Для чего служит сварочный трансформатор ответ?
Сварочный трансформатор: устройство и принцип действия
![]()
Сварочный трансформатор является, пожалуй, самым распространенным видом промышленного оборудования. Его основу составляют несколько ключевых узлов, которые, взаимодействуя, генерируют сварочную дугу. Ее мощности достаточно для того, чтобы соединить две металлические заготовки или разрезать цельный кусок металла. В зависимости от конструктива, функционала и силы генерируемого напряжения оборудование делится на несколько видов. Каков принцип действия сварочного трансформатора, какие происходят при этом процессы, отличительные особенности моделей – это неполный список вопросов, которые рассмотрены ниже.
- Устройство сварочного трансформатора
- Принцип работы сварочного трансформатора
- Холостой ход
- Сварочный трансформатор: схемы и модификации
- Расчет трансформатора для сварки
- Классификация сварочных трансформаторов
Устройство сварочного трансформатора
Для плавки металла необходимо настроить в нужных значениях параметры потребляемого сетевого тока. В сварочном оборудовании изменяются основные его значения: понижается напряжение и возрастает сила тока. Сварка металлических заготовок была бы невозможна без основных комплектующих, которые входят в состав даже самого простого сварочного трансформатора:
- первичная обмотка (выполняется из изолированного провода);
- вторичная обмотка (очень часто для лучшей теплоотдачи выполняется неизолированной);
- магнитопровод;
- вертикальный винт крепления;
- крепление к обмотке и гайка винта;
- зажимы для фиксации проводов;
- рукоятку зажима винта;
- металлический корпус.
![]()
Помимо основного в сварочных трансформаторах используется дополнительное оборудование, улучшающее их работу и расширяющие функционал.
Для любого сварочного аппарата необходим магнитопровод. Он никак не влияет на параметры тока, но без сердечника невозможно образовать магнитное поле. Он состоит из набора металлических пластин своеобразной формы. Поверхность пластин покрыта оксидом, а в некоторых случаях защищена лаком. Изоляция необходима по техническим соображениям. Если бы сердечники делались из металла и не изолировались, то из-за действий магнитного поля генерировались бы токи Фуко. Они снижают индукцию поля.
Для снижения шумов, которые генерируются при работе трансформатора, важно максимально туго стянуть пластины. При ослаблении соединения усиливается вибрация, причиной возникновения которой является проходящий ток. Следует учесть, что избавиться от шума полностью не удастся. И его наличие в умеренной степени даже в новом оборудовании является нормой.
Принцип работы сварочного трансформатора
Итак, настало время рассмотреть детальнее, что такое сварочный трансформатор и как он функционирует. Алгоритм работы оборудования включает несколько основных этапов:
- Из сети энергоснабжения ток подается на первичную обмотку. В результате этого генерируется магнитный поток, замыкающийся на сердечнике устройства;
- Далее напряжение поступает на вторичную обмотку.
- Изготовленный из ферромагнитных материалов сердечник, на котором располагаются обе обмотки – первичная и вторичная, генерирует магнитное поле.
- По количеству витков катушки, точнее их разницы, изменяются напряжение и сила тока. По данным параметрам и рассчитывается трансформатор.
![]()
Есть прямая зависимость между количеством витков вторичной обмотки и выходным напряжением. Если нужно повысить напряжение на выходе, то следует прибавить количество витков вторичной катушки, и наоборот. Сварочный трансформатор является понижающим устройством. По этой причине количество витков на вторичной обмотке у него меньше, чем на первичной.
Помимо этого, устройство и узлы сварочного аппарата позволяют регулировать и силу тока. Для этого необходимо изменять расстояние между вторичной и первичной обмотками. Здесь наблюдается обратная зависимость: чем меньше расстояние, тем сильнее сила тока, и наоборот – чем больше расстояние, тем меньше значение. Данные регулировки дают возможность сварщику работать с материалами, которые отличаются и по составу, и по толщине.
Холостой ход
Любые представленные на потребительском рынке сварки оснащены двумя режимами работы: под нагрузкой и холостой. Во время сварочного процесса между изделием и электродом замыкается вторичная обмотка. Образуется ток большой мощности, которой хватает для того, чтобы плавить металл. По окончании работ вторичная цепь размыкается. Дается старт работе оборудования в режиме холостого хода.
В первично катушке генерируемые электрическим током силы имеют двойное происхождение. Первые из них образуются магнитным потоком, а другие – рассеиванием. Электродвижущие силы создаются в магнитопроводе, и между витками обмоток замыкаются по воздуху (между пластинами есть изоляция). Они формируют величину холостого хода.
Важно, чтобы сила тока холостого тока не представляла угрозы здоровью и жизни сварщика. Она ограничена величиной 48V. И только некоторые модели имеют этот показатель 60-70В. В случаях, когда электродвижущие силы, которые образуются от потока рассеивания, имеют большее значение, то дополнительно устанавливается автоматический ограничитель. Его нормативное срабатывание составляет меньше 1 секунды после окончания сварочного процесса. Корпус варочного аппарата всегда необходимо заземлять. В случае нарушения изоляции первичной обмотки напряжение пойдет путем наименьшего сопротивления и уйдет в землю, миную человеческий организм.
Сварочный трансформатор: схемы и модификации
Как уже упоминалось, помимо стандартного набора узлов сварочный аппарат может содержать и дополнительные компоненты, призванные улучшить его функционал и качество работы. Схемы дополняются:
- конденсаторами;
- тиристорными фазорегуляторами;
- дополнительными вторичными обмотками;
- импульсными стабилизаторами.
