Дроссель для сварочного инвертора своими руками
Как соорудить дроссель для сварочного аппарата постоянного тока своими руками

Последнее время сварка электрическим током стала крайне популярна в профессиональной сфере та и в домашних условиях, но все мы знаем с каким количеством проблем сталкиваются мастера.
Нынешний рыночный сегмент электротехники предлагает массу аппаратов для сварки с помощью электрической дуги, начиная с маленьких и не очень мощных сварочников для дома и выполнения не больших объёмов и задач, и аж до огромных промышленных машин с высокой производительностью, которые с магазинов на прямую направляться на огромные заводы.
Но такая проблема, как резкие, а главное неконтролируемые перепады напряжения, известна профессионалам и домашним мастерам.
На эти проблемы не может повлиять не сверх дорогая комплектация, не тип применения, это типичный бич сварщика, такие мелочи выводят из себя даже опытных мастеров, а новичок просто навсегда отвернет от работы со сваркой, которая не справляется со своими функций. Такое явление влияет дугу и формирования шва становиться затруднительнее.
Но такая проблема в прошлом, потому что существует такая новация, как дроссель, он на много облегчает процесс варки, и главное, много в чем делает его безопаснее.
Его внедряют в цепь сварочного процесса, и сварка готова для комфортной эксплуатации. Новички конечно не осведомлены о ток, что такое дроссель и чем он полезен, как работает, как сделать его дома. Эта статья пролет свет на все ваши вопросы и даже больше.
- Общие ведомости
- Регулировка тока
- Использование дросселя
- Самодельный дроссель
- Итог
Общие ведомости
Так зачем же нам нужен дроссель на сварочном аппарате, возможно ми можем обойтись и без него?Да, конечно можете, но для эффективной и комфортной сварки он просто необходим.
Это маленький элемент, что подключают в цепь, и он обеспечивает стабильное, бесперебойное, плавное нагревание дуги.
На втором этапе он поддерживает это стабильное состояние, к тому же метал не разлетается во все стороны, что часто случается и, между прочем, может привести к сильным ожогам.
При эксплуатации шов выходит аккуратным, аппарат настраивается более точно и даже может сваривает трудные элементы, ну конечно так же много зависит и от профессионализма мастера, в руки которого попала сварка.
Принцип роботы легок, понятен каждому: дроссель пропускает ток через себя, сохраняя его от сварочного аппарата.
А потом этот сохраненный ток и восполняет, те самые скачки напряжения, что позволяет сварке работать стабильно. Еще дроссель с намагничиванием позволяет обеспечить нужное сопротивление, если вдруг напряжение пригнуло вверх.
Покупка дросселя для сварочного аппарата в магазинах это совсем недешевое удовольствие, да, конечно вы можете поискать что-то более бюджетное, но будет ли оно хорошо работать.
Его можно сделать дома самостоятельно, для этого вам прийдется совсем немного логики, времени, недорогих материалов, что наверняка завалялись в гараже.
Конструкции дросселя-это сердцевина с двумя мотками с сечением, он рассчитанным на использование со значением постоянного тока.
Так что, к сожалению, дроссель, что подошёл бы для разных сварочных аппаратов нам не смастерить, жаль, но это факт. Небольшая деталь, очевидно, не потянет сильный сварочник.
Так что желательно знать наперед количество мотков, что нам пригодиться для работы с разными напряжениями.
Регулировка тока

И как же сделать наш шов аккуратным и главное прочным? Правильно, нам понадобиться хорошо отрегулировать ток.
Для этого существует несколько методов:
- Стабилизация, при которой мы увеличиваем и уменьшения расстояния между элементам и сварочным аппаратом. Это наиболее известны способ. То есть что сила тока была меньше, мы должны развести разрезанный сердечник трансформатора. Индукция упадет, а сила тока поползет вниз за ней. Если ваш аппарат большой, то это его плюс так как контролировать ток на нем легче, поскольку интервал регулирования зависим от масштабов доступного размера в теле аппарата.
- Контроль тока на обмотке трансформатора. Это способ просто на просто игнорирует часть катушки, чем увеличивает напряжение, ведь путь, что преодолевает ток становиться меньше. Ну и, то есть если этот самый путь становиться больше, то путь нужно продлить.
- Но также можно контролировать с помощью стальной пружины, к которой мы крепим клемма последовательно. Этот метод мог бы быть хорош, поскольку по не много настраивает ток, но есть нюанс. Этот способ крайне небезопасен, так как разжаренная пружина оказывается в ногах мастера, если вы цените свое здоровье и вам не хочется поджариться, это метод не для вас.
Такая катушка решит практически все ваши проблемы со стабилизацией напряжения. На самом деле оно всегда готова восполнит недостачу этого напряжения, или забрать излишки, что бы позже вновь использовать.
Главное, что небезопасная горячая пружина больше не будет лежать в ваших ногах, ведь безопасность должна быть на первое месте, тем более при такой не легкой работе, настройку произведет дроссель на сварочном аппарате, а мастер может об том не думать.
Использование дросселя

Сварочные трансформаторы лучшая база для создания дросселя домашних условиях. Это не раз доведено на практике.
Он без затруднений, но плавно нагревает нашу дугу, при любом токе, так что он подойдет для обычных дачников, так же для работы на заводах, концернах со скачками напряжением.
Так же вы можете брать дроссель для сварочного аппарата вместе с выпрямителем. Пара дроссель и выпрямитель умеет свойство поднимать электродвижущую силу самоиндукции.
Например, если мы говорим про полуавтоматы, то это пара может запалить дугу даже на большом промежутке от метала.
Самодельный дроссель

Так приступим же к сооружению дросселя на сварочный аппарат дома для этого нам понадобиться знать как намотать катушку. Что бы все сделать в лучшем виде, быстро и качественно мы должны хорошо ориентироваться в том, как дроссель работает.
