Закалка ТВЧ что это такое?
Технология термообработки ТВЧ
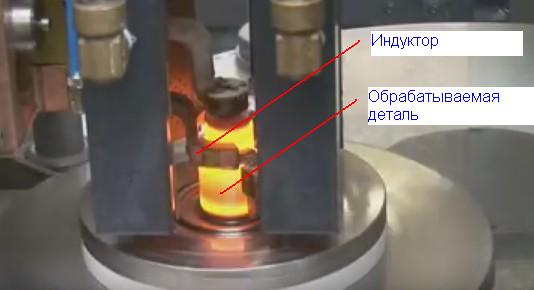
Индукционный нагрев происходит в результате размещения обрабатываемой детали вблизи проводника переменного электрического тока, который называется индуктором. При прохождении по индуктору тока высокой частоты (ТВЧ) создаётся электромагнитное поле и, если в этом поле располагается металлическое изделие, то в нем возбуждается электродвижущая сила, которая вызывает прохождение по изделию переменного тока такой же частоты, как и ток индуктора.
Таким образом наводится тепловое воздействие, которое вызывает разогрев изделия. Тепловая мощность Р, выделяемая в нагреваемой детали, будет равна:
где К – коэффициент, зависящий от конфигурации изделия и величины зазора, образующегося между поверхностями изделия и индуктора; Iин — сила тока; f – частота тока (Гц); r – удельное электрическое сопротивление (Ом·см); m – магнитная проницаемость (Г/Э) стали.
На процесс индукционного нагрева существенное влияние оказывает физическое явление, называемое поверхностным (скин) эффектом: ток индуцируется преимущественно в поверхностных слоях, и при высоких частотах плотность тока в сердцевине детали мала. Глубина нагреваемого слоя оценивается по формуле:
Повышение частоты тока позволяет концентрировать в небольшом объёме нагреваемой детали значительную мощность. Благодаря этому реализуется высокоскоростной (до 500 С/сек) нагрев.
Параметры индукционного нагрева
Индукционный нагрев характеризуется тремя параметрами: удельной мощностью, продолжительностью нагрева и частотой тока. Удельная мощность — это мощность переходящая в теплоту на 1 см2 поверхности нагреваемого металла (кВт/см2). От величины удельной мощности зависит скорость нагрева изделия: чем она больше, тем быстрее осуществляется нагрев.
Продолжительность нагрева определяет общее количество передаваемой тепловой энергии, а соответственно и достигаемую температуру. Также важно учитывать частоту тока, так как от нее зависит глубина закаленного слоя. Частота тока и глубина нагреваемого слоя находятся в противоположной зависимости (вторая формула). Чем выше частота, тем меньше нагреваемый объем металла. Выбирая величину удельной мощности, продолжительность нагрева и частоту тока, можно в широких пределах изменять конечные параметры индукционного нагрева — твердость и глубину закаленного слоя при закалке или нагреваемый объем при нагреве под штамповку.
На практике контролируемыми параметрами нагрева, являются электрические параметры генератора тока (мощность, сила тока, напряжение) и продолжительность нагрева. При помощи пирометров также может фиксироваться температура нагрева металла. Но чаще не возникает необходимости в постоянном контроле температуры, так как подбирается оптимальный режим нагрева, который обеспечивает постоянное качество закалки или нагрева ТВЧ. Оптимальный режим закалки подбирается изменением электрических параметров. Таким образом осуществляют закалку нескольких деталей. Далее детали подвергаются лабораторному анализу с фиксированием твёрдости, микроструктуры, распределения закалённого слоя по глубине и плоскости. При недогреве в структуре доэвтектоидных сталей наблюдается остаточный феррит; при перегреве возникает крупноигольчатый мартенсит. Признаки брака при нагреве ТВЧ такие же, как и при классических технологиях термообработки.
При поверхностной закалке ТВЧ нагрев проводится до более высокой температуры, чем при обычной объемной закалке. Это обусловлено двумя причинами. Во-первых, при очень большой скорости нагрева температуры критических точек, при которых происходит переход перлита в аустенит, повышаются, а во-вторых, нужно, чтобы это превращение успело завершиться за очень короткое время нагрева и выдержки.
Несмотря на то, что нагрев при высокочастотной закалке проводится до более высокой температуры, чем при обычной, перегрева металла не происходит. Так происходит из-за того, что зерно в стали попросту не успевает вырасти за очень короткий промежуток времени. При этом также стоит отметить, что по сравнению с объемной закалкой, твердость после закалки ТВЧ получается выше примерно на 2— 3 единицы HRC. Это обеспечивает более высокую износостойкость и твердость поверхности детали.
Преимущества закалки токами высокой частоты
- высокая производительность процесса
- легкость регулирования толщины закаленного слоя
- минимальное коробление
- почти полное отсутствие окалины
- возможность полной автоматизации всего процесса
- возможность размещения закалочной установки в потоке механической обработки.