Помимо этого, нередко схема оборудования комплектуется дополнительным сопротивлением. Оно позволяет продолжить регулировку силы тока в тех случаях, когда разведение обмоток не может принести нужного результата. Это характерно для очень мощных моделей оборудования или в случаях работы с особо тонкими заготовками. Дополнительное сопротивление может представлять собой отдельный блок, оснащенный коннекторами для подключения к цепи или обычной пружиной, изготовленной из высокоуглеродистой стали. В любом случае через сопротивление следует пропустить ток, который идет от вторичной обмотки.
Расчет трансформатора для сварки
Для разных видов сварочных работ необходима различная мощность оборудования. Основной расчет показатели выполняется на основании разницы в количестве витков между катушками первичной и вторичной обмоток. Важно понять основной принцип действия сварочного трансформатора. Для понижающих устройств выработано правило, которое выражает зависимость между коэффициентом понижения и количеством витков.
Так, если выходное напряжение нужно понизить в 100 раз по сравнению со входящим, то количество витков вторичной катушки должно быть в 100 раз меньше сравнительно с количеством витков на первичной катушке. Точно такое же правило работает и в обратном направлении. Погрешность вычислений не превышает 3%.
Каждое устройство характеризуется так называемым коэффициентом трансформации. Данный показатель обозначает величину масштабирования при переходе от первичного (i1) значения до вторичного (i2). Формула для расчета выражается в таком виде: n = i1/i2. Вооружившись формулой, несложно определить значения для изготовления оборудования под конкретный вид сварки.
Классификация сварочных трансформаторов
Классифицировать сварочные трансформаторы принято по их назначению. Они отличаются по таким показателям:
- Габаритами и весом. На рынке представлены как небольшие модели, которые комплектуются наплечным ремнем для переноски; так и большие агрегаты, для перемещения которых потребуется тельфер или тележка.
- Напряжение холостого хода. Оно варьируется в широком диапазоне значений: от 48 до 70V.
- Сила тока. На большинстве серийного оборудования данный параметр колеблется в диапазоне от 50 до 400А. Встречаются крупные промышленные образцы, генерирующих ток силой в 1000А.
- Количество фаз и потребляемый ток. Одно и трехфазные сварочные трансформаторы под линии энергоснабжения 220 и 380В.
- Подача тока. Может быть непрерывной или импульсной.
- Используемые в работе электроды. Расходники различаются по составу и диаметру (2-6 мм).
Получить надежное соединение двух металлических элементов проще всего с помощью электрической сварки. Она отлично подойдет для выполнения разных видов работ на производстве, дома или в любом ином месте. Сварочные аппараты отличаются простотой использования, надежностью и эффективностью. Сварные швы намертво соединяют заготовки и служат на протяжении многих десятилетий.
Для чего служит сварочный трансформатор ответ?

- Главная
- Разделы сайта
- Программы спецпредметов
- Поурочное планирование
- Методические материалы
- Документы
- Технология сварки, материалы
- Мастерская
- Разное
- Книги/статьи
- Всё для сварки
- Форум
- Магазин электрооборудования
- Мои услуги



Вопрос 1. Устройство и назначение сварочного трансформатора.
Для дуговой сварки используют как переменный, так и постоянный сварочный ток. В качестве источника переменного сварочного тока применяют сварочные трансформаторы, а постоянного — сварочные выпрямители и сварочные преобразователи.
Источник питания сварочной дуги – сварочный трансформатор — обозначается следующим образом:
ТДМ-317, где:
Т — трансформатор;
Д — для дуговой сварки;
М — механическое регулирование;
31 — номинальный ток 310 А;
7 — модель.
Сварочный трансформатор служит для понижения напряжения сети с 220 или 380 В до безопасного, но достаточного для легкого зажигания и устойчивого горения электрической дуги (не более 80 В), а также для регулировки силы сварочного тока.
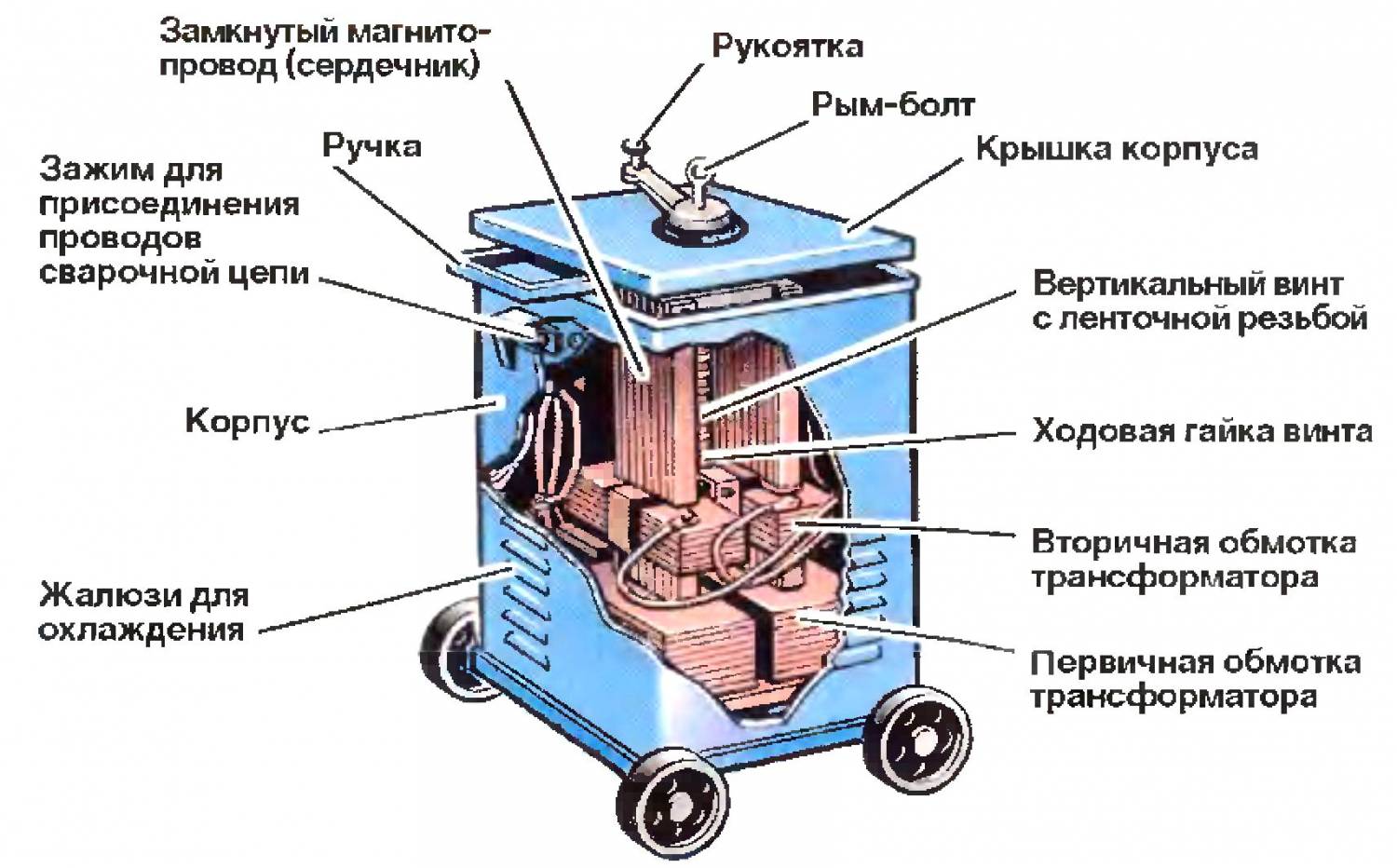
