Выбор электродов для сварки инвертором
Какие электроды лучше для инвертора

Содержание
- Назначение и типы
- Особенности сварочного оборудования
- Распространенные марки
- На что обращать внимание при выборе
- В качестве вывода
1. Назначение и типы
Стержень, который подводит электрический ток к месту сварки, называется электродом. Так коротко определяют назначение этого важного элемента сварочного процесса. Чтобы работа была эффективной, он должен отвечать ряду требований, например: стержень и его покрытие должно плавиться равномерно, в период хранения должен сохранять свои технологические и физико-химические характеристики, обладать низкой токсичностью во время сварки. Если описывать сам процесс с использованием этих расходных материалов, то для него требуется неизменная дуга горения, чтобы получился качественный шов, разбрызгивание металла должно быть минимальным, а образующийся в процессе шлак должен легко отделяться от шва. Продолжая коротко характеризовать электроды, в том числе для инверторов, скажем об их классификации по строению.
- Неплавящиеся представляют собой прутки – вольфрамовые или углеродистые. Эти стержни только подводят ток, а присадка подается отдельно.
- Плавящиеся являются металлическими стержнями с покрытием. В процессе сварки они расплавляются, участвуя непосредственно в образовании шва. Покрытие состоит из смеси органических, неорганических и других веществ, которые придают электроду определенные свойства, например, для защиты сварного шва от воздействий окружающей среды.
2. Особенности сварочного оборудования
Чтобы разобраться, какие электроды лучше всего подходят для инвертора постоянного тока, важно понимать особенности и технические нюансы такого оборудования. Оно состоит из нескольких ключевых элементов: центрального управляющего блока, трансформатора, высокочастотного преобразователя, сетевого фильтра, силового выпрямителя. Инверторный сварочный аппарат работает в условиях нестабильного напряжения. Отличается от других агрегатов тем, что имеет в своей конструкции электронное устройство, способное преобразовать входящее напряжение до рабочих характеристик, другими словами, он способен генерировать стабильный постоянный ток. Находит широкое применение, так как устойчив к скачкам напряжения, дает возможность регулировать ток в более широких диапазонах, чем обычные аппараты, и способен создавать неизменную дугу, в результате чего шов получается практически идеальным. При работе с ним недооценивать качество электродов нельзя. Их состав и диаметр определяют качество процесса и в итоге срок эксплуатации сварочного оборудования. Инверторные сварочные аппараты имеют неограниченную продолжительность действия, которую надо учитывать, выбирая расходные материалы. Используя оборудования такого типа можно осуществлять сварку даже с неочищенными металлами, например, в случае аварийной ситуации на водопроводных или теплотрассах. Для работы требуются плавящиеся электроды для сварки инвертором, диаметр и состав которых зависит от материала свариваемых деталей.
3. Распространенные марки
Для каждой стали необходимы электроды определенной марки. Особенно это относится к материалам с различными покрытиями и примесями. При использовании инверторных сварочных аппаратов расходные материалы могут вести себя по-разному – эти особенности учитывать стоит. Примеры использования и некоторые характеристики расходных материалов мы приводим в таблице.
Перечень электродов в соответствии с видами стали
1-я группа: УОНИ 13/55, УОНИ 13/45
2-я группа: МР-3, МР-3С
3-я группа:
LB-52U;
ОЗС-4,
ОЗС -6
ОЗС -12;
АНО-21
1-я группа – одни из самых сложных электродов, которые используются для создания высококачественных прочных швов на конструкциях с повышенной нагрузкой. Требуют квалификации сварщика и особого внимания к процессу.
2-я группа – электроды для универсальных работ и сварки неочищенного и ржавого материала. Последние можно использовать для создания сварочных швов с повышенными требованиями к герметизации и сопротивляемости материала
4. На что обращать внимание при выборе
Выбор диаметра электрода определяется толщиной материала. Например, для проваривания широких стенок требуется больше времени и больше материала расходного элемента. Чем он толще, тем дольше будет работа в непрерывном режиме, тонкий электрод в этом случае быстро прогорит. Специалист может рассчитать длительность процесса и размер шва. Так, например, для сварки уголков или профильных труб не требуется жесткого соблюдения требований герметизации, поэтому для работы могут использоваться универсальные электроды от 0,5 до 2 мм для сварки инвертором. Для выполнения сложных трассовых сварочных работ с толстыми элементами конструкции или профильными опорами для сборки требуются элементы большего диаметра.
Выбор по внешнему виду важен не менее, чем надпись на упаковке. Сухая поверхность элемента, который должен быть плотным. Вздутия, наплывы и всевозможные поры исключаются. Иногда допускаются продольные трещины, неровности и задиры определенного размера – эти значения следует проверять по ГОСТу.

В качестве упаковки должна выступать водонепроницаемая бумага или картонные коробки в герметичной полиэтиленовой пленке. На коробке указываются свариваемые материалы, значения тока и особые условия сварочного процесса. В обязательном порядке ставятся обозначения электродов в соответствии с принятой маркировкой. Пишется также их расход. На практике этот параметр является довольно условным: на разных материалах и конструкциях разного назначения расход одного и того же расходного материала может быть различным.
5. В качестве вывода
Соотношение полезного металла и шлака в процессе сварки характеризуется коэффициентом наплавки, который, в том числе, зависит от условий хранения электродов. Отсыревшие элементы можно высушить, но их коэффициент наплавки будет уже гораздо меньше. Поэтому при покупке важно тщательно проверять упаковку и хранить расходные материалы в соответствии с нормами. Качество шва должно быть безупречным, особенно если речь идет о герметичном и наружном соединении. Правильно подобранный электрод позволяет создавать ровные швы с необходимой выпуклостью или вогнутостью. Не менее важно подобрать эти элементы так, чтобы эффективно выполнить сварку по металлу, который подвержен коррозийному воздействию. Качество сварки во многом определяется и тем, как отходит шлак. Неправильные электроды для инвертора приведут к тому, что шлак отлетит вместе со швом, несмотря на все старания работника.
В целом современные инверторные сварочные аппараты предоставляют возможность использовать весь спектр электродов. Качественного шва проще добиться, подобрав соответствующий материал. На нашем сайте вы найдете большой выбор расходных материалов для сварки. Если у вас есть вопросы по конкретной задаче, вы можете обратиться к менеджеру магазина по телефонам, указанным на сайте.
Какие электроды выбрать для сварки инвертором новичку

Тем, кто недавно начали осваивать сварочное ремесло, рекомендуется разобраться, что такое электроды, как устроены и какие лучше выбрать для сварки инвертором новичку. Это первый элемент, с которым придется столкнуться начинающим мастерам. С его помощью формируются швы. Для качественной обработки металлов и быстрого выполнения задачи нужно хорошо понимать, какими бывают расходные материалы, как они маркируются, где применяется каждый из них.