Наиболее часто поверхностной высокочастотной закалке подвергают детали, изготовленные из углеродистой стали с содержанием 0,4—0,5% С. Эти стали после закалки имеют поверхностную твердость HRC 55—60. При более высоком содержании углерода возникает опасность появления трещин из-за резкого охлаждения. Наряду с углеродистыми применяются также низколегированные хромистые, хромоникелевые, хромокремнистые и другие стали.
Оборудование для выполнения индукционной закалки (ТВЧ)
Индукционная закалка требует специального технологического оборудования, которое включает три основных узла: источник питания — генератор токов высокой частоты, индуктор и устройство для перемещения деталей в станке.
Генератор токов высокой частоты это электрические машины, различающиеся по физическим принципам формирования в них электрического тока.
- Электронные устройства, работающие по принципу электронных ламп, преобразующих постоянный ток в переменный ток повышенной частоты – ламповые генераторы.
- Электромашинные устройства, работающие по принципу наведения электрического тока в проводнике, перемещающихся в магнитном поле, преобразующие трехфазный ток промышленной частоты в переменный ток повышенной частоты – машинные генераторы.
- Полупроводниковые устройства, работающие по принципу тиристорных приборов, преобразующих постоянный ток в переменный ток повышенной частоты – тиристорные преобразователи (статические генераторы).
Генераторы всех видов различаются по частоте и мощности генерируемого тока
Виды генераторов Мощность, кВт Частота, кГц КПД
Ламповые 10 — 160 70 — 400 0,5 — 0,7
Машинные 50 — 2500 2,5 — 10 0,7 — 0,8
Тиристорные 160 — 800 1 — 4 0,90 — 0,95
Поверхностную закалку мелких деталей (иглы, контакты, наконечники пружин) осуществляют с помощью микроиндукционных генераторов. Вырабатываемая ими частота достигает 50 МГц, время нагрева под закалку составляет 0,01-0,001 с.
Способы закалки ТВЧ
По выполнению нагрева различают индукционную непрерывно-последовательную закалку и одновременную закалку.
Непрерывно-последовательная закалка применяется для длинномерных деталей постоянного сечения (валы, оси, плоские поверхности длинномерных изделий). Нагреваемая деталь перемещается в индукторе. Участок детали, находящийся в определенны момент в зоне воздействия индуктора, нагревается до закалочной температуры. На выходе из индуктора участок попадает в зону спрейерного охлаждения. Недостаток такого способа нагрева – низкая производительность процесса. Чтобы увеличить толщину закленного слоя необходимо увеличить продолжительность нагрева с помощью снижения скорости перемещения детали в индукторе. Одновременная закалка предполагает единовременный нагрев всей упрочняемой поверхности.
Эффект самоотпуска после закалки
После завершения нагрева поверхность охлаждается душем или потоком воды непосредственно в индукторе либо в отдельном охлаждающем устройстве. Такое охлаждение позволяет выполнять закалку любой конфигурации. Дозируя охлаждение и изменяя его продолжительность, можно реализовать эффект самоотпуска в стали. Данный эффект заключается в отведении тепла, накопленного при нагреве в сердцевине детали, к поверхности. Говоря другими словами, когда поверхностный слой охладился и претерпел мартенситное превращение, в подповерхностном слое еще сохраняется определенное количество тепловой энергии, температура которой может достигать температуры низкого отпуска. После прекращения охлаждения эта энергия за счет разницы температур будет отводиться на поверхность. Таким образом отпадает необходимость в дополнительных операциях отпуска стали.
Конструкция и изготовление индукторов для закалки ТВЧ
Индуктора изготавливают из медных трубок, через которые в процессе нагрева пропускается вода. Таким образом предотвращается перегрев и перегорание индукторов при работе. Изготавливаются также индукторы, совмещаемые с закалочным устройством — спрейером: на внутренней поверхности таких индукторов имеются отверстия, через которые на нагретую деталь поступает охлаждающая жидкость.
Для равномерного нагревания необходимо изготавливать индуктор таким образом, чтобы расстояние от индуктора до всех точек поверхности изделия было одинаковым. Обычно это расстояние составляет 1,5-3 мм. При закалке изделия простой формы это условие легко выполняется. Для равномерности закалки, деталь необходимо перемещать и (или) вращать в индукторе. Это достигается применением специальных устройств — центров или закалочных столов.
Разработка конструкции индуктора предполагает прежде всего определение его формы. При этом отталкиваются от формы и габаритов закаливаемого изделия и способа закалки. Кроме того, при изготовлении индукторов учитывается характер перемещения детали относительно индуктора. Также учитывается экономичность и производительность нагрева.
