Защита сварного шва от коррозии после сварки
Docent86 › Блог › Борьба с ржавчиной. Моё мнение. Часть 3. Нюансы сварки.

Всем доброго времени суток!
А мы продолжаем бороться со ржавчиной. Мы долго выгрызали её наждачкой и ёршиками в первой части, травили преобразователем во второй и в итоге получили дырку.
Не аккуратное отверстие в нужном месте а именно дырку там где её быть не должно((
Выход один — сварка.
Я уже писал раньше про то что если металл поело более чем на половину толщины то спасти его уже не получится. Но вера умирает последней)))
Поэтому придётся варить. Варианты нетрадиционного применения жести от холодильника с заклёпками, тряпок, газет со смолой и т.п. я не хочу и не буду рассматривать и тем более применять!
Не знаю как вы, а я варить не особо умею, и сварочника у меня своего нету.
Собственно это кузовщик из того самого дружественного сервиса где я раньше работал.
Вот кстати пример его работы:
www.drive2.ru/l/1413963/
www.drive2.ru/l/1664785/
Собственно и вам советую поступить так.
Заранее договориться, заехать на осмотр, обсудить нюансы.
Кстати, можно попробовать договориться о том что вы сами всё подготовите, срежете гниль, зачистите, сделаете заготовки латок. А сварной просто обварит их с лёгкой подгонкой по месту.
Заодно присмотритесь чем он работает, как у него получается)))
Если вы не увидите у него полуавтомата, а вместо него будет автоген или он вообще варит электродами то БЕГИТЕ ОТТУДА! Он сделает только хуже!
Но даже если у него есть полуавтомат, но руки растут ниже талии и он варит вот так

В общем… сами знаете что делать)))
Большинство кузовщиков предлагают переварить не весь порог, а только нижнюю часть.
Как например тут
Не советую соглашаться, фигня получится!
Подготовка довольно важный момент! Требует немало времени, но от неё будет зависеть конечный результат.
Вырезать ржавчину лучше с запасом. Оставлять только живой металл!

А менялся вот такой кусок

Для латок по цене стакана семечек можно найти битый капот, дверь, крышу.
ИМХО железо с немцев первой половины 90-х годов идеальный вариант!
Где найти? На разборке или у тех кто продаёт свою битую машину.
По сварке не важно днище это, порог или крыло. есть 3 основных нюанса:
1) Варить только встык! Если латка приварена внахлёст то образуется полость обработать которую скорее всего не получится. Из-за этого она быстро сгниёт!
2) Шов должен быть сплошным! Если просто прихватить а потом обмазать антикором то толку от такого ремонта будет мало! Варить естественно не за один подход, давая остыть поверхности, иначе поведёт, поверхность станет волнистой!
Вот пример толкового шва

Хоть керосином проливай!
3) Сварные швы должны быть очень хорошо вычищены и правильно обработаны с ОБЕИХ сторон. Вот тут можно посмотреть что довольно скоро происходит если не обработать изнутри Сгниёт очень быстро!
Отдельная песня по порогам.
Большинство кузовщиков предлагают переварить не весь порог, а только нижнюю часть.
Как например тут
Многие вообще так латают

А многие лепят с кусков

Лично я не вижу смысла менять порог кусками. Только целиком!
Многие недоумевали почему вот тут я менял у себя порог целиком, хотя можно было обойтись двумя латками 50*200мм! Ответ простой! Пороги гниют в местах повреждения, в 99% случаев это в месте установки домкрата. Снаружи мы видим прогнившую дырочку, но когда демонтируем старый порог то увидим что усилитель порога в этом месте также ржавый или гнилой. Если забить на это дело то за года 2 он сгниёт полностью и при очередной попытке поддомкратить машину домкрат провалится внутрь. Причём произойдёт это в самый неподходящий момент, неожиданно и скорее всего будет сопутствующее попадание на бабло или здоровье… Нафиг! Нафиг!
Резать внешний короб порога и через эти технологические окна ремонтировать порог — не мой вариант! Придётся потом шпатлевать. А шпатлю на порогах и бамперах я не преемлю! Ибо сколется она довольно быстро!
Поэтому ИМХО лучше поменять внешнюю часть порога, или накладку целиком.
Да, я знаю что продаваемые на рынках накладки гораздо хуже заводских, они тоньше. Но они не являются усилителем и силовой нагрузки на них нет.
Лучше целая, грамотно приваренная и заантикоренная «Дания» чем родное гнильё под слоем шпатли, да ещё и с сопутствующими косяками!
Почему Дания? А потому что единственное нормальное ремонтное железо на нашем рынке это KLOKKERHOLM. А в ковычках потому как слабо я верю в то что это Дания)))
Можно конечно заказать порог на заводе, из металла любой толщины, но это будет прямой короб, без торцов и выштамповок под стойки и т.п. А на большинстве машин пороги очень непростой формы! Делать их самому это кроилово…
Вот кстати как выглядят эти ремонтные пороги:

Думаю суть понятна.
Демонтируем старый порог, высверливая заводские точки сварки.
Для таких целей советую купить специальное сверло для точечной сварки, или посмотреть заточить обычное сверло вот так:

Преимущество у него в том что оно позволяет срезать точку не просверлив при этом лишнего!

Я не раз демонтировал пороги с разных авто, сам, или видел как это делали другие. У всех подгулявший усилитель который требует ремонта.
Так было и в моём случае.

Согласитесь так лучше?

Швы необходимо зачищать даже там где этого и видно то не будет!


Для усилителей и поддомкратников естественно берётся более толстый металл!
Пока порог снят нужно вычистить и прокрасить всё внутри. Только не перестараться, иначе потом будет плохо варить, да и загореться эта гадость может!
Сам же ремонтный порог также нужны вычистить от транспортировочного грунта и прокрасить изнутри.
ДА! Почти все ремонтное железо идёт в чёрном грунте. Грунт этот транспортировочный, красить по нём нельзя! Его надо полностью вычистить и перекрасить нормальным.
Зачастую под этим чёрным грунтом даже ржавчина встречается!
Бывают ещё и оцинкованные, но мой кузовщик о них очень плохо отзывается. И варятся они плохо, и кривые до безобразия. Хотя производитель у них один.
Не зря говорят век живи — век учись.
Недавно я узнал об одной классной штуке.
Называется сварочный грунт.
Аннотация к нему:
Представляет собой насыщенное цинком сварочное покрытие для точечной и дуговой сварки. Позволяет восстановить заводскую защиту металлических деталей автомобиля и существенно сокращает риск возникновения коррозии в местах сварки. Детали могут быть сварены в течение 20 мин после нанесения.
• Прост в использовании.
• Подходит для любых сварочных кузовных работ.
• Наносится быстро, легко и без потеков.
• Превосходно распыляется и не течет.
• Обеспечивает минимальное разбрызгивание металла при сварке.
Если кратко то суть его в том что он не выгорает при сварке и защищает свариваемые детали.
Наносится он на место шва

Выпускает его несколько фирм. Однако из общедоступных заслуживают уважения всего две:
1) U-pol weld #2 и
2) 3M™ Weld Thru II (50410)
Стоят они недёшево, порядка 20-30 баксов, но они того стоят!
Когда я делал свою машину то не знал про него, жалею об этом)))
Зато я нашёл ему другое применение. Он термостойкий! Я грунтую им суппорта перед покраской термостойкой краской))
После переварки порогов я обрабатываю их изнутри. для того что бы это можно сделать максимально качественно я сверлю отверстия

Отверстия напротив отверстий в усилителе, это позволяет хорошенько обработать порог изнутри!
Антикоррозийная защита сварных соединений – как сделать это качественно
Далеко не все задумываются о том, что сварные швы нуждаются в дополнительной защите от коррозии. Какой бы вид сварки вы не использовали, от нагрева в местах соединения деталей защита металла слабеет перед коррозией. Даже если до этого вы защищали участок самым современным и надежным антикоррозийным покрытием. Сварные швы в любом случае нуждаются в восстановлении цинкового покрытия после сварки.
Не стоит забывать, что сварные швы – это основа прочности конструкции, именно на них приходится основная нагрузка при дальнейшей эксплуатации. Поэтому именно сварные швы должны быть максимально защищены от коррозии, в первую очередь, чем вся остальная конструкция.
К счастью, сегодняшние технологии позволяют без особого труда и быстро нанести защиту на сварные швы, которая прослужит не один десяток лет, как и вся конструкция.
Нужно ли готовить сварной шов под нанесение покрытия?

