка и защитная маска. Сами трубы тщательно зачищают. Варить там, где есть следы краски, коррозии, грязь, нельзя. Щеткой по металлу тщательно обрабатывают стыки и вокруг них. Можно пользоваться абразивом, к примеру, наждачкой. Иначе не избежать в шве так называемых пробелов.
No2.Сварка. Прежде зажигают электрод для возбуждения дуги. Теперь главное – удержать ее. При этом без разницы вручную или с помощью инвертора. После варят шов, какого типа – решает мастер, по ситуации. Выбор технологии сварки зависит от, расположения труб, из какого материала они сделаны и «стратегии» сварного и т.д. Как и ответ на вопрос, как вести электрод. Во время процесса шов зачищают от образующегося шлака.
No3. Проверка на качество. Готовый шов проверяют одним из доступных методов контроля.
О технологии. Она почти идентична для всех видов трубопроводов. Качества можно добиться при соблюдении поэтапности в работе, с учетом, какие швы предстоит варить и герметичности и достаточного опыта мастера.
СТЫКОВКА ТРУБ
Тем, кто намеревается стать профи в сварном деле, пригодится и теория, и практика. Ведь даже для сварки всего 2-х деталей применимы 33, может больше, способа. Пожалуй, более всех известны тавровые, угловые соединения, а также внахлест и встык.
Выбранный способ должен соответствовать характеристикам металла, и предназначению коммуникаций. Если взять многим известную систему отопления централизованного типа, то трубы сейчас больше сваривают встык. Надежность определит провар, который идет вкруговую.
Набор швов дуговой сварки представлен вертикальными, горизонтальными, потолочными и нижними, всего 4. От их местоположения в пространстве зависит выбор технологии.
Проще всего с нижними. Если свариваемая конструкция позволяет, то сварщик поворачивает ее вниз. Преимущества налицо. Металлу некуда стекать, брызги не полетят вовсе. Прокладка технологического трубопровода характеризуется многочисленными ответвлениями. Для него используют почти все виды швов, ведут сплошняком, можно и прерывисто.
СПЕЦИФИКА

У ручной дуговой сварки на трубопроводах в сравнении со сваркой плоских деталей, существуют отличия. Есть основной набор параметров, которые нужно соблюдать. И у ее подвидов – аргонной и газовой – тоже. Они в ходу на газо- и водопроводах.
Для расчета оптимальной силы варочного тока d электрода умножается на 35. Допустим, у вас проводник 2 мм, значит, ток нужен 70 А. Некая условность примера не исключает закономерность. Если варите трубы малого d толщиной до 5 мм, то 175 А хватит за глаза.
Для удержания дуги дистанция, отделяющая проводник от металла, должно сохраняться на одном уровне. Ее расчет делают с учетом d электрода плюс 1. Допустим, электрод 5 мм, значит, дистанция – 6 мм.
СВАРКА ТРУБ ДИАМЕТРОМ ДО 10 СМ

- ПЕРВЫЙ ЭТАП. Сборка стыков вручную с прихватом точечным методом. Допустим, 2 точки, одна напротив другой.
- ВТОРОЙ ЭТАП. Сварка стыков. Если толщина четыре миллиметра и больше, прежде идет корневой шов, затем – валик. Причем у шва горизонтального новый валик идет всегда противоположно предыдущему. Допустим, сначала слева направо, потом наоборот и т.д.
Если толщина конструкции в диапазоне 3-х-8-ми сантиметров, сварка ведется небольшими участками. Будет лучше в плане качества.
ПОВОРОТНЫЕ СТЫКИ
Их относят к сложным работам. Так что нужно придерживаться существующих правил.
Скорости поворота детали и проводки проводника нужно соблюдать паритетными. У последнего она определяется толщиной свариваемой детали. Чем больше, тем дольше длится сварка. Лучше всего, когда сварочная ванна находится под углом в 30 градусов.