Все необходимое про функции, устройство дросселя вы узнали их предыдущих разделов, конечно если вы были внимательны.
Также мы написали для вас небольшую инструкцию, используя которую вам точно удастся соорудить прекрасный аппарат. Начнем же нашу не сложную роботу, над очень полезным устройством:
- В первую очередь подыщем старенький трансформатор, он послужит нам прекрасной базой. Специалисты в этом деле советуют использовать части от телевизоров «ТСА 270-1», он должен стать нашим сердечником. Такие мелочи всегда не сложно найти на стихийных рынках, или вам повезло и у вашей бабушки завалялся телевизор нужной модели, ну а если нет, то интернет уж точно вам не откажет в изобилии барахла.
- Далее мы должны добыть из трансформатора необходимые детали, для этого мы должны избавиться от креплений, зачастую они сверху и конечно достать нашу катушку.
- Далее вы должны сформировать прокладки для индукционного прохода, что приклеить к ранее добытому элементу.
- Теперь нас ждет сложный и кропотливый этап, но большой мерой от него зависит результат всей нашей роботы, мы должны намотать провод. Нам понадобиться провод предпочтительно из алюминия с сечением не меньше 36 миллиметров. Далее накладываем 25-26 витков с каждого бока. Если вы нашли все рекомендуемые нами детали, то все должно выходить очень четко, аккуратно. Также очень важна изоляция между витками, вы можете сделать ее бумагой, и конечно залакировать изолирующими смазками.
- Накручивайте шнур в один бок на обеих катушках, иначе это грозит тем, что в конце шнуры будут смотреть в разные стороны, не появиться перемычек между отводами, что соединяют катушки, а вход и выход будут расположены не правильно.
- Но если уже так случилось, что вы намотали так что провода смотрят в разные стороны не проблема-нам нужно приладить диагональную перемычку между верхними и нижними отводами. В вот вторая пара послужит входом и выходом.
- Советует встроить дроссель в сварку после диодов.
Но если даже после всех наших манипуляции напряжение скачет, то нужно просто убрать пару витков с катушки.
Поздравляю, если вы освоили все наши советы, то вы наверняка сможете сделать дроссель для сварочного аппарата своими руками. Это было совсем не сложно, понадобилось немного усидчивости и технической смекалки.
Но на выходе вы получите качественный аппарат (конечно если все сделали правильно), конечно вы будете гордиться тем, что это сделано своими рукам ,и даже може научить этому кого-то из своих друзей или близких.
Расскажите о ток как вы делали ваш дроссель, какие при этом возникли проблемы, каков был результат, покажите статью друзьям. Всем мира и новых вершин!
Изготовление дросселя для сварочного аппарата своими руками
Понижающий трансформатор является основой простейшего сварочного аппарата. Более сложным является сварочный аппарат, у которого на выходе имеется выпрямитель, который переменное напряжение преобразует в постоянное. Такие сварочные аппараты называют выпрямителями.
![]() Трансформаторы бывают трех видов: тороидальный, стержневой и броневой, различия между ними можно увидеть на рисунке выше.
Трансформаторы бывают трех видов: тороидальный, стержневой и броневой, различия между ними можно увидеть на рисунке выше.
Самым сложным является сварочный аппарат, преобразующий входную частоту сети питания 50 Гц сначала в постоянное напряжение, как у выпрямителей, с последующим преобразованием его в переменное, частота которого измеряется уже килогерцами. Это инвертор.
Сделать своими руками инвертор по силам только тому, кто хорошо разбирается в радиоэлектронике и в используемой там элементной базе. Для этого специалиста не нужно объяснять, для чего нужен дроссель и где его место в схеме. А неподготовленному человеку целесообразно объяснить, что такое трансформатор и выпрямитель к нему.
- Расчет сечения проводов первичной обмотки трансформатора
- Расчет сечения проводов вторичной обмотки трансформатора
- Выпрямитель для сварочного аппарата
- Способы регулирования тока сварочной дуги
- Как сделать дроссель и намотать его правильно?
Расчет сечения проводов первичной обмотки трансформатора
Теория трансформаторов сложна тем, что она основана на законах электромагнитной индукции и других явлений магнетизма. Однако, не используя сложный математический аппарат, можно пояснить, как работает трансформатор и можно ли его собрать самостоятельно.
Вручную трансформатор можно намотать на металлическом сердечнике, собранном из пластин трансформаторной стали. Проще выполнить намотку на стержневой или броневой сердечник, чем на тороидальный. Сразу же следует обратить внимание, что на изображении хорошо видна разница в толщине проводов: тонкий провод расположен непосредственно на сердечнике, и в нем явно видно большее количество витков. Это первичная обмотка. Более толстый провод и с меньшим количеством витков — это вторичная обмотка.
Не учитывая потери мощности внутри трансформатора, рассчитаем, каким должен быть ток I1 в его первичной обмотке. Идеальное напряжение сети равно U=220 В. Зная потребляемую мощность, например, P=5 кВт, имеем:
По току в первичной обмотке трансформатора определяем диаметр провода. Плотность тока для бытового сварочного трансформатора должна быть не более 5 А/мм 2 сечения провода. Следовательно, для первичной обмотки потребуется провод сечением S1=22,7:5=4,54 мм 2 .
По сечению провода определяем квадрат, его диаметр d без учета изоляции:
d 2 =4S/π=4×4,54/3,14=5,78.
Извлекая корень квадратный, получаем d=2,4 мм. Эти расчеты выполнены для медных жил провода. При намотке проводов с алюминиевым сердечником полученный результат необходимо увеличить в 1,6-1,7 раза.
Для первичной обмотки применяют медный провод, изоляция которого должна хорошо выдерживать высокие температуры. Это стеклотканевая или хлопчатобумажная изоляция. Подойдет резиновая и резинотканевая изоляция. Провода, имеющие ПВХ изоляцию, применять не следует.