Будущим специалистам сварного дела, которые постигли эти тонкости, будет проще сделать правильный выбор. Этот аппарат легче всего освоить, поэтому он особенно популярен среди людей, которые только начали свою деятельность.
Что такое электрод: устройство

Это стержень из металла или другого электропроводного состава. Он обеспечивает поставку тока от аппарата к предмету, которому требуются сварочные работы. Элементы бывают разной длины: от 25 до 45 см. У каждого из них есть защитное покрытие. Оно предотвращает процесс окисления. «Голой» остается лишь небольшая часть расходника – та, что вставляется в держатель. Поэтому при поиске комплектующих важно учитывать их толщину.
Самыми востребованными считаются трёхмиллиметровые. Варианты в 1 и 2 мм менее популярны у специалистов. Тонкие используются со стальными листами и другими деталями, требующими ювелирного подхода.
В магазинах вы легко найдете пятимиллиметровые элементы, но начинающим они требуются редко. Стержни с торцом больше 3 мм нужны для сплавов, образующих толстые листы. Для работы с ними нужен аппарат большой мощности, который найдется не у каждого новичка. Разнообразие выбора заставляет задаться вопросом, как правильно выбрать сварочные электроды для инвертора и подобрать их диаметр по толщине металла для качественной сварки. Мы рекомендуем руководствоваться следующим принципом: соотнесите значения на комплектующих и материале, с которым планируете иметь дело. К примеру, для двухмиллиметровых металлических листов используйте стержни в 2 мм.

Классификация расходников
| по назначению | обозначение | |
| для углеродистых и легированных сталей конструкционных с временным сопротивлением разрыву до 600 мпа | э38, э42, э42а, э46, э46а, э50, э50а, э55, э60 | у |
| для легированных конструкционных металлов со стойкостью на разрывание более 600 мпа | э70, э85, э100, э125, э150 | л |
| для теплоустойчивых материалов, прошедших легирование | э09м, э09мх и др. | т |
| сваривание высоколегированных деталей с особыми свойствами | э12х13, э06х13м, э10х17т и др. | в |
| наплавка поверхностных покрытий с особенными характеристиками | э10г2, э11гз, э16г2хм и др. | н |
Выделение общих групп среди великого множества вариантов – сложная задача, за которую берутся не все опытные мастера. их схематично делят по назначению, химическому составу оплавленного сплава, видам, толщине, материалу, из которого они сделаны, механическим свойствам. Специалисты со стажем используют те расходники, к которым привыкли, или те, что удовлетворяют их по соотношению цены и качества.
При выборе они обычно учитывают два критерия:
- Тип металла, с которым нужно будет работать. Если сварочные работы проходят дома, то чаще всего речь идет о железе и сплавах на его основе – так называемых черных. В этом случае единственный момент, который стоит учитывать новичку, это содержание углерода. Выясните, с какой сталью придется иметь дело: высоко, средне, низкоуглеродистой или чугуном. Знакомство также часто приходится начинать с «нержавейки».
- Требования к конструкции. Прежде чем решать, какие электроды для инверторной сварки выбрать и как, необходимо понять, будут ли швы подвергаться вибрационным нагрузкам или перепадам температуры. В этом случае стоит обратить внимание на стержни с повышенными свойствами.
Классификация по типу покрытия
Выделяют 4 варианта:
Основное или фтористо-кальциевое
Идентифицируется буквой «Б». Оно состоит из карбонатов кальция и магния. В его составе может быть мрамор, магнезит, доломит. Эти элементы обладают малой окислительной способностью, за счет чего процесс удаления из расплавленного металла кислорода идет быстрее. Второе название появилось благодаря тому, что разбавителем шлака служит природный фторид кальция – флюорит.
Преимущество фтористо-кальциевых электродов в низком содержании водорода. Этот фактор позволяет получить прочный шов, без газов и примесей, а также свести к минимуму риск возникновения горячих трещин. Расходники с основным защитным слоем прекрасно подходят для трубопроводов, по которым проходят сероводородные соединения, поскольку хорошо сопротивляются растрескиванию.
Но есть и нюанс. Все должно проходить при постоянном токе обратной полярности, поскольку фторид кальция тормозит работу комплектующих с переменным напряжением и сварочная дуга может гореть нестабильно.
Выбирайте электроды с этим типом покрытия, если планируете работать со сталью с высоким содержанием серы или материалом, который должен выдерживать большие нагрузки или будет регулярно подвергаться воздействию значительных температур. Они также подходят для сварки жестких конструкций.
Рутиловое
Несмотря на то, что «основным» назван другой вид, именно этот вариант используется в 95% работ. Газ, который выделяется во время горения, не токсичен, поэтому это самое безопасное для здоровья мастера решение.
Металлический шов, выполненный с помощью концентрата, устойчив к трещинам, не сгибается и не ломается, поскольку материал расходника увеличивает вязкость. Такое покрытие идеально, если сварщик работает коротким швом, потому что дуга горит хорошо, даже если в сети скачет напряжение. Для людей, которые еще не набили руку и не могут удерживать ее на протяжении всего рабочего процесса, это лучший вариант. Кроме того, с ним можно действовать в любой пространственной плоскости.
Кислое
Подходит, если сварочные работы требуется ускорить за счет форсирования или удлинения дугового разряда. Это наиболее токсичный тип. Из-за повышенного уровня разбрызгиваемости с ним можно взаимодействовать только в нижнем положении. Не стоит применять его при высокотемпературной прокалке. Начинающим не рекомендуется.
С целлюлозным видом обмазки
Наполовину состоит из органических соединений – муки, крахмала, целлюлозы, наполовину из природных и синтетических силикатов. Это очень тонкие расходники, поэтому использовать их можно в любой плоскости. Шов с их помощью создается очень легко, что увеличивает скорость выполнения задачи в несколько раз, но поверхность шва неровная, требует шлифовки. Выбирайте целлюлозное покрытие, если придется работать углеродистыми и низколегированными сталями. Оно также подойдет для труднодоступных конструкций, поскольку диаметр таких элементов минимален.
Как выбрать электроды для сварки инвертором