Охлаждение деталей может применяется в трех вариантах: водяным душированием, водяным потоком, погружением детали в закалочную среду. Душевое охлаждение может осуществляться как в индукторах-спрейерах, так и в специальных закалочных камерах. Охлаждение потоком позволяет создавать избыточное давление порядка 1 атм, что способствует более равномерному охлаждению детали. Для обеспечения интенсивного и равномерного охлаждения необходимо, чтобы вода перемещалась по охлаждаемой поверхности со скоростью 5-30 м/сек.
Закалка металлов токами высокой частоты

В гидромеханических системах, устройствах и узлах чаще всего используются детали, которые работают на трение, сдавливание, скрутку. Именно поэтому основное требование к ним – достаточная твердость их поверхности. Для получения необходимых характеристик детали, поверхность закаляется током высокой частоты (ТВЧ).
В процессе применения закалка ТВЧ показала себя как экономный и высокоэффективный способ термической обработки поверхности металлических деталей, который придает дополнительную износостойкость и высокое качество обработанным элементам.
Описание метода закалки ТВЧ
Нагрев токами ВЧ основан на явлении, при котором вследствие прохождения переменного высокочастотного тока по индуктору (спиральный элемент, выполненный из медных трубок) вокруг него формируется магнитное поле, создающее в металлической детали вихревые токи, которые и вызывают нагрев закаливаемого изделия. Находясь исключительно на поверхности детали, они позволяют нагреть ее на определенную регулируемую глубину.
 Закалка ТВЧ металлических поверхностей имеет отличие от стандартной полной закалки, которое заключается в повышенной температуре нагрева. Это объясняется двумя факторами. Первый из них – при высокой скорости нагрева (когда перлит переходит в аустенит) уровень температуры критических точек повышается. А второй – чем быстрее проходит переход температур, тем быстрее совершается превращение металлической поверхности, ведь оно должно произойти за минимальное время.
Закалка ТВЧ металлических поверхностей имеет отличие от стандартной полной закалки, которое заключается в повышенной температуре нагрева. Это объясняется двумя факторами. Первый из них – при высокой скорости нагрева (когда перлит переходит в аустенит) уровень температуры критических точек повышается. А второй – чем быстрее проходит переход температур, тем быстрее совершается превращение металлической поверхности, ведь оно должно произойти за минимальное время.
Стоит сказать, несмотря на то, что при использовании высокочастотной закалки вызывается нагрев больше обычного, перегрева металла не случается. Такое явление объясняется тем, что зерно в стальной детали не успевает увеличиться, благодаря минимальному времени высокочастотного нагрева. К тому же, из-за того, что уровень нагрева выше и охлаждение интенсивнее, твердость заготовки после ее закалки ТВЧ вырастает приблизительно на 2-3 HRC. А это гарантирует высочайшую прочность и надежность поверхности детали.
Вместе с тем, есть дополнительный немаловажный фактор, который обеспечивает повышение износостойкости деталей при эксплуатации. Благодаря созданию мартенситной структуры, на верхней части детали образовываются сжимающие напряжения. Действие таких напряжений проявляется в высшей мере при небольшой глубине закаленного слоя.
Применяемые для закалки ТВЧ установки, материалы и вспомогательные средства
Полностью автоматический комплекс высокочастотной закалки включает в себя закалочный станок и ТВЧ установки (крепежные системы механического типа, узлы поворота детали вокруг своей оси, движения индуктора по направлению заготовки, насосов, подающих и откачивающих жидкость или газ для охлаждения, электромагнитных клапанов переключения рабочих жидкостей или газов (вода/эмульсия/газ)).
ТВЧ станок позволяет перемещать индуктор по всей высоте заготовки, а также вращать заготовку на разных уровнях скорости, регулировать выходной ток на индукторе, а это дает возможность выбрать правильный режим процесса закалки и получить равномерно твердую поверхность заготовки.
Принципиальная схема индукционной установки ТВЧ для самостоятельной сборки была приведена в предыдущей статье.
 Индукционную высокочастотную закалку можно охарактеризовать двумя основными параметрами: степенью твердости и глубиной закалки поверхности. Технические параметры выпускаемых на производстве индукционных установок определяются мощностью и частотой работы. Для создания закаленного слоя применяют индукционные нагревающие устройства мощностью 40-300 кВА при показателях частоты в 20-40 килогерц либо 40-70 килогерц. Если необходимо провести закалку слоев, которые находятся глубже, стоит применять показатели частот от 6 до 20 килогерц.
Индукционную высокочастотную закалку можно охарактеризовать двумя основными параметрами: степенью твердости и глубиной закалки поверхности. Технические параметры выпускаемых на производстве индукционных установок определяются мощностью и частотой работы. Для создания закаленного слоя применяют индукционные нагревающие устройства мощностью 40-300 кВА при показателях частоты в 20-40 килогерц либо 40-70 килогерц. Если необходимо провести закалку слоев, которые находятся глубже, стоит применять показатели частот от 6 до 20 килогерц.