Где деталь поворачивается на 180 градусов, работают поэтапно. Прежде в 2 подхода осуществляют сварку 2-х верхних четвертей d трубы. Один шов идет другому навстречу. Допустим и 1 слой, и два. Потом поворот на 180 градусов, и проваривают стык, что остался. После поворот опять на 180 градусов и варят шов до самого конца.
СТЫКИ ИЗ РЯДА НЕПОВОРОТНЫХ

Еще сложней. Трубы варят, используя рассматриваемый способ сварки, безукоризненно следуя инструкции.

- ВЕРТИКАЛЬНЫЕ. Варят поэтапно. Вначале стык по периметру делят вертикально (условно) пополам . Далее переходят к сварке потолочной части , горизонтальных и нижних отрезков. Идут с первого положения к последнему, используя короткие дуги.
Для информации. Потолочной будет та часть, что занимает около 20 градусов от низа конструкции. Нижней, наоборот, 20 градусов от верха. Между ними – горизонтальная часть. Расчет коротких дуг ведут по формуле «диаметр электрода : 2».
- ГОРИЗОНТАЛЬНЫЕ. Стыкуют углом назад. Электрод ведут под 80 градусов к оси. Работают средней дугой. Применяют на трубах и малого, и большого d.
Придерживаясь данных электросварочных рекомендаций, можно добиться качественного соединения. Сваренный водопровод получится герметичным и многие годы будет служить без проблем.
ЗАКЛЮЧЕНИЕ
Дуговую сварку повсеместно применяют при сварке многих видов трубопроводов. Сложность в том, что свариваемые конструкции могут занимать отличные друг от друга положения в пространстве. Потому для их соединения однотипного шва не хватит. Нужны разные.
Тем, кто ранее набрался опыта в сварке, проще освоить премудрости ручной дуговой сварки разного d труб. Если зачистка свариваемых конструкций выполнена тщательно, то можно получить качественный результат.
Что такое аппарат для раструбной сварки?
Время чтения: 5 минут
С начала 21 века полипропиленовые трубы начали активно вытеснять трубы из металла. Сейчас в большинстве частных домов и квартир систему водоснабжения собирают именно из полимерных труб, поскольку они не подвержены коррозии, их вес незначителен, а монтаж быстр и прост. Такие трубы не нуждаются в частом ремонте и могут десятилетиями обеспечивать стабильное функционирование системы водоснабжения или чего бы то ни было еще.
Существует множество способов сварки труб из искусственных полимеров: начиная от применения пластиковых прутков и заканчивая холодными методами сварки. Но среди опытных мастеров самой популярной и надежной считается сварка враструб, когда для соединения используется не только нагрев, но и специальные фитинги. Соединение получается надежным и герметичным, поэтому такой метод часто применяют при монтаже водопроводных труб.

В этой статье мы кратко расскажем, как выбрать аппарат для раструбной сварки пластиковых труб и каковы особенности этой технологии соединения полимеров. Вы также узнаете, какие комплектующие понадобятся для выполнения сварки.
Общая информация
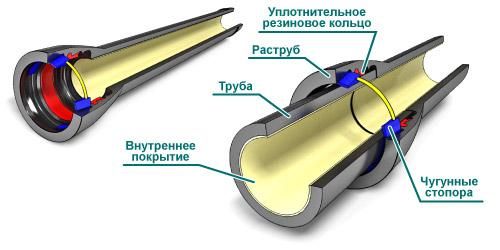
Раструбная сварка полипропиленовых труб – это метод соединения, суть которого заключается в местном нагреве конца трубы и фитинга. Технология проста и понятна, но при этом очень надежна и позволяет образовать герметичный шов. В профессиональной среде этот метод называют сваркой труб в раструб, но среди любителей и новичков нередко применяется термин «раструбная сварка», «муфтовая сварка».
Аппараты для сварки враструб могут быть разными. Они все применяются для соединения труб, но могут отличаться по техническим характеристикам и функционалу. Далее мы кратко расскажем об основных разновидностях аппаратов для раструбной сварки.