Диаметр и толщина металла
Сравните эти два критерия. Они должна быть примерно одинаковыми. Для инверторного оборудования обычно берут стержни до 2 мм, потому что для более габаритных заказов не подойдут.
Назначение
Существует много тонкостей. Выбор зависит от технологии работы, которую вы будете использовать, сварочного оборудования, исходного материала. Универсальный совет – не гонитесь за дешевыми предложениями. конечно, мастер может качественно выполнить задачу, взяв любые подручные средства, но следует обратить внимание на варианты средней ценовой категории, которые минимизируют ошибки и не ударят по карману.
Какими электродами лучше варить: выбираем по видам металлических изделий
Забор

Расходники с рутиловым покрытием – беспроигрышны для новичка. Это AHO с номерами 4,6, 21, 36., МР-3, ОК-4600. Также можно брать стержни смешанной рецептуры «Монолит», «Гранит», «Арсенал». Преимущество – легкое возбуждение электрической дуги. Вы сможете варить с отрывом, при этом поры в шве образовываться не будут. Эффективно, когда требуется оперативно возвести многометровую конструкцию.
Тонкий металл

Чтобы не прожечь дырки, ищите элементы с минимальным диаметром: как выбрать нужный электрод для сварки мы уже говорили выше – соотносите с толщиной листа.
Трубы

Газовые обрабатывают марками ОК-46 и ЛБ-52. Для системы отопления приобретите Э42А, УОНИ-13/45, для водопровода – МН-5 и МНЖ5.
Швеллер

Здесь все зависит от размера детали. Если они небольшие, то выбирает пяти, шести миллиметровые АНО-21. С ними можно варить даже ржавые поверхности. Если габариты швеллера внушительны, только УОНИ-13/55У. Они не ограничивают мастера: переменный и постоянный ток, обратная и прямая полярность.
Рельсы
Специалисты рекомендуют марки УОНИ-13/45 и УОНИ-13/55.
Выбор электродов для сварки инвертором для начинающих: как и какие выбрать по видам металла

Очень часто в домашних условиях главным критерием, которым руководствуется начинающий сварщик становится материал.
Нержавеющая сталь
Это одно из самых часто используемых комплектующих, поэтому расходники для него даже выделяют в отдельную группу. Для ручной берите ЦЛ-11 – это надежный и простой в эксплуатации вариант.
Чугун

Здесь также есть своя группа расходных элементов. Они бывают никелевые, медные и железно-медно-никелевые. Отдайте предпочтение марке ОЗЧ. Для ковкого сплава подойдет изделие с номерами 2 и 6, для литого – 1 и 3.
Арматура

Для нее годится товар с рутиловым или основным покрытием АНО-21.
Оцинковка
Популярные среди изделий из этого материала – УОНИ 13/55, ЦУ-5, ЦЛ-20, ТМУ-21.
Специальные расходники для пластичного металла – ОЗБ-2М и АНЦ/ОЗМ-2.
Выбираем комплектующие для резки
Их главные характеристики:
- высокая окисляемость;
- покрытие должно выдерживать высокие температуры;
- высокая тепловая мощность дуги.
Поэтому лучше отдавать предпочтение сериям, предназначенным специально для этого процесса. Иначе может потечь из-за высокой температуры и помешать выполнить заказ качественно. Кроме того, удвоится расход электроэнергии. Вместо традиционных металлических прутков берите графитовые и трубчатые.
Как подобрать лучшие электроды для сварки инвертором
Опытные мастера рекомендуют следующие марки:
Фтористо-кальциевое покрытие
- ESAB;
- УОНИ 13/55.
Рутиловый слой
- АHO-4;
- МP-3;
- ОК 46.00.
Нержавеющая сталь
- НЖ-13;
- ОЗЛ-8;
- ЦЛ-11.
Мы рассказали вам, как начинающему мастеру выбрать подходящие расходники, дали указания, на каких вариантах остановиться, если пока не можешь оценить ситуацию с высоты собственного опыта, и рассказали, как выбирают определенный диаметр электрода. Надеемся, наши рекомендации позволят вам качественно выполнить работу и помогут дальше совершенствовать свое мастерство.
Какие электроды лучше – подсказки и рейтинг
 Каждый сварщик, будь он начинающим специалистом или опытным мастером, ответит на поставленный вопрос по-разному. Обусловлено это крайней субъективностью такого подхода. В данной статье мы попытаемся наиболее подробно раскрыть ответ на вопрос, проанализировав различные марки и виды электродов.
Каждый сварщик, будь он начинающим специалистом или опытным мастером, ответит на поставленный вопрос по-разному. Обусловлено это крайней субъективностью такого подхода. В данной статье мы попытаемся наиболее подробно раскрыть ответ на вопрос, проанализировав различные марки и виды электродов.
- Какие электроды лучше
- Для новичков
- Для бытовой сварки
- Для сварки нержавейки
- Видео
- Для сварки чугуна
- Для труб
- Для инвертора
- Самые лучшие электроды для сварки – прокаленные и сухие
- Какое нужно покрытие
- Популярные и самые хорошие отечественные электроды для сварки
- Лучшие и качественные импортные электроды
- Рейтинги
- Лучшие (популярные) марки электродов
- Лучшие (популярные) производители электродов
- Вывод
Какие электроды лучше
Прежде всего необходимо перечислить критерии, в соответствии с которыми происходит выбор электрических проводников:
- начинающим сварщикам рекомендуется применять в работе расходники с рутиловым покрытием, для опытных специалистов обмазка стержня не играет важной роли;
- электроды могут быть плавящиеся и неплавящиеся;
- необходимо определить конструкцию, изделие или оборудование какого типа предстоит сваривать;
- выбор также зависит от марки обрабатываемой сталей (см. назначения);
- толщина изделий;
- значительное влияние оказывает и тип работ: сложные и массивные конструкции сваривают электродами большого диаметра, сваривание профильных элементов осуществляется материалами диаметром до 2 мм.;
- род сварочного тока и полярность его подключения;
- и не последнюю роль играет качество сварочных электродов.

