Выбор тока для сварки электродами
Выбор силы сварочного тока

Выбор силы сварочного тока
Практически всегда у начинающих сварщиков в голове «созревает» один и тот же вопрос: «Как же правильно подобрать силу тока на сварочном аппарате, чтобы прожига не было, но в то же время провар был хороший?»
Конечно, можно воспользоваться простой формулой, как правильно подобрать силу сварочного тока — диаметр электрода нужно умножить на 30 или 40. То есть, если вы используете электрод диаметром 2 мм, то диапазон тока в данном случае составляет от 60 до 80 Ампер.
Однако обратите внимание, что тот ток, который высвечивается на циферблате инвертора или написан на регуляторе, — далеко не всегда соответствует действительности. В зависимости от качества сборки сварочного аппарата, напряжения в сети и некоторых других факторов, реальные значения тока могут колебаться в большую или меньшую сторону.
Поэтому в большинстве случаев правильнее будет подбирать сварочный ток не по формуле, а по собственным ощущениям, в зависимости от толщины металла и поведения дуги во время сварки. Однако, совсем выкидывать из головы формула расчета силы тока не нужно — данный диапазон поможет быстрее сориентироваться (это важно, в первую очередь, начинающим сварщикам, так как опытные все эти нюансы знают).
От теории к практике: подбираем сварочный ток экспериментальным путем
Теперь давайте на конкретном примере рассмотрим, как подбирать силу тока по ощущениям, в зависимости от толщины свариваемого металла. В качестве экспериментального образца будем использовать профильную трубу с толщиной стенки 2,5 мм — для сварки используем электрод диаметром 3 мм. Как в этом случае подбирать сварочный ток?
Да на самом деле все очень просто — двигаемся от большого к малому. Если используем для сварки профиля электрод диаметром 3 мм, то выставляем на инверторе ток 120 Ампер (то есть, максимально допустимое значение). Далее начинаем варить и смотреть на поведение дуги.
В данном случае сразу скажу, что дугу придется вести очень быстро, потому как металл будет быстро расплавляться. В итоге в 99% случаев получится прожог.

Из чего делаем вывод, что силу тока необходимо уменьшить. Уменьшаем сварочный ток на пять-десять делений, и выставляем значение на уровне 115 Ампер.
Пробуем варить профильную трубу и очевидно, что в данном случае контролировать дугу тоже будет очень сложно (основываюсь на личном опыте). Прожога металла нет, но очень близко к этому. Поэтому понижаем силу сварочного тока до следующей «контрольной отметки» — 110 А. Но, по правде говоря, и этого будет много.
Сразу скажу, что для сварки профиля толщиной 2,5 мм электродом диаметром 3 мм оптимальный сварочный ток — на уровне 90-10 Ампер. Но опять-таки лучше ориентироваться не на показания инвертора, а на собственные ощущения и поведение дуги во время сварки.

Дело в том, что далеко не всегда инверторный или трансформаторный аппарат выдает силу тока, которая выставлена (в особенности при перепадах напряжения в сети). Именно поэтому часто приходится подбирать силу тока интуитивно.
Однако в данном случае тоже должен быть определенный порядок действий. То есть, сначала выставляем максимальный сварочный ток в границах установленного диапазона и, двигаясь в сторону уменьшения, подбираем наиболее оптимальное значение.
Вот, собственно, и вся наука. В принципе, ничего нового, но начинающим сварщикам данная информация может пригодиться.
Какие электроды лучше для инвертора

Содержание
- Назначение и типы
- Особенности сварочного оборудования
- Распространенные марки
- На что обращать внимание при выборе
- В качестве вывода
1. Назначение и типы
Стержень, который подводит электрический ток к месту сварки, называется электродом. Так коротко определяют назначение этого важного элемента сварочного процесса. Чтобы работа была эффективной, он должен отвечать ряду требований, например: стержень и его покрытие должно плавиться равномерно, в период хранения должен сохранять свои технологические и физико-химические характеристики, обладать низкой токсичностью во время сварки. Если описывать сам процесс с использованием этих расходных материалов, то для него требуется неизменная дуга горения, чтобы получился качественный шов, разбрызгивание металла должно быть минимальным, а образующийся в процессе шлак должен легко отделяться от шва. Продолжая коротко характеризовать электроды, в том числе для инверторов, скажем об их классификации по строению.
