В чем заключается сущность плазменной сварки?
Что такое плазменная сварка и какое оборудование применяется
Область применения плазменной сварки обширная. Таким оборудованием варят фольгу и толстый металл. На прилавках появляется оборудование для промышленного и бытового назначения. Иногда плазменную сварку путают с аргоновой. Аппараты внешне схожи. У методов много общего, но есть принципиальные различия. О них пойдет речь.
Особенности плазменной сварки
Теплогенерирующие параметры плазмы гораздо выше, чем у других сварочных методов. Чтобы контролировать режим разогрева, нужен охлаждающий контур – циркулирующая по нему вода отводит избыточное тепло, из-за этого большие энергопотери. Основные расходные материалы – сопло (горелка выходит из строя при перегреве), тугоплавкие вольфрамовые электроды. Для производства плазменного оборудования нужны огнеупорные материалы, поэтому стоимость сварочных аппаратов в разы выше, чем для электродуговой или аргоновой сварки.
Технологические сложности не пугают, плазменная сварка нередко применяется в промышленности, особенно, если нужны качественные соединения. Ровные швы не нужно зашлифовывать. Метод применим для алюминия и других сложных сплавов.
Устройство и принцип работы
Принципиальное отличие плазменного метода – высокая температура плазмы (до 8000°С), подаваемой в рабочую зону. Ванна расплава защищается атмосферой аргона, постоянный температурный режим стабилизирует система охлаждения. Без нее плазмотрон расплавится, плазма разогревается до 30 тысяч градусов.
В сущности, плазменная сварка заключается в способности аргона переходить в плазму под действием дуги. Ток работает как плазмогенератор, пронизывает электропроводный аргон.
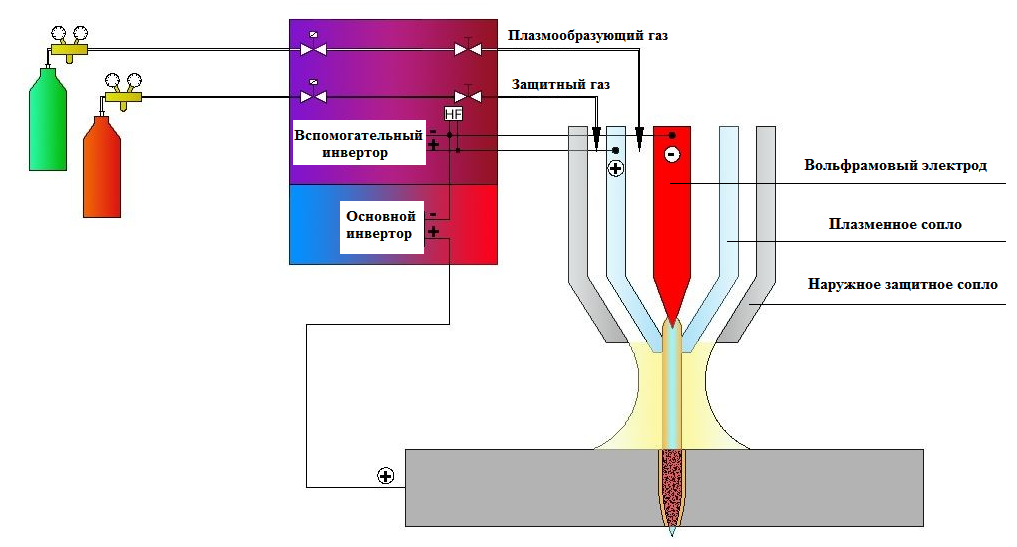
Плазмообразование под действием прямого или переменного тока происходит в плазмотроне. Это открытый с двух сторон конус, сужающийся к низу, в котором по центру расположен тугоплавкий электрод (для этого применяют вольфрамовые с добавками лантана, тория, циркония, иттрия), а внизу – сопло. Из него под большим давлением вырывается плазма.
В качестве плазмообразующего газа применим аргон с добавлением водорода. Он принудительно нагнетается в конус сверху. Поле создается путем подведения тока к двум полюсам: электроду и наружной части горелки. При ионизации и нагреве газ моментально расширяется, он вытесняется за счет внутренних сил мощной струей. Регулятором подачи плазмы выступает сопло. От его диаметра зависит толщина плазменного потока. Размер плазмотрона зависит от режима работы. Чем выше токи, чем больше верхний и выходной диаметры. Одновременно со струей плазмы к рабочей зоне в непрерывном режиме подводится аргон для создания защитного облака, предохраняющего расплав от контакта с кислородом, содержащимся в воздухе. Благодаря аргону, швы получаются чистые, без включений окалины.
Виды плазменной сварки
Используют два метода подключения тока: деталь-электрод; электрод-корпус горелки. Проводится условное деление на виды по мощности генератора, рабочим параметрам оборудования:
- микроплазменная проводится на низких токах, проварка неглубокая, металл не повреждается (ей посвящен отдельный раздел);
- сварка на средних токах, до 25А, соединяют детали от 3 мм и выше;
- работа с большим амперажем, до 150 А, способ подходит для варки толстостенных деталей или прошивного сваривания металла.
По механизму воздействия на рабочую зону, выделяют:
- контактную с линейными и прерывистыми швами (всеми разновидностями швов), бывает косвенного и прямого действия;
- импульсную, характеризующуюся большой глубиной прогрева деталей, бывает прямо и обратно полярная;
- точечную – одностороннюю, применяемую для изготовления листовых сэндвичей, правки швов, прихватки деталей.
