Сварка вольфрамовым электродом без газа
Технологии и оборудование для TIG сварки
TIG сварка – это процесс сплавления металлов в атмосфере инертного газа с помощью неплавящегося электрода (вольфрамового). Аббревиатура TIG означает вольфрам плюс инертный газ. В России известна под названием аргоновая сварка, хотя используется еще гелий или их смеси.

Оборудование
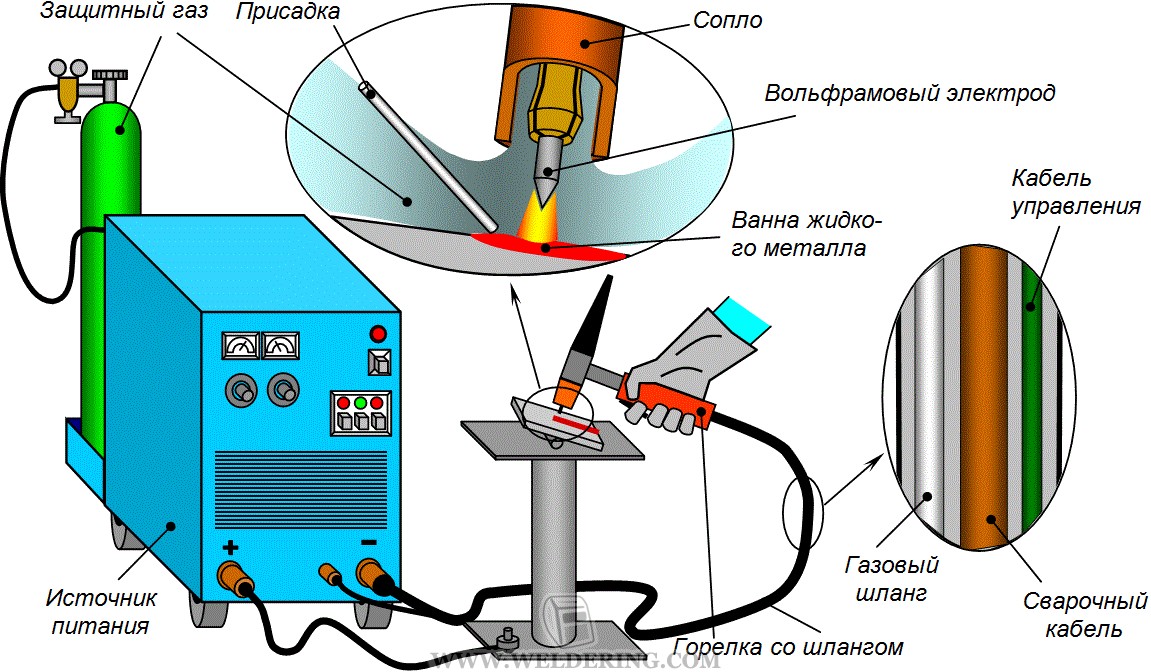
Сварочное оборудование TIG состоит из нескольких частей:
- источника питания постоянного или переменного тока;
- сварочной горелки с неплавящимся электродом;
- баллонов с инертным газом с редукторами;
- шлангов для его подачи к области сварки.
 Электрод изготавливается из чистого вольфрама или его сплавов, имеет температуру плавления 3380 ⁰C. Это позволяет сваривать любые изделия из металла.
Электрод изготавливается из чистого вольфрама или его сплавов, имеет температуру плавления 3380 ⁰C. Это позволяет сваривать любые изделия из металла.
Он практически не плавится, периодически его конец требует заточки, что необходимо для получения качественного, тонкого шва. Представляет собой стержень с заточенным одним концом.
Электрод вставляется в цангу и закрепляется в горелке. Нерабочая часть вольфрамового стержня закрывается специальным колпаком, чтобы предотвратить его замыкание на массу во время производства работ.
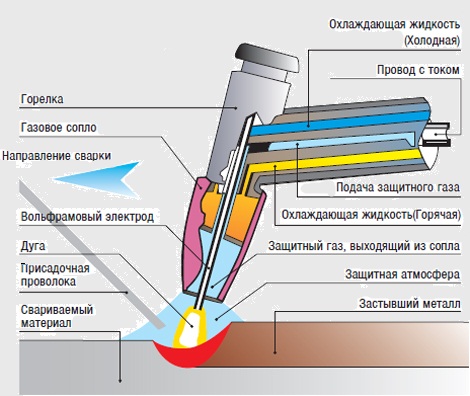
Сварочная горелка TIG имеет кнопку подачи газа и напряжения. Головка заканчивается керамическим соплом, через который выглядывает заостренный кончик вольфрамового электрода. К ручке подсоединен газовый шланг.
Газ при нажатии кнопки выходит через сопло, предотвращая поступление воздуха окружающей атмосферы. Благодаря этому в сварочной ванне при TIG сварке отсутствует водород из атмосферы, а он, как известно, приводит к появлению пор в шве при кристаллизации остывающего изделия.
Сферы применения
 Если сваривание идет встык без зазора, то достаточно расплавить кромки свариваемых изделий под защитой аргона и получится хороший герметичный шов.
Если сваривание идет встык без зазора, то достаточно расплавить кромки свариваемых изделий под защитой аргона и получится хороший герметичный шов.
Если имеется зазор, то необходимо в область сварки вводить присадочную проволоку из того же материала, в результате получится прочный шов с большим сопротивлением на разрыв и излом.
Когда требуется применять TIG сварку к тугоплавким материалам, то используют гелий. В среде этого газа электрическая дуга вырабатывает тепла в 1,5-2 раза больше, чем в аргоне. Поэтому происходит более глубокая проварка шва и увеличивается скорость сварки.
Применение аргона и гелия в пропорции 40/60 позволяет получить достоинства того и другого: стабильность дуги благодаря аргону, глубокое проплавление шва благодаря гелию.
Аргонодуговая сварка TIG получила распространение в машиностроении, в пищевой промышленности для изготовления посуды, в химической и нефтеперерабатывающей промышленности для производства емкостей. Без TIG сварки трудно представить автомастерскую или производство изделий из алюминия.
При желании любой человек может своими руками сделать TIG сварку из инвертора, для этого достаточно укомплектовать оборудование сварочной TIG горелкой, баллонами с аргоном. Нужна также вентильная система подачи газа.
Преимущества и недостатки
ТИГ сварка обеспечивает получение чистого без шлака, герметичного без пор сварного шва. Аргоновая сварка позволяет соединять практически все металлы и их сплавы, номенклатура свариваемых материалов больше, чем у любого другого вида сварки. Позволяет сваривать тонкостенные и толстостенные изделия.
TIG сварка обеспечивает лучший контроль над состоянием сварочной ванны. Неплавящийся электрод упрощает для сварщика поддержание одинаковой дуги на всей длине сварного шва, не нужно учитывать изменение длины электрода в случае использования обычной дуговой сварки.
В процессе работ отсутствуют искры и брызги. На шве нет шлака и нет задымления, как при использовании электродов с обмазкой. Все это позволяет получать высококачественные сварные соединения с достаточно высокой скоростью. Превосходит обычную дуговую сварку практически по всем параметрам.
К недостаткам TIG сварки можно отнести необходимость тщательной зачистки свариваемых поверхностей от масла, ржавчины, краски и прочего мусора. Иначе шов получится пористым с изъянами.
При ветреной погоде сварка под защитой из аргона затруднена, требуются дополнительные ограждающие щиты, происходит перерасход газа.
В труднодоступных местах затруднена работа из-за малого выхода сварочной иглы и колпачка. Приходится увеличивать вылет острия прутка, что приводит к его перегреву. Надо устанавливать маленький колпачок, что требует обрезания вольфрамового электрода.
Выбор и заточка вольфрамовых прутков
 Электроды для TIG сварки состоят на 97-99,5% из вольфрама. Разнообразные добавки улучшают сваривание в специфических условиях.
Электроды для TIG сварки состоят на 97-99,5% из вольфрама. Разнообразные добавки улучшают сваривание в специфических условиях.