- Неплавящиеся представляют собой прутки – вольфрамовые или углеродистые. Эти стержни только подводят ток, а присадка подается отдельно.
- Плавящиеся являются металлическими стержнями с покрытием. В процессе сварки они расплавляются, участвуя непосредственно в образовании шва. Покрытие состоит из смеси органических, неорганических и других веществ, которые придают электроду определенные свойства, например, для защиты сварного шва от воздействий окружающей среды.
2. Особенности сварочного оборудования
Чтобы разобраться, какие электроды лучше всего подходят для инвертора постоянного тока, важно понимать особенности и технические нюансы такого оборудования. Оно состоит из нескольких ключевых элементов: центрального управляющего блока, трансформатора, высокочастотного преобразователя, сетевого фильтра, силового выпрямителя. Инверторный сварочный аппарат работает в условиях нестабильного напряжения. Отличается от других агрегатов тем, что имеет в своей конструкции электронное устройство, способное преобразовать входящее напряжение до рабочих характеристик, другими словами, он способен генерировать стабильный постоянный ток. Находит широкое применение, так как устойчив к скачкам напряжения, дает возможность регулировать ток в более широких диапазонах, чем обычные аппараты, и способен создавать неизменную дугу, в результате чего шов получается практически идеальным. При работе с ним недооценивать качество электродов нельзя. Их состав и диаметр определяют качество процесса и в итоге срок эксплуатации сварочного оборудования. Инверторные сварочные аппараты имеют неограниченную продолжительность действия, которую надо учитывать, выбирая расходные материалы. Используя оборудования такого типа можно осуществлять сварку даже с неочищенными металлами, например, в случае аварийной ситуации на водопроводных или теплотрассах. Для работы требуются плавящиеся электроды для сварки инвертором, диаметр и состав которых зависит от материала свариваемых деталей.
3. Распространенные марки
Для каждой стали необходимы электроды определенной марки. Особенно это относится к материалам с различными покрытиями и примесями. При использовании инверторных сварочных аппаратов расходные материалы могут вести себя по-разному – эти особенности учитывать стоит. Примеры использования и некоторые характеристики расходных материалов мы приводим в таблице.
Перечень электродов в соответствии с видами стали
1-я группа: УОНИ 13/55, УОНИ 13/45
2-я группа: МР-3, МР-3С
3-я группа:
LB-52U;
ОЗС-4,
ОЗС -6
ОЗС -12;
АНО-21
1-я группа – одни из самых сложных электродов, которые используются для создания высококачественных прочных швов на конструкциях с повышенной нагрузкой. Требуют квалификации сварщика и особого внимания к процессу.
2-я группа – электроды для универсальных работ и сварки неочищенного и ржавого материала. Последние можно использовать для создания сварочных швов с повышенными требованиями к герметизации и сопротивляемости материала
4. На что обращать внимание при выборе
Выбор диаметра электрода определяется толщиной материала. Например, для проваривания широких стенок требуется больше времени и больше материала расходного элемента. Чем он толще, тем дольше будет работа в непрерывном режиме, тонкий электрод в этом случае быстро прогорит. Специалист может рассчитать длительность процесса и размер шва. Так, например, для сварки уголков или профильных труб не требуется жесткого соблюдения требований герметизации, поэтому для работы могут использоваться универсальные электроды от 0,5 до 2 мм для сварки инвертором. Для выполнения сложных трассовых сварочных работ с толстыми элементами конструкции или профильными опорами для сборки требуются элементы большего диаметра.
Выбор по внешнему виду важен не менее, чем надпись на упаковке. Сухая поверхность элемента, который должен быть плотным. Вздутия, наплывы и всевозможные поры исключаются. Иногда допускаются продольные трещины, неровности и задиры определенного размера – эти значения следует проверять по ГОСТу.

В качестве упаковки должна выступать водонепроницаемая бумага или картонные коробки в герметичной полиэтиленовой пленке. На коробке указываются свариваемые материалы, значения тока и особые условия сварочного процесса. В обязательном порядке ставятся обозначения электродов в соответствии с принятой маркировкой. Пишется также их расход. На практике этот параметр является довольно условным: на разных материалах и конструкциях разного назначения расход одного и того же расходного материала может быть различным.
