Защита корня шва при аргонодуговой сварке
Технология ручной аргонодуговой сварки труб
Технологические варианты
- сварной шов полностью выполняется ручной аргонодуговой сваркой неплавящимся электродом (рекомендуется при толщине стенки до 3 мм);
- сварной шов выполняется комбинированным способом: корневой шов — ручной аргонодуговой сваркой неплавящимся электродом, а последующие слои — ручной дуговой сваркой покрытым электродом (целесообразен при толщине стенки трубы 4 мм и более).
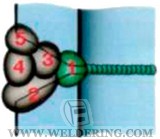
Ориентировочное расположение слоев и валиков (1 — 8) в стыках, сваренных по различным технологическим вариантам
| Вариант | Толщина стенки* свариваемых труб, мм | ||
| До 4 | Свыше 4 до 7 | Свыше 7 до 10 | |
| Комбинированная | Вертикальный стык | ||
 |
 |
 |
|
| Аргонодуговая |  |
 |
 |
| Комбинированная |  |
 |
 |
| Аргонодуговая |  |
 |
 |
* При толщине стенки до 2 мм сечение стыка следует сваривать в один слой
Ручная аргонодуговая сварка неплавящимся W-электродом применяется для неповоротных стыков труб из низкоуглеродистых, низколегированных и легированных (коррозионностойких) сталей. Диаметр свариваемых труб — менее 100 мм, толщина стенки — до 10 мм.
Выбор параметров режима
Сварочный ток выбирают: при однопроходной сварке — в зависимости от толщины стенки трубы, а при многопроходной — исходя из высоты валика, которая должна составлять 2 — 2,5 мм. Сварочный ток назначают из расчета 30 — 35 А на 1 мм диаметра электрода.
Напряжение на дуге должно быть минимальным, что соответствует сварке короткой дугой.
Скорость сварки регулируют так. чтобы гарантировались проплавление кромок и формирование требуемых размеров шва.
Расход защитного газа зависит от марки свариваемой стали и токового режима (от 8 до 14 л/мин).
Присадочная проволока диаметром 1,6-2 мм выбирается но марке свариваемой стали (см. статью Сварочные материалы).
Ориентировочные режимы
Диаметр W-электрода, мм
Диаметр присадка, мм
Сварочный ток, А
Напряжение на дуге, В
Расход газа, л/мин
Минимальные режимы по току в зависимости от марки W-электрода
Диаметр W-электрода, мм
Постоянный ток (А) полярности
Переменный ток, А
Сварку начинают сразу же после установки прихваток, которые при выполнении первого слоя нужно переплавить. В труднодоступных местах первый корневой шов можно выполнять без присадочной проволоки, если зазор и смешение кромок не превышают 0,5 мм, а притупление кромок не более 1 мм. Исключение составляют стыки труб из сталей 10 и 20, которые всегда нужно сваривать с присадкой.
Очередность наложения слоев при сварке одним сварщиком неповоротного стыка

Зажигать и гасить дугу следует на кромке трубы или на уже наложенном шве на расстоянии 20-25 мм от конца шва. Подачу аргона прекращают спустя 5-8 с после обрыва дуги.
Сварку трубопроводов из высоколегированных, особенно коррозионностойких, сталей выполняют с защитой корня шва либо подачей аргона внутрь трубы, либо применяя флюс-пасту ФП8-2.
При сварке высоколегированных сталей нужно соблюдать ряд условий:
- минимальные токовые режимы;
- короткая сварочная дуга;
- максимальная скорость сварки без перерывов и повторного нагрева одного и того же участка металла;
- избегать поперечных колебаний горелки;
- присадочную проволоку следует подавать равномерно, чтобы не создавать брызг расплавленного металла, которые, попав на основной металл, могут вызвать впоследствии очаги коррозии
На толстостенных (более 10 мм) трубопроводах диаметром более 100 мм из низкоуглеродистых и низколегированных сталей корневой шов сваривают аргонодуговым способом без остающихся подкладных колец.
Сварку следует вести обратноступенчатым способом участками длиной не более 200 мм. Высота корневого шва должна быть не менее 3 мм. При этом необходимо обеспечить плавные переходы к поверхности трубы.
Направление и очередность укладки корневого слоя