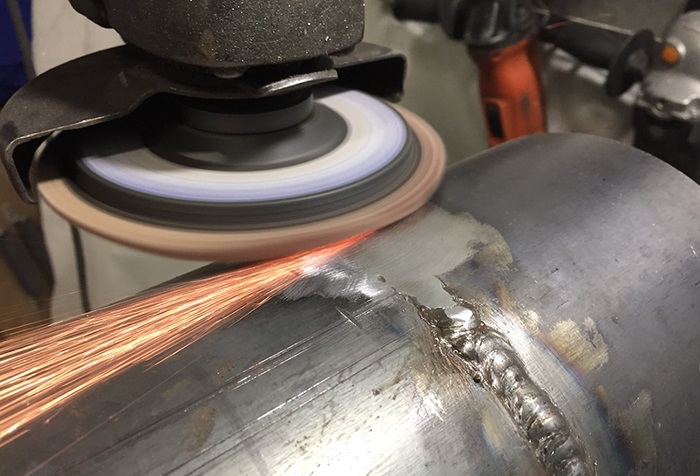
Для качественной антикоррозийной защиты сварных соединений специалисты рекомендуют защищать сварные швы от коррозии не позднее 3 дней после сварки, так что затягивать с этой процедурой не стоит. Перед нанесением покрытия сварные швы тщательно зачищают наждачным кругом, металлической щеткой или специальным аппаратом для очистки. После очистки швы промывают, протирают и просушивают. Если остались сварочные брызги, остатки шлака, неровности, острые грани, остатки грязи, то рекомендуется их удалить. В общем, поверхность сварных швов должна соответствовать ГОСТам – очистки и подготовки металла под покраску.
Чем защищают сварные швы от коррозии?
Так как сварные швы – самое слабое место перед коррозией в металлической конструкции, то защищать его с помощью простых красок или даже специальных антикоррозийных составов – не целесообразно. Если вы хотите сохранить конструкции не один десяток лет, то необходимо использовать только цинкование.
Самыми эффективными и долговечными являются методы горячего и холодного цинкования. После сборки конструкций и сваривания их частей, применение горячего метода невозможно. А вот холодное цинкование как раз приходит на помощь сварным швам.
Холодное цинкование – это защита от коррозии на 25-50 лет, удобство нанесения, как обычные краски и экономия, за счет отсутствия оборудования, низкой стоимости составов, применения на месте эксплуатации своими силами
Кроме того, существует состав холодного цинкования, идеально подходящий для защиты сварных швов от коррозии – Барьер-Цинк.
Как наносить защиту на сварные швы?
Нанесение холодного цинкования на сварные швы происходит так же, как и при защите обычного участка металла. Можно использовать кисти, валики, аппараты воздушного или безвоздушного распыления. Но, если вы не являетесь профессионалом, а сварные швы у вас небольшого диаметра, то рекомендуем вам применять средство из аэрозольного баллончика. Кстати, Барьер-цинк выпускается и в виде спрея.
Наносить холодное цинкование рекомендуется примерно через 24 часа после непосредственной сварки. Так как швы должны полностью остынуть и «схватиться».
Нужно ли наносить финишное покрытие на сварные швы после холодного цинкования?