Способы различаются по технологии, но качество шва стабильное. Плазменными аппаратами разрешается резать металлоконструкции. Они удобны в труднодоступных местах, куда сложно пробраться с болгаркой.
Плазменная сварка прямого действия
Принцип подключения тока для создания дуги такой же, как в электродуговой сварке: один полюс подается на электрод (минус при прямой полярности), другой присоединяется к обрабатываемому металлу. Создается прямая дуга, направленная на деталь. Принцип создания плазмы двухэтапный:
- сначала клемму присоединяют к соплу, чтобы ионизировать проходящий по плазмотрону газ;
- после плазмообразования клемму перебрасывают на свариваемую деталь, происходит пробой дуги на деталь, плазма вырывается из сопла.
Вот что такое плазменная сварка прямого действия. Струя плазмы регулируется силой тока, газ, вырывающийся из сопла, не только поддерживает дугу, но и защищает рабочую зону.
Плазменная сварка косвенного действия
Дуга возникает за счет подвода одного из полюсов к тугоплавкому электроду (при прямой полярности это минус), другого – к оболочке плазмотрона (плюс). Плазменная дуга зависит от давления плазмообразующего газа. Он при ионизации и разогреве увеличивается в объеме до 50 раз. Плазменная сварка косвенного действия более экономичная по газу. При малом расходе образуется стабильная дуга, она с большой силой вырывается из сопла. Температура плазмы косвенного метода ниже, чем у прямого. Такие установки больше подходят для напыления порошков, создания термоэффектов. Дуга за счет давления газа с силой устремляется к металлу, косвенный метод позволяет варить металлы с низкой электропроводностью (нихром; стали, легированные висмутом и другие справы). Подача защитного газа автономная.
Оборудование для плазменной сварки
Внешне устройства мало чем отличаются от других аппаратов. Они по весу и габаритам сопоставимы с инверторами, аргонно-дуговыми сварочниками, электродуговыми полуавтоматами. Функциональность профессионального оборудования для плазменной сварки поражает — помимо сварки и резки предусмотрены операции:
- воронения – химико-термическая обработка для получения нужного оттенка металла;
- термического оксидирования черных сплавов – образования тугоплавкого диоксида кремния;
- порошкового напыления красителей и защитных составов – создается ровная пленка на поверхности детали;
- закалки – термического упрочнения внутренней структуры сплавов за счет снятия внутренних напряжений.
Установки для плазменной сварки различаются по мощности: от 20 А до 250-ти. Для работы с деталями свыше 2 мм агрегат стоит в пределах от 20 до 49 тысяч. На базе электродуговой сварки плазменное оборудование можно сделать самим, соорудив горелку с плавящимся электродом. Потребуется сварочный аппарат, комплект газовых рукавов для создания защитной атмосферы и шланги для подвода воды к горелке.
Преимущества и недостатки
Основные позитивные моменты плазменного метода:
- доступность – плазмотроном дополняют имеющееся базовое сварочное оборудование;
- из-за высокой температуры в рабочей зоне, под защитной атмосферой образуются однородные по структуре соединения;
- глубина провара контролируется;
- скорость образования швов высокая, снижается объем трудозатрат;
- универсальность – метод применим для любых сплавов, можно варить и резать металл, проводить наплавку порошков.
- стоимость оборудования и работ высокая;
- сложность технологического процесса, необходимы определенные знания и навыки, спецподготовка;
- плазмотрон требует дополнительного ухода, чистки, замены горелки и электрода;
- необходим подвод плазмообразующего газа в плазмотрон;
- нужно охлаждение плазмотрона, чтобы он не выходил из строя;
- большие энергопотери.
Плазменная сварка чаще применяется в промышленных объемах, для индивидуальных работ этот метод слишком затратен.
Микроплазменная сварка
Для соединения тонких деталей от 0,3 до 2 мм толщиной, ремонта медицинских инструментов, подходит микроплазменная сварка. Она проводится на малом токе с 0,1 до 2 А, толщина вольфрамового электрода не превышает 2 мм, диаметр сопла горелки – от 0,5 до 1,5 мм.
Нахлесточные и тавровые соединения таким методом делать не стоит, а торцовые выполняются в любом положении, для них не нужна присадочная проволока. Под стыковые швы делают подкладку. Для работы нужны малоамперные инверторы, выпрямители, генерирующие стабильный ток для поддержки дежурной дуги. Среди промышленного оборудования ручной, автоматической микроплазменной сварки есть модели, имеющие разные режимы работы:
- импульсный прямой или обратной полярности;
- разно-полярно импульсный;
- прямой и обратной непрерывной полярности.
При соединении тонких деталей этим методом снижается риск прожога и тепловой деформации детали за счет узкой зоны разогрева. Фольгу варят только плазмой, другие методы не применяются.
Отличительные особенности микроплазменного шва:
- устойчивость к вибрациям и ударам из-за однородности молекулярного строения;
- гладкая поверхность, не требующая дополнительной обработки;
- высокая точность, благодаря сфокусированной дуге, удается минимизировать отклонения, так как сварочную ванну в процессе образования шва легко регулировать;
- хорошее сцепление кромок при неглубоком проваре.
Оборудование для микроплазмы мобильное, с вмонтированной емкостью для газа, автоматическая подача присадки повышает комфортность проведения работ.