Аргонодуговую сварку используют также, когда приваривают подкладное кольцо в трубах из углеродистых и низколегированных ст алей. Кольцо плотно, но без натяга, устанавливают в трубу, оставляя зазор между кольцом и внутренней поверхностью трубы не более 1 мм. Кольцо прихватывают снаружи угловым швом длиной 15-20 мм с катетом 2.5-3 мм к трубам диаметром до 200 мм в двух местах, а большего диаметра в трех-четырех местах.
Прихватку, независимо от марки стали трубы и подкладного кольца, выполняют с присадочной проволокой Св-08Г2С диаметром 1,6-2 мм. Подкладное кольцо приваривают однослойным угловым швом с катетом 3-4 мм с тем же присадком.
Прихватку и приварку подкладного кольца делают без предварительного подогрева независимо от марки стали и толщины стенки трубы. Исключение составляют трубы из стали 15Х1М1Ф с толщиной стенки более 10 мм — конец такой трубы подогревают до 250 — 300 °С.
Флюс-паста для защиты корня шва StainFlux 0.5kg ESAB
Флюс StainFlux наносится на корень шва перед сваркой и обеспечивает защиту от окисления, которое происходит в течение сварки. StainFlux предназначен для использования при аргонодуговой сварке низколегированных и нержавеющих сталей с максимальным содержанием никеля 25 %. StainFlux не предназначен для замены защитного газа. StainFlux поставляется в порошковой форме и смешивается с денатурированным этанолом перед сваркой.


Щёлкните, чтобы открыть изображение полностью
Описание
Stain Flux наносится на обратную сторону заготовки перед свариванием и защищает свариваемый металл от окисления в ходе сварки. Stain Flux разработан специально для TIG сварки низколегированных и высоколегированных сталей с содержанием никеля до 25%, но также может быть применен и при сварке другими методами. Stain Flux не может полностью заменить защитный газ. Stain Flux предпочтительнее применять там, где не может быть обеспечен поддув защитного газа. С помощью Stain Flux достигается гораздо более качественный результат, чем без защиты обратного валика, но не такой высокий как при использовании аргона, в качестве защитного газа, подаваемого с обратной стороны.
Результаты тестирования StainFlux (ASTM G48):
- Потеря массы металла при полной защите в среде аргона — 100% (за 100% принимаем потери массы при полной аргоновой защите)
- Потеря массы при использовании Stain Flux — 180% (значительно лучше, чем без защиты обратного валика)
- Потеря массы при отсутствии защиты обратного валика — 318%
Характеристики StainFlux:
Stain Flux поставляется в форме порошка, который следует смешать с денатурированным этанолом перед использованием. Отличительной особенностью продукта является способность устранять включения оксидов и предотвращать окисление вследствие термического нагрева во время сварки. Stain Flux может заменять защитный газ (особенно в случаях, когда конструктивные особенности изделия не позволяют обеспечить поддув аргона с обратной стороны, использовать специальные заглушки и керамические подкладки. Stain Flux также поддерживает сварочную ванну снизу и способствует равномерному отводу тепла. К тому же он химически очищает поверхность, тем самым позволяя избежать включений в сварочный шов.
Способ применения Stain Flux
- Смешайте Флюс в следующей пропорции: 500 г флюса с 210-250 г денатурированного этанола.