Холодное цинкование прекрасно справляется с защитой от коррозии, а вот от ультрафиолета и атмосферных явлений не помешает дополнительная защита. К тому же, холодное цинкование имеет серый матовый цвет. В итоге сварные швы будут сильно отличатся по цвету и выделятся на фоне остальной конструкции. С помощью финишного покрытия вы можете придать сварным швам тот же цвет, что и у всей конструкции, а так же дополнительно защитить конструкцию от ультрафиолета и других явлений природы.
Кстати, холодное цинкование прекрасно сочетается с 99% всех красок любых составов. Особой популярностью пользуются алюминиевые краски, в которых сочетаются – привлекательный блестящий цвет и мощные защитные характеристики. К тому же, блестящий алюминиевый цвет – это очень близкий цвет к горячему цинкованию. Если остальные части конструкции были защищены именно таким способом, то алюминиевая краска вам просто необходима. Рекомендуем также воспользоваться составом в аэрозольном баллончике.
Сколько стоит защитить сварные швы от коррозии?
При использовании Барьер-Цинка, покрытие одного метра сварного шва обойдется вам примерно в 5,5 рублей. Совсем немного, правда? Особенно по сравнению с ценой замены всей конструкции, если она разрушится от коррозии.
Кому стоит позаботиться о защите сварных швов от коррозии?
Защищать сварные швы от коррозии выгодно для всех. Любые конструкции, применяемые как в промышленности, так и для хозяйственно бытовых нужд, прослужат дольше на десятки лет, если защитить сварные швы. Вы сможете сэкономить на замене конструкций и их ремонте, как у себя на даче, так и в бюджете своего предприятия.
Для тех, кто занимается производством и продажей кованых изделий и металлических конструкций, защита сварных швов особо выгодна. Изделия и конструкции, созданные вами, прослужат у их покупателей не 3-5, а десятки лет. Их не нужно будет подкрашивать, дополнительно защищать от коррозии, годами бороться с ее появлением. Все это послужит вам и вашему предприятию отличной рекламой. Кроме того, вы можете дополнительно продавать услугу – защиту сварных швов конструкции от коррозии. Сварщики также могут включать в список своих умений такую выгодную услугу, как защита сварных швов.
Защита сварных швов от коррозии
Автор: Игорь
Дата: 10.03.2018
- Статья
- Фото
- Видео
Сварное соединение и зона около шва, независимо от марки стали, ее назначения и сложности изделия является наиболее уязвимым местом по отношению к остальной конструкции. Химическая и электрохимическая коррозия сварных соединений наиболее опасные виды разрушений, которым они подвержены.

Защита шва от коррозии
Причины появления коррозии при сварке 
Появление коррозии в первую очередь на сварных соединениях, объясняется двумя причинами:
- разрывом первичных межкристаллических связей и получением новых, отличных по своим механическим свойствам от прежних, а также появление напряжений в структуре металла.
- изменением химического состава, появлением оксидов (эндогенных неметаллических включений), являющихся концентраторами напряжений в структуре;
- образованием гальванической пары за счет изменений в хим. составе сварного шва.
Влияние вышеперечисленных изменений возрастает пропорционально степени и интенсивности, количеству и размерам. Скорость протекания реакции окисления дополнительно определяется условиями работы: климатической составляющей, физико-химическим воздействием (рабочей средой).
Виды коррозии сварочного шва
На данный момент достаточно изучили, какие существуют виды коррозионного разрушения сварных соединений и в зависимости от характера их действия, к ним применяются соответствующие меры защиты.
По характеру разрушения коррозия подразделяется на 3 типа:
Преобладает преимущественно в углеродистых нелегированных или мало легированных сталях с однородной структурой. Шов, вне зависимости от марки стали, всегда разрушается более интенсивно, чем целостная плоскость.

Внешний вид сплошной коррозии
- Точечная или местная
К такому виду разрушения предрасположена сталь неоднородная по своему химическому составу. Такая коррозия развивается в слабо ржавеющих сталях типа Х12МФ или в сварных швах, обедненных хромом. Обуславливается также и условиями эксплуатации.

Местная коррозия металла
- Межкристаллитная или ножевая
Наиболее опасный вид коррозии. Разрушение происходит по границам зерен металла по всей толщине. Подвержены этому «заболеванию» аустенитные (нержавеющие) стали, подвергающиеся продолжительному нагреву свыше 600 ºС, в том числе и свариванию.