5. В качестве вывода
Соотношение полезного металла и шлака в процессе сварки характеризуется коэффициентом наплавки, который, в том числе, зависит от условий хранения электродов. Отсыревшие элементы можно высушить, но их коэффициент наплавки будет уже гораздо меньше. Поэтому при покупке важно тщательно проверять упаковку и хранить расходные материалы в соответствии с нормами. Качество шва должно быть безупречным, особенно если речь идет о герметичном и наружном соединении. Правильно подобранный электрод позволяет создавать ровные швы с необходимой выпуклостью или вогнутостью. Не менее важно подобрать эти элементы так, чтобы эффективно выполнить сварку по металлу, который подвержен коррозийному воздействию. Качество сварки во многом определяется и тем, как отходит шлак. Неправильные электроды для инвертора приведут к тому, что шлак отлетит вместе со швом, несмотря на все старания работника.
В целом современные инверторные сварочные аппараты предоставляют возможность использовать весь спектр электродов. Качественного шва проще добиться, подобрав соответствующий материал. На нашем сайте вы найдете большой выбор расходных материалов для сварки. Если у вас есть вопросы по конкретной задаче, вы можете обратиться к менеджеру магазина по телефонам, указанным на сайте.
Как сделать правильный выбор режима сварки. Источники сварочного тока
Для правильного определения нужной силы тока при ручной электродуговой электродной сварке необходимо учесть много факторов. Режим сварки определяют при анализе первоначальных данных. Чем больше данных, тем выше будет качество выполненной работы.
Режим сварки, факторы влияющие на его выбор
Для выбора нужного нам режима сварки требуется определить состав свариваемого материала, его геометрические размеры, конфигурацию и планируемый тип сварного шва. Только зная ответы на все эти вопросы мы сможем верно выбрать электрод и характеристики сварного тока.
Так как факторов множество и каждый из них по своему влияет на сам процесс сварки – рассмотрим их основные параметры:
- типоразмер электрода;
- значение тока;
- длина дуги;
- скорость провара;
- тип и полярность;
- количество швов.
Анализируя данный список мы видим, что главные критерии режима сварки связаны с условиями и характером горения сварочной дуги. Поэтому перед началом работ нужно выполнить подбор значений этих параметров для получения нужной конфигурации и, следовательно, отличного качества места сварки.
Хорошее увеличение производительности труда получают путем использования сварки, где применяется трехфазный ток.
Применяя трехфазную сварку КПД возрастает в 2—2,5 раза. Проходя сквозь дугу трех токов смещенных по фазе на 120 градусов качество и устойчивость дуги становится намного выше чем при применении однофазного тока. Данный тип сварки позволяет применять электроды с фтористо-кальциевыми покрытиями, которые не годятся при работе на однофазном переменном токе.
ТОК И ЭЛЕКТРОД
Одним из главных характеристик электродуговой сварки считается сварочный ток. В большей степени его сила определит характер шва и продуктивность сварки в общем. Чем выше значение тока-тем лучше дуга и глубже проплав. Сила тока при сварке находится в прямой зависимости с размером электрода и вида взаимного размещения свариваемых деталей в пространстве. Наивысшие значения тока применяются для стыковки горизонтальных деталей. При вертикальных проварах силу тока уменьшают на 15%, при потолочных – уменьшают на 20%.
Зачастую данные о силе тока нанесены на пачке от сварочных электродов. Вдобавок ее можно узнать с помощью расчетов или таблиц.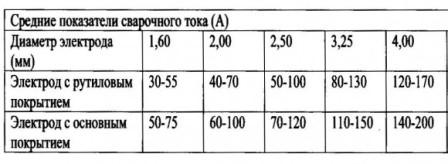
Диаметр электрода подбирается исходя из толщин скрепляемого металла, способа сварки и геометрических размеров шва.
Для каждого отдельного случая подбирается определенное количество Ампер:
- Электродом 1 мм. сваривают материал толщиной до 1 мм, сила тока выставляется в пределах 10-30 А.
- Электродом 1,5-2 мм. сваривают материал толщиной до 2 мм, подают на электрод 30-50 А.
- Электродом 3 мм. сваривают материал толщиной до 4 мм, подают на электрод 60-120 А.
- Электродом 4 мм. сваривают материал толщиной до 11 мм, подают на электрод 140-2000 А.
- Электродом 5 мм. сваривают материал толщиной до 15 мм, подают на электрод 150-270 А.