Плазменная сварка – одно из перспективных направлений работ. Она применима для цветных сплавов, алюминия. Удобна во время монтажа тепловых систем в частных домах и для работы с электроникой. Самым удобным считается микроплазменное оборудование. Для соединения больших деталей плазмотрон реально изготовить своими руками.
Виды и особенности плазменной сварки

Плазменная сварка является достаточно молодым методом соединения деталей. Несмотря на то, что он появился относительно недавно, уже набрал большую популярность за счет своих преимуществ и возможностей. Рассмотрим более подробно, что такое плазменная сварка, в чем она заключается и чем отличается от других видов сварок.
Сущность плазменной сварки
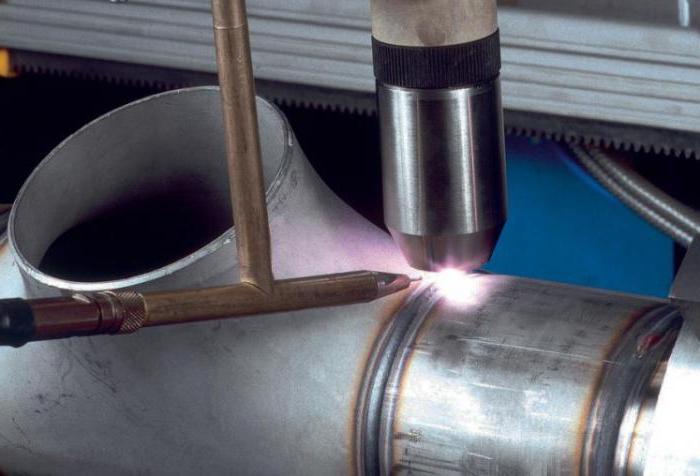
Плазмой называется состояние газа, в которое оно переходит под воздействием электрической дуги. Образуется она в специальном наконечнике, который называется плазмотрон (это как горелка в газовой сварке). Плавление плазмой – это такая техника, при которой для образования плазмы применяются горелка, в которой находится вольфрамовый электрод, сопла плазмы и труб подачи газа и водяного охлаждения. Данный вид незаменим для обработки изделий из металла высокой прочности и толщины (до 9 мм). Он немного схож с методикой дуговой сварки, но в отличие от электрода, который обеспечивает нагрев до 5-7 тысяч градусов, воздействует на изделие сверхвысокой температурой – до 30 тысяч градусов. От этого данный способ часто называют «плазменно-дуговая сварка». Выполнять работы таким аппаратом можно в любом пространственном положении изделия.
Плазменная сварка металла, благодаря высокой температуре воздействия на изделие позволяет обрабатывать широкий спектр металлов – бронза, титан, нержавейка, углеродистая сталь, латунь, чугун, алюминий. Такой способ применяется в разных отраслях производств – приборостроение, машиностроение, пищевая промышленность, изготовление медицинского оборудования, ювелирное дело, химическое производство и многие другие. Плазменная сварка и резка металлов необходима и незаменима практически в каждом производстве.
Плазменная сварка и резка металлов бывает двух видов:
- Плавление металла дугой, которая возникает между изделием и неплавящимся электродом
- Сварка плазменной струей, которая образуется благодаря дуге горит между наконечником плазмотрона и неплавящимся электродом.
В качестве материалов для образования плазмы чаще всего применяется воздух, кислород, аргон и азот. Величина тока в плазме может быть разной, и различают три подвида:
- Микроплазменная сварка, которая реализуется на малом токе до 25 А
- Работа на средних токах – до 150А
- На больших токах, свыше 150А.
Говоря простыми словами, суть данного способа состоит в ионизации рабочего газа, который под давлением переходит в состояние плазмы и обеспечивает высокую температуру, используемую для расплавления металлов для резки или соединения.
Технология плазменной сварки делится на две разновидности:
- плазменная сварка прямого действия;
- плазменная сварка косвенного действия.

Плазменная сварка прямого действия
Это самый распространенный вид соединения металлов в данной технике исполнения швов. Он реализуется за счет электрической дуги, которая возбуждается между электродом и рабочим изделием.
Плазменная сварка алюминия должна проводиться крайне осторожно, так как этот плавиться при температуре 660,3 градуса. Важно контролировать весь процесс, чтобы не допустить пропал. В инструкции к аппаратам есть таблица, в которой указана рекомендованная сила тока для каждого вида металла. Например, плазменная сварка нержавейки проводится на среднем токе, а стали – на высоком.
В дуге прямого действия изначально возбуждается дуга на малых токах, между соплом и заготовкой, после касания плазмой свариваемого изделия возбуждается основная дуга прямого действия. Питание дуги может выполняться переменным и постоянным током прямой полярности, а ее возбуждение осуществляется осциллятором.

Плазменная сварка косвенного действия
В данном случае плазма образуется похожим способом, как и в плазменной сварке прямого действия. Отличие состоит в том, источник питания подключен к электроду и соплу, в результате чего образуется дуга между ними, и как следствие, на выходе из горелки — плазменная струя. Скорость выхода потока плазмы контролируется давлением газа. Основной секрет кроется в том, что газ, переходя в состояние плазмы увеличивает свой объем в 50 раз, за счет чего буквально вылетает из аппарата струей. Энергия расширяющегося газа совместно с тепловой энергией, сообщаемой струе газа, делает плазму мощным источником энергии.