Межкристаллитная коррозия металла
Гальваническая пара также способствует этому виду разрушения: сварное соединение после расплавления меняет свой химический состав и при воздействии на него электролита, в качестве которого может выступать даже вода, истощается в первую очередь. Такой вид коррозии «работает» одновременно может работать на большой площади металла, который разрушается даже при небольшой нагрузке.
Первостепенная задача, после термомеханической обработки — защита сварных швов от коррозии всех видов.
Способы защиты соединений от коррозии
Защита сварных швов от коррозии ГОСТ 9 402-2004 проводится двумя типами покрытий:
- неметаллическим: лакокрасочными материалами, дополнительно придающими эстетичный внешний вид;
- металлическим: анодирование, лужение, наплавление коррозионно-стойких материалов, лакокрасочные материалы на металлической основе.
Наносится антикоррозионная защита сварных соединений после многостадийной обработки поверхности, которая направлена на устранение оксидной пленки и мелкодисперсной пыли впоследствии вызывающие подпленочную коррозию.

Эффект от антикоррозийного покрытия шва
Процесс может состоять из нескольких этапов:
- Механическая обработка поверхности.
- Химическая или электрохимическая обработка поверхности с образованием устойчивых соединений, увеличивающих коэффициент сцепления между двумя разнородными материалами:
- для черных металлов: фосфатирование, хроматирование, пассивирование, воронение;
- для цветных металлов: лужение, щелочное травление + осветление.
Для аустенитных сталей проводится дополнительная термомеханическая защита сварных швов от коррозии, нержавейка в этом отношении зависит от содержания хрома. При процентном содержании хрома до 12 %, он находится в зерне металла, а на его границах это количество снижено, что приводит к увеличению карбидных и интерметаллидных соединений. В то время как само зерно остается в пассивном состоянии, границы начинают свободно реагировать. Для стабилизации структуры проводят термическую обработку стали, нагревая ее до 600 ºC и быстро охлаждая, что приводит к упрочнению межкристаллитных связей за счет образования карбидов хрома на границах.
Защита сварных швов от коррозии на авто являет собой совершенно другой принцип. Это низкоуглеродистый штампованный металл, с большим количеством внутренних напряжений. Здесь технология выбирается в зависимости от характера и размера повреждения. Главным критерием является, испытывают ли детали какую-либо нагрузку. Обработка швов корпуса автомобиля проводится двумя способами:
- металлическими припоями (лужение):
- олово–свинцовые — используются для ненагруженных деталей;
- латунные — используются для стыков, подвергающихся механическим нагрузкам;
- шпаклевочными материалами.
Лужение сварочного шва представляет собой заполнение неровностей латунным или оловянно–свинцовым припоем (олово в чистом виде при температуре -10º С окисляется и превращается в серый порошок).»
Перед нанесением поверхность очищается от ржавчины, мелкодисперсной пыли, после чего на поверхность наносят флюс, исключающий окисление, и нагревают горелкой. Припой изготавливается в виде прутков. Температуры нагретого металла превышает температуру плавления припоя, который сразу же схватывается с поверхностью. Лишний материал снимают рашпилем и шлифуют поверхность.
Защита сварных швов от коррозии под землей заключается в термической обработке (отпуску) сварного соединения, как правило, это относится к магистральным трубопроводам, которые изготавливаются из углеродистого легированного металла или нержавеющей стали. Углеродистый металл общего назначения, не требует такой обработки и сразу подвергается изоляции материалами, изготовленными на основе битума, стекла, полимеров.
Защита сварных швов от коррозии в авиации основывается на технических свойствах алюминиевых сплавов, которые являют собой основу всего самолетостроения. Алюминий, являясь наиболее близко расположенным к кислороду элементом, проявляет высокую активность при взаимодействии, что исключает возможность сваривания металла в незащищенной атмосфере. В самолетостроении важно максимально точно сохранить однородность сплава, для чего используют магнитно–импульсную сварку. Особенность ее заключается в мгновенном расплавлении (0,1-0,2 сек) и соединении двух частей, при котором очень плотное прилегание двух поверхностей исключает влияния чужеродных примесей на зону плавления. Эту же технологию применяют для труб ответственного значения.
Вывод
Существующие технологии представляют собой две стадии защиты:
- Стабилизацию структуры термической обработкой (используется ограниченно, в легированных сплавах);
- Нанесение различных коррозионно-устойчивых покрытий на защищаемую поверхность (применяется для всех видов сплавов).
Задача покрытия состоит в том, чтобы создать максимально прилегающий к основе слой, исключить на него воздействие кислорода. По-сути это можно назвать изоляционным слоем. Тем не менее, устранить корродирование полностью невозможно, все направленные меры способны только увеличить длительность этого процесса во времени.
Защита сварного шва от коррозии после сварки
Коррозия представляет большую опасность для металла. Это процесс приводит к его постепенному разрушению, выходу из строя крупных металлоконструкций. Ситуация представляет опасность для человека и оборудования.
Но коррозия металла часто связывается только с его поверхностью. Это неверно.
Ржавчина может развиваться и в сварных швах. Даже если лист или стальная деталь хорошо защищены от коррозионного поражения, опасность для мест соединения остается высокой.
Чтобы не допустить развития процесса, потребуется защита сварных швов от коррозии. Рассмотрим, каким образом обеспечить безопасность и на что стоит обратить внимание в первую очередь.
Особенности развития коррозии в местах сварного соединения
Чтобы понять причины появления и прогрессирования коррозии, нужно учитывать особенности процесса сваривания. Чтобы соединить листы или стальные детали между собой используется сварочная проволока.
Для изготовления проволоки выбирают сплавы с высокой устойчивостью к высоким температурам.
Главная задача сварщика – не допустить деформации, разъединения места шва.
Защита от ржавчины отходит на второй план, при том, что шовные кромки превращаются в коррозийно-активную область.