- Электродом 6 мм. сваривают материал толщиной до 16 мм, подают на электрод 210-340 А.
Такой разброс ампер существует из-за разности применяемых металлов и положения заготовок при сварке. При начале сварки советуют выставлять среднее значение силы тока.
ДЛИНА ДУГИ
Силу тока мы определили, теперь самое время разобраться какая длина сварочной дуги должна быть при заданных нами параметрах. Постоянная равномерная длина сварочной дуги окажет положительное воздействие на характер сварного шва. Наилучшим вариантом будет применение короткой дуги (длина дуги не больше диаметра применяемого электрода) Даже имея солидный опыт сварщика данное требование выполнить будет очень тяжело. Длина дуги имеет связь с калибром электрода и силой тока. Для обеспечения хорошего сварного шва требуется придерживаться зависимости между диаметром электрода и длиной дуги: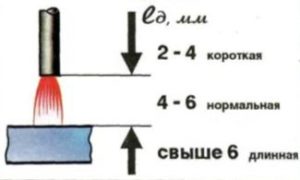
- При размере 1,5-2 мм – дуга составит 2,5 мм.
- При размере 3 мм – дуга составит 3,5 мм.
- При размере 3-4 мм – дуга составит 4 мм.
- При размере 4 мм – дуга составит 4,5 мм.
- При размере 4-5 мм – дуга составит 5 мм.
- При размере 5 мм – дуга составит 5,5 мм.
- При размере 6-8 мм – дуга составит 6,5 мм.
СКОРОСТЬ НАЛОЖЕНИЯ СВАРОЧНЫХ ШВОВ
Определение наилучшего скоростного режима наложения сварного шва напрямую зависит и привязано к геометрическим размерам свариваемых деталей и силы сварочного тока. При выборе правильной скорости шов получится в 1,5-2 раза больше размера электрода. При
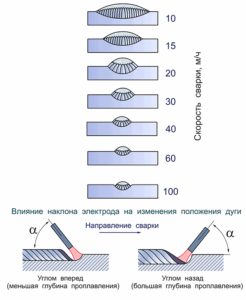
малой скорости проводки получится переизбыток металла в сварной ванне, который будет расходиться и образовывать дефектный шов. При повышенной скорости проводки метал не сможет
прогреться в нужной степени, что несомненно приведет к непровару и шов получится хрупким.
Для определения наилучшего скоростного режима советуется придерживаться полученных экспериментальным способом характеристик ванны: ширина – 9-15 мм, глубина – до 6 мм, длина – 10-30 мм. При повышении скорости перемещения электрода ширина шва становится меньше, причем глубина провара фактически останется прежней. Получается, что швы наилучшего качества получим при соблюдении скорости 30-40 м/ч.
ПОЛЯРНОСТЬ
На выбор нужной нам силы тока влияет и полярность. Инвертор может менять направленность движения электричества. Каким образом это происходит и в чем преимущество изменения полярности?

Поток электронов при сварке направлен от отрицательной клеммы к положительной. Клемма, на какую приходят электроны (положительная) имеет более сильный прогрев. Эти знания применяют для улучшения качества сварки при различных металлах и толщинах заготовок. При сварке габаритных деталей имеющих большую массу и плотность положительная клемма крепится к их поверхности, данный тип подключения будет считаться “с прямой
полярностью”. Зачастую при сварке используют именно этот тип. При работе с металлами имеющими тонкую стенку или высоколегированный сплав склонный к выгоранию легирующих элементов к ним подключают отрицательную клемму (обратная полярность). При использовании данного подключения наибольшая температура припадает на электрод, а свариваемые поверхности имеют меньший нагрев. Большая сила тока также будет меньшее влиять на деталь.
Верный подбор описанных выше показателей (силе тока, полярность, диаметр и вид электрода) гарантируют наилучшие показатели сварных швов. Для повседневной обычной сварки наиболее лучше подойдет сварочный инвертор с размером электродов диаметром 3-4 мм, выставленной силой тока приблизительно 100 А и использованием прямой полярности. Данный выпрямитель потребляет небольшое количество энергии, имеет малый вес и габаритные размеры и очень удобен в использовании. При работе нужно учесть, что любой сварочный аппарат имеет свои огрехи, поэтому проводить регулировку нужно на свое усмотрению отталкиваясь от заданных режимов. Помните, что подбор силы тока происходит в зависимости от совокупности большого количества факторов. Ошибочное определение режима может стать причиной того, что металл не будет провариваться при нехватке тока, а при его переизбытке-материал прожжется. При применении электродов с большим калибром плотность сварочного тока уменьшится, что обусловит появление блуждания сварочной дуги, её колебания и изменения длины. Все это приведет к увеличению ширины сварочного шва и меньшей глубине провара.