Этот метод не так широко применяется, как первый, хотя имеет достаточное количество преимуществ. Во-первых, он обеспечивает бесперебойную работу даже при микроплазменной сварке (на малых токах). Во-вторых, он позволяет экономить газ (который стоит немало). В-третьих, за счет высокого давления практически нет разбрызгивания. Таким способом можно и варить и резать металл, но для резки не потребуется инертный газ, так как его функция – защищать сварочную ванну, а при разрезании металла она не образуется.

 В завершение можно отметить, что устройство горелки прямого и косвенного метода сильно не отличаются. На картинке слева указана технология образования плазменной струи. Процесс происходит следующим образом: вольфрамовый электрод 2 подключен к отрицательному заряду, а сопло 4 к положительному. За счет этого дуга образуется между соплом и электродом,что характерно при косвенном методе.
В завершение можно отметить, что устройство горелки прямого и косвенного метода сильно не отличаются. На картинке слева указана технология образования плазменной струи. Процесс происходит следующим образом: вольфрамовый электрод 2 подключен к отрицательному заряду, а сопло 4 к положительному. За счет этого дуга образуется между соплом и электродом,что характерно при косвенном методе.
На картинке справа, при прямом методе, дуга образуется между негативно-заряженным электродом и рабочей деталью, с положительным зарядом. Для поджога и возбуждения дуги используется временно подающийся ток на сопло, который после возбуждения дуги отключается.
Аппарат для работы
Аппарат воздушно плазменной сварки представляет собой небольшое техническое оборудование, весом не более 9-10 килограмм. Принцип работы его следующий: внутри находятся схемы управления, выпрямитель тока и трансформатор. Для работы к нему подключается установка с рабочими газами в баллонах – для образования плазмы и инертный газ, необходимый для защиты сварочного шва от окисления. На выходе подключается горелка с газами отдельно для резки. В связи с тем, что данный способ образует слишком высокий температурный режим, в горелке есть специальный отсек для охлаждающей жидкости. Данный аппарат по внешним признаком похож на инвертор. В продаже представлено множество моделей с различными функциями. Если говорить о самом простом, он самый компактный (около 5 кг) с минимальным количеством настроек, в которых разберется не то что новичок, а даже ребенок.

Модели, которые в цене дороже, имеют дополнительные настройки и функции, которые кроме резки и сварки могут выполнять пайку, воронение, оксидирование и закалку металла. Самыми простыми изделия считаются с минимально мощностью до 12А. Их стоимость колеблется в пределах 30 тысяч русских рублей. Оборудование на класс выше и мощнее, до 150А стоят от 40 и до 150 тысяч, зависимо от производителя и дополнительных функций. Самые дорогие модели имеют мощность от 150А, а их стоимость может даже превышать миллион рублей. Для профессионалов, которые постоянно занимаются сплавлением, рекомендуется приобретать качественное и дорогое оборудование. Заплатив один раз можно получить многофункциональное устройство, с помощью которого можно выполнять всевозможные процедуры по металлообработке.
Преимущества и недостатки
Плазменная сварка прямого действия и косвенного имеет свои преимущества и недостатки, как и другие виды сварки. Основными плюсами, что делают этот метод незаменимым для использования во многих промышленных отраслях, являются следующие:
- высокий коэффициент полезного действия и высокая скорость выполнения работ;
- высококачественная резка металла оставляет гладкие кромки и не требует дополнительной их обработки;
- возможность варить и резать изделия, толщиной почти в сантиметр;
- при работе нет шлаков и отходов;
- контроль глубины провара металла, что позволяет избежать пропалов и деформации;
- простота в использовании аппарата.
Кроме положительных моментов, можно отметить несколько недостатков:
- дороговизна оборудования и высокая стоимость работ;
- в сфере профессионального использования высокие требования к мастеру;
- необходимость постоянного контроля над охлаждением, из-за высокой рабочей температуры.
В принципе, все эти минусы, можно превратить в плюсы, если посмотреть на это с другой стороны. Профессиональный мастер, имеющий качественное оборудование может работать в любой сфере и при этом зарабатывать хорошие деньги.
Советы от профессионалов
- перед началом соединения деталей подготовить рабочее место и форму для мастера;
- проверить исправность аппарата и давление в баллонах;
- плазменная сварка алюминия должна производиться на низком токе;
- плазмотрон для сварки необходимо прочищать (продувать) перед началом процесса;
- микроплазменная сварка – идеальный вариант для осваивания данной техники начинающим;
- технология плазменной сварки выбирается самим мастером, так как оба способа имеют свои преимущества.
От положительных ионов – к отрицательным: сварка в четвёртом агрегатном состоянии, преимущества и область применения плазмы
Плазма – ионизирующийся газ, минимальная температура самопроизвольной ионизации – 5 500 ̊C, при плазменной сварке нагрев происходит до 50 000 ̊C. Анодом выступает электрод, катодом – сопло. Дуга возникает между электродом и соплом, выдувается газом, после чего образуется струя плазмы. Технология чаще применяется для резки металла, реже – для сварки.
Государственный стандарт, задающий уровень качества и параметры процесса
Процессы плазменной сварки регламентируются общим для всех видов ГОСТ 2601-84, введённым в действие в 1985 г. в СССР. Изменён в 1992, переиздан в 1996 году. Государственный стандарт определяет процесс с использованием плазмы, как «сварка плавлением, при которой нагрев производится сжатой дугой».