Не используйте материалы со сколотой обмазкой!
Для новичков
Чаще всего вопрос про то, какие лучше, какие хуже задают новички, поэтому начнем с того, какие хорошие электроды для новичков. Как уже было указано ранее, предпочтительным вариантом электродов для новичков являются стержни с рутиловым покрытием. Это обусловлено тем фактом, что данный тип проводников характеризуются легкостью использования. 
Наиболее популярные марки с рутиловым покрытием:
- АНО-4.
- МР-3.
- ОК 46.00 (на картинке).
- UTP 65D.
Для бытовой сварки
 Бытовая сварка характеризуется невысоким уровнем сложности, а также отсутствием особых требований к надежности и качеству сварного шва. При этом ожидается легкость в работе. Поэтому отдельно рассмотрим хорошие электроды для бытовой сварки.
Бытовая сварка характеризуется невысоким уровнем сложности, а также отсутствием особых требований к надежности и качеству сварного шва. При этом ожидается легкость в работе. Поэтому отдельно рассмотрим хорошие электроды для бытовой сварки.
К бытовому свариванию можно отнести работы по изготовлению мелких конструкций (например, сварка оградительных систем(заборов) , каркасов теплиц и другое), выполнение небольших работ в гараже или на стройке частного дома.
Электроды АНО (на картинке справа) чаще всего выбирают для проведения сварки в домашних условиях. Данная марка подходит для работы практически со всеми видами сварочных инверторов. Поэтому и получила большое распространение среди начинающих и домашних мастеров.
Проводники марки МР-3 отличаются универсальностью и неприхотливостью. Данные расходники позволяют сваривать даже влажные, ржавые и плохо очищенные поверхности.
УОНИ – электроды для прочного шва, обладают более капризным “характером”. Для сваривания данной марки необходимо иметь определенные навыки, но зато УОНИ могут применяться для сварки поверхностей любых сложностей.
[ads-pc-2][ads-mob-2]
Для сварки нержавейки

Сварочный электрод ЭА-400/10Т.
Теперь, какие электроды лучше для сварки нержавейки. Многие домашние мастера часто интересуются вопросом: можно ли варить нержавеющую сталь обычными электродами? Проводить соединение нержавейки таким типом расходников можно, однако это не совсем профессионально и сварочные швы в скором времени могут покрыться ржавчиной.
Перечень наиболее востребованных марок электродов для сварки нержавеющей стали:
- НЖ-13.
- ОЗЛ-8.
- ЦЛ-11.
- ЦТ-15.
- ЭА-400/10Т.
- ОК 63.30.
Видео
Посмотрите небольшой ролик, где демонстрируется сварка нержавейки “черным” электродом, но как видно по оценкам видео и комментариям к ролику, такая сварка вызывает неоднозначную оценку у профессионалов и у любителей.
С полным списком можно ознакомиться в разделе “Электроды по нержавейке”.
Для сварки чугуна

Какие хорошие электроды для сварки чугуна можно было бы порекомендовать? Чугун является одним из самых популярных материалов, используемым в разнообразных сферах и областях. Существует несколько видов чугуна: ковкий, серый, высокопрочный и т.д.
Как правило, практически все, перечисленные ниже электроды подойдут для чугуна, но не любого вида (электрод должен соответствовать марке металла, но это уже тема отдельного разговора) :
Весь перечень электродов, предназначенных для сварки чугуна, представлены в разделе “Электроды для сварки и наплавки чугуна”.
Для труб
При выборе расходников для сваривания труб главным критерием служит толщина изделия. Чем более толстостенную трубу придется варить, тем больше должен быть диаметр электрода.

Существует четыре вида соединений, которые используются при сварке труб:
- встык;
- внахлёст;
- втавр;
- в угол.
Тип соединения также влияет на выбор марки электрода.
Кроме этого, следует помнить, что классификация труб достаточно обширна, поэтому выбрать лучшие электроды для труб – это вопрос некорректно поставленный. Для работы с ответственными трубопроводами следует применять электроды, рассчитанные на сложные сварочные процессы. К расходникам для сваривания бытовых труб (например, водопровод) не предъявляются повышенные требования по прочности и надежности.
Востребованные марки сварочных материалов для сваривания труб:
Полный перечень представлен в разделе “Электроды для сварки труб”.
Следует отметить, что наибольшей популярностью у профессиональных сварщиков пользуются электроды LB-52U. Данная марка отлично подходит для сваривания ответственных резервуаров; газопроводов, внутри которых поддерживается высокое давление.