Прутки из вольфрама имеют чистоту 99,5%. Имеют маркировку WP и высокую энергию выхода электронов, поэтому труднее осуществляется розжиг и поддержание дуги по сравнению с электродами, имеющими легирующие добавки.
Применяются при работе с переменным током. Повышенная температура на конце сварочной иглы по сравнению с другими типами электродов приводит к быстрому износу.
Электроды марки WT-20 имеют добавку оксида тория с повышенной радиоактивностью, поэтому в последнее время от него стали отказываться. Наиболее опасен такой электрод во время заточки, когда в виде пыли попадает в легкие. Для сварщиков он практически безопасен, работает на постоянном токе.
Прутки WC-20 для TIG сварки дополнены оксидом церия. Работают на постоянном токе при его малых уровнях. Дуга легко зажигается, используется при сваривании мелких деталей.
Электроды WL-20 с оксидом лантана меньше всего нагреваются, имеют самый большой срок службы.
Вольфрамовые стержни с оксидом циркония WZ-8 работают только с переменным током, дуга более стабильна, чем у WP.
Стержни c оксидом иттрия WY-20 стойки к большим токам. Применяются для сваривания особенно важных соединений постоянным током.
 От заточки прутка зависит и качество сварного шва. При использовании постоянного тока применяется конусовидная заточка с плоской оконечностью. Если применяется переменный ток, то кончик прутка должен быть округлым.
От заточки прутка зависит и качество сварного шва. При использовании постоянного тока применяется конусовидная заточка с плоской оконечностью. Если применяется переменный ток, то кончик прутка должен быть округлым.
Со временем электроды меняют форму и требуют новой заточки. При постоянном токе применяется заточка конусом с плоским концом. При переменном – округлый кончик. Даже царапины, образующиеся во время заточки, влияют на качество соединения при TIG сварке. Поэтому желательно полировать конус прутка.
Высота конуса влияет на глубину проварки и ширину шва. Длина заточки больше, ширина шва меньше. При маленькой заточке меньше глубина проварки. Оптимальной заточкой считается 2,0-2,5 диаметра стержня.
Последовательность действий
Перед тем как приступить к TIG сварке, стыки необходимо очистить от жира, ржавчины и прочего. Металл должен быть идеально чистым, иначе все останется в сварочном шве, что скажется на его качестве.
Большую часть сталей сваривают постоянным током. Алюминий, магний, медные сплавы с большим содержанием алюминия сваривают переменным током.
 Сила тока выбирается по таблицам, зависит от вида материала, его габаритов и толщины сварочного прутка. Если во время TIG сварки выбрать слишком сильный ток, то пруток расплавится. При слабом токе дуга неустойчива.
Сила тока выбирается по таблицам, зависит от вида материала, его габаритов и толщины сварочного прутка. Если во время TIG сварки выбрать слишком сильный ток, то пруток расплавится. При слабом токе дуга неустойчива.
Рекомендуемая длина дуги 1,5-3 мм. Увеличение длины дуги приводит к увеличению ширины шва и уменьшению глубины проваривания.
При сваривании встык сварочная игла должна выходить из сопла на 3-5 мм, при угловых на 5-8 мм.
Сварка неплавящимся электродом начинается с запуска инертного газа. Процесс сварки завершается отключением аргона через 10-15 с после того, как погасла дуга. Это необходимо, чтобы процесс кристаллизации произошел без доступа воздуха.
Для очень важных соединений применяется бесконтактный способ разжигания дуги. Имеется в промышленном оборудовании. Применяется при сваривании стойких к коррозии сталей. Это исключает попадание вольфрама в шов. Для менее ответственных соединений применяют аппарат с контактным способом розжига дуги. Он обычно имеется в бытовых установках.
Для TIG сварки достаточно вести горелку вдоль стыка без колебательных движений, как в обычной электродуговой сварке. За счет этого получается узкий шов, скорость сварки повышается.
При применении присадочной проволоки необходимо контролировать, чтобы расплавляемый конец находился под струей инертного газа. Сварочная ванна должна иметь вытянутую форму, никак не круглую.
Ошибки
Быстрый расход вольфрамового прутка происходит по причине большого тока или недостаточности инертного газа при TIG сварке. Сварочный стержень окисляется в промежутках между свариванием из-за преждевременного выключения инертного газа. Он должен интенсивно идти 10-15 с после того, как погасла дуга.
Сварочный стержень может менять цвет из-за низкой скорости подачи защитного газа. Некачественный шов возникает при попадании в зону сварки паров воды. Часто это связано с неплотным соединением шлангов.
Аргонодуговая сварка вольфрамовым электродом
Замечательные физико-химические свойства вольфрама широко используются в промышленном производстве. Наибольшее применение вольфрам нашел в химической промышленности и электротехнике. Многие десятилетия мы не знали другого типа освещения, кроме лампочек накаливания, спираль которых была сделана из вольфрамовой проволоки. Этот металл был выбран благодаря его возможности работать при высоких температурах.