- Перемешивая, добавляйте 210-250г денатурированного этанола до тех пор, пока не получится плотная густая паста, кремообразной консистенции.
- Дайте пасте настояться несколько минут.
- Обезжирьте поверхность стали органическим растворителем.
- Нанесите пасту с помощью кисти на обратную сторону шва. Паста должна быть нанесена ровным слоем на поверхности, которые должны быть сварены, с учетом предполагаемого направления сварки.
- Сваривайте.
Области применения флюса для защиты корня шва:
При контактная сварке:
Stain Flux наносится на свариваемые поверхности перед сборкой. Stain Flux выполняет функции очистки, предотвращая образование оксидов вследствие нагрева металла вблизи зоны сварки. Этот процесс исключает опасность загрязнения сварочного шва и облегчает расплавление металла в точке контакта, что в итоге облегчает весь процесс контактной сварки.
Служит защитной прокладкой во время сварки:
Stain Flux выполняет несколько важных функций во время сварки, а именно:
- Защита сварочной ванны от окисления
- Сварочный валик может быть сформирован с высоким усилением
- Стабильная скорость сварки
- Поддерживающий эффект
- Высокие показатели смачивания позволяют отводить избыточное тепло от зоны сварки и таким образом предотвращает неконтролируемое проплавление и прожигание металла.
- Отверстия малых диаметров защищены равномерным нагревом и отсутствием включений.
Сварное соединение внахлест:
Применение Stain Flux при сварке внахлест предотвращает неконтролируемое проплавление. Равномерный нагрев и низкая скорость охлаждения предотвращают риск охрупчивания и делают сварное соединение более крепким, а процесс сварки более управляемым.
Сварка пластин различной толщины с V-образной разделкой:
Stain Flux предотвращает прожигание, когда свариваются вместе толстые и тонкие листы металла. Так как нагрев распределяется равномерно, то исключается образование зон с критической температурой в локальной области. Проплавление также становится более равномерным и единообразным.
Сварка пластин с V-образной разделкой с одной стороны:
Stain Flux увеличивает равномерность проплавления на достаточную глубину. Соединения, которые нуждались в сваривании с двух сторон, при использовании Stain Flux могут быть сварены с одной стороны.
Сварка пластин с V-образной разделкой с двух сторон:
Когда свариваются пластины большой толщины, или когда необходимо обеспечить высокое качество при сварке с двух сторон, Stain Flux применяют перед укладкой первого сварного шва.Таким образом защищенная околошовная зона не нуждается в зачистке и шлифовке при укладке следующих сварных швов. Рекомендуется произвести очистку металлической щеткой после второго прохода для удаления шлака.
Сварка низколегированных и высоколегированных сталей (композитных сталей):
Когда Stain Flux используется при сварке низколегированных и высоколегированных сталей, желательно предварительно снять фаску как со стороны низколегированной, так и со стороны высоколегированной стали. Это исключает необходимость удаления шлака и шлифовки. Когда Stain Flux используется с таким сочетанием сталей, то рекомендуется в первую очередь наносить его на высоколегированную сталь, а сварку начинать с низколегированной.
Флюс для защиты корня шва ESAB Stain Flux