Любителям и начинающим сварщикам для бытовых целей рекомендуется приобретать марки с рутиловым покрытием: АНО-4, МР-3С, ОК 46.00 и другие.
[ads-pc-3][ads-mob-3]
Для инвертора
Опять-же, новички задают вопрос: “Какие сварочные электроды лучше для инвертора?”. На современном рынке материалов для сварки представлено великое множество электродов для инвертора.
Если же у сварщика возникает вопрос о подходящих для инвертора видах проводника, скорее всего это начинающий специалист. Соответственно, рекомендуется применять расходники с рутиловой обмазкой.
Самые лучшие электроды для сварки – прокаленные и сухие
Главной составляющей удобной и комфортной сварки, а также качественного результата являются сухие электроды, без повреждений. Прокалка и сушка чрезвычайно важны. Осуществление данных процедур поможет избежать многих проблем во время проведения сварочных работ: прилипание проводника, осыпание покрытия и т.д.
Какое нужно покрытие
 Существует четыре основных вида покрытия, каждое из которых имеет свои отличительные свойства.
Существует четыре основных вида покрытия, каждое из которых имеет свои отличительные свойства.
1. Кислое покрытие состоит в основном из железа, марганца, кремния и прочих химических элементов. Электроды с данным видом обмазки имеют в маркировке букву “А”. Преимущества расходников с кислым покрытием: высокая сопротивляемость появлению в сварном соединении воздушных каналов; возможность обработки ржавых изделий и деталей с окалиной. Основной недостаток – опасность появления горячих трещин на металле сварочного шва.
2. Электрические проводники с целлюлозным видом обмазки обозначаются буквой “Ц”. Особенность – высокое содержание органических веществ (массовая доля может достигать 50%): целлюлоза, органические смолы, ферроспалвы и т.д. При сгорании в дуге такого рода покрытия выделяют большое количество защитных газов и малое – шлака. Это гарантирует удобство сварочных работ в вертикальном положении. Недостатки: высокое содержание водорода при работе со сталью могут отрицательно сказываться на характеристиках наплавленного металла; значительно количество брызг.
3. Рутиловые электроды имеют в маркировке букву “Р”. Основой покрытия является рутил, а также некоторое содержание кремния и кислорода. Данный вид характеризуется спокойным расплавлением, небольшим количеством брызг, легким отделением шлака, шов имеет тонкий рисунок. Важная особенность – простота повторного зажигания дуги. Сварочные работы следует проводить в условиях нормальной влажности и после прокалки материалов, иначе качество соединения ухудшается и появляются признаки окисления.
4. Основное покрытие электродов обозначается буквой “Б”, состоит из карбонатов магния и кальция. Проводники с данным типом обмазки предназначены для работы на постоянном токе, а также для соединения ответственных конструкций и трубопроводов. Наплавленный металл обладает повышенным уровнем пластичности, не отличается склонностью к окислению. Главное достоинство – слабая насыщенность такого типа покрытия водородом позволяет исключить ухудшение характеристик стали и других металлов. Основной недостаток – образование большого количества шлака.
Популярные и самые хорошие отечественные электроды для сварки

В результате маркетинговых исследований рынка сварочных материалов, наиболее популярными брендами в последние годы являются:

Рейтинг экспертов выглядит следующим образом:
- КОМЗ.
- ЭСАБ-Тюмень.
- “Пензаэлектрод”.
- “ЛЭЗ”.
- “СЭЗ”.
Лучшие и качественные импортные электроды

Эксперты и конечные потребители схожи во мнении о качественных и особо востребованных иностранных брендах сварочных электродах:
Рейтинги
Лучшие (популярные) марки электродов
Материалы по чугуну и нержавейки не включены, по причине своей специфичности.
Лучшие (популярные) производители электродов
Если вы видите, что в рейтингах не хватает заслуженной марки или производителя, напишите в комментариях, они будут добавлены в опрос.
Вывод
Каждый сварщик сам решает какую марку сварочных материалов использовать. Проанализировав всю представленную информацию и ознакомившись с данными рейтингов, вы несомненно сможете остановить свой выбор на необходимых электродах, подходящих для выполнения определенных работ. Успехов!
6,5 лет назад работали на субподряде в Дубае на строительстве дома D1 Tower (80 этажей), работали местными Арабскими электродами RSE S 46 – с рутиловым-целлюлозным покрытием и RS 48.18 – с основным покрытием, коэффициент наплавки очень удивляет, разбрызгивание минимальное, послушные. Нам сказали что эти электроды были созданы специально для внутреннего рынка – строительства. Так вот лучше электродов rse, я больше пока не пробовал, а Арабы перед тем как с чем то работать, кому хочешь и куда хочешь залезут сто раз чтобы качество перепроверить. Kobelco LB-52U кстати еще работал, оригиналами, тоже хороши.
Прошу администрацию сайта обеспечить своих сварных и протестировать электроды RSE, думаю все будут приятно удивлены, они есть в России, но к сожалению в Москве работают только с оптом.
Кстати проволока омедненная у rse – тоже сказка !
Анатолий Сергеевич, спасибо, что поделились!
Выбираем сварочные электроды

Электроды – устройство и принцип действия.

Появление новых видов сварок (MIG/MAG, TIG) немного расширило ассортимент материалов, применяемых для сварки, но основным расходным материалом сварочных работ до сих пор остаются плавкие штучные электроды для ручной сварки (MMA). Это неудивительно – снижение цен на компактные сварочные трансформаторы и сварочные инверторы привело к тому, что сварка перестала быть уделом специалистов и сварочный аппарат сегодня есть у многих. Соответственно, обилие различнейших электродов на прилавках может вогнать в ступор даже опытного мастера.
Вообще, большинство характеристик электродов имеет рекомендательный характер. Вполне можно при сварке переменным током железных деталей использовать электроды для нержавейки, да еще и предназначенные для постоянного тока. Но при неправильном использовании электродов качество шва будет намного хуже, да и процесс сварки может вызывать немалые затруднения. Поэтому, прежде чем начать использовать свежекупленный сварочный аппарат, надо разобраться, какие электроды подойдут к нему и к каждому конкретному свариваемому материалу.

Устроен электрод достаточно просто – металлический стержень из электропроводного материала, покрытый обмазкой (покрытием). Назначение стержня – создавать электрический контакт между анодом и катодом для поддержания электрической дуги и (в случае плавкого электрода) служить источником металла для шва. Основное назначение обмазки – создавать при горении газовую защиту для предотвращения окисления расплавленного металла. Кроме того, компоненты обмазки могут служить для стабилизации горения дуги, облегчения розжига дуги и изменения свойств металла шва.
Особенность использования покрытых электродов – в образующейся поверх сварочной ванны пленке продуктов сгорания обмазки — шлака. Шлак легче расплавленного металла, и, пока металл находится в жидком состоянии, шлаковая пленка покрывает его сверху, улучшая защиту сварочной ванны. Но если шов делается в несколько проходов, перед каждым последующим проходом остывший шлак следует счищать, иначе вкрапления шлака могут остаться в глубине шва, что очень сильно снизит его прочность. Также шлак следует счищать после окончания сварки, особенно, если предполагается последующая покраска сваренных деталей.
Различают три вида ручной сварки плавким электродом: переменным током, постоянным током прямой полярности и постоянным током обратной полярности.