Трансформатор (рис. 22) имеет стальной сердечник (магнитопровод) и две изолированные обмотки. Обмотка, подключенная к сети, называется первичной, а обмотка, подключенная к электрододержателю и свариваемому изделию, — вторичной. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должно быть не менее 60-65 В; напряжение при ручной сварке обычно не превышает 20-30 В.
8 нижней части сердечника 1 находится первичная обмотка 3, состоящая из двух катушек, расположенных на двух стержнях. Катушки первичной обмотки закреплены неподвижно. Вторичная обмотка 2, также состоящая из двух катушек, расположена на значительном расстоянии от первичной. Катушки как первичной, так и вторичной обмоток соединены параллельно. Вторичная обмотка — подвижная и может перемещаться по сердечнику при помощи винта 4, с которым она связана, и рукоятки 5, находящейся на крышке кожуха трансформатора.
Регулирование сварочного тока производится изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки 5 по часовой стрелке вторичная обмотка приближается к первичной, магнитный поток рассеяния и индуктивное сопротивление уменьшаются, сварочный ток возрастает. При вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, магнитный поток рассеяния растет (индуктивное сопротивление увеличивается) и сварочный ток уменьшается. Пределы регулирования сварочного тока — 65-460 А. Последовательное соединение катушек первичной и вторичной обмоток позволяет получать малые сварочные токи с пределами регулирования 40-180 А. Диапазоны тока переключают выведенной на крышку рукояткой.Свойства источника питания определяются его внешней характеристикой, представляющей кривую зависимости между током (I) в цепи и напряжением (U) на зажимах источника питания.
Источник питания может иметь внешнюю характеристику: возрастающую, жесткую, падающую.
Источник питания для ручной дуговой сварки имеет падающую вольт-амперную характеристику.
Напряжение холостого хода источника питания — напряжение на выходных клеммах при разомкнутой сварочной цепи.
Номинальный сварочный ток и напряжение – ток и напряжение, на которые рассчитан нормально работающий источник.Вопрос 2. Способы заполнения шва по сечению.
По способу заполнения по сечению швы:
• однопроходные, однослойные (рис. 23, а);
• многопроходные многослойные (рис. 23, б);
• многослойные (рис. 23, в).Если число слоев равно числу проходов дугой, то такой шов называют многослойным.
Если некоторые из слоев выполняют за несколько проходов, то шов многопроходный.
Многослойные швы чаще применяют в стыковых соединениях, многопроходные — в угловых и тавровых.
Для более равномерного нагрева металла шва по всей его длине швы выполняют:
• двойным слоем;
• каскадом;
• блоками;
• горкой.
В основу всех этих способов положен принцип обратно-ступенчатой сварки.
Сущность способа двойного слоя заключается в том, что наложение второго слоя производится по неостывшему первому после удаления сварочного шлака: сварка на длине 200-400 мм ведется в противоположных направлениях. Этим предотвращается появление горячих трещин в шве при сварке металла толщиной 15-20 мм, обладающего значительной жесткостью.
При толщине стальных листов 20-25 мм и более для предотвращения трещин применяют сварку:
• каскадом;
• блоками;
• поперечной горкой.
Заполнение многослойного шва для сварки горкой и каскадом производится по всей свариваемой толщине на определенной длине ступени. Длина ступени подбирается такой, чтобы металл в корне шва имел температуру не менее 200°С в процессе выполнения шва по всей толщине. В этом случае металл обладает высокой пластичностью, и трещин не образуется. Длина ступени при каскадной сварке равна 200-400 мм (рис. 24, а).
При сварке блоками многослойный шов сваривают отдельными ступенями, промежутки между ними заполняют по всей толщине слоями (рис. 24, б).
При соединении деталей из закаливающихся при сварке сталей рекомендуется применять сварку блоками. Из незакаливающихся (низкоуглеродистых) сталей — лучше выполнить сварку каскадом.Таким образом, выполняют сварку (заполнение разделки) в обе стороны от центральной горки короткими швами. Каскадный метод является разновидностью метода горки.