Расчет сечения проводов вторичной обмотки трансформатора
Напряжение на выходе трансформатора сварочного аппарата в отсутствие сварочной дуги (режим холостого хода) обычно составляет 60-80 В. Чем выше напряжение холостого хода, тем надежнее зажигается дуга. Напряжение же сварочной дуги обычно в 1,8-2,5 раза меньше, чем напряжение холостого хода.
Внимание. О том, что в отсутствие дуги напряжение на выходе трансформатора опасно для жизни, необходимо помнить постоянно.
Для сварки в быту обычно используют электрод диаметром 3 мм, которому достаточно обеспечить ток дуги примерно в 150 А. При напряжении холостого хода, равном 70 В, напряжение дуги будет равно примерно 25 В, и потребляемая мощность Р сварочного аппарата должна быть не менее
Р=25×150=3750 Вт =3,75 кВт.
Целесообразно рассчитывать трансформатор на большую мощность, то есть больший ток сварочной дуги. Например, при токе дуги в 200 А потребляемая мощность составит примерно 5 кВт. Вот на такую мощность и следует рассчитать трансформатор.
Напряжение однофазной сети в доме должно быть равным 220 В, но оно может изменяться на ±22 В. Это одна из причин, из-за которой может изменяться ток дуги и потребуется его регулировать.
Сечение провода во вторичной обмотке трансформатора определяют исходя из плотности тока, равной 5 А/мм 2 . Для тока в 200 А сечение провода равно 40 мм 2 , то есть это может быть только шина, которую наматывают с послойным изолированием. По существующим типовым размерам можно подобрать требуемую шину и по длине, и по поперечному сечению.
Типовые размеры медных шин, выпускаемых промышленностью:
 Схема изготовления сварочного дросселя
Схема изготовления сварочного дросселя
- длина от 0,5 до 4 м с интервалом 0,5 м;
- ширина от 2 до 60 см с интервалом 1 см (при ширине от 4 до 10 см) и с интервалом 5 см (при ширине от 10 до 60 см);
- толщина от 3 до 10 мм.
Можно воспользоваться и многожильным проводом, сечение которого соответствует рассчитанному значению. Для увеличения сечения провод можно сложить вдвое или втрое. Для алюминиевого провода сечение необходимо увеличить в 1,6-1,7 раза.
Для дросселя, который включают на выходе трансформатора, сечение провода должно быть таким же, как и во вторичной обмотке трансформатора.
Выпрямитель для сварочного аппарата
Для сварки на постоянном токе к выходной обмотке трансформатора необходимо присоединить преобразователь переменного тока в постоянный. Такое устройство называют выпрямителем, поэтому и сварочный аппарат с этим устройством называют выпрямителем.
Верхний график представляет синусоидальное напряжение на выходе вторичной обмотки трансформатора. Горизонтальная ось t — это ось времени. Временной интервал между нулевыми значениями напряжения определяют периодом колебаний. Он состоит из положительного и отрицательного полупериодов.
Видно, что ток не постоянный, а пульсирующий. Уменьшить пульсацию можно только путем увеличения емкости конденсатора.
Для регулирования тока дуги дроссель необходимо включить между выходом трансформатора и точкой 3 выпрямителя.
Способы регулирования тока сварочной дуги
Рассмотрим один из способов регулирования тока сварочной дуги, основанный на применении дросселя во вторичной обмотке трансформатора. Регулируют ток дуги путем изменения воздушного зазора, предусмотренного в сердечнике, на котором выполнена намотка шины.
Рассмотрим три режима, в котором может находиться трансформатор.
 Схема холостого хода и короткого замыкания трансформатора.
Схема холостого хода и короткого замыкания трансформатора.
- Режим холостого хода. Переменное напряжение подано на вход трансформатора. Во вторичной обмотке индуцируется ЭДС, но ток в выходной цепи отсутствует.
- Режим нагрузки. В результате зажигания дуги она замыкает выходную цепь, состоящую из вторичной обмотки трансформатора и обмотки дросселя. Протекает ток, величина которого определяется индуктивным сопротивлением этих обмоток. Если бы не было дросселя, то ток был бы максимальным. Степень воздействия зависит от размеров воздушного зазора в стержне, на который намотана обмотка.
- Режим короткого замыкания. Это момент касания электродом свариваемых частей заготовки. В сердечнике трансформатора создается переменный магнитный поток, и во вторичной обмотке индуцируется ЭДС. Ток в цепи определяется величиной индуктивного сопротивления дросселя и вторичной обмотки трансформатора.
При увеличении зазора сопротивление возрастает. Это приводит к уменьшению магнитного потока и, соответственно, к уменьшению индуктивного сопротивления катушки дросселя и общего сопротивления цепочки. Ток дуги возрастает. Такой способ позволяет плавно регулировать ток.
![]() Схема трансформатора в сборе.
Схема трансформатора в сборе.
Однако подвижная система имеет тот недостаток, что в результате вибрации металла при прохождении по катушке переменного тока она становится не очень надежной.
Можно, жертвуя плавностью регулировки, делать ее ступенчатой. Для этого необходимо сделать дроссель так, чтобы в магнитопроводе не было воздушного зазора. В процессе намотки через определенное количество витков необходимо делать отводы. В этом варианте ток можно регулировать ступенчато, через контакты, которые необходимо делать мощными в расчете на прохождение тока в сотни ампер.
Существует еще одна причина, по которой необходимо включение дросселя для создания условий нормальной ручной сварки.
Характеристику зависимости напряжения дуги от ее тока называют падающей. Неопытному сварщику придется поверить, что такая зависимость полезна при сварке, если трудно выдерживать неизменное расстояние между электродом и свариваемыми частями. Чтобы обеспечить такую характеристику, индуктивного сопротивления только вторичной обмотки трансформатора недостаточно. Непосредственная задача дросселя для сварочного аппарата — прибавить недостающее сопротивление.