При сварке переменным током анод и катод меняются местами с частотой питающей сети, дуга нестабильна и требует не только использования подходящих электродов, но и немалого опыта сварщика. Плюсом сварки переменным током является минимальное магнитное отдувание электрической дуги – отклонение дуги в сторону под действием электромагнитных сил, возникающих в свариваемых деталях. В большинстве случаев это преимущество не будет заметно, но иногда стыковые и угловые швы проще варить переменным током.
Кроме того, сварка переменным током оптимальна при сварке алюминиевых сплавов. Хотя наилучший эффект дает сварка алюминия TIG-методом в среде аргона, существуют и электроды по алюминию для MMA-сварки без создания защитной газовой среды, и ими лучше варить переменным током. В то же время сварка алюминия простой ручной сваркой сложна и требует от сварщика особых навыков и немалого опыта.
При сварке постоянным током следует иметь в виду, что анод (положительный полюс) всегда нагревается сильнее катода. Поэтому сварку током прямой полярности (когда вывод «+» подведен к детали, а «-» — к электроду) применяют при сваривании толстостенных элементов и при резке металла. А сварку обратной полярности – наоборот – при сварке тонкостенных элементов и при сварке металлов, не любящих сильного нагрева. Следует иметь в виду, что форма дуги при прямой и обратной полярности разная и пятно контакта дуги с металлом в случае обратной полярности имеет меньшую площадь. Вследствие этого при сварке постоянным током обратной полярности глубина проплавления больше, но площадь сварочной ванны меньше, шов тоньше.
Характеристики электродов.

Покрытие. Различные покрытия обусловливают различные свойства, и соответственно, применения электродов. Наиболее распространенными покрытиями являются рутиловое и основное.
Рутиловое покрытие хорошо зажигается даже при невысоком напряжении холостого хода аппарата, электроды с таким покрытием дают мало брызг, шов получается аккуратный, с низкой пористостью. Электродами с рутиловым покрытием можно варить детали, не счищая ржавчину, и продукты горения этого покрытия наименее токсичны. Из минусов рутилового покрытия – высокая вероятность образования трещин шва и обилие трудноудалимого шлака. Предназначены для сварки низкоуглеродистого металла как постоянным, так и переменным током. Начинающим сварщикам рекомендуется применять электроды именно с рутиловым покрытием.
Электроды с основным покрытием предназначены для образования швов высокой прочности, стойких к ударным нагрузкам. Шов стоек к появлению трещин, но при неправильно выставленных параметрах сварки, может иметь пористую структуру. Кроме того, для уверенного розжига таких электродов требуется высокое напряжение холостого хода сварочного аппарата. Варить такими электродами рекомендуется постоянным током обратной полярности.
Также на электродах встречается кислое покрытие (по свойствам близкое к рутиловому, но продукты его горения высокотоксичны), целлюлозное (близкое к основному) и ильменитовое, средние по свойствам между рутиловыми и основными.
Род тока. Выбирается исходя из особенностей сварочного аппарата. Сварочным трансформаторам не подойдут электроды, предназначенные только для постоянного тока. Обладатели же выпрямителей могут выбирать электроды сообразно имеющейся задачи.

Диаметр. Следует выбирать, исходя из толщины свариваемых деталей и возможностей сварочного аппарата. Таблица соответствия токов и диаметров обычно приведены на коробке электродов. Если на коробке таблицы нет, можно выбрать по усредненным данным:
Ориентировочная таблица соответствий токов сварки.
| Диаметр электрода | Толщина металла | Сварочный ток |
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 6 | 10-24 | 220-320 |
Приоритет – у возможностей сварочного аппарата. Если аппарат позволяет использовать электроды максимум 4мм, то для сварки толстых (толще 10мм) деталей все равно придется использовать 4мм электроды – просто варить придется долго, в несколько проходов. Не стоит пытаться варить электродами, большими, чем это позволяется руководством по эксплуатации сварочного аппарата – тока не хватит для создания дуги и сварка будет просто невозможна.
Назначение. Выбирается исходя из материала предполагаемых к сварке деталей. Чаще всего можно варить детали и электродами для других металлов, но тогда надо быть готовым к тому, что свойства металла шва будут отличаться от свойств металла самих деталей. Поэтому для ответственных швов лучше все же подбирать соответствующие электроды.
А для наиболее ответственных швов, подверженных сжатию-растяжению или ударным нагрузкам, следует обратить внимание на показатели прочности и пластичности электродов: временное сопротивление, относительное удлинение, ударная вязкость и предел текучести. При выполнении ответственных швов надо следить, чтобы перечисленные показатели металла свариваемых деталей более или менее совпадали с аналогичными показателями электродов. Следует иметь в виду, что эти показатели электродов характеризуют не металл, из которого сделан электрод, а металл будущего шва. Свойства самого электрода могут быть другими, и излишняя пластичность электрода, призванного обеспечить упругий шов, не должна вводить в заблуждение.

Временное сопротивление (или статический предел прочности) показывает, при каком усилии произойдет разрушение детали.

Относительное удлинение показывает, насколько металл детали растянется перед началом разрушения.

Предел текучести – это напряжение, при котором начинается деформация детали.
Ударная вязкость характеризует устойчивость металла к ударным воздействиям. Если ударная вязкость электрода меньше ударной вязкости деталей, то при ударных нагрузках разлом произойдет именно по шву.

