Усиление сварного шва снять что это?
Усиление сварочного шва!
- Авторизуйтесь для ответа в теме
#1 angelhranytel
День добрый всем специалистам в сварочном производстве!
Такой вопрос ! Многим покажется смешным!
Как влияет усиление сварочного шва на прочностные характеристики шва ?Для примера имеется ввиду стыковое соединение листовой стали !Если зачистить шов заподлицо прочность шва изменится ? Или другие какие характеристики ? Желательно услышать ответы не фантазеров и теоретиков а людей которые проводили подобные физико механические испытания в лаборатории ! Разрыв там кручение сжатие и тп!Если есть документально подтвержденные аргументы прошу скинуть !Спасибо всем за понимание!
Прикрепленные изображения

- Наверх
- Вставить ник
#2 Георгий 11
Просьба не хамить мне,а не то буду жмать кнопку жалоба

- Город: Орел
- Наверх
- Вставить ник
#3 psi
angelhranytel, вы здесь маловероятно найдете специалиста данного типа. вам на форум дефектоскопистов.
а вот теперь теоретически, если есть усиление то в по краям шва будут точки экстремума. если брать даже однородный материал по физико механическим свойствам (вырезан из цельной болванки) , но с изменением геометрии (утолщение стыкового соединения типа «усиления шва»). и это самое простое, а так там неоднородность зерна из за разности температур в зоне термической обработки и т.д..
при аттестации грузоподъемных механизмов швы заподлицо, даже можно мех обработку (даже риски от ушм должны быть под 45 градусов относительно оси)
Западная Якутия звонить в любое время 89142527650 хэш тэг #ykt_master
- Наверх
- Вставить ник
#4 copich

- Город: Москва
angelhranytel, начать вопрос надо с названия стали. Разные стали ведут себя по разному.
Так же есть требование ко шву в зависимости от условий эксплуатации. Следовательно и от сюда требования к типу стали вылазят.
Поэтому если правильно, то вам в лабораторию надо со всеми описаниями. + еще от партии к партии меняются параметры по ГОСТ . Но укладываясь в ГОСТ по минимуму или по максимуму, вы можете не пролезть по прочностным характеристикам. Т.е. содержание одного может как навредить или наоборот не хватить для конечного прочностного значения.
Начните себя уважать и тогда вас то же будут уважать.
работайте на оборудовании, которое будет доставлять вам радость и тогда работа будет в сладость!
- Наверх
- Вставить ник
#5 saper24
На правах фантазера поинтересуюсь. А вам зачем? Про тока какая сталь имеется в виду, тип сварки и пр. скромно опущенные мелочи помолчу.
Когда нас в техникуме вели к испытательному стенду с железкой, мы всегда знали что это за железка, для чего её щас будут раздирать и что делать с циферкой на против которой замрет стрелочка то же знали.
- Наверх
- Вставить ник
#6 Георгий 11
Просьба не хамить мне,а не то буду жмать кнопку жалоба
- Город: Орел
- Наверх
- Вставить ник
#7 saper24
- Наверх
- Вставить ник
#8 ЛехаКолыма
Посмотрите книгу Николаев Г.А. Сварные конструкции.расчет и проектирование.Параграф 4.3 Распределение напряжений в стыковых швах стр 109
- Наверх
- Вставить ник
#9 keria
Желательно услышать ответы не фантазеров и теоретиков
- Наверх
- Вставить ник
#10 Фунтик
Как влияет усиление сварочного шва на прочностные характеристики шва ?
- Наверх
- Вставить ник
#11 angelhranytel
На правах фантазера поинтересуюсь. А вам зачем? Про тока какая сталь имеется в виду, тип сварки и пр. скромно опущенные мелочи помолчу.
Когда нас в техникуме вели к испытательному стенду с железкой, мы всегда знали что это за железка, для чего её щас будут раздирать и что делать с циферкой на против которой замрет стрелочка то же знали.