Как сделать дроссель и намотать его правильно?
Для намотки катушки дросселя можно воспользоваться магнитопроводом серии UI. В таблице 1 приведены размеры, соответствующие максимальным значениям параметров а и b.
| Наименование | a, мм | b, мм | c, мм | d, мм | e, мм | f, мм | h, мм | i, мм | k1, мм | k2, мм | Отверстия, мм |
| UI 90 | 90 | 120 | 90 | 30 | 30 | 30 | 7,8 | 60 | 15 | 105 | 4 |
| UI 120 | 120 | 160 | 120 | 40 | 40 | 40 | 11,0 | 80 | 20 | 140 | 4 |
Прежде чем делать намотку, необходимо изолировать ярмо. В процессе намотки ее направление не меняют. Очередной слой изолируют от предыдущего хлопчатобумажной изоляцией. Можно использовать стеклоткань или картон, предназначенный для изоляции. Изоляционную прокладку пропитывают бакелитовым лаком. Если при намотке делают выводы, то их следует сразу же маркировать.
Ступенчато регулировать ток сварочной дуги можно путем включения на выходе нагрузочного омического сопротивления в виде спирали из нихрома, с периодическими отводами. Однако этот метод неудобен из-за возможно большого нагрева нити (даже докрасна).
Для плавной регулировки создают подвижные обмотки трансформатора. Меняя расстояние между первичной и вторичной обмоткой, изменяют величину магнитного потока и, следовательно, сопротивление во вторичной обмотке трансформатора.
Но для сварочного аппарата, используемого в быту, наиболее подходящим является метод плавной регулировки с применением дросселя.
Дроссель для сварочного аппарата своими руками
Электросварка широко применяется на крупных производствах и в мелких мастерских. Аппараты для соединения металлов электрической дугой тоже бывают разными по размерам и мощности. Но всех их объединяет одна возможная проблема — падение напряжения мешает розжигу дуги и ведению шва. Еще бывает трудно настроить нужную величину тока для конкретной толщины металла. Для решения всего этого используется дроссель в составе оборудования. Что это такое? Как он функционирует? Как сделать дроссель самому на свой аппарат?

Что это такое?
Дроссель для сварочного аппарата своими руками смастерить вполне возможно. Он состоит из сердечника и двух обмоток с определенным сечением, рассчитанным на работу с конкретной величиной тока. Дроссель от крупного сварочного оборудования не подойдет к маленькому агрегату, и наоборот, маленькая модель будет не эффективна на большом сварочном аппарате.
Дроссель получает и накапливает в себе ток от понижающего трансформатора, чем содействует плавному розжигу электрода. Во время ведения шва дуга горит более мягко и меньше разбрызгивается металл сварочной ванны. Если поступающее напряжение слишком велико, то дроссель берет на себя часть функции сопротивления. Это позволяет более точно настраивать аппарат и варить тонкий металл.
Преимущество самодельного дросселя
Для сварки металла различной толщины применяется несколько способов регулировки силы тока:
- Изменение расстояния между элементами трансформатора. В устройстве сварочных аппаратов имеется две обмотки, между которыми происходит электромагнитная индукция. Благодаря этому понижаются Вольты, и повышаются Амперы. Если сила тока слишком велика, для нормального ведения шва на заданной толщине материала, то обмотки разводятся между собой при помощи винта с резьбой. Это рассеивает индукцию и уменьшает силу тока. Степень регулировки зависит от длины винта и размеров корпуса аппарат. Чем шире настройки этого параметра, тем крупнее сам сварочный агрегат.
- Ступенчатая регулировка на обмотке трансформатора позволяет отсекать часть катушки, пуская ток по более коротком пути. Для уменьшения силы сварочной дуги устанавливают максимально длинный путь напряжению. Но это зависит от количества витков понижающего трансформатора.
- Сопротивление из стальной пружины с креплением клемм через определенный интервал позволяет регулировать силу тока мелкими «шагами», но имеет существенный недостаток в виде быстрого перегрева сопротивления, которое постоянно находится под ногами у сварщика.
Внедрение в схему дросселя решает все эти проблемы одновременно. Это небольшое электротехническое приспособление частично компенсирует недостающее сопротивление, поэтому нет необходимости использовать большие трансформаторы с широкими параметрами регулировки. Настройка тока происходит плавно без ступеней, а под ногами нет раскаленной пружины.
Применение
Сделанный самостоятельно дроссель хорошо взаимодействует на трансформаторах. Поскольку переменный ток отличается треском и разбрызгиванием металла, то добавление в схему этого элемента позволит варить более мягко. Особенно это чувствуется при работе на трубах отопления, где продолжает подтекать вода из системы.
Дроссель для сварочного инвертора и полуавтомата полезен и содействием быстрого розжига дуги. Например, если инвертор должен выдавать 48 V холостого хода, то при падении или скачках напряжения в сети, это значение будет еще меньше. Когда требуется варить электродом МР-3, оптимальное значение тока для которого составляет 70 V, а при 48 V он зажигается с трудом, то в случае падения напряжения дугу будет возбудить очень сложно. В результате, запланированные сварочные работы придется отложить до восстановления нормального напряжения.
Дроссель, в сочетании с выпрямителем, способен производить ЭДС самоиндукции, которая пронизывает воздушное пространство и легко поджигает электрод. В случае полуавтомата это содействует легкому началу работ при малейшем поднесении к изделию подающейся из сопла проволоки.
Сочетая в себе две функции (компенсация сопротивления и стабилизация дуги) это устройство позволяет варить тонкий металл в условиях скачущего напряжения. Так, аппараты с дросселем широко используются для сварки кузовов автомобилей на СТО, или нержавеющих тонких емкостей.