Диапазон частот выбирается, исходя из номенклатуры марок стали, а также уровня глубины закаленной поверхности изделия. Существует огромный ассортимент комплектаций индукционных установок, что помогает выбрать рациональный вариант для конкретного технологического процесса.
Технические параметры автоматических станков для закалки определяются габаритными размерами используемых деталей для закалки по высоте (от 50 до 250 сантиметров), по диаметру (от 1 до 50 сантиметров) и массе (до 0,5 т, до 1т, до 2т). Комплексы для закалки, высота которых составляет 1500 мм и больше, оснащены электронно-механической системой зажима детали с определенным усилием.
Высокочастотная закалка деталей осуществляется в двух режимах. В первом каждое устройство индивидуально подключается оператором, а во втором – происходит без его вмешательств. В качестве среды закалки обычно выбирают воду, инертные газы или полимерные составы, обладающие свойствами по теплопроводности, близкими к маслу. Среда закалки выбирается в зависимости от требуемых параметров готового изделия.
Технология закалки ТВЧ
Для деталей или поверхностей плоской формы маленького диаметра используется высокочастотная закалка стационарного типа. Для успешной работы расположение нагревателя и детали не меняется.
При применении непрерывно-последовательной ТВЧ закалки, которая чаще всего используется при обработке плоских или цилиндрообразных деталей и поверхностей, одна из составляющих системы должна перемещаться. В таком случае либо нагревающее устройство перемещается по направлению к детали, либо деталь движется под нагревающим аппаратом.
Для нагрева исключительно цилиндрообразных деталей небольшого размера, прокручивающихся единожды, применяют непрерывно-последовательную высокочастотную закалку тангенциального типа.

Структура металла зубца шестерни, после закалки ТВЧ методом
После совершения высокочастотна нагрева изделия совершают его низкий отпуск при температуре 160—200°С. Это позволяет увеличить износостойкость поверхности изделия. Отпуски совершаются в электропечах. Еще один вариант – совершение самоотпуска. Для этого необходимо чуть раньше отключить устройство, подающее воду, что способствует неполному охлаждению. Деталь сохраняет высокую температуру, которая нагревает закаленный слой до температуры низкого отпуска.
После совершения закалки также применяется электроотпуск, при котором нагрев осуществляется при помощи ВЧ установки. Для достижения желаемого результата нагрев производится с более низкой скоростью и более глубоко, чем при поверхностной закалке. Необходимый режим нагрева можно определить методом подбора.
Для улучшения механических параметров сердцевины и общего показателя износостойкости заготовки нужно провести нормализацию и объемную закалку с высоким отпуском непосредственно перед поверхностной закалкой ТВЧ.
Сферы применения закалки ТВЧ
Закалка ТВЧ используется в ряде технологических процессов изготовления следующих деталей:
- валов, осей и пальцев;
- шестеренок, зубчатых колес и венцов;
- зубьев или впадин;
- щелей и внутренних частей деталей;
- крановых колес и шкивов.
Наиболее часто высокочастотную закалку применяют для деталей, которые состоят из углеродистой стали, содержащей полпроцента углерода. Подобные изделия приобретают высокую твердость после закалки. Если наличие углерода меньше вышеуказанного, подобная твердость уже недостижима, а при большем проценте скорее всего возникнут трещины при охлаждении водяным душем.
В большинстве ситуаций закалка токами высокой частоты позволяет заменить стали, прошедшие легирование, более недорогими – углеродистыми. Это можно пояснить тем, что такие достоинства сталей с легирующими добавками, как глубокая прокаливаемость и меньшее искажение поверхностного слоя, для некоторых изделий теряют значение. При высокочастотной закалке металл становится более прочным, а его износостойкость возрастает. Точно так же, как углеродистые используются хромистые, хромоникелевые, хромокремнистые и многие другие виды сталей с низким процентом легирующих добавок.
Преимущества и недостатки метода
Преимущества закалки токами ВЧ:
- полностью автоматический процесс;
- работа с изделиями любых форм;
- отсутствие нагара;
- минимальная деформация;
- вариативность уровня глубины закаленной поверхности;
- индивидуально определяемые параметры закаленного слоя.
Среди недостатков можно выделить:
- потребность в создании специального индуктора для разных форм деталей;
- трудности в накладке уровней нагрева и охлаждения;
- высокая стоимость оборудования.
Возможность использования закалки токами ВЧ в индивидуальном производстве маловероятна, но в массовом потоке, например, при изготовлении коленчатых валов, шестеренок, втулок, шпинделей, валов холодной прокатки и др., закалка поверхностей ТВЧ приобретает все более широкое применение.