Источники питания
В настоящее время по роду электричества может применяться сварка переменным и постоянным током. Важно не только правильно выбрать режим сварки и толщину электрода, но и подобрать нужный источник питания. Давайте рассмотрим самые распространенные источники сварочного тока и узнаем в чем их отличия:
Сварочные трансформаторы
Создают сварочный ток просто понижая сетевое напряжение. Это определяет и![]() х хорошую надежность и дешевизну. Сварка переменным током с использование трансформаторов подходит наилучшим образом для работы с низкоуглеродистыми сталями. Огромным изъяном является его большой вес и огромные энергозатраты, что пагубно для обычных электро сетей. При уменьшении напряжения до 160-180 В данные источники питания не работают.
х хорошую надежность и дешевизну. Сварка переменным током с использование трансформаторов подходит наилучшим образом для работы с низкоуглеродистыми сталями. Огромным изъяном является его большой вес и огромные энергозатраты, что пагубно для обычных электро сетей. При уменьшении напряжения до 160-180 В данные источники питания не работают.
Сварочные выпрямители
Преобразовывает сетевое напряжение с дальнейшим его выпрямлением используя диодные или тиристорные блоки. Данные источники питания очень просты и имеют высокую надежность. Применяют для сварки фактически любых сталей и сплавов различными типами электродов. При работе данной сваркой образование брызг металла происходит в меньшей мере ч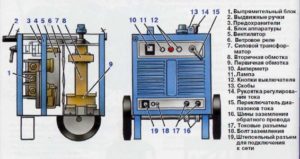 ем у трансформатора, при этом замечается лучшее горение дуги и ее устойчивость, поэтому сварной шов получается лучше. Затраты на электроэнергию у него выше трансформатора, так как некая доля энергии теряется на диодном блоке. Работать данным аппаратом в местах где возможно понижение напряжения к 180 вольтам также невозможно.
ем у трансформатора, при этом замечается лучшее горение дуги и ее устойчивость, поэтому сварной шов получается лучше. Затраты на электроэнергию у него выше трансформатора, так как некая доля энергии теряется на диодном блоке. Работать данным аппаратом в местах где возможно понижение напряжения к 180 вольтам также невозможно.
Сварочные инверторы
Их принцип базируется на превращении переменного тока на входе прибора в постоянный, далее с помощью транзисторных ключей постоянный перерабатывается в переменный с частотой выше 50 кГц и поступает к высокочастотному трансформатору с последующим выпрямлением. Данные источники питания обладают совершенными характеристиками выходного импульса подходящего под различные типы сварки. Выпрямитель имеет низкое энергопотребление и высокий КПД (более 85%), из-за чего нагрузка на сеть снижается во много раз. Аппарат снабжается разнообразными функциями такими как легкое образование дуги, не залипание электродов, «горячий старт»и т.д. Инвертор может работать с любыми видами электродов по всем маркам стали.
источники питания обладают совершенными характеристиками выходного импульса подходящего под различные типы сварки. Выпрямитель имеет низкое энергопотребление и высокий КПД (более 85%), из-за чего нагрузка на сеть снижается во много раз. Аппарат снабжается разнообразными функциями такими как легкое образование дуги, не залипание электродов, «горячий старт»и т.д. Инвертор может работать с любыми видами электродов по всем маркам стали.
Как выбрать электроды для ручной электросварки?

Электродов для РДС — ручной дуговой сварки огромное множество. И как-то их классифицировать по единой схеме не представляется возможным. И хотя их делят по:
- назначению,
- механическим характеристикам,
- химическому содержанию наплавленного металла,
- толщине обмазки.
Но.. для многих это больная тема и даже сварщики со стажем стараются обходить ее стороной используя, как говорится, свои, проверенные электроды, которые подходят по соотношению «цена-качество» и применяются во всех работах.