Дроссель своими руками
Чтобы знать как намотать дроссель правильно, важно разобраться в его устройстве. Хотя оно простое, поэтапное точное выполнение каждой части обеспечит качественный результат. Для полуавтомата или инвертора, используемых в частном доме и на даче, подойдет дроссель, сделанный следующим образом:
- За основу берется старый трансформатор. Оптимальная модель — это повышающий элемент на ламповом телевизоре с маркировкой «ТСА 270-1». Подобные можно найти у пожилых знакомых в гараже. Размеры его внутренней части идеально подходят под сварочный аппарат для домашнего использования.
- Разборка трансформатора производится путем срезания болтов для освобождения катушек. Или можно повернуть ряд головок в верхней части устройства, и снять катушки напрямую.
- На пустые подковы необходимо установить прокладки, которые будут образовывать индуктивный зазор дросселя. Их можно изготовить из картона с толщиной листа от 0.8 до 1.0 мм. Прокладки приклеиваются на основание подковы.
- Обмотка производится мягким алюминиевым проводом с сечением 36 мм. На каждую катушку следует нанести по 24 витка. С использованием указанного сердечника от старого телевизора получится сделать три слоя по восемь витков в каждом. Между слоями необходимо выполнить качественную изоляцию бумагой и бакелитовым лаком. Это делается ввиду способности устройства к выработке ЭДС самоиндукции, которая появляется при разрыве дуги. Тогда разряд идет по пути наименьшего сопротивления и пробивает воздух, чем возобновляет горение электрода. Если наименьшее сопротивление окажется между витками обмотки, то пробой случится там, что повлечет порчу элемента.
- Наматывать провод нужно в одну сторону на каждой катушке. Благодаря одинаковому направлению получится конструкция, на которой вверху будет перемычка между отводами, соединяющая катушки, а внизу расположатся вход и выход.
- Если при наматывании была допущена ошибка, и катушки получились противоположными по направлению намотки, то выйти из положения можно установкой косой перемычки между верхним и нижним отводами по диагонали. Вторая пара отводов образует вход и выход.
- Устанавливать дроссель в цепь рекомендуется уже после диодов. Ко входу подключается кабель с диодного моста, а к выходу крепится кабель массы, подающийся на изделие.
Проверка дросселя
После сборки происходит тестирование устройства. Для этого необходимо выполнить сварку на металле, толщина которого будет применяться чаще всего в повседневной работе. Проверяется сила тока, которой должно быть достаточно для хорошего провара, но без прожогов.
Обращать внимание необходимо и на поведение сварочной дуги, ее стабильность, умеренный треск, и плавность горения без чрезмерных брызг. Легкий поджиг электрода и хорошие характеристики дуги будут показателем правильной сборки. Если сила тока значительно упала, то стоит перемотать устройство и удалить несколько витков обмотки на каждой катушке.
Внедрение дросселя в схему полуавтомата, инвертора или обычного трансформатора, облегчает работу с устройством. Накладывать швы становится более удобно, а поджиг электрода происходит плавно и стабильно. Особенно это практично в частном секторе, где скачки напряжения — привычное дело. Самодельное изготовление устройства легко выполнить придерживаясь последовательности приведенной в статье.
Как сделать дроссель для сварочного аппарата своими руками?
Практически каждый мастер хотя бы раз задумывался над тем, как сделать дроссель для сварочного аппарата своими руками. Сегодня продается достаточно большое количество различных устройств, которые можно использовать в условиях малого производства. Это может быть приспособление, которое работает на временном или непрерывном токе, полуавтомат для сварки или изделие с использованием электродов. Однако качественное устройство стоит очень дорого, а бюджетные аналоги быстро приходят в негодность.

Схема сварочного аппарата переменного тока с отдельным дросселем: 1 – первичная обмотка, 2 – сердечник, 3 – вторичная обмотка, 4 – обмотка дросселя, 5 – неподвижная часть сердечника дросселя, 6 – подвижная часть сердечника дросселя, 7 – винтовая пара, Др – регулятор тока.
Для сборки самодельного приспособления для сварки понадобится подобрать и соорудить все нужные элементы, в том числе и дроссель.
Преимущества использования дросселя

Однофазная мостовая схема выпрямления (а). Графики напряжений и тока в трансформаторе (б), напряжения и тока в нагрузке (в).
Дроссель для сварки – это устройство для регулировки силы тока, используемого для выполнения сварочных работ. Элемент нужен для компенсации сопротивления, которого может не хватать. Его можно подсоединить к повторной обмотке трансформаторной конструкции. Это дает возможность смещать фазы между проходящим током и его напряжением, в результате чего облегчается зажигание электродуги в начале работы. Она будет гореть ровно, в связи с чем есть возможность получить сварочный шов хорошего качества. Если не использовать дроссель, то могут появиться проблемы во время сварки.
Дроссель может состоять в конструкции полуавтомата или устройства для сварки, которое предусматривает использование электродов. Полуавтомат с дросселем практически не разбрызгивает металл во время работы. Процесс сварки будет проходить гораздо мягче, чем при отсутствии дросселя. Шов сварки сможет провариваться на существенную глубину. Достоинства подобного элемента не вызывают сомнений. Его можно смонтировать не только на самодельное устройство, но и на приспособление заводского производства. Особенно это касается бюджетных вариантов, склонных к неисправностям. Это сможет существенно облегчить работу на подобных конструкциях и повысить качество сварочного шва.
Какие подручные средства можно использовать

Схема источника питания инверторного сварочного аппарата.
Чтобы соорудить дроссель для сварки своими руками, первым делом нужно подготовить материал. В данном случае можно применить практически любые неиспользуемые электротехнические приспособления. Конструкция являет собой обыкновенный сердечник с намотанным проводом. Для данной цели можно использовать трансформаторную конструкцию, которая ранее была смонтирована в старом телевизоре. Всю обмотку понадобится демонтировать. Сердечник можно будет использовать для намотки провода, длина которого рассчитывается заранее.