Разновидности аппаратов
Аппарат для раструбной сварки труб может быть ручным и механизированным, чаще всего в быту и на выездных работ используется ручной аппарат. Но, обо всем по порядку.
Аппарат ручного типа рекомендован для сварки труб небольшого диаметра, не более 50 мм. Как правило, этого достаточно для разводки труб водоснабжения, поэтому ручные аппараты широко распространены среди домашних умельцев и выездных мастеров.

Кстати, ручные аппараты хоть и рекомендуется использовать с трубами до 50 мм в диаметре, но это не значит, что с большим диаметром аппарат не справится. Производители выпускают модели, которые подходят для работы с большинством популярных диаметров, вплоть до 125 мм. Это универсальные и при этом компактные устройства, которые пригодятся в быту.
Механизированные (или механические) устройства для сварки полипропиленовых труб используются для механизированной профессиональной сварки труб большого диаметра. Чтобы соединить трубу и фитинг большого диаметра, необходимо обеспечить большое усилие. Человеческие руки не всегда могут выполнить такую работу.
В таких ситуациях приходит на помощью механический аппарат, который способен обеспечить большое усилие, необходимое для соединения трубы и фитинга. При использовании такого устройства качество соединений отличное.
Комплектующие
Сварочный аппарат для раструбной сваркинеобходимо использовать в сочетании с комплектующими. Вам понадобятся специальные насадки и режущие инструменты. Давайте подробнее остановимся на них.
Сварочные насадки подбираются под диаметр трубы и необходимы для нагрева деталей. Зачастую такие насадки имеют тефлоновое покрытие, благодаря которому они дольше служат. Но это все равно по сути расходный материал, который необходимо периодически заменять. Поэтому рекомендуем вам держать в запасе несколько комплектов насадок.

Режущий инструмент вам понадобится для резки труб под необходимый размер. Некоторые трубы армируются тонким слоем из алюминия, который тоже нужно срезать перед проведением сварки.
Технология сварки
Технология раструбной сварки полипропиленовых труб проста, такую работу выполнит даже неквалифицированный мастер. Если вы мастер на все руки, то тоже сможете выполнить сварку труб в раструб.
Аппарат имеет внешний нагревательный элемент – тэн. На тэн устанавливается насадка, на которую с одной стороны вставляют трубу, а с другой – фитинг. Аппарат включают, тэн начинает нагреваться нагревая насадку. Насадка передает тепло на конец трубы и внутреннюю часть фитинга. После непродолжительного нагрева полипропилен начинает плавиться и трубу можно легко состыковать с фитингом вручную.
Вот и вся технология. Быстро, просто, надежно. Мы описали сварку ручным аппаратом, поскольку она наиболее распространена и стоит недорого. Но помните, что таким методом желательно соединять трубы не более 50 мм в диаметре. Для более сложных работ лучше присмотреться к механизированной сварке.
Вместо заключения
Устройство для раструбной сварки – это простой и недорогой помощник в быту и на работе, с помощью которого можно быстро и просто выполнить сварку полимерных труб. Чаще всего мастера используют ручные аппараты, поскольку они стоят недорого, при этом позволяют получить качественные соединения. Но учтите, что такой вариант подходит только для сварки труб диаметром не более 50 мм. В остальных случаях настоятельно рекомендуем использовать механизированные профессиональные аппараты. Желаем удачи в работе!
Способы сварки стальной трубы
При кажущейся простоте сварка стальных труб требует от электрогазосварщика высокой квалификации. Различные технологии автоматической сварки не могут полностью заменить ручной труд. Выбор способа соединения происходит в зависимости от масштабов работ, диаметра трубы и других условий.
Способы сваривания
При прокладке стальных трубопроводов используется несколько видов сварки. Можно выделить такие:
- газосварка для соединения трубопроводов внутридомовых магистралей из стальных труб небольшого диаметра;
- ручная электродуговая сварка (второй по популярности тип сварки стальных трубопроводов и конструкций из них);
- электрическая автоматическая или полуавтоматическая сварка;
- аргоновая сварка неплавящимся электродом для соединения стальных трубопроводов (применяется достаточно редко и только в заводских условиях).