Просто тут меня некоторые люди пытаются убедить что при сварке например алюминия (варим с разделкой и полным проваром в несколько проходов толщиной например 7 мм )типо усиление нельзя снимать так мол ослабишь стык .А снимаю я усиление для того чтобы визуально видеть однородность шва,внутренние дефекты если они есть типо микро поры или непровар !Так вот просто интересно какое у кого мнение
saper24,да похоже образец не прошел испытаний,а человек же старался,кувалдой хреначил и не смог разорвать,а там смогли,начал выяснять,а там усиление сняли,обидно).
Шутник )
- Наверх
- Вставить ник
#12 Георгий 11
Просьба не хамить мне,а не то буду жмать кнопку жалоба
- Город: Орел
- Наверх
- Вставить ник
#13 angelhranytel
angelhranytel,»снять усиление»-с чем у вас ассоциируется?
убрать валик заподлицо с основным металлом
- Наверх
- Вставить ник
#14 Георгий 11
Просьба не хамить мне,а не то буду жмать кнопку жалоба
- Город: Орел
- Наверх
- Вставить ник
#15 saper24
Просто тут меня некоторые люди пытаются убедить что при сварке например алюминия (варим с разделкой и полным проваром в несколько проходов толщиной например 7 мм )типо усиление нельзя снимать так мол ослабишь стык .А снимаю я усиление для того чтобы визуально видеть однородность шва,внутренние дефекты если они есть типо микро поры или непровар !Так вот просто интересно какое у кого мнение
Все зависит от того где находится этот шов.
Если счищать облицовку заподлицо с плоскостью свариваемых деталей( при условии что материал шва по прочностным характеристикам равен либо превосходит характеристики свариваемых деталей) никакого ослабления не произойдет. Потому что при равных прочностных характеристиках шва и деталей,( при наличии облицовки и качественно выполненном шве) несущая способность стыка будет равна несущей способности наименее тонкого сечения. По простому где тонко, там и рвется. При равном сечении детали и шва, место разрушения зависит от прочностных характеристик применяемых материалов, а так же от типа прилагаемых нагрузок. Потому не факт что без валика порвется именно по шву.
Так что если вы варите стык согласно нормативной документации и формируете шов заданных параметров, ничего зачищать нельзя если это не указано в нормативных документах. Поскольку параметры шва будут соответствовать расчетным нагрузкам и выдерживать эти нагрузки шов гарантированно будет только в пределах своих габаритов, при качественном его исполнении. А если вы к алюминиевой кастрюле дно привариваете, то зачищайте как нравится.
Что такое усиление сварного шва?
Сварка — надежный метод соединения, но иногда сварочным швам нужно дополнительно усиление, чтобы сделать их прочнее и устойчивее. А метод укрепления будет зависеть от того, какого типа наплав сделан, поэтому при наработке навыка сварки важно одновременно учиться усиливать его, где бы он ни находился и какой величины ни был. Подробнее о том, что такое усиление сварного шва, а также о том, как его правильно реализовать, рассказывается далее.
Особенности усиления сварных швов
Сделать укрепление обычной сварки не так трудно, но когда дело касается угловых соединений, им потребуется особый подход.
Задача будет осложнена тем, что нередко при усилении шва с помощью увеличения его длины приходится использовать дополнительные наплавы, ребра, накладки и другие конструкции. А подбираются они индивидуально под размер области варки, ее расположения, материала, который сваривали, характеристик катета и т. д.

Термин усиление шва снять что значит?
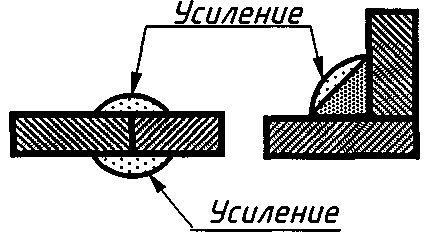
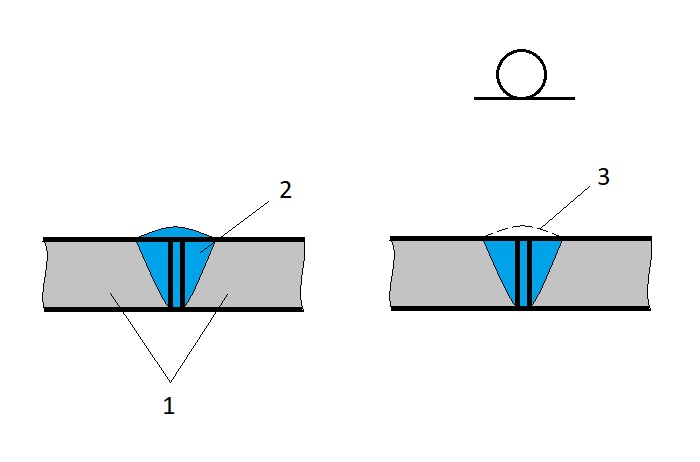
По названию сложно сразу понять, что это значит — «усиление шва». Так, в специальной литературе этот термин расшифровывается, как часть наплавленного металла, образующая выпуклость.