Национальный стандарт Российской Федерации ГОСТ Р ИСО 5817-2009 устанавливает уровни качества сварных соединений. Там указаны и допустимые отклонения в качестве сварки стали, никеля, титана и их сплавов.
Классификация
По ГОСТ 19521-74 «Сварка металлов. Классификация», принятому в СССР в 1975 году и позднее продлённом, плазменно-лучевая сварка отнесена к классу термических. По направлению движений плазменной струи подразделяется на четыре подвида:
- Без колебаний.
- С поперечными колебаниями.
- С продольными колебаниями.
- Со сложными колебаниями.
Технология плазменной сварки и классификация дуги по видам действия
По источнику нагрева различают сварку плазменной дугой и струёй. В первом случае дуга зажигается между деталью и неплавящимся электродом, также её называют дугой прямого действия. Во втором – между наконечником плазмотрона и неплавящимся электродом, – это плазменная дуга косвенного действия.
Горелка (плазмотрон) состоит из сопла, где размещён вольфрамовый электрод. Туда подаются защитный газ, охлаждающая, горячая и холодная жидкости. В плазмотроне происходит сжатие дуги, после чего возрастает её мощность. Одновременно с этим подают газ, который ионизируется, нагревается и расширяется в объёме многократно. В передней части сварочной ванны материал расплавляется и перемещается под давлением плазмы вдоль стенок, образуя шов.
Дуговую плазменную струю используют для соединения и резки как электропроводящих материалов, так и диэлектриков – стекла и керамики. Выглядит струя как конус, верхушкой обращённый к расплавляемой поверхности. Тепловая эффективность зависит от силы тока, напряжения, расстояния от сопла до детали и скорости перемещения горелки.
Струёй сваривают как снизу в горизонтальном, так и фронтально в вертикальном положении изделия. Плазмообразующим газом выступают аргон или гелий, одновременно являющиеся защитой от кислорода.
Классификация по мощности тока
В зависимости от силы тока различают три вида:
- Микроплазменная сварка, до 25 ампер. Получила распространение, благодаря свойству нагревать небольшие участки металла. При такой величине изделие не прожигается насквозь.
- На среднем токе, до 150 ампер. Позволяет варить с высокой точностью. Происходит глубокое, но не широкое расплавление материала.
- На большом токе, свыше 150 ампер. Такая мощность образует широкую дугу, которая проплавляет деталь насквозь. Фактически деталь разрезают, а после этого сваривают. Используют для соединения особо прочных металлов: титана, высоколегированных сталей, сплавов с большим содержанием алюминия.
Оборудование и приспособления
В комплект входят:
- источник питания с вертикальной вольтамперной характеристикой;
- плазмотрон (горелка);
- система подачи газа и охлаждающей жидкости;
- устройство для фиксации детали.
Для безопасной работы необходимо устройство приточно-вытяжной вентиляции. Диапазон мощности установок от 20 до 250 ампер, работают от постоянного тока.
Цена инверторов – от 15 до 500 тысяч рублей. В ценовом сегменте от 300 до 500 тысяч – мощные и многофункциональные установки, которыми режут, сваривают и паяют металл.
Процедура плазменной сварки
При организации работ обязательно соблюдение требований безопасности: проходы между сварочными аппаратами – не менее 1,5 метра, между установкой и стеной – не менее 1 метра. Обязательно выполнение требований правил пожарной безопасности и техники безопасности – защита органов зрения, работа в спецодежде.
Алгоритм действий сварщика состоит:
- из предварительных работ – подготовки оборудования, обезжиривания, зачистки и закрепления детали;
- из выбора режима сварки – в зависимости от толщины металла определяют силу тока, напряжение дуги, скорость сварки, расход защитного и плазмообразующего газа;
- из процесса сварки.
Зазор между соединяемыми плоскостями, если сваривают без присадочной проволоки, устанавливают 0,15 от толщины металла. Если с проволокой, то расстояние между кромками – половина толщины листов.
Диаметр сопла устанавливают в зависимости от силы тока. Перед возбуждением дуги в зону сварки 10-15 секунд подают защитный газ. Включают постоянный ток, зажигают дугу и приступают к плавлению. Рекомендуемое расстояние от сопла до изделия – не более 10 мм. Дуга по мере возможности прерываться не должна, горелка перемещаться стабильно и плавно, колебательными движениями амплитудой 2-3 мм. Не допускается перегрев детали.
Преимущества и недостатки
Список преимуществ этой технологии длинней перечня недостатков:
- стабильность горения, обеспечивающая качество сварных швов;
- сварка без разделки кромок и применения присадочных материалов металла толщиной до 10 мм и толщиной от 0,01 до 0,8 мм на низком токе от 0,1 до 25 ампер;
- напыление любых по плавкости материалов введением в дугу присадочных добавок;
- ограничение зоны перегрева, накаливания;
- низкий расход защитных газов, меньшие термические деформации сравнительно с другими видами сварки;
- резка любых материалов при увеличении силы тока и расхода газа;
- сварка металлов и неметаллов.
- воздействие на персонал электромагнитного излучения инфракрасного и ультрафиолетового диапазона;
- высокие требования к квалификации работника;
- некомфортный уровень шума в ходе работ;
- выделение аэрозольных паров;
- ионизация воздуха в зоне установки.