Многих пугает большой выбор электродов, ведь предполагается, что придется что-то учить или пользоваться таблицами, справочниками для подбора необходимой марки…
Критерии выбора электродов
- Металл, который будете варить
Зачастую, в домашних условиях, используется обычный «черный» металл. И принципиальным моментом здесь является только процент углерода в нем. В зависимости от величины этого процента различают:
- низкоуглеродистую,
- среднеуглеродистую,
- высокоуглеродистую сталь
- и чугун.
Еще широко применяется такая легированная сталь, как нержавейка.
2. Требования, предъявляемые к конструкции
Вы собираетесь варить гаражные ворота и переживаете за то, чтобы ваши петли или завесы не оторвало от тяжелых створок… Или вы собираетесь варить себе козырек над входом в дом, так же переживаете о том, чтобы он у вас не свалился на голову. В этих случаях используются конструктивные методы: подбор необходимого профиля, его толщины, сечения, длины швов, применение накладок, растяжек, раскосов, косынок. Но они никак не влияют на выбор электродов.
А в отношении требований, применяемых к данной конструкции, может быть перепад температур. Например, вы собираетесь варить печь-каменку в баню или это, возможно пиролизный или твердотопливный котел и ваши швы будут подвергаться перепадам температур. Так же швы могут держать на себе вибрационные нагрузки. Например, конструкция под вибростол под изготовление бетонных изделий. Здесь более существенная нагрузка ложится на ваши швы. Или это особый узел. на который будет ложиться колоссальная нагрузка: стульчик под несущую балку, на которую будут опираться плитоперекрытия. В этих и остальных подобных случаях вам нужны электроды, которые обладают повышенными свойствами.
Рассмотрим электроды по типу покрытия. Существует четыре типа покрытий:
• Рутиловое;
• Основное;
• Кислое;
• Целлюлозное.
Мы разберем первые два. Хотя электроды с рутиловым покрытием вы будете использовать в 90-95% работ.
Для того, чтобы правильно выбрать электроды вам нужно знать марку вашей стали, а так же ту металлоконструкцию, которую вы собираетесь сварить. Если вы предполагаете сварить обычную, рядовую металлоконструкцию, например, двери, решетки, ворота, калитки, навес и тому подобное, то вы используете металл, который куплен на металлобазе, а это сталь 3. Поэтому в данном случае вам подойдут электроды с рутиловым покрытием. К ни относят такие марки как:
• АНО-4
• АНО-6
• АНО-21
• АНО-36
• МР-3
• ОЗС-12
• ОК46.00
• Монолит
• Гранит
• Арсенал и тому подобное.
Преимуществами этих электродов является легкий поджиг дуги, как первичный, так и повторный. А значит, они хорошо подходят, как для обварки, так и для прихватки. Эти электроды дают возможность проводить сварку с отрывом дуги, не вызывая при этом пористости шва. Так же они горят при разной длине дуги, особенно у новичков, которые не набили руку и не могут удерживать дугу постоянно на протяжении всей сварки и по мере сгорания электродного тела. Для сварки можно приобрести как инвертор постоянного тока, так и трансформатор переменного.
Электроды с рутиловым покрытием не особо привередливы к состоянию металла, а так же к самому сварщику и их могут «палить» даже новички.
При каких же условиях использовать электроды с основным покрытием?
Если вспомнить два критерия по выбору электрода: марка металла, а так же требования, которые предъявляются к конструкции, то даже если один из критериев отличается от тех, что мы рассматривали ранее, то вам необходимо использовать электроды с основным покрытием. Например, у вас обычная конструкция, но сталь высокоуглеродистая. Или, наоборот, у вас обычная сталь 3, но на вашу конструкцию будет возлагаться особая нагрузка. Вы так же будете использовать в этом случае электроды с основным покрытием, которые будут давать более надежное соединение, а так же повышенные механические свойства самого шва.
К электродам с основным покрытием относятся такие марки как:
отечественные
• УОНИИ 13/45
• УОНИИ 13/55
• УОНИИ 13/65
Зарубежного производства от ESAB
• ОК 48.00
• ОК 53.70
Японские электроды
• Lb 52U и подобные им.