При сварке методом горки (рис. 25) на участке 200-300 мм накладывают первый слой, после очистки его от шлака на него накладывают второй слой, по длине в 2 раза больший, чем первый. Затем, отступив от начала второго слоя на 200-300 мм, производят наплавку третьего слоя и т. д.3. Задача. Объясните влияние серы и фосфора на качество сварного шва.
Сера и фосфор являются вредными примесями стали и чугуна. Их избыточное количество вызывает образование трещин в сварном шве. Сера вызывает трещины в горячем состоянии шва (явление красноломкости), фосфор — в холодном (явление хладноломкости).Для чего служит сварочный трансформатор: устройство и принцип работы
Для монтажа металлоконструкций в промышленности и при проведении самостоятельного ремонта до сих пор применяют сварочный трансформатор. В зависимости от того для каких условий предназначен аппарат выпускаются модели бытового и промышленного назначения. Независимо от типа сварочный трансформатор сохраняет работоспособность даже при неблагоприятных погодных условиях.
Как устроен сварочный трансформатор
В классическую конструкцию включены следующие элементы:
- магнитопровод (сердечник);
- жестко закрепленная первичная катушка, намотанная изолированным проводом;
- подвижная вторичная обмотка, иногда неизолированная для лучшего охлаждения;
- вертикально расположенный винт с ленточной резьбой;
- гайка винта, скрепленная с вторичной обмоткой;
- ручка, закрепленная на верхнем конце винта;
- клеммы для подсоединения кабелей.

Элементы смонтированы внутри прямоугольного корпуса с продольными вырезами на стенках для прохода воздуха, отводящего тепло. В устройстве сварочного трансформатора сердечник не оказывает влияния на параметры тока, а предназначен для передачи магнитного потока между обмотками. Магнитопровод собирают из пакета пластин электротехнической стали, поверхность которых покрыта оксидной изоляцией или лаком. Таким способом снижают потери на вихревые токи, которые образуются при взаимодействии магнитного потока со сплошным проводником.
При прохождении по обмоткам переменного тока во время работы пластины вибрируют, издавая дребезжащий звук. Для уменьшения шума пакет стягивают как можно туже.
Для улучшения эксплуатационных характеристик и безопасности в трансформатор для сварки устанавливают дополнительные узлы:
- вентиляторы;
- конденсаторы;
- автоматические выключатели для защиты от перегрева и перегрузки;
- несколько вторичных обмоток;
- регуляторы тока на тиристорах;
- стабилизаторы напряжения.
Чтобы расширить диапазон регулирования тока, при сварке тонкостенного металла добавляют сопротивление в отдельном корпусе. Нужное значение устанавливают контакторами. Как дополнительное сопротивление можно также использовать стальную пружину, подключив ее последовательно с кабелем массы.
Принцип работы сварочного трансформатора
При работе трансформаторного сварочного аппарата происходит понижение сетевого напряжения с одновременным возрастанием тока. Принцип действия основан на простом физическом процессе:
- после подачи напряжения ток, протекающий по виткам первичной катушки, создает переменное магнитное поле;
- по сердечнику оно передается на вторичную обмотку;
- магнитной индукцией в катушке наводится электродвижущая сила (ЭДС), которая придает электронам направленное движение, поэтому по виткам начинает протекать ток;
- из-за меньшего числа витков во вторичной обмотке, напряжение на ней меньше, чем на сетевой катушке.
Способ регулирования сварочного тока путем изменения расстояния между обмотками основан на зависимости магнитного сопротивления сердечника от величины зазора между ними. Чем меньше промежуток, тем больше ток и наоборот. В трансформаторных сварочных аппаратах с закрепленной вторичной обмоткой магнитное сопротивление изменяют регулировкой зазора на сердечнике подвижным шунтом.
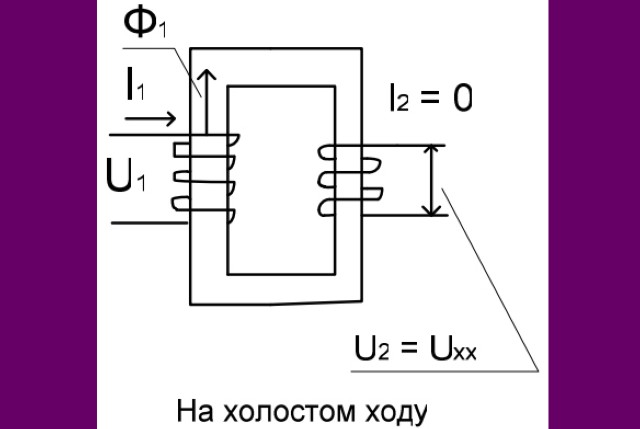
Холостой ход
Когда выполняется сварка, трансформатор работает под нагрузкой. После завершения шва переходит в режим холостого хода. Однако это не означает, что на вторичной обмотке нет напряжения. ЭДС наводится за счет ответвлений от магнитного потока.
Безопасной считается величина напряжения холостого хода сварочного трансформатора в пределах 48 — 70 В. При превышении обязательна установка автоматического ограничителя. Он снижает напряжение холостого хода до безопасной величины сразу после погасания дуги. Для защиты от поражения электрическим током при пробое изоляции первичной катушки корпус должен быть заземлен.
Преимущества и недостатки трансформатора перед инвертором
При сравнении сварочного аппарата трансформаторного типа с инвертором к достоинствам относят:
- цена в 2 — 3 раза меньше;
- конструкция проще, так как нет электронных компонентов;
- ремонт обходится дешевле;
- легкость сборки своими руками.
- вес и габариты, при равных характеристиках, больше;
- большее потребление электроэнергии при работе с одинаковыми электродами;
- нестабильность дуги при колебаниях сетевого напряжения;
- отсутствие дополнительных функций, которые есть даже у бюджетных инверторов.