Интересное видео: аппарат для плазменной сварки и резки, сделанный своими руками
Нюансы плазменной сварки и область ее применения
Из большого многообразия методов обработки металлов – плазменная сварка является наиболее распространенной.
В первую очередь это обусловлено тем, что в современной промышленности довольно часто используется нержавеющая сталь, цветные металлы и их сплавы, для которых применение других видов обработки малоэффективно.
Современное оборудование обеспечивает высокую продуктивность в сравнении с другими технологиями.
- Достоинства и недостатки плазменной сварки
- Разновидности
- Характеристики
- Устройство и принцип работы
- Технология сварки
- Используемое оборудование
- Итог
Достоинства и недостатки плазменной сварки
Итак, что такое плазменная сварка? Это процесс локального расплавления металлического изделия плазменным потоком. Он формируется высокоскоростной дугой, температурой 5000-30000°С.
Газовый поток, проходящий через дугу, нагревается и ионизируется, за счет чего он превращается в плазменный поток и выдувается соплом плазматрона для сварки. В этом и заключается сущность ее работы.
Для того, чтобы данный аппарат функционировал, необходимо лишь электричество и поток сжатого газа. Если используется компрессор, тогда достаточно только электричества.
Для работы необходимо менять лишь плазмотрон и электроды. На этом обслуживание оборудования такого типа и заканчивается. В то время как для других типов сварок необходимо выполнять большее количество работ по уходу. Кроме того они являются более взрывоопасными.
К основным достоинствам данных аппаратов можно отнести:
- высокую скорость резки металлов;
- возможность использования аппарата практически со всеми металлами и сплавами;
- высокая точность и качество шва;
- более низкая стоимость работ по сравнению с другими методами;
- отсутствие деформаций металла при обработке плазмой;
- высокий уровень безопасности выполнения работ.
Разновидности
Сварка плазмой разделяется на несколько видов, в зависимости от силы тока:
- микроплазменная;
- на средних токах;
- на больших токах.
Чаще всего используется именно первый тип. Дело в том, что дуга может гореть при достаточно низких токах, если используются вольфрамовые электроды диаметром до двух миллиметров. Это возможно за счет высокой степени электродуговой ионизации газа.
Схема микроплазменной сварки представлена ниже.
Чертеж плазменной сварки.
Данный вариант технологии наиболее эффективен для соединения тонких деталей толщиной до полутора миллиметров. При этом диаметр дуги не превышает 2 мм. Это позволяет сфокусировать тепло в достаточно маленькой области и не нагревать соседние участки.
Основным газом в данном методе является аргон. Тем не менее в зависимости от типа изделия, в него могут добавляться различные примеси, которые способствуют увеличению эффективности процесса.
Приборы для микроплазменной сварки позволяют работать в нескольких режимах:
- непрерывный;
- импульсный;
- непрерывный обратной полярности.
Плазменная сварка на средних токах во многом схожа с аргонодуговой. Однако первая обладает более высокими температурами, в то же время область нагрева существенно меньше. Это обуславливает ее высокую продуктивность.
Плазменная сварка позволяет проплавлять материал более глубоко, при этом ширина шва получается меньшей, чем в аргонодуговой.
Выполнять сварочные работы можно как с присадочным материалом, так и без него.
Плазменная сварка на больших токах оказывает сильное силовое действие на материал. Она полностью проплавляет металл. В результате в ванне формируется отверстие, то есть детали сначала как бы разрезаются, а затем сплавляются заново.
Характеристики
Принцип работы плазменной сварки дает понять, что ее лучше всего использовать для тонких материалов, нержавеющей стали, цветных металлов и сплавов на их основе. Стоит сразу отметить, что во многих случаях использование других технологий, аргонодуговую сварку не представляется возможным.
В то же время в металлургии и других областях промышленности необходимо выполнять работы именно с такими изделиями.
Схема технологии сварки плазмой.
К основным характеристикам дуги микроплазменной сварки относятся:
- цилиндрическая форма;
- концентрация энергии в небольшой области;
- маленький угол расхождения потока;
- невосприимчивость к изменению расстояния между плазмотроном и изделием;
- высокая безопасность зажигания.
Все перечисленные выше характеристики являются одновременно и достоинствами метода. Например, цилиндрическая форма и возможность увеличения длины позволяет осуществлять сварочные работы даже в самых труднодоступных местах.
Также особенности технологии упрощают проведение сварки при наличии колебаний изделий, за счет нечувствительности к изменению расстояния.
Устройство и принцип работы
Плазменная сварка характеризуется следующим принципом работы: она основана на формировании дуги посредством осциллятора. Приборы функционируют на токах прямой полярности, которые и питают дугу. Она, в свою очередь, образует плазму.
С использованием данной дуги можно осуществлять резку или соединение любых типов металлов и сплавов во всех пространственных положениях.
Плазма формируется из газов, в качестве которых используют аргон или гелий. Они же выполняют и защитные функции. Это исключает косвенное влияние оксида на изделие при плазменной сварке.
Метод характеризуется незначительной чувствительностью к изменению длины дуги. При этом возможно соединение деталей толщиной более пятнадцати миллиметров без скоса кромок.
Это становится возможным благодаря сквозному прорезанию детали. В результате поток может выходить и на обратную сторону изделия. Само же соединение состоит из двух процессов: разрезание и последующая заварка.