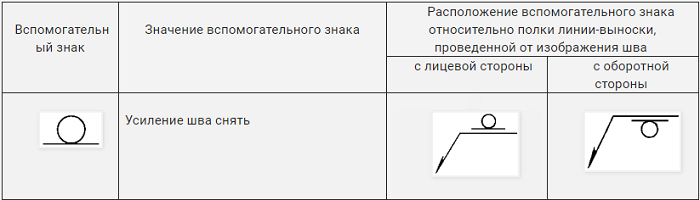
А вот обозначение на чертеже «усиление шва снять» (незакрашенный круг на горизонтальной линии, ГОСТ 2.312-72 ЕСКД) предполагает, что этот самый бугорок нужно устранить. Чаще всего он зачищается болгаркой. Но стоит не забывать, что усиления на угловых и стыковых сварных областях нужно снимать не одним и тем же способом. На угловых, к примеру, должен остаться катет, хотя на стыковых наплавах предполагается снятие всего, что выступает над поверхностью соединяемых материалов.
Снятие усиления сварного соединения может маркироваться также маленькими буквами английского алфавита, где:
- a — это увеличение длины, предполагающее лобовое наложение части.
- b — обозначает увеличение рабочей длины (или высоты) у катета, при котором располагается угловой шов.
- с — это внутреннее угловое наплавление, измеряющееся по высоте с учетом наличия дополнительных технологических элементов, наплавки или особых параметров лобовых частей.
Система обозначений позволяет лучше понять не только особенности варки, но также материалов, а также конструкций из них, с которыми предстоит работать.
Технология усиления сварного шва
Сам принцип усиления варки понять не трудно, производиться он будет постепенной и послойной наплавкой, где каждый слой будет составлять примерно 2 мм в высоту. Обработка начинается с самых сложных мест, то есть в тех зонах, где есть какие-либо дефекты — кратеры, подрезы, наплывы.
Для электродов, которые будут использоваться в процессе, есть стандарт ГОСТ, предполагающий диаметр в 4 мм.
Каждый слой обрабатывается только после того, как предыдущий остывает до 100 °C. Постепенно сварочный след удлиняется, потом немного расширяется, благодаря этому как раз получается усиливающий эффект.
Важно помнить о превышениях рабочих высот катетов, которых нужно избегать, а также не проводить усиление поперечных компонентов под нагрузкой.
Это может привести к порче всего сварного соединения, а значит всей конструкции, где он использовался.
Говоря о катетах соединений, то здесь после наплавления усиливающего слоя высота самого катета должна быть меньше, чем толщина полки со стороны пера, а также меньше толщины полки профиля, если смотреть со стороны обушка. Во втором случае, высота катета должна быть не просто меньше толщины, а меньше полутора толщин.
Обработка уголкового профиля осуществляется только в том направлении, которое было выбрано изначально. Менять его не рекомендуется, так как можно создать излишнее напряжение в месте соединения.
Усиление стыковых швов
Усиление стыковой сварки осложнено тем, что чаще всего его усиление может привести к порче места соединения. К примеру, если стыковой шов сделан во всю длину или высоту металлических компонентов, то никакого укрепления и вовсе делать нельзя. Наплавка создаст излишнюю концентрацию в месте плавления, из-за чего наплав может не только испортиться, но также вовсе разрушиться. Все дело в том, что высота таких сварных швов определяется только по стыкуемым элементам и при учете строения валика самого соединения. Этот валик и есть выступ.
Если же стыковую варку все же нужно обработать, то предварительно нужно снять напряжение абразивными инструментами. После этого рассчитывается площадь накладок, с помощью которых предстоит усилить шов.