Есть несколько факторов, которые стимулируют постепенное развитие коррозии в процессе сварки:
- Нагрев. Высокие температуры в такой ситуации выступают в качестве катализатора окислительного процесса.
- Сильное локальное напряжение. Также провоцирует коррозию, представляет собой механическую нагрузку, которую очень сложно выдержать материалу.
- Микродефекты. Даже у самых опытных сварщиков такие дефекты присутствуют в работе. Там где есть дефекты, остается много места для оседания катализаторов окисления. Особенно это актуально при использовании изделия на открытом воздухе.
- Неоднородность соединения металлов. Часто это становится причиной появления электрохимической коррозии.
Еще один фактор риска – остатки флюсов, которые часто есть на металле после того, как сварка уже закончилась. При попадании воды, создается активная среда, запускается кислотный коррозийный процесс.
Как не допустить коррозии шва
Защита сварного шва от коррозии после сварки – ключ к длительному использованию детали или металлоконструкции. Важно быстро обработать соединительный участок после того, как мастер закончил сваривать.
Процессы разрушения материала запускаются очень быстро, потому дорога каждая минута.
Есть несколько главных защитных мер:
- Отжиг. Нужен для того, чтобы убрать внутреннее напряжение в металле. Иногда отжиг не удается выполнить – в этом случае стоит искать альтернативные методы, которые бы не повредили деталь.
- Зачистка и шлифовка. Выполняются механическим способом. Это убирает неровности, микродефекты, позволяет уменьшить сечение шва. Здесь стоит учитывать влияние шлифования на общую прочность и следить за тем, сколько металла снимается в процессе.
- Поверхностная обработка. Есть специальные составы, которые позволяют убрать неизбежно образующиеся при сваривании продукты окисления, флюс. Обычно они создаются на основании ортофосфорной кислоты. Она отлично растворяет все потенциальные катализаторы коррозии, при этом помогает создать пассивирующий слой на поверхности.
- Нанесение защитного состава. Его можно наносить только на заранее подготовленную и обезжиренную поверхность. Не допускается использование с влажным металлом – место обработки требуется просушить.
В продаже есть много специальных защитных составов, которые включают в себя преобразователи ржавчины. Они вступают во взаимодействие с окалиной, гидроксидом железа, быстро проникают в оставшиеся на материале микротрещины.
Также может наноситься дополнительное защитное покрытие, которое не допускает контакта с потенциальными катализаторами коррозии.
Если все защитные меры были выполнены правильно, на сварных соединениях не будет возникать коррозия. Исследования показывают, что в таком состоянии шов может оставаться целым на протяжении более 50 лет.
Чем обработать сварные швы
Сварка — давно известный метод скрепления металлических конструкций. У него много преимуществ, но есть и недостатки, причем такие, что могут легко испортить всю проделанную ранее работу. Чтобы свести влияние этих недостатков к минимуму, используются разные методы защиты металлических конструкций. Среди них — обработка сварного шва. О ней и рассказывается далее.
В чем необходимость обработки?
Сварка влияет на скрепляемые металлические конструкции, больше, чем кажется. В этот момент у деталей появляется большое внутреннее напряжение. А из-за него те могут деформироваться и становиться более хрупкими, что приводит к быстрому разрушению.
Также сварка влияет на химические, физические и механические свойства металлов, так как неравномерный нагрев деталей в процессе скрепления приводит к нарушению кристаллической решетки материала.
Чтобы вернуть деталям потерянные свойства, делается обработка в местах скрепления. Зачистка помогает не только укрепить конструкцию, увеличить ее пластичность, но также защитить сварные швы от коррозии и ржавчины.
Способы обработки сварных швов
Зачистка сварных участков — процесс непростой, требующий от человека навыков, а иногда и сложного оборудования. Первое, что необходимо делать при каждой обработке сварных зон — выбрать способ. Основных всего три:
- Механический. Предполагает, что участки будут зачищаться инструментами вручную. Эффективно убирает окалину.
- Термический. Здесь нужно нагревание и охлаждение по схеме, подбираемой по материалу детали. Она нагревается либо полностью, либо только в области зачистки.
- Химический. На участок наносится состав, который укрепляет его, защищает от коррозии. Обычно этот способ применяется на тех деталях, которые используются в активных средах.
Нельзя сказать, какой метод зачистки сварных швов после сварки лучший, так как каждый будет чем-то полезен.
Нередки ситуации, когда последовательно применяют все три способа на один и тот же шов.
Термическая обработка
Чаще всего термическая зачистка подходит для конструкций с тонкими стенками, например, трубопроводов, корпусов реакторов, сосудов давления и т. д.
Процедура восстановит прочность материала, снизит влияние на швы внутреннего напряжения металла, а также обеспечит стыкам долговечность. А из-за этого станет надежнее и вся конструкция. Но все эти преимущества можно получить, если работу выполнит специалист. Ведь малейшая ошибка приведет к дефектам, которые невозможно будет исправить. Также важно, чтобы во время термической зачистки использовались качественные инструменты, однако, они будут очень требовательны к энергии, это тоже потребуется учесть.
Сама технология термической зачистки швов предполагает, что сначала деталь будет нагреваться, а потом охлаждаться с соблюдением правильного температурного режима.
Процесс термообработки предполагает, что сначала область вокруг шва и он сам нагреваются. В этом состоянии деталь находится в течение времени (зависит от метода обработки), а потом охлаждается.
Так как температура нагрева будет зависеть от толщины сварного участка, а также вида самой конструкции, предполагаются разные способы термической зачистки.
Оборудование
Для металлических деталей небольших размеров обычно используются муфельные печи, но чаще все же пользуются индукционным, газовым или радиационным методом.
Так, для индукционной обработки нужен генератор переменного тока (высокочастотный). На деталь, которую нужно нагреть, наматывается нагревающаяся катушка индуктивности.