Данная технология позволяет осуществлять различные типы соединений. Наибольшее преимущество заключается в возможности сваривания листового металла без разделывания кромок и использования припоя.
Технология сварки
Специфика метода плазменно-дуговой технологии сварки состоит в том, что в область соединения подается плазма из специальной горелки – плазмотрона. В некоторых случаях, если необходимо, может быть использован аргон или гелий для создания инертной среды в области стыка деталей.
Чертеж сварочного аппарата.
Вся энергия концентрируется в плазменной струе. За счет этого нагрев не распространяется по всей области изделия, а фокусируется только возле соединения. При этом температура на таком участке может составлять 10000-15000°С. Однако за счет быстрого отвода тепла металлом, она снижается до температуры плавления в зоне стыка.
Если во время данной процедуры соединение защитить инертным газом, то можно получить высококачественный шов, который не потребует дополнительной ручной обработки.
Корпус горелки выполняется из стали, анод – из меди. Последний охлаждается водой. Дуга питается газом, подающимся под большим давлением в полость между анодом и катодом.
В то же время важно иметь в виду, что аргон не ионизируется. Он быстро улетучивается, смешиваясь с воздухом. Чтобы он надежно выполнял свои защитные функции, необходимо придерживаться определенного расстояния между горелкой и деталью.
Поскольку метод обеспечивает высокий нагрев только в области стыка, это может привести и к нежелательным последствиям. Иногда приходится изделие предварительно прогревать или использовать несколько горелок, чтобы избежать резкого перепада температур по поверхности материала.
При использовании микроплазменной сварки удается получать качественные швы на тонких материалах. Реализация данной технологии возможна даже без использования присадочной проволоки.
Используемое оборудование
Установки для плазменной сварки широко применяются не только на крупном производстве, но и в бытовых условиях. При этом стоит отметить, что спрос на данном оборудовании постоянно растет, что лишний раз подтверждает его востребованность.
Устройство оборудования для сварки.
Все оборудование, предназначенное для выполнения данной работы, можно разделить по следующим особенностям:
- тип воздействия;
- способ стабилизации дуги;
- сила тока.
По своим возможностям плазменная дуга уступает пальму первенства только лишь нескольким технологиям, основанным на лазерном и электронном лучах. В сравнении с другими методами, плазменный отличается более высокой эффективностью и производительностью.
При этом стоит отметить, что не стоит забывать и о других технологиях. Так, для сваривания деталей в серьезных отраслях, например, в авиастроении и аэрокосмической сферах, широко используется аргонодуговая сварка.
Плазменная, в свою очередь, чаще всего применяется для резки металлов, так как она позволяет осуществлять данный процесс с высокой скоростью.
Особенно она становится незаменимой при обработке сплавов с минимальным последующим короблением и развитием напряжений, а также деформаций.
Плазменная технология сварки является единственно возможным и доступным методом обработки некоторых металлов и сплавов. Особенно это относится к нержавеющим сталям, меди, латуни и т.д. Данный метод позволяет получать качественные, надежные и тонкие швы, а также осуществлять резку с высокой эффективностью.
Отдельное применение она нашла в соединении тонколистового металла без использования присадочной проволоки. Кроме того, такой тип сварки обеспечивает локальный нагрев лишь в области стыка, что может быть очень удобным при решении многих задач.
Плазменная сварка и ее особенности
Соединение металлических пластин и деталей толщиной до 10 мм с помощью плазменной сварки производят без предварительной разделки кромок. Такой метод выполняется при воздействии на соединяемые детали высокотемпературной плазменной струи. Плазма состоит из заряженных ионизированных частиц газа, способных проводить ток. Для ионизации газа используют нагревание сжатой дуги, поступающей из плазматрона температурой до 30 000º С.
Что такое плазменная сварка
Плазменная сварка надежно соединяет между собой различные металлы: тугоплавкие нержавеющие легированные стали, алюминий и другие цветные металлы, а также сплавы и чугун. Она широко используется в приборостроении, медицинской и пищевой промышленности и во многих других отраслях промышленности.

Плазма возникает при воздействии на поступаемый газ электрической дуги. Такая операция происходит в специальном устройстве — плазматроне, похожий на горелку, применяемую при газовой сварке. В плазматроне размещен вольфрамовый электрод, подсоединенный к отрицательному источнику тока, также имеется канал по которым подводится газ для получения плазмы.
На конце плазматрона расположено сопло, в зависимости от используемой технологии, оно может быть подключено к плюсу источника тока или нет. Так как температура струи плазмы очень высокая, к соплу подсоединен подвод воды для охлаждения.
После зажигания сжатой дуги в плазмотрон подается газ для образования плазмы. Происходит нагрев газа до высокой температуры, газ ионизируется и в несколько раз расширяется в объеме. Такое изменение состояние газа приводит к образованию плазмы и выхода из сопла с большой скоростью.

Раскаленная струя газа плавит металл, образуя при этом шов. Кроме того дополнительно отдельным каналом подается в место соединения поток защитного газа. При резке металла плазмотрон используется как резак, только в отличие от газовой горелки обрезанные края получаются ровные и нуждаются лишь в небольшой обработке.
Виды плазменной сварки
По способу воздействия дуги на металл сварка может быть двух видов:
- Соединение металлических изделий дугой, возникающей между металлом и электродом из вольфрама.
- Сварка струей плазмы вытекающей из сопла, которая появляется при горении дуги между наконечником плазматрона и электродом.