Усиление угловых швов
Здесь усиление сварных соединений будет осуществляться путем увеличения длины или толщины сварных наплавов. Первый вариант применяется чаще, так как лучше увеличивать площадь и распределять напряжение по ней, а не концентрировать его.
Длина и толщина созданных сварных швов, а также толщина самого усиливающего слоя рассчитывается математически. Так, определить их можно по разности между расчетным усилием в сварном соединении и несущей способностью этого наплава. Здесь важно учесть, что на расчетное усилие всегда будет действовать его смещение относительно центра тяжести сечения элемента.
Все формулы, обозначения к ним и таблицы с подходящими значениями есть в ГОСТах, потому в большинстве случаев можно рассчитать все с максимальной точностью. А точность расчетов позволит сделать точнее усиление сварных швов.
Иногда усиление сварных угловых соединений происходит с введением дополнительных деталей, но это не обязательно. Такой метод будет оправдан только в том случае, если есть место для наложения новых слоев. В основном же используется стандартное сварочное оборудование с верно подобранными по диаметру электродами.
Если увеличивать соединения путем увеличения их длины, то здесь нагрузка на сварные крепления не должна превышать расчетного сопротивления. Так прочность наплавов увеличится пропорционально увеличению длины и толщины соединения.
Этот способ подойдет для любых угловых швов, кроме поперечных.
Также для того, чтобы сделать сварную область длиннее, можно применять фасонки, что привариваются к основным элементам с помощью стыковых сварных соединений.
Важно быть внимательными с формированием обратной стороны шва, так как если подача тепла будет неравномерной, появятся непровары, которые негативно скажутся на характеристиках детали.
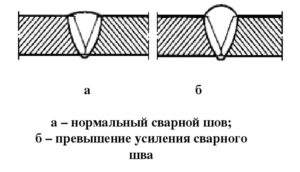
Но основной дефект, появляющийся в таких ситуациях, называется «превышение выпуклости», то есть избыток наплавленного металла на лицевой стороне материалов. Это превышение выпуклости возникает чаще всего из-за несоблюдения техники самой варки и большой скорости подачи присадочной проволоки. Он исправляется зашлифовкой или прокаткой роликами.
Сделать сварной шов безупречным — задача невозможная, но стремиться к этому можно всегда. Поэтому нужно не просто обладать хорошими навыками работы со сваркой, но и понимать небольшие, но важные нюансы сварочного процесса. Как раз таким будет способность сделать качественное усиление уже сделанного соединения.
усиление сварного шва
3.1.23 усиление сварного шва: Выпуклость шва, определяемая расстоянием между основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости.
3.2 В настоящем стандарте применены следующие сокращения:
ЗРА — запорная и регулирующая арматура;
ЗТВ — зона термического влияния;
КСС — контрольное сварное соединение; НАКС — Национальная Ассоциация Контроля и Сварки;
РТФ — разовая тигель-форма;
САСв — система аттестации сварочного производства;
СДТ — соединительные детали трубопровода;
ТУ — технические условия;
УШС — универсальный шаблон сварщика.
3.3 В настоящем стандарте применены следующие обозначения способов сварки:
ААДП — автоматическая сварка плавящимся электродом в среде инертных газов и смесях;
АПГ — автоматическая сварка плавящимся электродом в среде активных газов и смесях;
АПИ — автоматическая сварка порошковой проволокой в среде инертных газов и смесях;
АФ — автоматическая сварка под флюсом;
МП — механизированная сварка плавящимся электродом в среде активных газов и смесях;
МПС — механизированная сварка самозащитной порошковой проволокой;
РД — ручная дуговая сварка покрытыми электродами.
3.1.61 усиление сварного шва: Выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости.
Словарь-справочник терминов нормативно-технической документации . academic.ru . 2015 .