Для газового метода потребуется горелка. Основной сложностью здесь будет направить и сформировать факел так, чтобы необходимый участок получил равномерное нагревание.
При радиационном методе нагревание будет производиться нихромовой проволокой инфракрасного излучения, через которую проходит ток.
Так как технология термической зачистки швов предполагает нагревание детали до определенной температуры, дополнительно потребуется оборудование, которое будет эту температуру контролировать. Надежнее всего использовать пирометры и тепловизоры, что могут работать на расстоянии. Также применяются термокарандаши и термокраски, след которых меняет цвет в зависимости от изменений температуры. За этим нужно будет непрерывно следить и ждать появления нужного оттенка.
Виды термообработки
Термообработка потребует выбора оборудования и определения подходящего вида нагрева. Сначала нужен предварительный нагрев. Такая обработка применяется перед сваркой конструкций и предполагает нагревание — до 150-200 °C. Далее применяется один из методов:
- Высокий отпуск — это нагревание от 650 до 750 °C в зависимости от стали, а потом поддержка этой температуры в течение 5 часов.
- При нормализации потребуется температура от 950 °C, в основном эта обработка применяется для углеродистой стали. После того как сварные участки будут выдержаны, они остужаются в естественных условиях.
- Аустенизация предполагает температуры от 1050 °C, под которыми шов держится час, а потом остужается охлаждающими средствами. Часто этот вид температурной обработки используется для конструкций из аустенитных сталей.
- Стабилизация похожа на аустенизацию, только применяются меньшие температуры.
Останется только термический отдых, когда металл прогревается до температуры в 250-300 °C, что снимает напряжение со сварного участка, снижая содержание диффузного водорода.
Механическая обработка — зачистка
Зачистка сварных швов после сварки механическим путем тоже предполагает несколько видов. Но они зависят не от типа металла, а от оборудования, используемого для зачистки сварных участков.
Если заняться механической зачисткой, придется шлифовать деталь болгаркой или шлифовальным устройством. При обработке болгаркой дополнительно потребуется выбрать насадку — лепестковую или абразивную.
Болгарка используется чаще, поэтому перед тем, как говорить о том, чем зачистить сварочный шов, стоит упомянуть о правилах выбора насадок:
- Важно определить нужный материал шлифовального круга. Для зачистки сварных деталей обычно берут круги из цирконата алюминия.
- Размеры зерен тоже важны, более того, лучше всего зачищать швы несколькими насадками. Крупные зерна уберут крупные окалины, а самые мелкие зерна подойдут для заключительной шлифовки.
- Лучше брать круги с тканевыми лепестками.
- Иногда для шлифовальной машины могут потребоваться борфрезы, чтобы зачищать труднодоступные участки.