Для получения плазмы в основном используется следующие виды материалов: кислород, азот, аргон и даже воздух. Нередко применяют и смесь нескольких видов газа, а для некоторых типов сварочных аппаратов используют воду или разбавленный спирт. Величина тока зависит от толщины материала, вида свариваемого металла и скорости резания. Существуют три подвида по силе тока:
- Микроплазменная, применяется для соединения листов металла толщиной до 1 мм. Сила тока до 25 А.
- При средней величине тока до 150 А. Применяется для сварки низкоуглеродистой стали толщиной до 10 мм.
- При большой величине тока больше 150 А.
Плазменная сварка по способу подключения к источникам тока может быть прямого и косвенного действия. В зависимости от объема работы, работа может выполняться в ручном или автоматическом режиме. При ручном режиме присадочная проволока удерживается в зоне шва руками. В промышленности для различных типов свариваемых изделий разработаны специальные автоматические установки.

Сварка прямого действия
Сущность этого способа в том, что электрическая дуга создается между электродом и металлом. Один конец источника тока подключается к электроду, а другой к металлу. Такой вид наиболее широко применяется в промышленности, так как при этом экономно расходуется защитный газ, происходит стабильное без затухания горения и повышается производительность.
Начальная электрическая дуга для начала процесса ионизации газа возбуждается при малой силе тока между соплом и деталью, а после касания детали плазматроном загорается основная дуга. Плазменная струя вытекает из сопла с большим напором и температурой, происходит нагревание и сварка подготовленных изделий.
Технология косвенной сварки
К источнику тока подключается один конец к электроду, а другой к соплу. При таком подключении дуга возбуждается внутри плазматрона между электродом и соплом. Происходит изменение состояния газа и возникновение плазмы, при этом объем газа увеличивается почти в 50 раз, и на выходе из сопла плазменная струя обладает большой энергией.
Этот способ не так распространен, хотя у него есть и несомненные преимущества:
- Он позволяет проводить безотказную работу, даже если она проходит при сварке на малых токах.
- При работе нет разбрызгивания, это позволяет резать металл без использования инертного газа, который необходим для защиты места сварочной ванны.
Плазматроны для прямой и косвенной сварки внешне похожи друг на друга.
Разница заключается только в том, что у горелки прямого действия для розжига начальной дуги на сопло подается ток небольшой мощности, который затем в процессе работы отключается.
Микроплазменная сварка
Особенности такой сварки в том, что она выполняется при небольших значениях силы тока до 25 ампер. Она применяется при соединении тонких листов металла толщиной от 0,025 до 1 мм. Сварка используется в приборостроении и других отраслях где применяются тонкостенные материалы, а также для сварки пластмасс и даже тканей.
Плазменная струя из сопла выходит в виде небольшого узкого луча, при таком размере швы получаются небольшими, так как площадь нагрева маленькая и металл не деформируется. В качестве источника тока может применяться как переменный так и постоянный ток. Горение плазмы происходит непрерывно без перебоев, что позволяет качественно проводить сварку даже неопытным работникам.

Плюсы и минусы
Как и любой вид сварочных работ соединение деталей с помощью плазмы имеет ряд достоинств и недостатков. В частности к плюсам такого способа относится следующее:
- высокая производительность и КПД при производстве работ;
- хорошее качество шва, не требующее дальнейшей зачистки, и дополнительной обработки;
- отсутствие шлаков;
- можно производить резку и сварку изделий до 10 мм, без разделки кромок;
- глубокая проварка при стыковом соединении и отсутствие коробления и деформации.
Среди недостатков можно выделить следующие:
- достаточно затратная стоимость оборудования и выполнения работ;
- при выполнении масштабных работ на производстве необходима высокая квалификация обслуживающего персонала;
- для безопасности работ необходимо производить постоянную подачу охлаждения.
Но все эти недостатки не так значительны, если принимать во внимание высокое качество и надежность выполнения работ.
Применяемое оборудование
Аппараты для плазменной сварки применяются как для промышленных целей, так и для использования в домашних условиях. Для домашних целей применяется портативный плазменный комплекс «Горыныч», который работает от обычной розетки. В качестве плазмообразующей смеси используется обычная вода или спирт. Плазменная струя регулируется и с помощью аппарата можно производить и точечную сварку.

При некоторой сноровки научиться работать и выполнять сварку своими руками совсем несложно, ну а для ознакомления как работает аппарат и с правилами пользования можно посмотреть на видео. Цена аппарата около 30 000 рублей.
Неплохо зарекомендовали себя и другие аппараты для применения в домашних условиях и на небольших производствах: это Мультиплаз, производства Россия, немецкий Fubag, и китайский Aurora Последний отличается также и не высокой ценой.
Для промышленных работ применяют целые комплексы оборудования, состоящие из инверторного аппарата, блока водяного охлаждения, блока поджига и других комплектующих. Один из таких аппаратов TRITON CUT 200 HF W (TR200PRO), цена его от 1 200 000 рублей, максимальный ток при резке 200 Ампер, а толщина металла до 64 мм.

Некоторые умельцы изготавливают самодельные плазменные аппараты, используя готовые схемы и детали от заводских изделий. В интернете можно также найти подробную инструкция по изготовлению такого аппарата. Такой способ обойдется конечно дешевле, ну а надежность и безотказность такого аппарата зависит от качества изготовления и умения мастера.