Замечательные физико-химические свойства вольфрама широко используются в промышленном производстве. Наибольшее применение вольфрам нашел в химической промышленности и электротехнике. Многие десятилетия мы не знали другого типа освещения, кроме лампочек накаливания, спираль которых была сделана из вольфрамовой проволоки. Этот металл был выбран благодаря его возможности работать при высоких температурах.
Вольфрам как сварочный материал
Появление TIG-сварки и внедрение её в различные отрасли производства потребовало новых типов материалов. Эту нишу по праву занял вольфрам. Даже далёкие от производства люди могли видеть вольфрамовые электроды при выполнении ремонта холодильников, автомобилей и другой бытовой техники. Кстати, аргон не единственный газ, применяемый в этом виде сварки. С не меньшим успехом используют углекислый газ и различные смеси газов.
Сварка металлов в среде защитного газа позволяет не только получить качественный, чистый шов, но и продлевает срок службы электродов, которым придают определенную форму. Это необходимо для стабилизации дуги при сваривании деталей толщиной от 0,1 мм и более, без ограничений по максимальной толщине конструкции.
Особенности вольфрамовых электродов
Вольфрам может работать в высокотемпературной среде, что положительно отличает его от остальных металлов. Кроме того, он обладает ещё одной замечательной способностью: не размягчаться. Добавление легирующих компонентов расширяет возможности использования этих изделий.
Кроме того, добавки вносят для повышения стабильности дуги или увеличения срока работы при высокой температуре. Количество и материал добавок определяют марку и тип электродов. Ознакомиться с полным каталогом вольфрамовых электродов и купить их можно в интернет-магазине на сайте https://kedrweld.ru. Здесь представлены лучшие образцы от производителя.
Маркировка электродов
Вольфрамовые электроды подразделяют на две группы: для работы на постоянном и на переменном токе. Они классифицируются и маркируются по международному стандарту EN 26848.
В России такие электроды выпускаются диаметром от 0,5 до 10 мм под маркировкой, в соответствии с ГОСТом 23949-80:
- ЭВЧ – изготовленные из вольфрама;
- ЭВТ — вольфрам с присадкой двуокиси тория;
- ЭВЛ – вольфрам с присадкой лантана;
- ЭВМ – вольфрам с присадкой иттрия.
Такие изделия не уступают качеством своим зарубежным аналогам.
Сферы применения
Знание областей применения тех или иных видов вольфрамовых электродов, а также их особенностей поможет сделать правильный выбор.
Каждый вид создан с определенной целью, определяющей виды производства, в которых они используются:
- Электроды без легирования используют для сварки никеля, алюминия.
- Электроды WC-20 используются для сварки тантала, молибдена, высоколегированных сталей, титана, никеля, меди.
- Электродами с маркировкой WL можно выполнить напыление металла и плазменную сварку обычных и нержавеющих сталей в среде аргона, с использованием переменного или постоянного тока прямой полярности.
- Электродами WZ можно варить никель, алюминий, магний и их сплавы в среде аргона.
- Электроды с красным наконечником WT 20 нужны для сварки меди, никеля, титана и высоколегированных сталей. Они отличаются хорошим стартом дуги и большим сроком службы, но могут быть опасны для здоровья при вдыхании сварочных газов и аэрозолей.
Сварка вольфрамовым электродом
Преимущества
Неплавящийся вольфрамовый электрод обладает следующими преимуществами:
- стабильная сварочная дуга;
- наличие широкого ассортимента с различными характеристиками;
- длительное время работы;
- высокая экономическая эффективность применения.
Заточка
От формы наконечника зависит правильное распределение энергии в направлении свариваемых деталей и величина давления дуги, что, в свою очередь, определит форму шва. Поэтому к заточке нужно подходить серьёзно и со знанием дела. Заточку можно проводить на электрическом наждаке вручную, но лучших результатов добиваются при использовании специальных устройств.