ТВЧ закалка — сущность процесса, особенности установок, плюсы и минусы процесса
Прочность элементов в особо ответственных стальных конструкциях во многом зависит от состояния узлов. Поверхность деталей играет не последнюю роль. Для придания ей необходимой твердости, стойкости или вязкости проводятся операции термической обработки. Упрочняют поверхность деталей различными методами. Один из них – закалка токами высокой частоты, то есть ТВЧ. Он относится к наиболее распространенным и очень производительным способом во время крупносерийного производства различных конструкционных элементов.
Подобная термообработка применяется как целиком к деталям, так и к отдельным их участкам. В этом случае целью является достижение определенных уровней прочности, тем самым повышая срок эксплуатации и эксплуатационные характеристики.
Технология используется для усиления узлов технологического оборудования и транспорта, а также при закаливании различного инструмента.

- Сущность технологии
- Особенности индукционной установки
- Индукционный нагрев – характеристики
- Как выбирается температура?
- Достоинства технологии
- Недостатки
Сущность технологии
ТВЧ закалка – это улучшение прочностных характеристик детали за счет способности электрического тока (с переменной амплитудой) проникать в поверхность детали, подвергая ее нагреву. Глубина проникновения благодаря магнитному полю может быть различной. Одновременно с поверхностным нагревом и закаливанием сердцевина узла может быть не прогретой вовсе или лишь незначительно повысить свою температуру. Поверхностный слой обрабатываемого изделия образовывает необходимую толщину, достаточную для прохождения электрического тока. Данный слой представляет собой глубину проникновения электротока.
Эксперименты доказали, что увеличение частоты тока способствует уменьшению глубины проникновения. Данный факт открывает возможности для регулирования и получения деталей с минимальным закаленным слоем.
Термообработка ТВЧ осуществляется в специальных установках – генераторах, умножителях, преобразователях частоты, позволяющих осуществлять регулировку в необходимом диапазоне. Помимо частотных характеристик на конечную закалку оказывают влияние габариты и форма детали, материал изготовления и используемый индуктор.
Выявлена также следующая закономерность – чем меньше изделие и чем более простая у него форма, тем лучше проходит процесс закаливания. При этом также снижается общий расход электроэнергии установки.
Индуктор медный. На внутренней поверхности часто имеются дополнительные отверстия, предназначенные для подачи воды при охлаждении. В этом случае процесс сопровождается первичным нагревом и последующем охлаждении без подачи тока. Конфигурации индукторов различны. Выбираемое устройство непосредственно зависит от обрабатываемой заготовки. В некоторых аппаратах отсутствуют отверстия. В такой ситуации охлаждается деталь в особом закалочном баке.
Основным требованием к процессу ТВЧ закалки является сохранение постоянного зазора между индуктором и изделием. При сохранении заданного промежутка качество закаливания становится наиболее высоким.
Упрочнение может производится одним из способов:
- Непрерывно-последовательный: деталь неподвижна, а индуктор движется вдоль ее оси.
- Одновременный: изделие движется, а индуктор – наоборот.
- Последовательный: происходит поочередная обработка различных частей.
Особенности индукционной установки
Установка для ТВЧ закалки является высокочастотным генератором совместно с индуктором. Обрабатываемое изделие располагается как в самом индукторе, так и рядом с ним. Он представляет собой катушку, на которой накручена трубочка из меди.
Переменный электрический ток при прохождении через индуктор создает электромагнитное поле, проникающее в заготовку. Оно провоцирует развитие вихревых токов (токов Фуко), которые проходят в структуру детали и повышают ее температуру.
Главная особенность технологии – проникновение вихревого тока в поверхностную структуру металла.
Повышение частоты открывает возможности для концентрации тепла на малом участке детали. Это увеличивает скорость поднятия температуры и может достигать до 100 – 200 градусов/сек. Степень твердости увеличивается до 4 единиц, что исключено во время объемного закаливания.

Индукционный нагрев – характеристики
Степень индукционного нагрева зависит от трех параметров – удельная мощность, время нагревания, частота электротока. Мощность определяет время, потраченное на нагрев детали. Соответственно при большем значении времени затрачивается меньше.
Время нагревания характеризуется общим объемом затраченного тепла и развиваемой температурой. Частота, как было сказано выше, определяет глубину проникновения токов и образованного закаливаемого слоя. Эти характеристики имеют обратную зависимость. При увеличении частоты, снижается объемная масса нагретого металла.
Именно данные 3 параметра позволяют в широком диапазоне регулировать степень твердости и глубину слоя, а также объем нагрева.
Практика показывает, что контролируются характеристики генераторной установки (значения напряжения, мощности и силы тока), а также время нагревания. Степень нагревания детали может контролироваться с помощью пирометра. Однако в основном непрерывный контроль температуры не требуется, т.к. существуют оптимальные режимы нагревания ТВЧ, обеспечивающие стабильное качество. Подходящий режим выбирается с учетом измененных электрических характеристик.
После закалки изделие отправляют в лабораторию на исследование. Изучается твердость, структура, глубина и плоскость распределенного закаливаемого слоя.