- усиление основания, фундамента
- Усиление стыкового шва
Смотреть что такое «усиление сварного шва» в других словарях:
усиление — 3.18 усиление: Комплекс мероприятий, обеспечивающий повышение несущей способности и эксплуатационных свойств строительной конструкции или здания и сооружения в целом, включая грунты основания, по сравнению с фактическим состоянием или проектными… … Словарь-справочник терминов нормативно-технической документации
Поверхностное усиление — Face reinforcement Поверхностное усиление. Усиление сварного шва на стороне, с которой была произведена сварка. (Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО Профессионал , НПО Мир и семья ; Санкт Петербург, 2003 г.) … Словарь металлургических терминов
поверхностное усиление — Усиление сварного шва на стороне, с которой была произведена сварка. [http://www.manual steel.ru/eng a.html] Тематики металлургия в целом EN face reinforcement … Справочник технического переводчика
СТО Газпром 2-2.2-136-2007: Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть I — Терминология СТО Газпром 2 2.2 136 2007: Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть I: 3.1.1 автоматическая сварка: Дуговая сварка, при которой возбуждение дуги, подача сварочной… … Словарь-справочник терминов нормативно-технической документации
СТО Газпром 2-2.2-115-2007: Инструкция по сварке магистральных газопроводов с рабочим давлением до 9,8 МПа включительно — Терминология СТО Газпром 2 2.2 115 2007: Инструкция по сварке магистральных газопроводов с рабочим давлением до 9,8 МПа включительно: 3.1.1 автоматическая сварка: Сварочный процесс, при котором подача сварочной проволоки и перемещение сварочной… … Словарь-справочник терминов нормативно-технической документации
зона зарождения и продвижения усталостной трещины — Зона, образованная со стороны поверхностного концентратора напряжения, имеет более гладкий и светлый микрорельеф, чем зона механического дорыва. Примечание Усиление сварного шва, риска, царапины, вмятины, закаты. [РД 01.120.00 КТН 228 06]… … Справочник технического переводчика
РД 08.00-60.30.00-КТН-046-1-05: Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов — Терминология РД 08.00 60.30.00 КТН 046 1 05: Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов: 1.4.15 Бригада сварщиков группа аттестованных в установленном порядке сварщиков, назначенных… … Словарь-справочник терминов нормативно-технической документации
контроль — 2.7 контроль (control): Примечание В контексте безопасности информационно телекоммуникационных технологий термин «контроль» может считаться синонимом «защитной меры» (см. 2.24). Источник … Словарь-справочник терминов нормативно-технической документации
ГОСТ 25225-82: Контроль неразрушающий. Швы сварных соединений трубопроводов. Магнитографический метод — Терминология ГОСТ 25225 82: Контроль неразрушающий. Швы сварных соединений трубопроводов. Магнитографический метод оригинал документа: Дефект По ГОСТ 14782 76 Определения термина из разных документов: Дефект Импульсная индикация По ГОСТ 24450 80 … Словарь-справочник терминов нормативно-технической документации