Если есть возможность, можно применить детали, которые были установлены в лампочках фонарей. Старые обмотки следует демонтировать, так как они часто неисправны. В процессе намотки провода их понадобится установить на прежнее место.
Для намотки дросселя можно применить любой сердечник сечением приблизительно 12-15 см. Между его элементами понадобится сделать немагнитную часть. Для этого следует закрепить прокладку для изоляции толщиной примерно 0,6-1 мм.
Плавной регулировки тока можно достичь благодаря монтажу подвижных обмоток трансформаторной конструкции. Путем смены расстояния между обмотками можно изменять величину магнитного потока и сопротивление в повторной обмотке.

Преобразование тока в сварочном инверторе.
Для сварки на непрерывном токе к обмотке на выходе трансформаторной конструкции нужно подключить элемент для преобразования временного тока в непрерывный. Такое приспособление называется выпрямителем. Ток может быть не непрерывным, а пульсирующим. Уменьшить пульсацию возможно исключительно путем увеличения емкости конденсаторного устройства.
Чтобы была возможность выполнять регулировку тока дуги с помощью дросселя, между выходом трансформаторной конструкции и точкой нужно включить 3 выпрямителя.
Элементы, которые будут нужны для сооружения дросселя:
- электротехническая конструкция;
- провода;
- трансформатор;
- лампа фонаря;
- картон для изоляции.
Как изготовить дроссель для сварочного устройства

Схема изготовления сварочного дросселя.
Перед выполнением намотки провода понадобится изолировать ярмо.Для намотки дросселя можно использовать провод из алюминия или меди. В первом случае его сечение должно быть примерно 36-40 мм, во втором рекомендуемое сечение составляет 25 мм. Вместо провода можно использовать шину из меди толщиной 4-5 мм. Если планируется использовать алюминиевую деталь, то она должна иметь большую толщину. Провод нужно наматывать в количестве 30-35 витков, шина наматывается в 3 слоя. Если в качестве сердечника будет использоваться элемент от лампочки фонаря, то намотку следует выполнять только на одну боковую часть по всей длине до тех пор, пока окно не заполнится. Направление намотки изменять не допускается. Каждый слой должен быть изолирован от предыдущего. Элементы рекомендуется пропитать бакелитовым лаком.
В процессе намотки через одинаковое количество витков следует делать отводы. Контакты должны быть сильными, так как на них будет ложиться существенная нагрузка.
Установка дросселя оказывает положительное влияние на работу полуавтоматического устройства или обыкновенной самоделки. Для устройства, которое работает на временном токе, рекомендуется использовать приспособление вместе с конструкцией для выпрямления тока. В таком случае будет можно применять практически все возможные электроды.
Дроссель для сварки своими руками можно устанавливать и на устройство с понижающей трансформаторной конструкцией. Элемент нужно подключать на вторичную цепочку трансформатора для сварки. Это даст возможность соорудить устройство фирменного сварочного полуавтомата, который стоит очень дорого. Дроссель следует точно рассчитать по формуле, которая есть в документации, поставляемой вместе с приспособлением. Данное изделие будет иметь трансформаторную конструкцию с хорошим рассеиванием и отличными характеристиками.
Дроссель для инверторного или любого другого аппарата важно правильно настроить.
Ступенчатая регулировка тока дуги сварки может быть достигнута путем включения на выходе омического сопротивления, являющего собой нихромовую спираль, через одинаковое количество витков которой следует сделать отводы с контактами, выдерживающими любые нагрузки. Недостаток данного способа заключается в том, что в этом случае будет сильно нагреваться нить.
Когда настройка дросселя для сварки будет выполнена успешно, можно приступать к выполнению сварочных работ.
Существующие методы регулировки тока дуги сварки

Схема сварки тонкого металла при помощи инвертора.
Выполнять регулировку тока дуги можно с помощью изменения воздушной щели. Трансформаторное устройство может быть в таких режимах:
- Холостой ход. Временное напряжение подается на вход трансформаторного устройства. В повторной обмотке инициируется ЭДС, однако ток в выходной цепочке отсутствует.
- Нагрузочный режим. В процессе зажигания дуги она замкнет выходную цепочку, которая состоит из повторной обмотки трансформаторного устройства и обмотки дросселя. Будет протекать ток, значение которого может быть определено сопротивлением данных обмоток. Степень воздействия будет зависеть исключительно от размера щели в стержне.
- Режим короткого замыкания. Электрод касается соединяемых деталей. В сердечнике трансформаторной конструкции должен быть создан временный магнитный поток. В повторной обмотке следует инициировать ЭДС. Ток в цепочке будет определяться значением сопротивления дросселя и обмотки трансформаторного устройства.
Сопротивление будет возрастать в случае увеличения щели. Это должно привести к уменьшению магнитного потока. В конечном итоге ток дуги возрастет. Подобный метод позволяет выполнять плавную регулировку тока, поэтому его рекомендуется использовать.
Недостаток подвижной системы заключается в том, что в случае вибрации металла катушка станет ненадежной во время прохождения временного тока. В этом случае регулировку можно сделать ступенчатой. Для этого дроссель следует изготавливать так, чтобы в проводе не было щели.
Соорудить сварочный дроссель своими руками несложно. Чтобы все сделать правильно, понадобится следовать технологии, подготовить все нужные элементы и соблюдать последовательность действий.
Ремонт и доработки сварочных инверторов своими руками
Характеристики большинства бюджетных инверторов нельзя назвать выдающимися, в то же время мало кто откажется от удовольствия использовать оборудование со значительным запасом надёжности. Между тем существует немало способов усовершенствовать недорогой сварочный инвертор.