Больше 600 тонн сварочных материалов в наличии
Развитая логистичесткая система из 14 складов
На все товары предоставляется гарантия
Предоставляем услуги по гарантийному обслуживанию
Флюс StainFlux наносится на корень шва перед сваркой и обеспечивает защиту от окисления, которое происходит в течение сварки.StainFlux предназначен для использования при аргонодуговой сварке низколегированных и нержавеющих сталей с максимальным содержанием никеля 25 %.StainFlux не предназначен для замены защитного газа.StainFlux поставляется в порошковой форме и смешивается с денатурированным этанолом перед сваркой.
Stain Flux наносится на обратную сторону заготовки перед свариванием и защищает свариваемый металл от окисления в ходе сварки. Stain Flux разработан специально для TIG сварки низколегированных и высоколегированных сталей с содержанием никеля до 25%, но также может быть применен и при сварке другими методами. Stain Flux не может полностью заменить защитный газ. Stain Flux предпочтительнее применять там, где не может быть обеспечен поддув защитного газа. С помощью Stain Flux достигается гораздо более качественный результат, чем без защиты обратного валика, но не такой высокий как при использовании аргона, в качестве защитного газа, подаваемого с обратной стороны.
Результаты тестирования (ASTM G48):
? Потеря массы металла при полной защите в среде аргона — 100% (за 100% принимаем потери массы при полной аргоновой защите)
? Потеря массы при использовании Stain Flux — 180% (значительно лучше, чем без защиты обратного валика)
? Потеря массы при отсутствии защиты обратного валика — 318%
Характеристики:
Stain Flux поставляется в форме порошка, который следует смешать с денатурированным этанолом перед использованием. Отличительной особенностью продукта является способность устранять включения оксидов и предотвращать окисление вследствие термического нагрева во время сварки. Stain Flux может заменять защитный газ (особенно в случаях, когда конструктивные особенности изделия не позволяют обеспечить поддув аргона с обратной стороны, использовать специальные заглушки и керамические подкладки. Stain Flux также поддерживает сварочную ванну снизу и способствует равномерному отводу тепла. К тому же он химически очищает поверхность, тем самым позволяя избежать включений в сварочный шов.
Способ применения Stain Flux
1. Смешайте Флюс в следующей пропорции: 500 г флюса с 210-250 г денатурированного этанола.
2. Перемешивая, добавляйте 210-250г денатурированного этанола до тех пор, пока не получится плотная густая паста, кремообразной консистенции.
3. Дайте пасте настояться несколько минут.
4. Обезжирьте поверхность стали органическим растворителем.
5. Нанесите пасту с помощью кисти на обратную сторону шва. Паста должна быть нанесена ровным слоем на поверхности, которые должны быть сварены, с учетом предполагаемого направления сварки.
6. Сваривайте.
Области применения:
Контактная сварка:
Stain Flux наносится на свариваемые поверхности перед сборкой. Stain Flux выполняет функции очистки, предотвращая образование оксидов вследствие нагрева металла вблизи зоны сварки. Этот процесс исключает опасность загрязнения сварочного шва и облегчает расплавление металла в точке контакта, что в итоге облегчает весь процесс контактной сварки.
Служит защитной прокладкой во время сварки:
Stain Flux выполняет несколько важных функций во время сварки — Защита сварочной ванны от окисления,
— Сварочный валик может быть сформирован с высоким усилением
— Стабильная скорость сварки
— Поддерживающий эффект
— Высокие показатели смачивания позволяют отводить избыточное тепло от зоны сварки и таким образом предотвращает неконтролируемое проплавление и прожигание металла.
— Отверстия малых диаметров защищены равномерным нагревом и отсутствием включений.
Сварное соединение внахлест:
Применение Stain Flux при сварке внахлест предотвращает неконтролируемое проплавление. Равномерный нагрев и низкая скорость охлаждения предотвращают риск охрупчивания и делают сварное соединение более крепким, а процесс сварки более управляемым.
Сварка пластин различной толщины с V-образной разделкой:
Stain Flux предотвращает прожигание, когда свариваются вместе толстые и тонкие листы металла. Так как нагрев распределяется равномерно, то исключается образование зон с критической температурой в локальной области. Проплавление также становится более равномерным и единообразным.
Сварка пластин с V-образной разделкой с одной стороны:
Stain Flux увеличивает равномерность проплавления на достаточную глубину. Соединения, которые нуждались в сваривании с двух сторон, при использовании Stain Flux могут быть сварены с одной стороны.
Сварка пластин с V-образной разделкой с двух сторон:
Когда свариваются пластины большой толщины, или когда необходимо обеспечить высокое качество при сварке с двух сторон, Stain Flux применяют перед укладкой первого сварного шва.Таким образом защищенная околошовная зона не нуждается в зачистке и шлифовке при укладке следующих сварных швов. Рекомендуется произвести очистку металлической щеткой после второго прохода для удаления шлака.
Сварка низколегированных и высоколегированных сталей (композитных сталей):
Когда Stain Flux используется при сварке низколегированных и высоколегированных сталей, желательно предварительно снять фаску как со стороны низколегированной, так и со стороны высоколегированной стали. Это исключает необходимость удаления шлака и шлифовки. Когда Stain Flux используется с таким сочетанием сталей, то рекомендуется в первую очередь наносить его на высоколегированную сталь, а сварку начинать с низколегированной.
Аргонщик.рф › Блог › Основные ошибки и дефекты аргонодуговой сварки(TIG, аргон)