Несмотря на недостатки трансформаторов не нужно забывать, что качество швов зависит не от сложности аппарата, а от мастерства сварщика.
Классификация сварочных трансформаторов
По назначению аппараты классифицируются как однопостовые для бытовых нужд и многопостовые. Мощность первых обычно не превышает 10 кВт, так как большую нагрузку не выдержит домашняя электропроводка. Промышленный многопостовой сварочный трансформатор мощностью 500 кВт поддерживает ток до 1000 А. Этого достаточно для одновременной работы нескольких сварщиков.
В зависимости от схемы подключения сварочного трансформатора на первичную обмотку подают одно или трехфазное напряжение. Есть модели с переключателем 220/380 В. Для бытовых нужд выпускают оборудование в однофазном исполнении на 220 В. Трехфазные сварочные трансформаторы промышленного назначения рассчитаны на подсоединение к сети 380 В.
Классификация по конструкции содержит следующие типы аппаратов:
- С амплитудным регулированием при номинальном магнитном рассеивании. Выходное напряжение изменяют дросселем, который расположен на сердечнике.
- С амплитудным регулированием, но повышенным магнитным рассеиванием. В конструкцию добавляются подвижные или разнесенные обмотки, шунты, конденсаторные или импульсные стабилизаторы.
- С фазовым регулятором на тиристорах.
К первым двум категориям относятся разновидности с регулированием тока за счет изменения магнитного сопротивления сердечника или напряжения без изменения формы. Фазовые регуляторы преобразуют синусоиду в последовательность прямоугольных импульсов разной полярности. Также выпускаются аппараты постоянного тока, на выходе которых установлен выпрямитель. Из-за больших габаритов и цены их относят к категории промышленного оборудования. Такой сварочный трансформатор позволяет работать с заготовками из цветного металла и нержавеющей стали.
Какие параметры учитывать при выборе
Отправляясь за трансформаторным сварочным аппаратом нужно знать об условиях эксплуатации и виде выполняемых работ. Выбор осуществляют по следующим параметрам:
- Сетевому напряжению (220 или 380 В) на рабочем месте.
- Напряжению при холостом ходе не более 70 В. Но при низком значении будет трудней зажигать дугу.
- Входной и выходной мощности. Чем меньше разница между ними, тем больше КПД трансформаторного сварочного аппарата.
- Номинальному сварочному току. У моделей бытового назначения значение не превышает 200 А, полупрофессиональные рассчитаны на 300 А, а промышленные до 1000 А.
- Диапазону регулировки. Бытовые модели способны изменять ток в пределах 50 — 200 А.
- Длительности непрерывной работы. Бытовыми аппаратами можно сваривать без перекура 15 — 20 мин, а промышленными до нескольких часов.
Несмотря на простую конструкцию, сварочный трансформатор обеспечивает высокое качество швов. Поэтому они по-прежнему широко используются для бытовой и промышленной сварки. За счет низкой цены однофазный аппарат быстро окупится даже при проведении эпизодических работ.
Из чего состоит сварочный трансформатор и как работает?
Сварочные трансформаторы представляют собой оборудование для преобразования переменного тока для оптимального уровня сварки. Для обеспечения равномерной работы аппарат снижает входное напряжение до 60-75 Вольт.
Оборудование применяется в быту и промышленности, способно работать в тяжелых условиях.
Устройство и принцип работы электрооборудования, какие виды бывают, конструктивные особенности рассмотрим ниже.
В чем состоит принцип устройства?
Из чего состоит трансформатор для сварки и как он устроен? Однофазное устройство имеет простую структуру, состоящую из:
- магнитного привода;
- начальной и вторичной обмоток;
- металлического корпуса;
- рукоятки;
- системы охлаждения;
- зажима для проводов;
- крышки корпуса;
- ходовой гайки;
- вертикального винта с ленточной резьбой.

Коэффициент преобразования определяет количество витков в обмотках. Проходящий переменный ток через сердечник из ферримагнитного сплава с замкнутым контуром, создает внутренне напряжение в каждом витке обмотки, оптимизируя выходное напряжение.
Начальная обмотка соединена с центральной сетью, вторичная – с массой и держателем электродов, который и осуществляет сварку. Контур теряет сопротивление, а связь электромагнитов повышается. Баланс переменного тока осуществляется с помощью регулятора.
Конструктивная особенность каждого вида сварочного трансформатора зависит от параметров:
- формы и типа сердечника, обмоток;
- типа и мощности преобразования тока;
- характеристик охлаждения обмоток;
- параметров изоляции;
- места установки оборудования;
- необходимых требований к массе и сопротивляемости обмоток.
Некоторые модели сварочных трансформаторов оснащены определенными узлами. Дополнительные элементы: конденсаторы, дополнительные обмотки, вентиляция, стабилизаторы, совершенствуют работу аппаратов.
Смотрите познавательно-обучающее видео про устройство сварочного трансформатора:
Какие виды сварочных трансформаторов существуют?
В зависимости от конструкции электрического устройства и метода его регулирования классифицируют на три основные группы.
- Аппараты амплитудного регулирования с номинальным магнитным рассеиванием. Конструкция состоит из корпуса трансформатора с дроссельным механизмом регулирования выходного напряжения, дополнительной катушки. Дроссель находится на магнитопроводе. В этих моделях обмотки медные или алюминиевые.
- Трансформаторы амплитудного регулирования с повышенным магнитным рассеиванием. Отличительные особенности данного вида заключаются в конструкции шунтов и обмоток. При небольшом весе оборудования рабочие характеристики заключаются в повышенном коэффициенте мощности.
- Тиристорные приборы. Оснащены фазорегулятором, расположенным на цепи, которая соединена с тиристорами и системой управления.