Типовая схема и принцип работы инвертора
Чем дороже сварочный инвертор, тем больше в его схеме вспомогательных узлов, задействованных в реализации специальных функций. А вот сама схема силового преобразователя остаётся практически неизменной даже у дорогостоящего оборудования. Этапы превращения сетевого электрического тока в сварочный достаточно легко проследить — на каждом из основных узлов схемы происходит определённая часть общего процесса.
С сетевого кабеля через защитный выключатель напряжение подаётся на выпрямительный диодный мост, сопряжённый с фильтрами высокой ёмкости. На схеме этот участок легко заметить, здесь расположены внушительные по размеру «банки» электролитических конденсаторов. У выпрямителя задача одна — «развернуть» отрицательную часть синусоиды симметрично вверх, конденсаторы же сглаживают пульсации, приводя направление тока практически к чистой «постоянке».
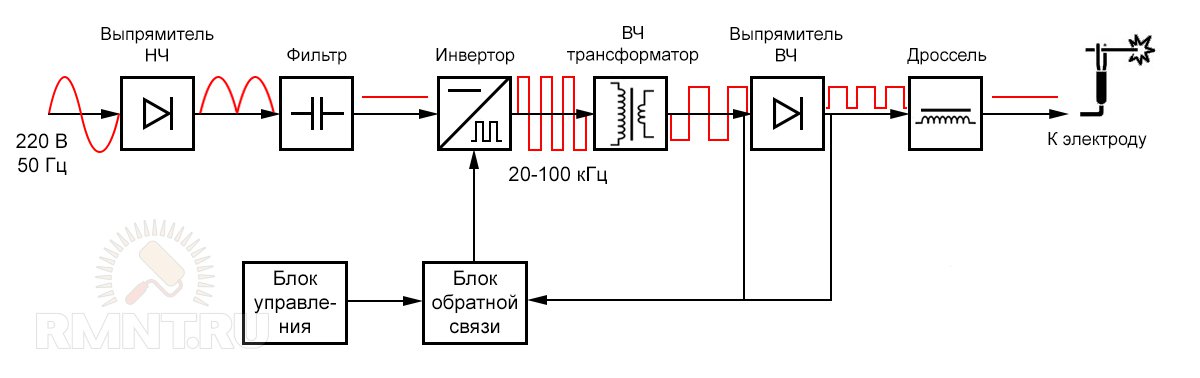 Схема работы сварочного инвертора
Схема работы сварочного инвертора
Далее по схеме находится непосредственно инвертор.
С понижающего трансформатора напряжение снимает выходной выпрямитель, ведь мы хотим сварку именно на постоянном токе. Благодаря выходному фильтру природа тока меняется с высокочастотного пульсирующего до практически прямой линии. Естественно, в рассмотренной цепи преобразований есть множество промежуточных звеньев: датчиков, управляющих и контрольных цепей, но их рассмотрение выходит далеко за рамки любительской радиоэлектроники.
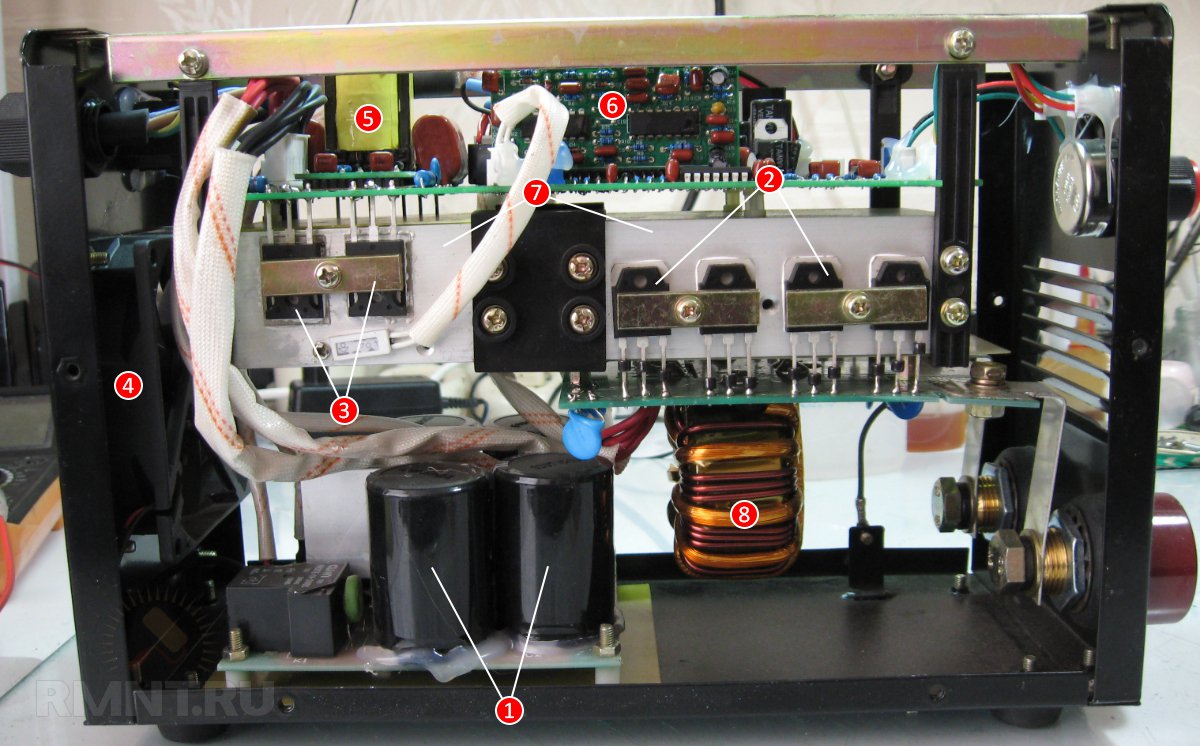 Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Узлы, пригодные к модернизации
Важнейший параметр любого сварочного аппарата — вольт-амперная характеристика (ВАХ), за счёт неё и обеспечивается стабильное горение дуги при разной её длине. Правильная ВАХ создаётся микропроцессорным управлением: маленький «мозг» инвертора на ходу меняет режим работы силовых ключей и мгновенно подстраивает параметры сварочного тока. К сожалению, каким либо образом перепрограммировать бюджетный инвертор нельзя — управляющие микросхемы в нём аналоговые, а замена на цифровую электронику требует незаурядных знаний схемотехники.