Сегодня пойдет речь не о сварке, а о дефектах при аргонодуговой сварке.
И так вкратце, часто ошибки бывают при подготовки поверхности, тк TIG «любит» чистоту и стерильность. в процессе сварки, а также после ее окончания. Также отмечу, что встречаются дефекты сварки. которые нельзя увидеть глазами, например, слишком мелкие дефекты, дефекты между слоями швов и тд. И все эти ошибки в конце концов приведут к разрушению сварного соединения.
Начну всё же с более трудно определяемого(когда не видна противоположная сторона шва) при сварке дефекта, и дефект этот непровар. Многие сварщики. да и самоучки, научивший накладывать ровный и красивый с виду шов частенько забывают о проплаве и проваре кроенного шва. А некоторые, кстати и на этом форуме, как и на многих других еще и доказывают свою правоту, =) мол у меня шов красивый — значит изнутри провар есть.Чёртас два, я вам скажу как специалист занимающийся неразрушающим контролем!

Непровары — это несплавления наплавленного металла с основным, или слоев шва между собой. К этому дефекту относят и незаполнение сечения шва. Непровары будучи концентраторами напряжений снижают прочность шва и будут являться причиной его разрушения.
Если честно, то даже для меня является в некоторых случаях сделать такой шов, чтобы с противоположной стороны был четкий и постоянный провар корня шва(односторонняя сварка).
Основные принципы устранения этих дефектов — разделка противоположной стороны шва и двухсторонняя сварка, достаточно широкий для проплавления и свариваемой толщины детали зазор
Самая распространенная ошибка — плохая подготовка поверхности!
На фото шов на алюминии, не почищенном перед сваркой. Видны окислы на поверхности шва — такой шов откровенное гуамно.

Далее все как по библии.

Причина образования трещин — несоблюдение технологии сварки например, неправильное расположение швов, приводящее к возникновению концентрации напряжения, завышенный ампераж сварочного процесса, неверный выбор сварочных материалов, резкое охлаждение конструкции. А также повышенное содержание в шве углерода и различных примесей — кремния, никеля, серы, водорода, фосфора.
Устраняются трещины вырезанием и/или засверливанием концов трещин.

Наплывы возникают, когда расплавленный металл натекает на основной, но не имеет сплавления с ним. Дефект шва возникает по разным причинам — при недостаточном прогреве основного металла вследствие малого тока, излишнего количества присадочного материала.
Устраняются наплывы срезанием с проверкой наличия непровара в этом месте.

Подрезы — это углубления по околошовной зоне шва. Подрез уменьшает сечения шва и создает концентрацию напряжения. И то и другое ослабляет шов. Подрезы возникают из-за повышенного ампеража сварочного тока. Чаще всего этот дефект образуется в горизонтальных швах.
Устраняют подрез наплавкой тонкого шва по линии подреза и шлифовкой.

Кратеры — дефекты в виде углубления, возникающего в результате обрыва сварочной дуги. В этом же месте возможно «пенообразование», те пористость. Кратеры в 99% случаев образовываются при сварке алюминия, без окончательной продувки газом. Кратеры снижают прочность шва из-за уменьшения…да, да всё того же сечения шва. В них могут находиться усадочные рыхлости, способствующие образованию трещин.
Устраняют кратеры вырезанием или высверливанием до основного металла, после чего заваривают снова.
…так что там у нас еще…