Форма заточки определяется маркой электрода и параметрами свариваемых заготовок:
- Марки WP и WL должны заканчиваться шариком;
- На марке WT конец электрода должен иметь небольшую выпуклость;
- Другие виды затачивают конусом (как карандаш).
Интересная особенность наблюдается при сваривании алюминиевых деталей – на конце электрода образуется сфера, и необходимость затачивания отпадает. Длина затачиваемого участка определяется диаметром прутка, умноженного на 2,5. Этот коэффициент является постоянным.
Требования к процессу сварки
Технология и правила сварки
Для ручной аргонодуговой сварки вольфрамовыми электродами чаще всего используют инвертор. Во всем мире этот процесс известен как TIG. В таком режиме могут работать не только инверторы, но и другие типы сварочных аппаратов. Кроме того, различают работу на переменном токе (АС) и работу на стабилизированном постоянном токе (ДС).
Сварка ведётся в различных направлениях с расположением горелки под разными углами, в зависимости от толщины свариваемых материалов. Главное условие качественного шва – поддержание стабильной дуги. Проще всего получить хороший результат при работе на постоянном токе прямой полярности.
Очень важно правильно подавать присадочную проволоку и следить за нагревом электрода в процессе его заточки. При перегреве электрод становится хрупким и может переломиться.
Необходимое оборудование для сварки
Прежде всего, нам понадобится источник питания и лучшим выбором станет сварочный инвертор. К нему необходимо добавить следующие средства и материалы:
- горелка;
- газовый шланг;
- неплавящийся вольфрамовый электрод;
- защитный газ — аргон;
- присадочная проволока — пруток.
Вместо аргона можно использовать гелий. Выбор газа решается технологами в зависимости от материала свариваемых деталей. Кроме обеспечения процесса всем необходимым оборудованием, необходимо не забывать о качественной подготовке кромок.
Техника безопасности
Сварка вольфрамом в среде защитного газа по праву считается одним из самых безопасных способов соединения деталей. Это обусловлено малым количеством вредных веществ, выделяемых в процессе сварки. Несмотря на это, необходимо стремиться к еще большему уменьшению опасных газов и механической пыли. Это достигается уменьшением скорости сварки, снижением величины сварочного тока и недопущения к свариванию поверхностей, загрязненных маслом.
Сварщики должны допускаться к работе только после прохождения всех видов инструктажа и после проверки актуальности их допусков. Особенно это касается допуска по электробезопасности. Сварщик должен знать специфику применения индивидуальных средств защиты и неукоснительно использовать их в своей работе. Только такой подход гарантирует многолетний труд без вреда для здоровья.
Сварка вольфрамовым электродом: особенности и преимущества.

Неплавящиеся электроды получили такое название из-за того, что будучи токопроводящими материалами, имеют очень высокую температуру плавления и в сварочном процессе не плавятся, а только незначительно обгорают. Бывают угольные, графитовые, вольфрамовые, они выпускаются в виде прутков. Здесь мы рассмотрим электроды из вольфрама.
Вольфрам как сварочный материал
Этот элемент относится к металлам. Он самый тугоплавкий, очень твердый и хрупкий, температура его плавления составляет почти 35000 С. Электрод в составе своем имеет непосредственно самого вольфрама от 95% до 99,5%. Остальное приходится на прочие добавки- оксиды тория, церия, лантана, циркония, иттрия. Перечисленные оксиды вводят в пруток исходя из назначения конкретной марки.