Поверхностная закалка ТВЧ сопровождается большим нагревом в сравнении с обычным процессом. Объясняется это следующим образом. В первую очередь, высокая скорость повышения температуры способствует увеличению критических точек. Во вторую, необходимо в короткий срок обеспечить завершение превращения перлита в аустенит.
Высокочастотное закаливание, в сравнении с обычным процессом, сопровождается более высоким нагревом. Однако металл не перегревается. Объясняется это тем, что зернистые элементы в стальной структуре не успевают разрастись за минимальное время. Кроме этого объемная закалка имеет прочность ниже до 2-3 единиц. После закалки ТВЧ деталь обладает большей износостойкостью и твердостью.

Как выбирается температура?
Соблюдение технологии должно сопровождаться правильным выбором температурного диапазона. В основную очередь все будет зависеть от обрабатываемого металла.
Сталь классифицируется на несколько типов:
- Доэвтектоидная – содержание углерода до 0,8%;
- Заэвтектоидная – более 0,8%.
Металл с содержанием углерода не подвергается закалке, так как получается очень низкая твердость.
Доэвтектоидная сталь нагревается до значения чуть большего, чем необходимо для преобразования перлита и феррита в аустенит. Диапазон от 800 до 850 градусов. После этого деталь с высокой скоростью охлаждается. После резкого остывания аустенит преобразовывается в мартенсит, имеющий высокую твердость и прочность. При небольшом времени выдержки получается аустенит мелкозернистой структуры, а также мелкоигольчатый мартенсит. Сталь получает высокую твердость и небольшую хрупкость.
Заэвтектоидная сталь нагревается меньше. Диапазон от 750 до 800 градусов. В этом случае производится неполная закалка. Объясняется это тем, что подобная температура позволяет сохранить в структуре некоторый объем цементита, имеющего более высокую твердость в сравнении с мартенситом. При быстром охлаждении аустенит преобразовывается в мартенсит. Цементит же сохраняется мелкими включениями. Зона также сохраняет не растворившийся полноценно углерод, превратившийся в твердый карбид.

Достоинства технологии
- Контролирование режимов;
- Замена легированной стали на углеродистую;
- Равномерный процесс прогрева изделия;
- Возможность не нагревать всю деталь полностью. Снижение энергопотребления;
- Высокая получаемая прочность обработанной заготовки;
- Не происходит процесс окисления, не сжигается углерод;
- Нет микротрещин;
- Отсутствуют коробленые точки;
- Нагрев и закаливание определенных участков изделий;
- Снижение временных затрат на процедуру;
- Внедрение при изготовлении деталей ТВЧ установок в технологические линии.
Недостатки
Главным минусом рассматриваемой технологии является значительная цена установки. Именно по этой причине целесообразность применения оправдывается лишь на крупносерийном производстве и исключает возможность проведения работы своими руками в домашних условиях.
Более подробно работу и принцип действия установки изучите на представленных видео.
Закалка стали
Отпуск и старение металла
Часто путём закалки повышается не только твёрдость металла, но и его хрупкость, поэтому необходимо выполнять ещё один этап — отпуск, при котором прочность и твёрдость несколько снижаются, но материал становится более пластичным. Делают отпуск при температуре, ниже, чем в предыдущем процессе, и охлаждают металл постепенно.
Можно проводить закалку без изменения структуры металла (полиморфного превращения). В этом случае не возникнет проблем с хрупкостью, но необходимая твёрдость не будет достигнута. А повысить её удастся путём ещё одного процесса термообработки, называемого старением. При старении происходит распад пересыщенного твёрдого раствора, в результате которого увеличивается прочность и твёрдость материала.
Отпуск стали — это разновидность термообработки, используемая для деталей, закалённых до критической точки, при которой происходит полиморфное изменение кристаллической решётки. Он заключается в выдерживании металла определённый промежуток времени в нагретом состоянии и медленном охлаждении на открытом воздухе. Делают отпуск, чтобы снизить внутреннее напряжение, а также исключить хрупкость металла и увеличить его пластичность.
При помощи старения достигается необходимая твёрдость закалённой стали. Старение может быть:
- естественным, при котором самопроизвольно повышается прочность закалённого металла и снижается его пластичность. Происходит данный процесс при выдержке в естественной среде;
- термическим. Такое старение — это процесс повышения твёрдости металла посредством выдержки при высоких температурах. По сравнению с первым видом, в данном случае может произойти перестаривание — это когда твёрдость, пределы прочности и текучести, достигая максимальной величины, начинают снижаться;
- деформационным. Такое старение достигается при помощи пластической деформации закалённого сплава, имеющего структуру пересыщенного твёрдого раствора.