РД 19.100.00-КТН-545-06: Ультразвуковой контроль стенки и сварных соединений при эксплуатации и ремонте вертикальных стальных резервуаров — Терминология РД 19.100.00 КТН 545 06: Ультразвуковой контроль стенки и сварных соединений при эксплуатации и ремонте вертикальных стальных резервуаров: Дефект : здесь: несплошность в металле стенки резервуара, в сварном соединении, отклонение… … Словарь-справочник терминов нормативно-технической документации
Повышение прочности сварных соединений
Прочность сварных соединений повышают конструктивными (рациональное расположение швов относительно действующих усилий, целесообразная форма швов) и технологическими приемами (защита шва от вредных воздействий при сварке, термическая обработка, упрочняющая обработка холодной пластической деформацией). Конструктивные приемы повышения прочности приведены на рис. 1
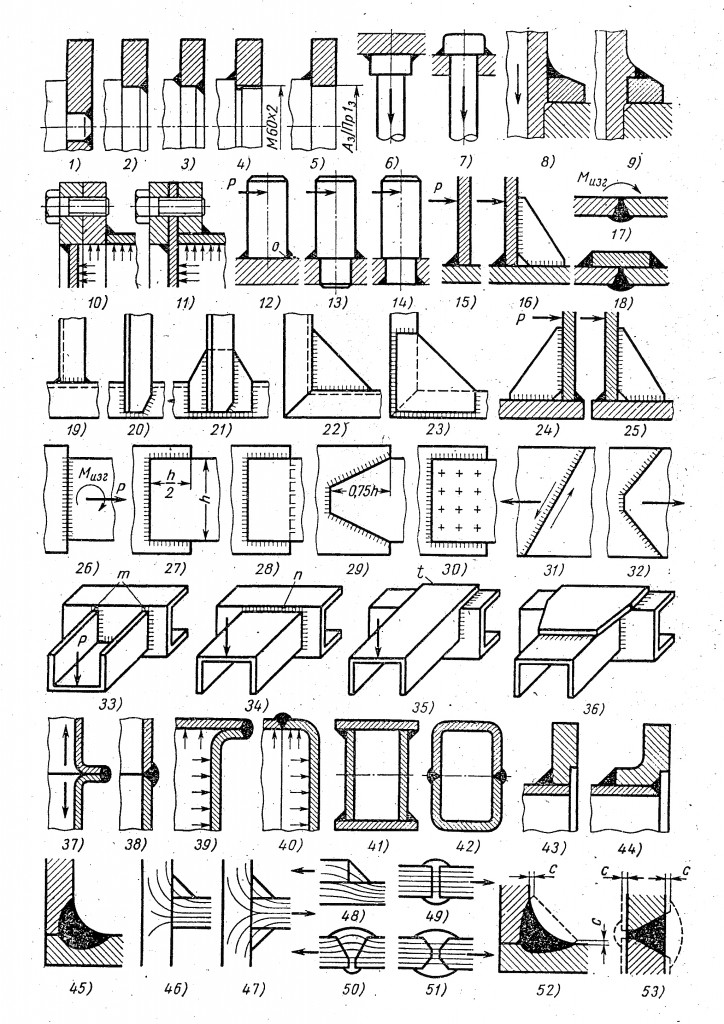
рис.1
На видах 1 — 3 показано последовательное усиление узла приварки фланца, нагруженного крутящим моментом, путем увеличения диаметра кольцевого шва. Сопротивление срезу (пропорциональное квадрату диаметра соединения) в конструкции 2 при одинаковом сечении шва в 7 раз, а в конструкции 3 в 18 раз больше, чем в конструкции 1
При правильной конструкции шва дополнительные крепления [на резьбе (вид 4), прессовой посадке (вид 5), и др.] излишни
В центрирующих соединениях свариваемые детали устанавливают на посадках с зазором (посадки H10, e9, f9). При необходимости более точного центрирования применяют посадки скольжения H8, h7 и напряженные посадки типа k7, m7
Целесообразно разгружать сварные швы, перенося восприятие нагрузок на участки целого материала и оставляя за сварными швами только функцию соединения деталей.
Некоторые примеры разгрузки сварных швов показаны на видах 6, 7 (стержень, нагруженный осевой силой) и на видах 8, 9 (упорный фланец)
В узле крепления крышки к обечайке цилиндрического резервуара, нагруженного внутренним давлением (вид 10), сварные шайбы крышки обечайки подвергаются изгибу и срезу силами давления. В улучшенной конструкции 11 сварной шов обечайки разгружен заведением обечайки во фланец, а шов днища — зажатием днища между фланцами обечайки и днища
Силовые швы следует нагружать предпочтительно на сдвиг и растяжение, устраняя изгиб.
Конструкция 12 приварного стержня, нагруженного поперечной силой Р, нецелесообразна. Сила Р, повертывая стержень вокруг точки О, вызывает высокие разрывающие напряжения в области, противоположной этой точке. Кроме того, шов подвергается срезу
Несколько лучше конструкция 13, где стержень центрирован в гнезде детали, благодаря чему шов разгружен от среза. Однако опасное сечение стержня ослаблено сварным швом
В конструкции 14 изгиб и срез силой Р воспринимают целые (не ослабленные сваркой) сечения стержня. Шов практически разгружен от действия силы и служит только для фиксации стержня в детали
Шов приварной стенки (вид 15), изгибаемой силой Р, целесообразно разгрузить введением ребра (вид 16).
Изгиб стыкового шва (вид 17) можно устранить введением накладки (вид 18), швы которой работают преимущественно на растяжение. Стыковой шов в этой конструкции работает на сжатие
Стыковое соединение уголков (вид 19) недостаточно прочное. Целесообразнее сваривать уголки по плоскости полок (вид 20) с усилением (для тяжелых условий работы) косынками (вид 21).