Прожоги это дефекты сварки, проявляющиеся в сквозном проплавлении и вытекании жидкого металла через сквозное отверстие в шве. по-русски — «дырка» При этом обычно с другой стороны образуется натек. Прожоги возникают из-за повышенного ампеража сварочного тока, недостаточной скорости перемещения при сварке, большого зазора между кромками металла, и тд.
Исправляют прожог зачисткой и последующей заваркой.
Так же имеют место быть такие дефекты как посторонние включения, перегрев металла, пористость шва, отклонение от норм по геометрическим размерам и прочие, прочие, прочие…
Друзья, читайте больше литературы технической, варите хорошо. а как попало выйдет само!
И уж точно не надо мне, будучи профи в неразрушающем контроле, усираясь, доказывать что ваш сварной шов идеален без проведения какого либо вида контроля последнего.
Всем мира и Бобрёнка, удачи и подписывайтесь!
Я всегда могу вам помочь со сваркой в среде аргона. Аргонодуговая сварка в Истре и Дурыкино
Видео, в котором показано, как варить трубу со 100% проваром корня шва.
Защита сварного шва нержавеющих сталей
Основными задачами защитного газа являются защита сварочной ванны от воздействия атмосферы, то есть от окисления и поглощения азота, и стабилизация электрической дуги. Выбор защитного газа также может влиять на характеристики профиля проникновения сварного шва.
Защита сварочным газом
Защитные (сварочные) газы для сварки MIG / GMAW
Основным газом для сварки MIG / MAG является аргон (Ar). Гелий (He) может быть добавлен для увеличения проплавления и текучести сварочной ванны. Смеси аргон или аргон / гелий можно использовать для сварки всех сортов. Однако для стабилизации дуги, улучшения текучести, а также улучшения качества наплавленного сварного шва обычно необходимы небольшие добавления кислорода (O2) или диоксида углерода (CO2). Для нержавеющих сталей также используются газы, содержащие небольшое количество водорода (H2).
В таблице указан соответствующий выбор защитного газа для сварки MIG / MAG с учетом различных типов нержавеющей стали и типов дуги.
- a) Предпочтительно при импульсной сварке МИГ.
- b) Более высокая текучесть расплавленной ванны, чем при добавлении CO2.
- c) За исключением сплавов 22.12.HT и 27.31.4.Lu, где Ar является предпочтительным.
- d) Не использовать в дуговой сварке распылением, где требуется сверхнизкое содержание углерода.
- e) Лучшая сварка короткой дугой и позиционная сварка по сравнению с Ar + (1-2)% O2.
- f) Более высокая текучесть расплавленной ванны, чем с Ar. Лучшие свойства сварки короткой дугой, чем с Ar + (1-2)% CO2.
- g) для сплавов с азотом.
Защитные газы для сварки TIG / GTAW
Обычным газом для сварки TIG является аргон (Ar). Гелий (He) может быть добавлен для увеличения проплавления и текучести сварочной ванны. Газ аргон или аргон / гелиевые смеси можно использовать для сварки всех сортов. В некоторых случаях добавляют азот (N2) и / или водород (H2) для достижения специальных свойств. Например, добавление водорода дает гораздо более сильный эффект, чем добавление гелия. Однако добавки водорода не должны использоваться для сварки мартенситных, ферритных или дуплексных марок.
В качестве альтернативы, если добавляется азот, свойства сварочных швов для сплавов, легированных азотом, можно улучшить. Окислительные добавки (кислород, двуокись углерода) не используются, потому что они разрушают вольфрамовый электрод.
Рекомендации по защитным газам, используемым при сварке TIG различных нержавеющих сталей, приведены в таблице. Для плазменной сварки газы с добавлением водорода в таблице в основном используются в качестве плазмообразующего газа, а чистый аргон в качестве защитного газа.
| Основной металл (тип металла) | ||||||
| Аустенитные нержавеющие стали | Дуплексные нержавеющие стали | Супер дуплексные нержавеющие стали | Ферритные нержавеющие стали | Высокого легированные аустенитные стали | Никелевые сплавы | |
| Ar | ● | ● | ● | ● | ● | |
| Ar + He a | ● | ● | ● | ● | ● | ● a |
| Ar + (2-5)% H2 a,b | ● b | — | — | — | ● b | ● b |
| Ar + (1-2)% N2 | — | ● | ● | — | — | — |
| Ar + 30% He + (1-2)% N2 | — | ● | ● | — | — | — |
- a) Улучшает поток по сравнению с чистым Ar.
- b) Предпочтительно для автоматической сварки. Высокая скорость сварки. Риск пористости в многопроходных сварных швах.
Защита корня шва
Отличный результат сварки без ухудшения коррозионной стойкости и механических свойств может быть получен только при использовании вспомогательного газа с очень низким содержанием кислорода. Для достижения наилучших результатов допускается не более 20 промилле O2 на корневой стороне.
Это может быть достигнуто с помощью установки защиты корня шва и может контролироваться с помощью современного кислородомера. Чистый аргон на сегодняшний день является наиболее распространенным газом для защиты корней нержавеющих сталей. Formiergas (N2 + 5 — 12% H2) является отличной альтернативой для защиты сварочного шва обычным газами для аустенитных сталей. Газ содержит активный компонент H2, который снижает уровень кислорода в зоне сварки.
Азот можно использовать для дуплексных сталей, чтобы избежать потери азота в металле сварного шва. Чистота газа, используемого для защиты корней, должна составлять не менее 99,995%.