Назначение
Главное назначение этого электрода – сварка спецсталей, алюминия, магния и различных легких сплавов, тугоплавких металлов и металлов малых толщин, для работы, где предъявляются очень строгие требования.
Электроды из вольфрама делятся на три типа:
1.Для переменного тока. Используются для работы с магнием, алюминием,их разновидностями и сплавами, в случае необходимости защиты ванны от грязи.
2. Для постоянного тока. В эти прутки для сварки вводят иттрий или торий. Последний элемент радиоактивный. Не рекомендуется увлекаться работой в закрытых пространствах. Применяют для сварки меди, титана, никеля, тантала, бронзы, сталей аустенитного типа(нержавейки), углеродистых сплавов.
3. Универсальные электроды. Замечательно проявляют себя в работе как на переменном, так и на постоянном токе. Применение «универсалов» распространено в работе на трубопроводах. Хорошо и незаметно соединяют тонколистовой металл.
Марки и маркировка
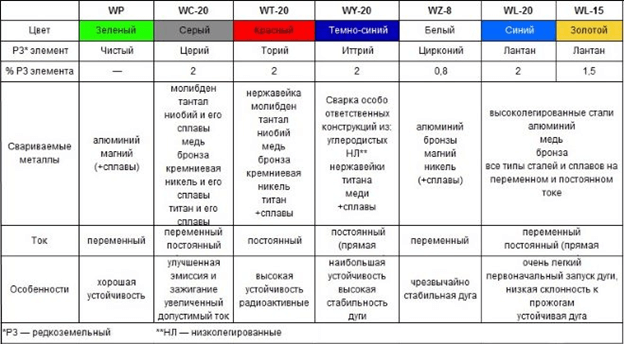
Электроды так же разбиваются по маркам, имеют буквенную маркировку, а концы прутков обозначаются определенны цветом.
1. WP(зеленый). Выполнен из вольфрама. Содержание в пределах 99,5%. Работают с магнием и алюминием.
2. WC-20 (серый). Содержит 2% оксида церия. Этот стержень универсальный. Применяют для сварки трубопроводов на неповоротных стыках.
3. WL-15, WL-20 (синий). С добавлением лантана, отличается устойчивой дугой. Самый используемый в промышленности. Швы из-под этого электрода долговечные и чистые. Работает на постоянном токе.
4. WT-20 (красный). В составе присутствует торий. Несмотря на радиоактивность, этот электрод очень «ходовой» благодаря отличным сварочным свойствам тория, который запросто соединяет самые «капризные» сплавы. Работает на постоянном токе.
5. WZ-8 (белый). Сюда добавляется оксид циркония. Очень любит чистоту. Рекомендуется переменный ток. Приступая к работе, следует закруглить электрод. Хорошо работает по алюминию.
6. WY-20 (темно-синий). Этот стержень покрывают тонким иттриевым слоем. Применяются для ответственных и важных конструкций.
Следует учитывать, что при выборе конкретного электрода определяют свойства свариваемого металла. Иногда для одного изделия нужны разные марки.
Область применения в сварочном производстве
Работать вольфрамовым электродом хорошо при работе с металлом толщиной от 0,1 до 6 мм. Допускается работать без присадки, при толщине стенки не пболее 2мм.Шов формируется за счет расплавленных кромок. Для более толстого металла требуется присадочный материал в виде присадочной проволоки или пластин, которые подаются в зону дуги или уложены в разделку. Стыковые и угловые швы в любом положении в пространстве выполняют автоматически, полуавтоматически или вручную.
Важнейшим условием для работы является ограждение сварочной ванны от воздействия воздуха. Поэтому сварочный процесс вольфрамом ведется в защите от инертных газов (чаще всего аргона), а сварку такой назвали аргонно-дуговой. Аргон — газ инертный. Это значит, что он не вступает в реакцию с расплавленным металлом, и поскольку аргон тяжелее воздуха, он его вытесняет и надежно защищает ванну. Необходимо, чтобы в защите аргона была вся сварочная ванна, конец присадки и сам электрод.
Подготовка и сборка кромок
Чтобы качество сварки обеспечивалось надежно, особенно когда конструкция тонколистовая, необходима правильная и точная подготовка, предварительную сборку и прихватку кромок выполнять в сборочно-сварочных приспособлениях.
Чистота соединения
Следует особое внимание обращать на чистоту свариваемого соединения и самой рабочей части стержня. Если конец электрода будет загрязненным или обгоревшим, кромки соединения не зачищены, есть опасность попадания кусочка вольфрама в ванну и образования в структуре шва вредного включения. Во избежание лишнего соприкосновения электрода с поверхностью металла, используют осциллятор – устройство для бесконтактного возбуждения дуги.
Режим сварки
Обязательно нужно строго соблюдать сварочный режим, то есть подобрать силу тока, следить за расходом газа, соблюдать скорость подачи электрода вдоль шва — это залог качества соединения.
Особенности сварки электродами из вольфрама
Главная особенность вольфрама — это его высокая температура плавления. А в совокупности с инертной аргоновой защитой эти электроды творят просто сварочные чудеса! Достаточно сказать, что диапазон толщин имеет размах от десятых долей миллиметра до десятков миллиметров, сила тока может быть от нескольких ампер до сотен ампер. Нет в природе такого металла, стали или сплава, который не мог бы быть сварен аргонно-дуговой сваркой. В последние годы, наряду с художественной ковкой, с художниками-кузнецами все больше приобретают популярность художественная аргоновая сварка и художники-сварщики.
Некоторые обязательные технологические требования:
При ручной сварке, следует соблюдать следующие требования
• движение ведется справа налево;
• при работе с изделиями толщиной до 2-2,5мм горелку необходио держать под углом 60 градусов к поверхности изделия, а когда толщина деталей больше 2-2,5мм, то угол настраивать примерно в 90 градусов .Поперечные колебания не рекомендуются.
Если процесс проходит в автоматическом или полуавтоматическом режиме, то пруток направляется так, чтобы он двигался впереди дуги.
Сварка алюминия
Ведется на переменном токе. Перед началом сварки нужно обязательно зачистить и подвергнуть травлению (смачиванию кислотой) кромок.
Недостатки аргонно-дуговой сварки вольфрамом
Как и у всякого способа сварки, этот метод так же имеет и минусы. Это проблемы при работе на улице, на сквозняке, процесс становится труднее при работе на большом токе (работа с алюминием), так как требуется принудительное охлаждение.
Некоторые обязательные правила аргонодуговой сварки
Чтобы правильно провести сварку, нужно следовать простым правилам:
1. В работе с тонколистовым металлом, для получения точности нужно использовать сборочно-сварочную оснастку.
2. Стержни должны иметь идеальную чистоту на конце.
3. Рекомендуется подобрать правильный режим сварки.
4. Надежно защищать и держать ванну под струей аргона.
Придерживаясь всех правил и пользуясь нужными знаниями для проведения сварочных работ, вы добьетесь качественного шва и наградите себя долгими годами спокойствия.
Технология сварки вольфрамовым электродом
Редкий металл вольфрам имеет уникальную температуру плавления. Он является абсолютным лидером по тугоплавкости среди металлов, оставаясь твердым при супер высоких температурах. Эти свойства были использованы в производстве комплектующих для сварочных работ. При использовании вольфрамовых электродов на метр выполненного сварочного шва уходит менее грамма расплавленного металла. Вольфрамовые электроды используются в современных сварочных технологиях.