По количеству фаз сварочное оборудование бывает однофазным и трехфазным.

Первые модели работают при входящем напряжении 220 Вольт. Такие аппараты используют в основном в домашних условиях.
Трехфазные приборы работают от сети с напряжением 380 Вольт, их применяют в промышленности. Увеличенная сила тока позволяет сваривать металлические изделия большей толщины.
Существуют аппараты, способные работать от сети напряжением 220 Вольт и 380 Вольт повсеместно.
В этом видео рассказывается, в чём разница между трёхфазным и однофазным сварочным:
Как работает сварочный трансформатор?
Основная задача устройства – преобразовать высокое входящее напряжение в низкое, оптимальное для работы. Это свойство дает возможность увеличить силу тока в обмотке, и как следствие происходит плавление металла.
Трансформаторная сварка производится поэтапно:
- ток попадает на первичную обмотку высоковольтного напряжения, затем возникает магнитное поле переменного характера;
- магнитный поток попадает в сердечник, который передает его на вторую обмотку, минимизируя индукционные потери;
- магнитная индукция создает электродвижущую силу, вращая электроны металла, возникает постоянный электрический ток;
- из-за большего количество витков во вторичной намотке, напряжение падает, а сила тока повышается;
- во время замыкания металла с электродом создается равномерная электрическая дуга, которая переносит частички металла на свариваемые детали.
Во время работы сварочный агрегат находится под постоянной нагрузкой. Но его преимущество заключается в возможности работы в режиме холостого хода.
В процессе сваривания деталей под напряжением происходит замыкание между заготовкой и электродом, образуется сварочный шов. Металлические изделия соединяются, благодаря электричеству.
После образования шва цепь размыкается. Оборудование переходит в режим ожидания (холостой ход).
Электродвижущие силы замыкаются в воздушных зазорах между витками. Именно они создают напряжение холостого хода. Такая работа аппарата считается безопасной. Показатели холостого хода достигают 48-70 Вольт. Они не должны превышать допустимые нормы.
В таких случаях применяют ограничители, которые автоматически срабатывают по окончанию процесса сварки. Для безопасной работы оборудование должно быть оснащено заземлением.
Важно! Проводить работы с электрооборудованием нужно в защищенном от влаги месте. Попадание воды на технику может вывести ее из строя.
На этом видео показан принцип работы трансформатора:
По какому принципу рассчитать сварочный трансформатор?
Сварочные аппараты бывают разной мощности. Их выбор будет зависеть от того, для какого вида сварки они используются. Основной расчет производится, исходя из количества витков в намотке и диапазона выдаваемого тока.
По назначению электроприборы делятся на:
- бытовые трансформаторы – для сварки металлических изделий, толщиной не более 6мм, применяются для бытовых нужд в доме, гараже;
- профессиональные аппараты – применяются в промышленных сферах, обеспечивая бесперебойную работу нескольких точек;
- полупрофессиональные приборы – сваривают изделия до 8 мм толщиной, используются как в быту, так и в промышленности.
Отличия трансформаторов от инверторов
Отличие в процессе сварки трансформатором заключается в нестабильности электрической дуги. Сварочный шов изменяется в параметрах при малейшем колебании тока.
Инвертор имеет сложную конструкцию, состоящую из несколько узлов, управляемых блоком. Это дает возможность обеспечивать плавную регулировку тока.

Трансформаторы имеют более простую конструкцию в отличие от инверторов. Поэтому их стоимость значительно ниже, чем у современных инверторов.
Простота конструкции сводит к минимуму возможность поломки. Если оборудование вышло из строя, ремонт не потребует больших затрат.
Правила выбора оборудования
Сварочные трансформаторы выбирают в зависимости от назначения и места эксплуатации.
- Напряжение сети. От требуемого напряжения зависит тип аппарата. Перед покупкой оборудования, нужно выяснить какое напряжение будет в месте работы 220 В или 380 В. Несоответствие этих параметров приведет к поломке техники.
- Напряжение холостого хода. Появление сварной дуги зависит от напряжения холостого хода. Чем выше его показатель, тем легче создать стабильность горения дуги.
- Количество рабочих мест. Если для работы потребуются несколько сварщиков, то бытовые модели для таких целей не подходят.
- Мощность. При выборе оборудования обращают внимание на два показателя мощности – входную и выходную. Между этими показателями должен быть минимальный порог.
- Продолжительность работы. От этого показателя зависит степень производительности аппарата. Чем выше показатель времени работы электрооборудования, тем выше производительность.
- Размеры и масса, мобильность. Габариты сварочного оборудования влияют на показатель производительности. Оснащение аппарата колесами делает его удобным в эксплуатации. Можно выбрать компактный или, наоборот, громоздкий вариант техники. Это будет зависеть от его предназначения.
Важно! Выбирая модель, нужно обратить внимание на защитные функции от перегрева. Это обезопасит сварщика от серьезных последствий во время работы.
Полезное видео, особенности выбора сварочных инверторов и трансформаторов:
Заключение
Что такое сварочный трансформатор и как с ним работать, рассмотрели в данной статье. Соблюдая рекомендации по эксплуатации оборудования для сварки можно избежать существенных проблем.
Правильно выбранный вариант техники обеспечит надежной и долговечной работой в процессе эксплуатации. А результат работы будет виден в качественном сварном шве.
Сварочный трансформатор: устройство и принцип действия
Главная страница » Сварочное оборудование » Сварочный трансформатор: устройство и принцип действия

Для выполнения сварочных работ вы выбрали самый простой, из ныне существующих (по сравнению с выпрямителем или инвертором), источник сварочного тока. И правильно поступили!