Описание метода закалки ТВЧ
Нагрев токами ВЧ основан на явлении, при котором вследствие прохождения переменного высокочастотного тока по индуктору (спиральный элемент, выполненный из медных трубок) вокруг него формируется магнитное поле, создающее в металлической детали вихревые токи, которые и вызывают нагрев закаливаемого изделия. Находясь исключительно на поверхности детали, они позволяют нагреть ее на определенную регулируемую глубину.
 Закалка ТВЧ металлических поверхностей имеет отличие от стандартной полной закалки, которое заключается в повышенной температуре нагрева. Это объясняется двумя факторами. Первый из них – при высокой скорости нагрева (когда перлит переходит в аустенит) уровень температуры критических точек повышается. А второй – чем быстрее проходит переход температур, тем быстрее совершается превращение металлической поверхности, ведь оно должно произойти за минимальное время.
Закалка ТВЧ металлических поверхностей имеет отличие от стандартной полной закалки, которое заключается в повышенной температуре нагрева. Это объясняется двумя факторами. Первый из них – при высокой скорости нагрева (когда перлит переходит в аустенит) уровень температуры критических точек повышается. А второй – чем быстрее проходит переход температур, тем быстрее совершается превращение металлической поверхности, ведь оно должно произойти за минимальное время.
Стоит сказать, несмотря на то, что при использовании высокочастотной закалки вызывается нагрев больше обычного, перегрева металла не случается. Такое явление объясняется тем, что зерно в стальной детали не успевает увеличиться, благодаря минимальному времени высокочастотного нагрева. К тому же, из-за того, что уровень нагрева выше и охлаждение интенсивнее, твердость заготовки после ее закалки ТВЧ вырастает приблизительно на 2-3 HRC. А это гарантирует высочайшую прочность и надежность поверхности детали.
Вместе с тем, есть дополнительный немаловажный фактор, который обеспечивает повышение износостойкости деталей при эксплуатации. Благодаря созданию мартенситной структуры, на верхней части детали образовываются сжимающие напряжения. Действие таких напряжений проявляется в высшей мере при небольшой глубине закаленного слоя.
Применяемые для закалки ТВЧ установки, материалы и вспомогательные средства
Полностью автоматический комплекс высокочастотной закалки включает в себя закалочный станок и ТВЧ установки (крепежные системы механического типа, узлы поворота детали вокруг своей оси, движения индуктора по направлению заготовки, насосов, подающих и откачивающих жидкость или газ для охлаждения, электромагнитных клапанов переключения рабочих жидкостей или газов (вода/эмульсия/газ)).
ТВЧ станок позволяет перемещать индуктор по всей высоте заготовки, а также вращать заготовку на разных уровнях скорости, регулировать выходной ток на индукторе, а это дает возможность выбрать правильный режим процесса закалки и получить равномерно твердую поверхность заготовки.
Принципиальная схема индукционной установки ТВЧ для самостоятельной сборки была приведена в предыдущей статье.
 Индукционную высокочастотную закалку можно охарактеризовать двумя основными параметрами: степенью твердости и глубиной закалки поверхности. Технические параметры выпускаемых на производстве индукционных установок определяются мощностью и частотой работы. Для создания закаленного слоя применяют индукционные нагревающие устройства мощностью 40-300 кВА при показателях частоты в 20-40 килогерц либо 40-70 килогерц. Если необходимо провести закалку слоев, которые находятся глубже, стоит применять показатели частот от 6 до 20 килогерц.
Индукционную высокочастотную закалку можно охарактеризовать двумя основными параметрами: степенью твердости и глубиной закалки поверхности. Технические параметры выпускаемых на производстве индукционных установок определяются мощностью и частотой работы. Для создания закаленного слоя применяют индукционные нагревающие устройства мощностью 40-300 кВА при показателях частоты в 20-40 килогерц либо 40-70 килогерц. Если необходимо провести закалку слоев, которые находятся глубже, стоит применять показатели частот от 6 до 20 килогерц.
Диапазон частот выбирается, исходя из номенклатуры марок стали, а также уровня глубины закаленной поверхности изделия. Существует огромный ассортимент комплектаций индукционных установок, что помогает выбрать рациональный вариант для конкретного технологического процесса.
Технические параметры автоматических станков для закалки определяются габаритными размерами используемых деталей для закалки по высоте (от 50 до 250 сантиметров), по диаметру (от 1 до 50 сантиметров) и массе (до 0,5 т, до 1т, до 2т). Комплексы для закалки, высота которых составляет 1500 мм и больше, оснащены электронно-механической системой зажима детали с определенным усилием.
Высокочастотная закалка деталей осуществляется в двух режимах. В первом каждое устройство индивидуально подключается оператором, а во втором – происходит без его вмешательств. В качестве среды закалки обычно выбирают воду, инертные газы или полимерные составы, обладающие свойствами по теплопроводности, близкими к маслу. Среда закалки выбирается в зависимости от требуемых параметров готового изделия.