Каждый из способов сварки имеет свои особенности. В некоторых случаях для стальных труб применяют резьбовое соединение. Однако оно менее надежно, особенно если речь идет о технологических магистралях.
Газосварка
 Для выполнения газосварки используют баллоны с ацетиленом или газовые генераторы. Использование генераторов, особенно в крупных городах и на предприятиях не актуально.
Для выполнения газосварки используют баллоны с ацетиленом или газовые генераторы. Использование генераторов, особенно в крупных городах и на предприятиях не актуально.
Такой способ требует больших затрат времени на получение газа и безопасную эксплуатацию сварочного оборудования. Поэтому для сварки металлических труб подключают баллоны с горючим газом.
Применение ацетилена обусловлено его высокой температурой горения. С помощью пропана производят резку стальных труб.
При соединении трубопроводов с толщиной стенки не более 3 мм разделка кромок не нужна. Детали с более толстыми стенками требуют подготовки кромки с одной стороны или двусторонней разделки под острым углом.
При работе с помощью газосварки лучший шов получается в нижнем положении. Возможность выполнить такой шов есть только при поворотном стыке.
Газовая сварка часто используется для сваривания заготовок в неповоротном положении (когда трубу невозможно прокрутить, повернуть). Такая работа доверяется сварщикам с высокой квалификацией, умеющим выполнять швы в потолочном, горизонтальном и вертикальном положении.
Сам процесс представляет собой расплавление огнем горелки кромок деталей, внесение присадочного металла стальной проволоки и формирование катета шва.
Стыки стальных труб, исполненные газосваркой, превосходят стыки, выполненные электросваркой, по наполненности и меньшему разогреву стали.
Ручной электродуговой метод сваривания трубопроводов
Электродуговая сварка – это наиболее востребованный метод соединения стальных труб большого диаметра и заготовок для разводок внутридомовых сантехнических систем.
Ручная электросварка используется и на сборке магистральных трубопроводов. В этом случае с ее помощью осуществляются прихватки и прохождение корня шва.
 Недостаток удобства, связанный с неповоротными стыками и отсутствием обзора, заставляют вести сварку операционным способом.
Недостаток удобства, связанный с неповоротными стыками и отсутствием обзора, заставляют вести сварку операционным способом.
При этом способе вначале осуществляется проварка стыка на видных участках. Затем вырезается окно в одной из стальных труб.
С внутренней стороны обваривается стык по всей доступной длине окружности. После этого остается наложить латку из стали, постепенно сваривая и нагревая металл, и закрыть ею окошко.
Обварка стыка начинается с нижней части, при этом важно знать и уметь выполнять потолочные швы. Следует помнить, что для работы в потолочном положении потребуется увеличить силу сварочного тока на аппарате.
После потолка можно выполнять сварку боковых поверхностей стальной трубы и постепенно переходить к работе в нижнем положении. ГОСТ предписывает для надежности стыка вести работу в 2 прохода. Первый – корень шва, второй – основной шов.
После первого слоя обязательно следует отбить шлак перед вторым проходом. Для этого потребуется специальный молоток, часто на производстве используют простое зубило, прихваченное к ручке.
При соединении круглых и профильных стальных труб это основной способ наряду с электродуговой полуавтоматической и автоматической сваркой. Его преимущество состоит в небольшой деформации при слабом разогреве и лучшем качестве стыка.
Это позволяет использовать операционный способ электродуговой сварки, как основной при прокладке трубопроводов большого сечения.
При укрупнительной сборке участков трубных магистралей применяют сварку труб полуавтоматом. В этом случае скорость работ возрастает, при этом качество шва остается на высоком уровне.
Нюансы подготовки и проведения работ
 Сварить трубу из стали, особенно с поворотным стыком, достаточно просто. Но перед выполнением работы необходимо правильно подготовиться.
Сварить трубу из стали, особенно с поворотным стыком, достаточно просто. Но перед выполнением работы необходимо правильно подготовиться.