Применение электродов с основным покрытием для начинающего сварщика очень проблематично. Они тяжелее поджигаются, особенно повторно, больше подходят для сварки сплошным швом, не допустимы для сварки с отрывом, а значит, требуют особо точных настроек сварочного тока. Так же ими варят на короткой дуге и они очень требовательны к металлу, который вы собираетесь варить. Кромки должны быть очищены от ржавчины, краски, пятен масла, грязи тому подобного. Они имеют повышенную жидкотекучесть и их достоинством является то, что более отчетливо видна сварочная ванна и меньшее количество шлака выделяется при горении. Однако, для сварки можно подходит только аппарат с постоянным током, т.е инвертор, так же необходимо соблюдать определенную полярность. Что такое полярность, и какая она бывает, читайте здесь.
По мере того, как вы будете набираться опыта, для вас станут более явными отличия использования одних электродов от других, особенности их горения, а так же применения. Это может быть заметно на одной марке электродов от разных производителей.
Всегда перед покупкой электродов, особенно новых для вас, обращайте внимание на ту информацию, которая указана на упаковке. Хотя у наших людей такой менталитет, что смотрят руководство пользователя, когда уже возникли какие-то проблемы, но вы постарайтесь посмотреть эту информацию. Так вы будете заранее знать о свойствах, назначении и применении тех или иных электродов.
На что следует обратить внимание:
- Назначение, марки стали, которые можно варить данными электродами;
- Практически на любой упаковке электродов приводятся данные по силе сварочного тока. Сразу хочется сказать, что это не таблица сварочных токов, которые необходимо выставлять, это всего-лишь крайние пределы: минимальный предел регулировок тока для данного диаметра электрода, его пространственного положения и максимальный. То есть это гарантийные рекомендации данного производителя, чтобы ваш электрод уверенно горел.
- Так же на упаковке можно увидеть информацию о свойствах сварочных швов.
К сожалению, не всегда информацию, которая необходима для работы, можно прочитать на родном языке. Но вы всегда можете найти ее в интернете.
Бытуют разные мнения, какие же все-таки электроды использовать на начальных этапах обучения электросварке. Некоторые склоняются к самым обычным и дешевым, полагая, что научившись ими работать вы сможете варить любыми. Однако, на этапе обучения постарайтесь приобрести более качественные и дорогие электроды. Почему так? С ними вы более отчетливо увидите и поймете сварочный процесс, а потом сможете повышать свой профессиональный уровень, варя менее качественными дешевыми электродами.
Осознание того, что варишь качественными электродами, добавляет 10-15% профессионализма, учитывая ваш психологический настрой во время сварки. Не верите? Попробуйте и убедитесь!
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Режимы ручной дуговой сварки
Совокупность факторов которые влияют на качество получаемого шва и обеспечивают стабильное протекание процесса сварки называют параметрами режима сварки.
При выполнении сварки ручным дуговым способом выделяют следующие параметры режима сварки:
- диаметр электрода;
- сила сварочного тока;
- тип и марка электрода;
- напряжение на дуге;
- род тока и полярность;
- скорость сварки;
- расположение шва в пространстве;
- подогрев и термическая обработка;
- температура окружающей среды.
Последние три параметра относят к дополнительным, остальные являются основными для данного вида сварки.
Диаметр электрода
Какой диаметр электрода выбрать зависит от толщины свариваемого металла, положения в котором будет выполняться сварка, типа соединения, размера детали и химического состава металла.
| Толщина металла, мм | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 и больше |
| Диаметр электрода, мм | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6 |
Во время сварки во всех положениях кроме нижнего жидкий металл скапывает вниз. Поэтому для сварки в вертикальном, горизонтальном и потолочном положении независимо от толщины металла нельзя использовать электроды диаметром свыше 4 мм. Электроды толстого диаметра формируют большую каплю жидкого металла с которой сила поверхностного натяжения не справляется.
Для корня шва при многослойной сварке используют электроды диаметром 3-4 мм, следующие слои можно выполнять электродами большего диаметра.
Сила тока
Силу тока устанавливают после выбора электрода в зависимости от его диаметра. Для расчета силы сварочного тока при сварке в нижнем положении существует формула:
где Iсв — сила тока, А; К — коэффициент пропорциональности (изменяет свое значение в зависимости от типа и диаметра электрода).
| Диаметр электрода, мм | 1-2 | 3-4 | 5-6 |
| Коэффициент пропорциональности (К), А/мм | 25-30 | 30-45 | 45-60 |
Можно использовать упрощенную формулу выбора сварочного тока для ручной дуговой сварки:
В целях избежания пропалов при сварке в нижнем положении металла толщиной менее 1,5 dел сварочный ток уменьшают на 10-15% от расчетного. Если толщина металла больше чем 3 dел ток устанавливают на 10-15% больше.