Косынки целесообразно приваривать не встык (вид 22), а внахлестку (вид 23)
Приварные ребра рекомендуется располагать так, чтобы они работали не на растяжение (вид 24), а на сжатие (вид 25), что практически полностью разгружает сварные швы
На видах 26—29 показано последовательное усиление листового соединения, нагруженного растягивающей силой Р и изгибающим моментом Мизг Сравнение прочности различных конструкций приведено в таблице
| Соединение | Сопротивление разрыву | Сопротивление изгибу |
| Стыковое (вид 26) | 1 | 1 |
| Нахлесточное (вид 27) | 2 | 4 |
| Нахлесточное с подваркой обратной стороны (вид 28) | 3 | 5 |
| Нахлесточное со скошенными кромками (вид 29) | 2,5 | 5 |
Прочность стыкового соединения 26 принята за единицу
Приварные листы, накладки, косынки и т. д. большой протяженности и малой толщины целесообразно, помимо обварки по контуру, соединять с основной деталью точечной сваркой (вид 30) во избежание отставания листов при деформациях системы
Косые швы нахлесточного соединения (вид 31), подвергающиеся растяжению, испытывают дополнительные нагрузки от сдвига вдоль линии шва. В уравновешенном соединении с двусторонним скосом (вид 32) швы разгружены от сдвига
На видах 33—36 показаны конструкции узла сварки швеллеров. В соединении со швеллером, расположенным полками вверх (вид 33), верхние участки m вертикальных сварных швов подвергаются высоким разрывающим напряжениям от действия силы Р
В конструкции со швеллером, расположенным полками вниз (вид 34), усилие воспринимает горизонтальный шов n большой протяженности; слабые конечные участки вертикальных швов работают на сжатие.
В конструкции с присоединением швеллера в шип (вид 35) сварные швы разгружены от изгиба силой Р; изгибающий момент воспринимают фланговые швы и поперечный шов t, работающие на срез. На виде 36 изображено соединение, усиленное косынкой.
Следует избегать внецентренного приложения сил, вызывающего изгиб шва
Отбортованные швы в узлах, подвергающихся растяжению (вид 37), испытывают изгиб. Целесообразнее конструкции со стыковым швом (вид 38). В узле приварки днища к цилиндрическому резервуару с отбортовкой (вид 39) сварной шов под действием внутреннего давления подвергается изгибу. Стыковой шов (вид 40) работает преимущественно на разрыв
Следует избегать расположения сварных швов в зоне высоких напряжений.
В сварных балках, подвергающихся изгибу, целесообразно располагать швы не у полок (вид 41), а у нейтральной линии сечения (вид 42), где нормальные напряжения имеют наименьшую величину
В соединениях, подверженных действию циклических и динамических нагрузок, следует избегать расположения сварных швов на участках концентрации напряжений, например в переходах от одного сечения к другому (вид 43). Шов в этих условиях подвергается повышенным напряжениям и, кроме того, усиливает концентрацию напряжений вследствие неоднородности, своей структуры.
Улучшенная конструкция приведена на виде 44
Если вывести шов за пределы участка концентрации напряжений невозможно, то рекомендуется применять вогнутые швы (вид 45) с глубоким проплавлением, достигаемым сваркой короткой дугой.
Профиль шва должен быть по возможности симметричен относительно действия нагрузок. В тавровых соединениях, подвергающихся растяжению (вид 46), целесообразно применять двусторонние швы (вид 47). Нахлесточные соединения (вид 48) следует по возможности заменять стыковыми (вид 49). В стыковых соединениях целесообразно применять двустороннюю разделку кромок (вид 51), так как в соединениях с несимметричным швом (вид 50) происходит искривление силового потока, сопровождающееся скачками напряжений
Циклическую прочность сварных швов можно значительно повысить механической обработкой с приданием шву рациональной формы, уменьшающей концентрацию напряжений.