Ведь, не так давно сварщики пользовались только аналогичным оборудованием, и всё у них получалось. А мы чем хуже? Чтобы использовать все возможности этого гаджета, необходимо знать его устройство и принцип действия.
В помощь вам, мы расскажем про устройство сварочного трансформатора, принцип его действия и некоторые технологические секреты.
- Устройство сварочного трансформатора
- Принцип действия
- Полезное видео
- Магнитопровод
- Ограничитель холостого хода
Устройство сварочного трансформатора
Рассмотрим подробнее сварочный трансформатор: устройство и принцип действия. Регулировка тока в сварочном трансформаторе (далее – СТ) осуществляется по двум основным схемам:
- В первом случае, применяется трансформатор с нормальным рассеянием магнитного поля, которое осуществляется совмещённым или отдельным дросселем. Непосредственно сама регулировка сварочного тока производится изменением воздушного зазора в магнитопроводе дросселя;
- Во втором случае, регулировка гаджета осуществляется за счет управления рассеянием магнитного поля. Этот процесс может осуществляться следующими методами:
- изменением размеров воздушного промежутка между первичной и вторичной обмотками;
- согласованным изменением числа витков первичной и вторичной обмоток;
- применением подмагничиваемого шунта. Он изменяет магнитную проницаемость между стержнями магнитопровода, чем и осуществляется регулировка сварочного тока.
Конструкция и органы управления однопостовым сварочным трансформатором с подвижными обмотками (т. е. работающим по первой схеме) приведены на рисунке.
Органы управления сварочным трансформатором. Ист. http://moiinstrumenty.ru/svarochnyj/svarochnyi-transformator-svoimi-rukami.html.
Магнитопровод с катушками и механизмами помещается в защитный кожух, который имеет жалюзи для охлаждения. Регулировка величины сварочного тока в таком СТ осуществляется с помощью подвижной обмотки, которая перемещается посредством ходовой гайки и вертикального винта с ленточной резьбой. В движение последний приводится при помощи рукоятки.
Сварочные провода подключаются к специальным зажимам. СТ представляет собой массивную конструкцию (очень тяжёлый сердечник). Поэтому, для погрузо-разгрузочных работ, он оснащён рым-болтом, а для перемещения по рабочему объекту – транспортной тележкой и ручкой.
Принцип действия
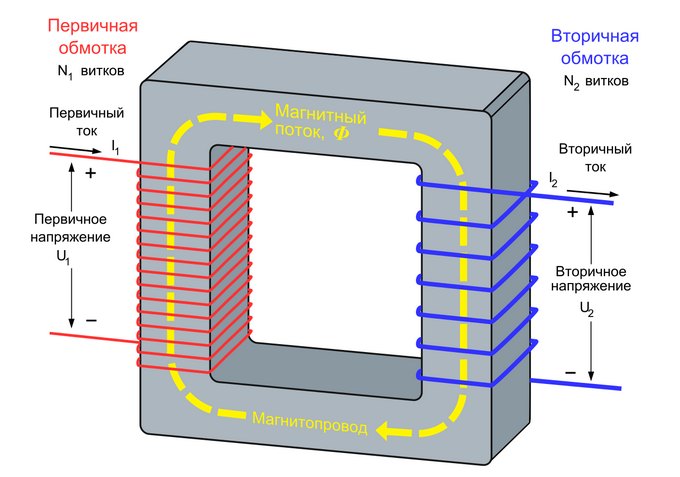
Чтобы понять принцип работы СТ, давайте, хотя бы в самых общих чертах, рассмотрим физические процессы, происходящие в однофазном двухобмоточном трансформаторе. Для иллюстрации этих процессов воспользуемся рисунком.
Физические процессы в трансформаторе. Ист. http://moiinstrumenty.ru/svarochnyj/svarochnyi-transformator-svoimi-rukami.html.
Электромагнитная схема такого трансформатора состоит из двух обмоток (первичная и вторичная), размещенных на замкнутом магнитопроводе. Последний выполнен из ферромагнитного материала, что позволяет усилить электромагнитную связь между этими обмотками. Происходит это за счёт уменьшения магнитного сопротивления контура (замкнутой цепи), по которому проходит магнитный поток трансформатора (Ф).
Первичную обмотку подключают к источнику переменного тока, вторичную – к нагрузке. При подключении к источнику электропитания, в первичной обмотке появляется переменный ток i1. Этот электрический ток создаёт переменный магнитный поток Ф, замыкающийся по магнитопроводу. Поток Ф индуцирует в обеих обмотках переменные электродвижущие силы (далее – ЭДС): е1 и е2.
 Эти ЭДС, согласно закону Максвелла, пропорциональны числам витков N1 и N2 соответствующей обмотки и скорости изменения потока dФ/dt. Если пренебречь падением напряжения в обмотках трансформатора (они обычно не превышают 3…5 % от номинальных значений U1 и U2), то можно считать: e1≈U1 и e2≈U2. Тогда, путём несложных математических преобразований, можно получить связь между напряжениями и количеством витков обмоток: U1/U2 = N1/N2.
Эти ЭДС, согласно закону Максвелла, пропорциональны числам витков N1 и N2 соответствующей обмотки и скорости изменения потока dФ/dt. Если пренебречь падением напряжения в обмотках трансформатора (они обычно не превышают 3…5 % от номинальных значений U1 и U2), то можно считать: e1≈U1 и e2≈U2. Тогда, путём несложных математических преобразований, можно получить связь между напряжениями и количеством витков обмоток: U1/U2 = N1/N2.Таким образом, подбирая числа витков обмоток (при заданном напряжении U1) можно получить желаемое напряжение U2:
- при необходимости повысить вторичное напряжение – число витков N2 берут больше числа N1. Такой трансформатор называют повышающим;
- при необходимости уменьшить напряжение U2 – число витков N2 берут меньшим N1. Такой трансформатор называют понижающим.