Поверхность концов стальных труб обрабатывают металлической щеткой, затем растворителем, и при толщине свыше 3 мм выполняют разделку кромок с одной или двух сторон. Соединять и стыковать стальные трубы следует так, чтобы они лежали в одной плоскости, без перекоса.
При соединении и стыковки отдельных деталей для надежной фиксации выполняют прихватки длиной не менее 3 мм. Размер прихваток и их количество зависит от диаметра стальной труб.
Минимальное их количество должно быть не менее 3, через каждые 120°. Следует учитывать расход электродов при сварке. При работе большими токами на трубах большого сечения расход значительно выше.
Монтаж оцинкованной трубы потребует обработки концов заготовок соляной кислотой, что предотвратит выгорание цинка при нагреве.
Защита цинкового слоя на трубах может проводиться при сварке под флюсом HLS-B. Перед работой потребуется нанести на края труб толстый слой вещества. Работа ведется с повышенным уровнем подачи кислорода в пламя горелки.
Проволока должна быть выполнена на основе сплава UTP. При выполнении работы требуется расплавлять присадочный материал на прогретый металл. Флюс препятствует выгоранию цинка, остатки удаляются с трубы после окончания работы.
Выполнив соединение, таким образом, потребитель получает качественный шов, не требующий защиты от коррозии.
Изготовление разъемных соединений
Для изготовления разъемных соединений потребуется приварить заготовку к фланцу. Работа ведется в нижнем положении. Лучшим вариантом является полуавтоматическая электродуговая сварка. Сварка фланцев может выполняться неповоротным швом, при этом может применяться операционный способ.


Стыковка стальной трубы производится под углом 90° к плоскости фланца, таким образом, упрощается работа по сборке разъемных соединений. Операция приваривания детали к фланцу выполняется аналогично операции по соединению труб.
Марки электродов
Электроды для сварки труб из стали подбираются с учетом тока, толщины стенок заготовок и сложности конструкций. Наиболее популярны среди электросварщиков следующие марки электродов:
 АНО-21 или 24 и МР-3. Работают при переменном токе. Могут качественно варить даже с мокрой обмазкой. Для сварки ворот, тепличных конструкций, оград, небольших ангаров это наилучший вариант с низкой ценой. Но их не применяют для конструкций и трубопроводов с большим давлением и нагрузками;
АНО-21 или 24 и МР-3. Работают при переменном токе. Могут качественно варить даже с мокрой обмазкой. Для сварки ворот, тепличных конструкций, оград, небольших ангаров это наилучший вариант с низкой ценой. Но их не применяют для конструкций и трубопроводов с большим давлением и нагрузками; марка УОНИ – это отличные сердечники, но быстро варить ими не получится. Работа ведется с набиранием катета шва, с сохранением постоянно горящей дугой. Такой вариант требует опыта и умения работать с простыми АНО и МР;
марка УОНИ – это отличные сердечники, но быстро варить ими не получится. Работа ведется с набиранием катета шва, с сохранением постоянно горящей дугой. Такой вариант требует опыта и умения работать с простыми АНО и МР; качественные электроды, работа которыми доставляет удовольствие ровным горением дуги и достойным результатом – это японские электроды марки LB-52U. При ремонтных работах и прокладках магистральных трубопроводов, везде, где требуется качественная дуговая сварка стальных труб, большинство предприятий пользуются именно японской продукцией.
качественные электроды, работа которыми доставляет удовольствие ровным горением дуги и достойным результатом – это японские электроды марки LB-52U. При ремонтных работах и прокладках магистральных трубопроводов, везде, где требуется качественная дуговая сварка стальных труб, большинство предприятий пользуются именно японской продукцией.
Сварка стальных труб – это наиболее востребованный метод получения неразъемного соединения или фланцевого стыка. Надежный и качественный шов обеспечит безаварийную и долгосрочную эксплуатацию трубопроводов и конструкций.
Для использования в бытовых условиях самый распространенный способ – ручная или полуавтоматическая электродуговая сварка труб.