WolfRahm — волчьи сливки?
Открытие металла состоялось еще в 18 веке. Именно тогда он получил странное (с точки зрения перевода на русский язык) название. Причиной стало свойство металла, который встречался в сопровождении оловянных руд и мешал выплавке олова. В процессе он переводил олово в белую пену шлаков.
Несмотря на то, что металл известен уже более двух веков, его массовое использование пришлось только на начало 20 столетия. Производителям сварочной техники стало понятно, что вольфрам и сварное дело — понятия неразделимые. Вольфрамовые электроды из чистого металла или с добавками — незаменимы при соединении металлов, требующих особых условий. Со времени начала промышленного использования, словосочетание «вольфрамовый электрод» стало символом прорыва в технологии сварки.
Лидером по запасам и добыче вольфрама является Китай, поэтому не стоит переживать, если на упаковке вольфрамовых электродов в качестве страны происхождения указывается КНР.
Условия применения
Чтобы избежать появления окислов на соединительном шве, сварка вольфрамовыми электродами производится исключительно в защитной среде — газовой. Задача газа — защитить зону сваривания металлов от кислорода и воды. Обязательное условие — газ должен быть инертным, то есть не вступать в химическую реакцию с материалом. Чаще для этих целей используют аргон, чуть реже — гелий. Могут использоваться специальные смеси газов. Причина частого применения аргона — доступность и универсальность.
Отметим, что формирование защитной газовой среды в разных сварочных системах происходит по-разному. Самая распространенная и доступная система предусматривает выброс инертного газа непосредственно из сопла горелки. Такой способ доступен для бытовых сварочных приборов. В промышленных условиях детали могут помещаться в специальные камеры, наполненные газом. Такие швы получаются максимально крепкими и качественными. Подобную технологию применяют в самолетостроении.

Классификация и маркировка
Деление вольфрамовых электродов на классы имеет простое основание. Маркировка соответствует международному стандарту, поэтому никаких проблем с покупкой возникать не должно. Производителей может быть много, но маркировка остается типовой.
Вольфрамовые электроды для аргонодуговой сварки можно разделить на группы по типу тока, на котором можно проводить сварочные работы:
- переменная. С помощью электродов этой группы сваривают изделия из алюминия, магния, смесей и сплавов с ними. В этой группе находятся электроды из основного металла без примесей;
- постоянная. Сюда относят вольфрамовые электроды для аргонной сварки с композиционным составом;
- универсальная — может использоваться обратная полярность.
Иная, более детальная, классификация предусматривает деление на группы в зависимости от состава. Точнее — в зависимости от названия лигатуры в составе. Все они имеют особую маркировку, состоящую из букв и цифр. Начальная буква не меняется («W») и означает металл, из которого в основном состоят сварочные электроды — вольфрам. Следующая буква зависит от той легирующей добавки.
Цифровые показатели в маркировке указывают на процентное содержание лигатуры и длину самого прутка. Предусмотрена простая цветовая маркировка наконечников электродов. Достаточно знать какой именно цвет нужен для конкретных условий аргонодуговой сварки.

Марки
На рынке реализуются следующие вольфрамовые электроды, где легирующая добавка определена латинской буквой:
- P — вольфрамовые электроды без примесей — зеленые отметки. Самые первые сварочные прутки из вольфрама на рынке. Состав: 99,5 % чистого металла. Произвели переворот в технологии сварки аргоновой дугой. С их помощью стало возможным варить без прожогов такие сложные материалы, как алюминий, магний, любые металлические смеси и сплавы. Особенность — достаточно долгий розжиг сварочной дуги. Российское обозначение серии — ЭВЧ — чистый;
- C — с церием — серые. Относятся к универсальному типу вольфрамовых электродов WC20 для аргонодуговой сварки. Содержание добавки — 2 %. Относятся к универсальной группе. Устойчивы, могут использоваться в работе с капризными металлами;
- Z — с цирконием — белые. Полноценная альтернатива электродам из чистого вольфрама, но с гораздо более высокими показателями быстроты формирования дуги, ее стабильности. Это заслуга небольшой доли циркония — всего 0,8 %. Недостаток — прутки очень требовательны к чистоте сварочной ванны, малейшие погрешности могут привести к эрозии наконечника;
- L — вольфрамовые электроды с лантаном — черные (1 %), золотые (1,5 %), синие (2 %). Лигатура равномерно распределяется по длине стержня, предотвращая эрозию наконечника при недостатке силы тока. Особенность — возможность быстрого повторного розжига. Российская маркировка — ЭВЛ;
- Т — с торием — красные (2 % лигатуры). Его наличие позволяет сваривать самые капризные и тонкие металлы, не допуская прожогов. На постоянном токе получается ровный и чистый шов, на переменном токе шов может получиться неровным с непроваренными участками из-за нестабильности дуги. Применение радиоактивной легирующей добавки требует строгого соблюдения норм безопасности — пары и пыль опасны. В нашей стране электроды производят с обозначением — ЭВТ;
- Y — с иттрием — синие (2 %). Среди перечисленных марок иттриевые электроды — самые устойчивые. Их использование оправдано при сварке конструкций, которые должны выдерживать огромные нагрузки. Отечественное обозначение по ГОСТу — ЭВИ.