Теперь мы можем, непосредственно, рассмотреть принцип действия СТ. Как сказано выше, он заключается в преобразовании входного напряжения (220В или 380В) в более низкое, которое в режиме холостого хода равно примерно 60В. Когда мы рассматриваем сварочный трансформатор, принцип работы будет очевиден после знакомства с компоновкой и функциональной схемой СТ.
Компоновка узлов СТ (в качестве примера предлагается агрегат серии «ТДМ») представлена на рисунке.

Устройство сварочного трансформатора. Ист. http://stroysvarka.ru/kak-ustroen-svarochnyj-transformator-dlya-poluavtomata/.
Пояснения к схематическому изображению сварочного трансформатора:
- 1 – первичная обмотка трансформатора. Выполнена из изолированного провода;
- 2 – вторичная обмотка не изолирована («голая» проволока) для улучшения теплопередачи. Кроме того, для улучшения охлаждения имеются воздушные каналы;
- 3 – подвижная часть магнитопровода;
- 4 – система подвеса трансформатора внутри корпуса агрегата;
- 5 – механизм управления воздушным зазором;
- 6 – ходовой винт. Основной элемент управления воздушным зазором;
- 7 – рукоятка привода ходового винта.
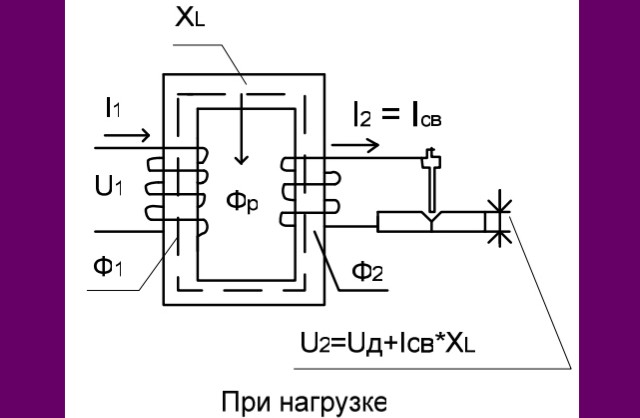
Функциональная схема такого СТ представлена на рисунке.

Функциональная схема сварочного трансформатора с зазором магнитопровода. Ист. http://www.studfiles.ru/preview/3997689/.
Трансформатор состоит из:
- магнитопровода с зазором б;
- первичной обмотки I;
- вторичной обмотки II;
- обмотки реактивной катушки IIк.
Регулировка величины сварочного тока осуществляется изменением величины зазора в магнитопроводе. Размер зазора влияет на изменение магнитного сопротивления контура и, соответственно, величину магнитного потока, который и создаёт в обмотках электрический ток:
- при необходимости уменьшить величину сварочного тока – величину зазора увеличивают;
- при необходимости увеличить величину сварочного тока – величину зазора уменьшают.
Полезное видео
Посмотрите небольшой обучающий ролик об устройстве и принципе действия трансформатора:
Магнитопровод
Магнитопровод сварочного трансформатора представляет собой пакет пластин из трансформаторной стали. Вызвано это тем, что под воздействием магнитного потока в нём наводятся вихревые замкнутые электрические токи (в честь французского физика, их открывшего, названы: токи Фуко). В соответствии с правилом Ленца, магнитное поле этих токов стремиться уменьшить индукцию поля его создавшего, т. е. полезного. В результате:
- уменьшается КПД СТ;
- токи Фуко нагревают материал сердечника.
 Для уменьшения этого влияния принимаются меры по уменьшению этих токов. Поэтому, как было сказано выше, магнитопровод и представляет собой пакет пластин. Поверхности пластины имеют хорошую электроизоляцию (они имеют оксидное изоляционное покрытие) и, кроме этого, часто дополнительно покрываются электроизолирующим лаком. Благодаря этому, они не представляют собой сплошной проводник, что существенно уменьшает величину токов Фуко.
Для уменьшения этого влияния принимаются меры по уменьшению этих токов. Поэтому, как было сказано выше, магнитопровод и представляет собой пакет пластин. Поверхности пластины имеют хорошую электроизоляцию (они имеют оксидное изоляционное покрытие) и, кроме этого, часто дополнительно покрываются электроизолирующим лаком. Благодаря этому, они не представляют собой сплошной проводник, что существенно уменьшает величину токов Фуко.Пластины между собой стягиваются шпильками в плотный пакет. Если этого не сделать (или стянуть неплотно), то они вибрируют с частотой колебаний тока в источнике питания: 50 Гц. В результате, СТ «гудит» с такой частотой.
Ограничитель холостого хода
Ограничитель напряжения холостого хода СТ применяется, в соответствии со своим наименованием, для автоматического ограничения этого параметра. Он уменьшает индуцированную при размыкании вторичной обмотки ЭДС до безопасного значения не позже, чем через одну секунду после разрыва сварочной цепи. На картинке изображена популярная модель ограничителя напряжения холостого хода однофазных сварочных трансформаторов «ОНТ-1».

Ограничитель напряжения холостого хода СТ «ОНТ-1». Ист. http://kiev.kv.besplatka.ua/obyavlenie/ont-1-ogranichitel-napryazheniya-holostogo-hoda-f1bc31.
Принцип действия ограничителя следующий. Мы уже знаем, что в случае разрыва сварочной цепи, резко изменяется величина магнитного потока в магнитопроводе. Это, в свою очередь, приводит к резком скачку ЭДС самоиндукции. Резкий рост величины электрического напряжения может стать причиной аварии СТ или поражения током сварщика. Ограничитель напряжения холостого хода сварочного трансформатора уменьшает эту ЭДС до безопасного значения – не более 12 В.
Смотрите больше информации про сварочные трансформаторы здесь.