Угловые швы целесообразно обрабатывать по радиусу с плавным переходом в поверхности соединяемых деталей (вид 52). Стыковые швы обрабатывают заподлицо с поверхностью изделия, удаляя наплывы (усиления) как со стороны основного шва, так и со стороны подварки (вид 53)
Для плавного соединения шва со стенками изделия в большинстве случаев необходимо одновременно с обработкой шва подрезать стенки (штриховые линии на видах 52, 53), для чего следует предусмотреть припуски с на обработку.
Значительно (на 30 — 40%) повышает циклическую прочность заглаживающее оплавление швов вольфрамовым электродом в атмосфере аргона
Упрочнение швов пластической деформацией в холодном состоянии (накатывание, дробеструйный наклеп, чеканка пневматическим инструментом с пучковыми чеканами) позволяет довести циклическую прочность шва до прочности основного металла
Усиление мет. балки в месте сварного стыка
| Страница 1 из 2 | 1 | 2 | > |
Спасибо. Срезали, разумеется, заподлицо. Швы изначально были равнопрочными, смущает именно их последующий срез. Насколько он ослабляет шов и ослабляет ли? Было бы в другом сечении, даже не стал задумываться бы. А здесь — самое опасное сечение, да и температура ниже минус 45. Думаю сверху сделать накладку, но: каких размеров ее принять? Например,по нормалям 650х120х16 (см. Мельникова) по обеим полкам, а я ограничен существующими ветвями колонны. Принять-то можно что-нибудь с запасом, но хочется сделать все по уму. Да и заказчика интересует обоснование принятых решений 
upd: Прочитав приложение Б к ГОСТ 23118-99, а также Горева, Будура и т.д. пришел к выводу, что усиление не требуется и шов остался равнопрочным (раньше забыл сказать — на заводе был физ. контроль).
Если я в чем-то ошибся, поправьте.
Ну и вопрос Yuzer’а мне тоже интересен
Судя по фото — нахлесточные швы полуавтоматом варены. Скорее всего, и заводские стыки. Если действительно так — вообще нет вопросов.
А срезали вы только усиление швов. Что на несущую способность не влияет (а для усталостной прочности — даже лучше. ).
Не ставьте лишних накладок, и оставляйте все, как есть.
Так стыкуют балки монорельсов. И усиление швов снимают.

| Солидворкер |
| Посмотреть профиль |
| Найти ещё сообщения от Солидворкер |
слишком резкий ответ. Никогда ничего подобного не проектировал, огромные пролеты и балки, что они будут держать такие могучие. Слишком много денег потрачено чтобы все разбирать)) ну и ответ
Теория.Не надо так оставлять, в том месте где разрезали установите накладки, не помню по какому ГОСТу все очень просто. VNKTOP заметил правильно, уголок монтажный и все под балкой? такая балка большая и такой маленький уголок, что то надо обязательно менять. Болтовое соединение. всего 4 болта при такой балке. или количество болтов увеличивать или сечение балки уменьшать, конечно если они выполнены не из неземной суперстали работающей на срез (площадь стали в балке должна быть ровна приблизительно площади болтов по сопротивлению на срез если хотя бы логически подходить).
Кто Вам разрешил варить к углам швеллеров колонны балки. Категорически нельзя варить в металлических профилях их углы, не в швеллерах не в уголках и тп. Вы их превратите в пластины, уменьшите сопротивления заложенные в них в сортаменте
ГОСТа на накладки не существует.
Никто там ничего не разрезал.
А вообще, san40, приведенное напряжение в опорном сечении при данных вами нагрузках (это точно они?) и профиле — спаренном швеллере 40у — составляет 380 МПа, что намноооого больше 1,15*Ry=1.15*315=362 МПа для стали С345. По основному металлу не проходит, какая там сварка. Шо-то тут не так.
Может, проЭктантов вызовите? Пусть решение дают — тут дела не шуточные.
Самое интересное — то, что сделаны накладки по поясам, но не в опорном самом нагруженном сечении — оно лысое. Шо-то тут не так. Какой момент в середине пролета?
А если не хотите проектантов вызывать (и зря), тогда — смотрите, как же между колонными швеллерами выварить поясные накладки усиления? Никак не выварить, колонна мешает. Тогда — только подкосы от низа колонны пускать.
И еще — температура менее -45 — и везде прерывистые швы..