Правила выбора
Выбирают вольфрамовые электроды, ориентируясь на:
- тип тока;
- легирующие добавки;
- диаметр стержня, влияющего на толщину будущего шва.
Вольфрамовые электроды для аргонной сварки нужно подготовить к работе. Сварщику придется предварительно заточить пруток. В этом заключается основной недостаток неплавящихся стержней и отличие от плавящихся. Последние не нуждаются в подготовке и могут использоваться сразу. Форму кончика вольфрамового электрода нужно постоянно проверять в процессе работы. Все дело заключается в потоках электронных частиц, направляющихся к кончику стержня. От интенсивности их движения зависит сила, с которой дуга давит на изделие. А от нее уже зависит равномерность проварки шва, его ровность, толщина и чистота.
Установлены жесткие требования, соблюдение которых позволит получить ровный красивый шов без пропусков и прожогов. Предусматриваются формы:
- шарика или полусферы — для серий WP и WL;
- иглы — для всех остальных.
Имеет значение и другой показатель — высота обработки наконечника. Ее определяют с помощью математических вычислений — необходимо умножить размер диаметра прутка на константу — 2,5. При диаметре 6 см понадобится заточить пруток на высоту 15 мм. Заточку осуществляют болгаркой или точильным станком.
Еще один важный показатель, который влияет на качество сварки — угол. Правила выбора угла заточки:
- низкий уровень тока — 10 или 20 градусов;
- невысокий уровень тока — не более 30 градусов;
- высокий — до 120 градусов.
Из опыта — самый эффективный размер — от 20 до 90 градусов. Если он менее 20 градусов — вольфрамовый электрод быстро износится и придется приобретать новый. Если угол превышает показатели в 90 градусов, появляется риск нестабильной работы дуги.
Не имеет значения состав электрода, его легирующие добавки для выбора угла заточки. Важен только уровень подаваемого тока. Неправильно выбранный угол тут же приведет к видимым проблемам: неровный или шов с непроваренными участками, быстрое изнашивание расходника.

Советы
Наилучшим вариантом для вольфрамовых электродов аргонодуговой сварки является работа на постоянном токе прямой полярности. Особое внимание необходимо уделить заточке кончика прутка. Рекомендуется уделить внимание другим моментам:
- В процессе заточки не стоит усердствовать. Материал может перегреться и стать хрупким. Дальнейшее его использование будет вряд ли возможно, он просто раскрошится;
- Важно следить за качеством подаваемого газа. Объемная доля качественного аргона достигает 99,9 %. Если его качество низкое, это сразу станет заметно по потемневшему шву. Необходимо будет провести регулировку с помощью оборудования на баллоне;
- Важно наладить оптимальную силу тока, чтобы избежать эрозии наконечника прутка. Затупление или образование большой капли приведет к недолговечности электрода, пропуску участков расплавления, сквозным прожогам материала;
- Для получения качественного шва сварку проводят справа налево. Горелка удерживается в правой руке, а присадочная проволока — в левой.
В ряде случаев может применяться переменный ток. Сварка аргоном на переменном токе не столь требовательна к форме кончика прутка. Здесь важно просто подготовить электрод к сварке, придав кончику полукруглую форму. А вот к поверхностям, которые потребуется сварить, сварка на переменном токе очень чувствительна. Особенно это касается алюминия. Основное условие получения ровных сварных швов без непроваренных участков — очистка и тщательное удаление жировых следов с поверхности.
Используемая литература и источники:
- ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
- Cary, Howard B. & Helzer, Scott C. (2005), Modern welding technology, Upper Saddle River, New Jersey: Pearson Education
- Watkins, Arthur D. & Mizia, Ronald E, Optimizing long-term stainless steel closure weld integrity in DOE standard spent nuclear canisters, ASM International
10 фактов о TIG-сварке


Содержание
Содержание
Сварка аргоном, также именуемая, как TIG-сварка, является универсальной. С ее помощью можно сваривать любые виды металлов. От сварщика потребуются только мастерство, умение подбирать присадки и наличие баллона с инертным газом – аргоном. Основной принцип аргонодуговой сварки – сваривание металлов и их сплавов в среде инертного газа неплавящимся электродом.
Факты о названии сварки
1. Маркировка буквами латинского алфавита
Интересно, что название данного вида сварки несколько отличается в разных странах, и незнание маркировки может ввести в заблуждение разнообразием аббревиатур. Например, в англоязычных странах аббревиатура, которой маркируется аргонодуговые сварочные инверторы – это TIG. Расшифровывается как «Tungsten Inert Gas» – сварка вольфрамовым (на шведском вольфрам – «tungsten») электродом в среде инертного газа. Именно эта маркировка часто употребляется на территории Европы и Средней Азии.
В Германии, в связи с особенностями немецкого языка маркировка состоит из букв WIG, то есть Wolfram Inert Gas. В Соединенных Штатах Америки аббревиатура GTAW или же Gas Tungsten Arc Welding, то есть сварка вольфрамовым электродом в среде защитного газа.