Механическая обработка сварных швов наиболее часто встречается на автомобилях, когда нужно устранить окалины, оксидную пленку, заусенцы и другие дефекты, которые могут повлиять на прочность корпуса.
Также большинство деталей, которым потребуется дополнительная окраска, должны пройти обработку механическим путем.
Химическая обработка
Здесь зачистка сварных участков будет проводиться только путем травления или пассивацией.
Травление швов проводится перед механической шлифовкой. Для этого используют химические составы, которые создают на местах соединения антикоррозийное покрытие. С помощью травления можно устранить с металлических конструкций окисленные никель и хром, которые вызовут ржавчину, если их оставить.
То, как будут использоваться средства для травления, зависит от величины участков, которые нужно защитить, а также типа металла. Это повлияет на время обработки и то, будет ли деталь полностью помещаться в травильный раствор или им будет покрываться нужная небольшая часть.

Другим методом очистки сварных участков будет пассивация. Здесь используемые составы, оксиданты, будут мягко снимать свободный металл с поверхности, а после образуют устойчивую к коррозии пленку.
Однако, при обработке пассивацией используются сильные реагенты. Поэтому после их остатки нужно смыть с металлической детали, а воду, в которой проводилось промывание, правильно утилизировать.
Сам раствор, которым проводилась пассивация, будет содержать кислоты. Его нужно нейтрализовать щелочью, после профильтровать, а потом утилизировать по нормам.
Техника безопасности
Делать зачистку сварных швов можно только в спецформе, с соблюдением всех правил техники безопасности. Так, при работе с химией защищают руки, органы дыхания, глаза.
Проводит такие работы специалист с образованием и навыками, старше 18 лет.
Сварные участки защищаются, так как это одни из самых хрупких мест любой металлической конструкции. И если их можно укрепить, стоит приложить максимум усилий для того, чтобы свариваемая конструкция прожила как можно дольше. Для этого и существуют способы зачистки сварных швов, описанные в этом материале.