При сварке швов в вертикальном положении ток уменьшают на 10-15%, а в потолочном на 15-20% от выбранного для сварки в нижнем положении.
Если сварочные работы выполняются качественными, сертифицированными электродами следует установить силу тока в соответствии с рекомендованной на упаковке с электродами. Расчеты выше можно использовать при отсутствии рекомендаций от производителя как альтернативный метод.
Когда сила тока выбрана сварщик должен наложить несколько валиков на отдельной пластине металла. При этом оценивается ширина шва и глубина провара. В случае необходимости силу тока дополнительно регулируют.
Слишком маленькие режимы тока приводят к нестабильному горения сварочной дуги. В сварном соединении появляются непровары, а продуктивность труда снижается.
Повышенные значения силы тока сопровождаются его перегревом, высокой скоростю сгорания, непроварами, интенсивным разбрызгиванием металла и ухудшением внешнего вида шва.
Сбалансировано подобранная сила тока отличается умеренной скоростью плавления электрода, стойким горением дуги с незначительным разбрызгиванием металла.
Тип и марка электрода
Прежде всего необходимо выбирать электроды обеспечивающие однородность химического состава основного металла и металлического стержня электрода. Также тип и марку выбирают в зависимости от пространственного положения шва, необходимой плотности шва, температуры окружающей среды, прочности изделия и условий эксплуатации конструкции. При помощи электрода можно придавать шву необходимые свойства.
Напряжение на дуге
Напряжение на дуге сварщик может регулировать изменяя длину сварочной дуги. В зависимости от длины дуги при ручной дуговой сварке напряжение находится в диапазоне 16-40 V.
Согласно технологии сварки напряжение стоит удерживать в значении 16-20 V. Для этого сварку принято выполнять короткой дугой размером 0,5 -1 толщины диаметра электрода. Это значение может меняться в зависимости от марки электрода и положения шва в пространстве.
Род и полярность тока
Сварку на переменном токе используют для соединения низкоуглеродистых и низколегированных сталей (типа 09ГС) в строительно-монтажных условиях электродами с рутиловым покрытием. Для сварки толстых конструкций из низкоуглеродистых сталей. При возникновении магнитного дутья во время сварки источниками постоянного тока.
Сварку на постоянном токе можно условно разделить на два процесса — ручная дуговая сварка на прямой и обратной полярности.
На прямой полярности
Прямую полярность используют для сварки чугуна и глубокого проплавления основного металла. Для сварки низко-, среднеуглеродистых и низколегированных сталей толщиной 5 мм и более с использованием электродов с фтористо-кальциевым покрытием: УОНИ-13/45, УОНИ-13/55 и др.
На обратной полярности
Обратную полярность используют для сварки листового металла невысокой толщины и сварки с повышенной скоростью плавления электрода. Для сварки низкоуглеродистых сталей (типа 16Г2АФ), низко-, средне- и высоколегированных сталей и сплавов.
Скорость сварки
Скорость сварки выбирает сварщик в зависимости от свойств основного металла, характеристик электрода, положения шва и т. д.
Скорость сварки должна быть такой чтобы жидкий металл сварочной ванны немного поднимался над поверхностью основного металла с плавным переходом к нему без подрезов и наплывов.
Для предотвращения перегрева металла высоколегированные стали сваривают с большей скоростью.
Расположение шва в пространстве
Расположение шва в пространстве влияет на выбор основных параметров режима ручной дуговой сварки. Ручную сварку используют для стыков во всех пространственных положениях, но наиболее удобным положением считается нижнее. Стоит учитывать положение шва в пространстве при расчете основных параметров и выборе электрода.
Предварительный подогрев и последующая термическая обработка
Предварительный подогрев основного металла и последующая обработка используются для сварки сталей склонных к образованию закалочных структур — средне- и высокоуглеродистые стали. Для сварки чугуна, цветных металлов и их сплавов. Температура и способ выполнения подогрева и обработки зависит от толщины основного металла, химического состава и размера конструкции.
Температура окружающей среды
Все стали можно разделить на четыре группы согласно степени их свариваемости. Стали II, III и IV группы нельзя сваривать при температуре ниже -5 °C.