Положение сварки. Выбирая электрод, обратите также внимание на рекомендуемое положение сварки – некоторые электроды не позволяют вести сварку сверху вниз: сварочная ванна забивается стекающим шлаком. Поэтому, если у вас есть веская причина варить именно так, подберите соответствующий электрод.
Обработка электродов перед сваркой. Некоторые электроды перед применением требуют специальной обработки – например, выдерживания в температуре 190-300 градусов в течение некоторого времени. Если у вас нет возможности обеспечить такие условия, имейте в виду, что могут возникнуть затруднения при сварке, особенно при начальном её этапе.

При выборе электродов также обращайте внимание на вес упаковки: цена обычно указывается за коробку, а фасовка может быть самая различная – от 100г до 5кг и больше.
Покрытие большинства электродов боится влаги, варить «подмоченными» электродами намного сложнее – пока он не прогреется и не просохнет, будут происходить постоянные залипания и потери дуги. Поэтому покупку лучше производить в магазинах, обеспечивающих правильные условия хранения. Покупая электроды, осматривайте упаковку: цел ли полиэтилен упаковки, нет ли следов воздействия влаги на картонной коробке. Набравшие влагу электроды можно высушить в обычной духовке, но лучше все же подмокшие электроды не покупать.
Варианты выбора.

Начинающим сварщикам стоит выбирать электроды с рутиловым покрытием.

При повышенных требованиях к будущему шву следует обратить внимание на электроды с основным покрытием.
Владельцам сварочных трансформаторов следует выбирать из электродов, работающих на переменном токе.
Самые дешевые электроды – для сварки углеродистой стали. Они стоят от 100 до 200 р/кг в зависимости от производителя, материала покрытия и прочих характеристик.

Самые дорогие электроды – для сварки нержавеющей стали. Эти обойдутся от 800 до 3000 руб/кг.
Выбор электродов для инвертора
Быстро и оперативно сварить любые, даже самые сложные конструкции из металла, можно при помощи инверторов. Эти агрегаты быстро вошли в современные операционные процессы, потому что просты в эксплуатации, при этом сварной шов получается высокого качества, ровным и аккуратным. Конечно, главной составляющей сварного процесса – это электроды для сварки инвертором. По сути, это металлический стержень, который покрыт специальным материалом, называемым обмазкой.