Какую сталь подвергают закалке
Термически обрабатывают только такой металл, в котором содержится не менее 0,45% углерода, а также инструментальную и легированную стали, твёрдость которых после закалки становится в несколько раз выше. Тот металл, в котором содержание углерода не превышает 0,45%, не обрабатывается термически. Ниже приведена таблица режимов термообработки для некоторых видов сталей.
Закалка токами высокой частоты
Стальные детали, которые испытывают значительные истирающие, изгибающие и вращающие нагрузки, должны иметь высокую твердость поверхности. При этом к сердцевине предъявляются совсем другие требования. Центр детали должен быть невосприимчив к ударам и быть способным к упругим деформациям, что возможно только при небольшой твердости.
Эти противоречивые требования обусловили появление методов поверхностной закалки стали, которые не изменяют внутреннюю структуру заготовки.
Значительной эффективностью обладает закалка токами высокой частоты (ТВЧ). Она заключается в разогреве поверхности металла электрическим током до определенной температуры, после чего выполняется быстрое охлаждение. Закалка ТВЧ обеспечивает стали высокую прочность и сопротивление истиранию. При этом технологический процесс полностью соответствует принципам массового промышленного производства и в зависимости от способа выполнения позволяет придать деталям разную прочность.
Существуют другие способы придать поверхности стали высокую прочность, такие как цементация и азотирование. Однако закалка ТВЧ обладает следующими достоинствами:
- Высокая твердость обработанной детали;
- Значительная производительность;
- Возможность варьирования толщины закаленного слоя в широких пределах;
- Не происходит образование окалины;
- Возможность полной автоматизации процесса;
- Низкая вероятность образования брака – появления трещин и коробления поверхности;
- Не используются ядовитые или горючие вещества;
- Возможность обработки отдельных элементов детали;
- Отсутствуют продукты горения, нуждающиеся в отводе.
Технологический процесс при закалке ТВЧ
Обрабатываемую деталь помещают внутрь медной трубки, согнутой по форме детали, которая называется индуктором. При прохождении через индуктор тока высокой частоты создается магнитное поле. Оно проникает в обрабатываемую деталь, и способствуют образованию в ней вихревых токов Фуко, которые приводят к нагреву детали.
Особенностью действия ТВЧ является неравномерное образование вихревых токов в детали. Их плотность вблизи поверхности детали. Результатом этого является очень быстрый нагрев поверхности до температур, достаточных для закалки. При этом сердцевина подвергается минимальному нагреву. В зависимости от параметров процесса толщина нагреваемого приповерхностного слоя стали, который называется глубиной проникновения тока, может значительно различаться. Вторым основным параметром процесса выступает твердость поверхностного слоя.
После нагрева производится быстрое охлаждение детали. Для этого на деталь подают жидкое закалочное вещество, которым может выступать вода, масло, растворы солей, а в последнее время и полимеры. Скорость охлаждения оказывает значительное влияние на твердость стали. Наиболее быстрое охлаждение наблюдается в воде и растворах на её основе, однако не все стали рекомендуется обрабатывать таким образом.
Оборудование для закалки ТВЧ
Установки ТВЧ должны обеспечивать высокую скорость нагрева металла. Иначе будет происходить передача тепла внутрь детали, что снизит эффективность процесса. Для этого используют магнитные сердечники различной конструкции. Они обеспечивают концентрацию вихревых токов вблизи поверхности детали. Вторым требованием является подача охлаждающей жидкости в определенном количестве, чтобы быстро охлаждать поверхность детали. Для соблюдения технологического процесса необходимо учитывать температуру жидкости и скорость её подачи.
Современные автоматизированные комплексы для закалки стали состоят из установки ТВЧ, включающей набор индукторов, и закалочного станка. Конструкция этого станка включает элементы для крепления детали и её вращения. Он выполняет перемещение индуктора вдоль детали и подает закалочную жидкость на деталь. Неиспользованная жидкость, попавшая на деталь, собирается и используется повторно. Некоторые комплексы имеют возможность переключения между двумя и более закалочными жидкостями.
Основными параметрами установок ТВЧ является мощность и частота тока. В промышленности используется оборудование мощностью от 40 до 300 кВт. Частота находится в пределах 7-70 кГц. Если мощность установки является постоянным параметром, определенным во время изготовления, то рабочую частоту можно варьировать. При повышении толщина обрабатываемого слоя уменьшается.
Оборудование для закалки ТВЧ производится для работы с заготовками высотой от 500 до 2500 мм с шагом 500 мм. Диаметр заготовки может находиться в пределах 10 – 500 мм, а масса 500 – 2000 кг.
Современные закалочные комплексы могут работать в автоматическом режиме по заложенной программе. Все параметры процесса – частота тока, скорость перемещения индуктора и пр. будут выставлены автоматически. Также возможна работа в ручном режиме.
Статья носит ознакомительный характер.
Не забывайте консультироваться со специалистами.