2. На территории Российской Федерации дуговая сварка в среде защитного газа имеет собственные обозначения
Согласно ГОСТ 14776-79, технология аргонодуговой сварки неплавящимся электродом обозначается ИН и ИНп. Маркировка ИН говорит о том, что сварочный процесс производится в среде инертного газа, при помощи неплавящегося электрода. Если же используются присадочные металлы, добавляется маленькая буква «п».
3. Как правильно говорить: «аргонно-дуговая» или «аргонодуговая» сварка?
Согласно ГОСТ 2601-84, существует единственно верное понятие аргонодуговой сварки.
Мифы о TIG-сварке
Существует ряд заблуждений и мифов, которые связаны со сварочным процессом в аргоновой среде. Важно знать, что сварочный процесс сам является опасным и вредным видом деятельности, а работа в среде защитных газов усугубляет ситуацию. В связи с этими факторами разработан комплекс обязательных мер и условий по обеспечению безопасности сварщика. Но при их несоблюдении может возникнуть целый ряд опасных ситуаций для жизни и здоровья рабочего, которые со временем превращаются в мифические утверждения о вреде и сложности сварочного процесса.
1. При сварке в аргоновой среде, аргон губительно воздействует на сварщика
Обратимся к химии. Данный газ является химически инертным и занимает третье место по объему в атмосфере планеты Земля после азота и кислорода. Аргон не обладает каким-либо характерным запахом, вкусом и цветом. Он не токсичен и не взрывоопасен.
Он весит практически в 1,4 раза тяжелее чем воздух и способен вытеснять кислород. И при работе с данным газом если не соблюдать меры безопасности он может привести к потере сознания и головокружению, если попадет в дыхательные пути человека.
Правила, которые обеспечат полную безопасность сварного при работе с аргоном:
- Работать нужно в помещениях, где установлены вытяжки в полу, или же на расстоянии 20-30 см от уровня пола. В таком случае аргон, который спускается вниз будет выводиться из помещения и будет поддерживаться оптимальный уровень кислорода в помещении.
- При осуществлении потолочных и вертикальных швов в аргоновой среде необходимо использовать средства индивидуальной защиты, например, шланговый противогаз.
- Контролировать уровень кислорода в рабочем помещении во время работы с аргоном. Ручные и автоматические измерительные приборы должны показывать, как минимум, 20% наличия O2 в помещении.

2. Аргонодуговая сварка влияет на мужское здоровье
Данный миф распространен среди учеников сварщиков и любителей. Возникновение убеждения связано с низкой осведомленностью о технологии сварки и сварочном процессе в среде инертного газа. По мнению распространителей мифа, все дело в использовании слабого радиоактивного металла – оксида тория. Он нужен для заточк вольфрамовых электродов, однако его содержание не превышает допустимого количества, поэтому мнение считается ошбочным.
Если соблюдать меры безопасности при заточке электрода – надевать респиратор, включать вытяжку и хранить не более трех килограммов ториево-вольфрамовых электродов в одном месте – все будет в порядке.

Вольфрамовая пыль, как и прочие мелкие частицы иных металлов, раздражает дыхательные пути, но радикально повлиять на здоровье человека не может. Важно учитывать, что современные технологии производства вольфрамовых электродов создают безопасные и эффективные соединения, которые не были доступны в начале и середине XX века – во время возникновения мифа.
3. TIG-сварка «капризна» в работе
В подавляющем большинстве аргоновые TIG-аппараты оснащены большим количеством надстроек и регуляторов, нежели MMA-инверторы для ручной дуговой сварки и MAG-инверторы для полуавтоматической сварки.
Поэтому сварщик, работающий с TIG, должен иметь либо специализацию на данном виде сварки, либо высший разряд. Тогда весь спектр возможностей используется, а сварное соединение будет оптимальным.

Для осуществления сварочного процесса каждый работник должен:
- настроить сварочный TIG-инвертор и выбрать оптимальный сварочный ток;
- в зависимости от тока, а также изделия подобрать диаметр вольфрамового неплавящегося электрода;
- определить вид металла и сплава изделия и выбрать присадочные прутки;
- по возможности выбрать оптимальный вариант инертного газа, точнее его состава (может использоваться как чистый аргон и его смеси, а также гелий).
При соблюдении всех этапов, сварщик осуществляет сварочный шов на любом металлическом изделии. Причем данный вид сварки является универсальным, но используется не часто из-за большей материалоемкости. А во время сварочного процесса отсутствуют искры и шлак.
Факты о сварочных инверторах
1. TIG-инвертор имеет большее число надстроек и регуляторов нежели инверторы, работающие в среде активных газов – углекислого газа и кислорода
Данная особенность TIG-сварки обусловлена большой разновидностью углеродистых, а также высоко-, средне- и низколегированных сталей. Каждая имеет свои особенности и характеристики, на основе которых к стали должен подбираться оптимальный уровень напряжения тока. Толщина металла и наличие примесей в конструкции и изделии также требуют дополнительных настроек аппарата.
2. При аргонодуговой сварке важно контролировать целостность шлангов, которые соединяют баллон и TIG-инвертор
Наличие необходимого давления газа при работе позволит создать равномерный и хорошо проваренный шов. Также целостность шлангов подачи газа предотвратит нецелевой расход инертного газа и наступление опасной для здоровья ситуации.
3. Прототипом вольфрамового электрода для TIG-инвертора была вольфрамовая нить
В 1916 году американский ученый Ирвинг Ленгмюр опытным путем определил, что вольфрамовая нить, используемая в обыкновенной лампочке накаливания, станет лучше передавать заряд если покрыть её оксидом тория. Данное открытие стало предпосылкой для создания вольфрамовых электродов, которые используются в аргонодуговой сварке.

4. TIG-инвертор требует ухода
Как и любой сварочный инвертор, TIG-аппарат имеет множество мельчайших деталей, элементов и плат. Во время работы с металлическими конструкциями и изделиями в воздухе появляются частицы сталей и пыли, которые оседают как на внешнем корпусе сварки, так и внутри нее, попадая через вентиляционные отверстия.
Поэтому после работы с аппаратом важно очистить его от пыли и загрязнений, например, слабым потоком сжатого воздуха. Также нужно обязательно проверять исправность TIG-инвертора, рукава, горелки и массы до и после эксплуатации.