Сварочные электроды изготавливаются из разных стальных проволок, соответствующих ГОСТу 2246-70. Поэтому электроды для инверторной сварки делятся по сырьевому материалу на несколько групп.
- Изготовленные из легированной проволоки. К примеру, из Св-08Х3Г2СМ.
- Из высоколегированной – Св-30Х15Н35В3Б3Т.
- Из углеродистой – Св-10Г2.
Марки сварочной проволоки указаны по одной, но их список достаточно широкий.
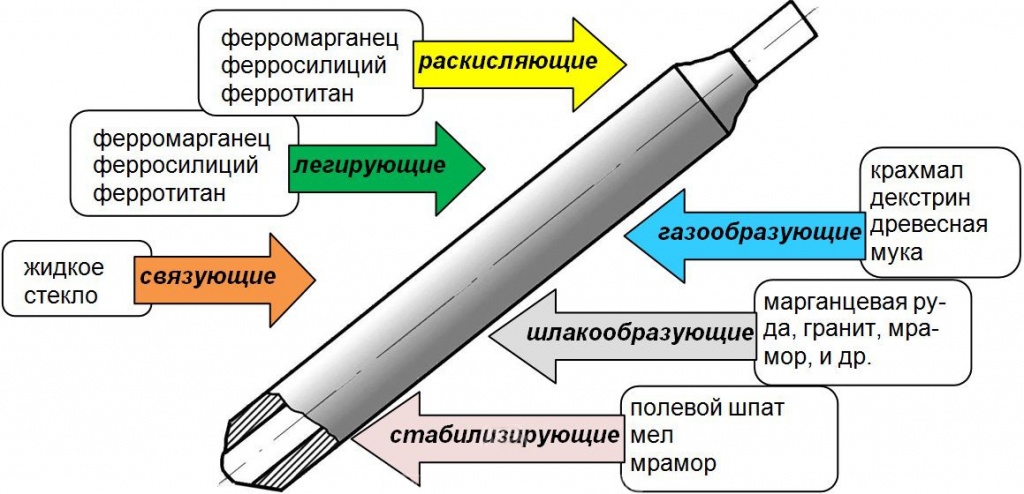
Что касается защитного покрытия (обмазки), то его специально наносят на стержень, чтобы предохранить сварочную ванну от воздействия на расплавляемый металл кислорода. Именно этот химический элемент негативно сказывается на качестве материала, создавая на его поверхности оксидные пленки. Это перовое. Второе – это стабилизация дуги.
Защитное покрытие наносится на сварочный стержень методом прессования, поэтому связь двух материалов очень высокая. Сама же обмазка делится на четыре типа.
- Основная.
- Рутиловая.
- Кислая.
- Целлюлозная.
Первый и последний тип используются только при сварке постоянным током. Остальные и при постоянном токе, и при переменном.
Какими электродами лучше варить инвертором
Электроды для инвертора делятся на две группы.
- Обычные, которые используются повсеместно для любых конструкций. К ним относятся марки АНО и МР.
- Расходники для ответственных конструкций. К ним относится марка УОНИ.
Все сварщики считают, что марка УОНИ очень капризна. Не каждый может варить этими электродами, здесь нужен опыт и квалификация. Поэтому сварку инвертором для начинающих мастеров лучше проводить обычными видами.
Марки электродов
Чтобы ответить на вопрос, как выбрать электроды, необходимо разобраться с марками, обозначенными выше.
Основное их назначение – сварка изделий из углеродистых и низколегированных сталей. Как уже говорилось выше, их используют для сборки конструкций, к которым предъявляются повышенные требования. Особенно жесткие требования к сварным швам, которые должны обладать повышенной ударной вязкостью и пластичностью.
Сварка может производиться при низких температурах. Обмазка – основная, ток – постоянный, полярность – обратная. Диаметр стержня: 2-5 мм. Сварочный шов – качественный, высокой плотности. Сваренные этими электродами конструкции прекрасно справляются с перепадами температуры, нагрузками на изгиб и ударами.
В этой категории две позиции.
- МР-3. Используются для соединения углеродистых заготовок, стык которых может выдержать сопротивление (временное) до 490 МПа. Обмазка – рутиловая, ток – переменный или постоянный, полярность – любая. Варить электродом можно в любых положениях с оговоркой. Так при нижнем положении сварка проводится электродами диаметром до 6 мм, в вертикальном положении до 5 мм, в потолочном (верхнем) до 4 мм. С помощью МР-3 можно варить заготовки с ржавым покрытием, загрязненные. С ними сварка проводится с повышенной производительностью.
- МР-3С. Это модель, которая используется для тех же целей, что и предыдущая. Сваренный ею стык может выдержать сопротивление до 450 МПа. Обмазка – рутило-целлюлозная, ток – переменный и постоянный, полярность – любая. Положение сварки – любое. Ими можно варить даже влажные металлы.
Марка расходников МР для начинающих можно назвать, как самые лучшие электроды. Не капризны, легко переносят сам процесс, небольшое разбрызгивание металла, плюс отличный шов.
Надо отдать должное этой марке, которую все специалисты считают универсальной. Именно АНО сегодня является самым популярным брендом. Если уж выбирать из всех видов, предложенных производителями, то именно этот.
С помощью этих электродов (сварочных для инвертора) можно варить заготовки толщиною до 5 мм в разных положениях, даже в вертикальном сверху вниз. При этом стыковка двух металлов может быть: стыковочной, внахлест, угловой. К чистоте свариваемых кромок не большие требования, можно проводить сварку окисленных поверхностей. Производится ими и корневая сварка толстых заготовок. Обмазка – рутило-целлюлозная. Ток – переменный или постоянный. Полярность – любая.
Есть в модельном ряду данного вида марка АНО-4 с рутил-карбонатной обмазкой, которую используют для сваривания ответственных конструкций.
ОК 63.34
Если появляется необходимость сварить две заготовки из нержавеющей стали, то это можно сделать при помощи инвертора, используя электрод от шведского производителя ESAB . Кстати, этим электродом можно соединять изделия из конструкционной стали.
Шов от такого расходника получается равным с плавным переходом от основного металла. При этом шлак образуется в малых количествах, отбивать его легко. Можно варить любые положения стыков в металлах толщиною 6-8 мм в корневой сварке. Хотя сам электрод был разработан для сваривания тонких изделий из нержавейки. Можно соединять им стыковые соединения и нахлесточные. Используется также для многослойной сварки не только в горизонтальной плоскости, но и в вертикальной.
Угольные и графитовые электроды
Графитовым и угольным электродом варят металлы дугой редко. Такой вид сварки производится в защитных газах с присадочной проволокой или прямым действием. При этом сам электрод не расплавляется, плавится металл, который сваривают. Угольным электродом сварку ведут постоянным током с прямой полярностью.
Важная составляющая сварочного процесса – это плотное прижатие кромок заготовок друг к другу. Это можно сделать прихватками, точечной сваркой или механическими приспособлениями (струбцинами, зажимами и так далее). Кстати, эта технология может быть использована только в нижнем положении.
Сварочный процесс
Работа сварщика зависит не только от правильно выбранной марки электродов. Придется правильно подбирать их диаметр, точно выставить параметры сварки на самом инверторе. В основном это касается силы тока. К тому же будет немаловажным знать, к какому выходу (плюсу или минусу) подключить выбранный вами расходник.
Диаметр сварочного стержня должен быть равен толщине заготовки, которые нужно приварить. К примеру, толщина свариваемых деталей равна 3 мм. Значит, их лучше варить электродом диаметром 3 мм. Если варится толстый металл, к примеру, 10 мм, то можно использовать любой из диаметров, потому что сварка в данном случае будет проводиться послойно. Но даже здесь лучше использовать толстый расходник.
Что касается полярности, то она зависит от того, к какому выходу подключается электрод: к минусу или к плюсу. Если к минусу, а плюс соответственно подсоединяется к свариваемой заготовке, то это прямая полярность. Если наоборот, то это обратная.
В чем отличия двух видов подключения. Всем известно, что поток электронов (он же и является электрическим током) движется от минуса к плюсу. И тот элемент сварочного процесса, который подключен к плюсу, нагревается сильнее. То есть, если менять расположение электрода относительно положения подключения, можно менять интенсивность его нагрева.
Внимание! Электродом диаметром 3 мм варить металл толщиною 2 мм лучше на обратной полярности. А тем же расходником варить металл толщиною 6 мм лучше на прямой полярности.
Теперь, что касается силы тока при сварке инвертором. Обычно он указывается на упаковке. Но можно использовать простое соотношение: на один миллиметр диаметра стержня 20-30 ампер тока. Скажем прямо, диапазон достаточно широкий. Но необходимо будет учитывать режим укладки сварного шва. То есть, он будет укладываться непрерывно без отрыва, или с отрывом. В первом случае при расчете берется показатель 20 ампер, при втором 30. Хотя все это лишь рекомендации, потому что нужно учитывать достаточно широкий список критериев сварочного режима.
- Текучесть основного металла, его марка.
- Скорость движения руки сварщика.
- Положение электрода во время сваривания. К примеру, в потолочном положении ток уменьшают.
Оптимальный режим придет со временем с опытом. Поэтому сварщик должен обращать внимание на сварочную ванну. Именно она показатель качества выбранного режима. Правильный шов должен быть равномерным. Если в ванной образовалось много металла, значит, или дуга слишком короткая, или скорость сварки была недостаточной. Если в ванной получилось седло, то слишком быстро варился шов, или дуга отказалась длиной. Смещение металла в ванной в одну из сторон говорит о том, что не было выдержано ровное строго по оси движение электрода. К тому же при этом сила тока была большой.
Выбрать хороший вариант, который соответствует режиму и металлу, не всегда просто. Новичку это не под силу, поэтому производители на упаковке дают рекомендации. Более или менее они совпадают с фактическими. Но, как было сказано выше, все придет с опытом. Предлагаем ознакомиться с видео – какие электроды лучше выбрать для сварки инвертором.