Однако «умений» управляющей схемы вполне достаточно, чтобы нивелировать «криворукость» начинающего сварщика, ещё не научившегося стабильно удерживать дугу. Гораздо правильнее сосредоточиться на устранении некоторых «детских» болезней, первая из которых — сильный перегрев электронных компонентов, ведущий к деградации и разрушению силовых ключей.
Вторая проблема — использование радиоэлементов сомнительной надёжности. Устранение этого недостатка сильно снижает вероятность возникновения поломок через 2–3 года эксплуатации аппарата. Наконец, даже начинающему радиотехнику будет вполне по силам реализовать индикацию фактического сварочного тока для возможности работы со специальными марками электродов, а также провести ряд других мелких доработок.
Улучшение теплоотвода
Первый недостаток, которым грешит подавляющее большинство недорогих инверторных аппаратов — плохая схема отвода тепла с силовых ключей и выпрямительных диодов. Начинать доработку в этом направлении лучше с увеличения интенсивности принудительного обдува. Как правило, в сварочных аппаратах устанавливают корпусные вентиляторы с питанием от служебных цепей напряжением 12 В. В «компактных» моделях принудительное воздушное охлаждение может вовсе отсутствовать, что для электротехники такого класса, безусловно, нонсенс.
Достаточно просто увеличить воздушный поток путём установки нескольких таких вентиляторов последовательно. Проблема в том, что «родной» кулер скорее всего придётся снять. Чтобы эффективно работать в последовательной сборке, вентиляторы должны иметь идентичную форму и число лопастей, а также скорость вращения. Собрать одинаковые кулеры в «стопку» крайне просто, достаточно стянуть их парой длинных болтов по диаметрально противоположным угловым отверстиям. Также не стоит беспокоиться о мощности источника служебного питания, как правило её достаточно для установки 3–4 вентиляторов.

Если внутри корпуса инвертора недостаточно места для установки вентиляторов, можно приладить снаружи один высокопроизводительный «канальник». Его установка проще по той причине, что не требуется подключение к внутренним цепям, питание снимается с клемм кнопки включения. Вентилятор, разумеется, должен устанавливаться напротив вентиляционных жалюзеек, часть которых можно вырезать, чтобы снизить аэродинамическое сопротивление. Оптимальное направление потока воздуха — на вытяжку из корпуса.
Второй способ улучшить теплоотвод — замена штатных алюминиевых радиаторов на более производительные. Новый радиатор нужно выбирать с наибольшим количеством как можно более тонких рёбер, то есть с наибольшей площадью контакта с воздухом. Оптимально в этих целях использовать радиаторы охлаждения компьютерных ЦП. Процесс замены радиаторов довольно прост, достаточно соблюдать несколько простых правил:
- Если штатный радиатор изолирован от фланцев радиоэлементов слюдой или резиновыми прокладками, их нужно сохранить при замене.
- Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
- Если радиатор нужно подрезать, чтобы он поместился в корпус, обрезанные рёбра нужно тщательно обработать надфилем, чтобы снять все заусенцы, иначе на них будет обильно оседать пыль.
- Радиатор должен быть плотно прижат к микросхемам, поэтому предварительно на нём нужно разметить и просверлить крепёжные отверстия, возможно, потребуется нарезать резьбу в теле алюминиевой подошвы.

Дополнительно отметим, что нет смысла менять штучные радиаторы отдельно стоящих ключей, замене подвергаются только теплоотводы интегральных схем или нескольких высокомощных транзисторов, установленных в ряд.
Индикация сварочного тока
Даже если на инверторе установлен цифровой индикатор установки тока, он показывает не реальное его значение, а некую служебную величину, масштабированную для наглядного отображения. Отклонение от фактической величины тока может составлять до 10%, что неприемлемо при использовании специальных марок электродов и работе с тонкими деталями. Получить реальное значение сварочного тока можно путём установки амперметра.
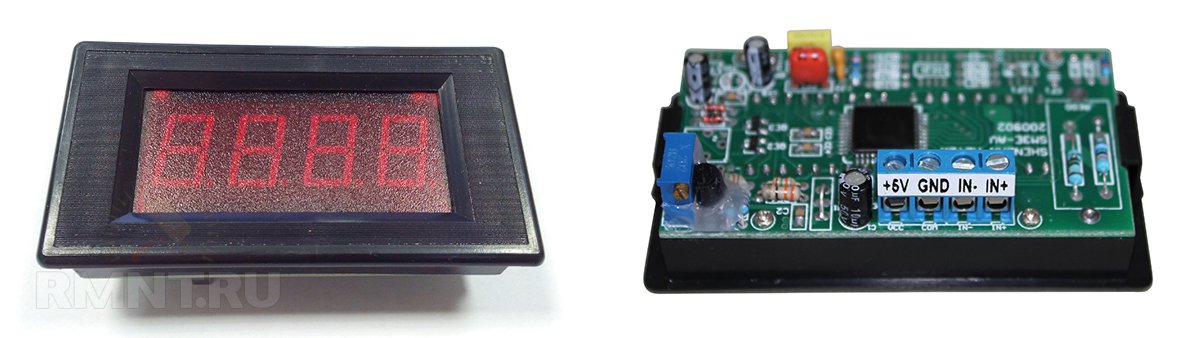
В пределах 1 тысячи рублей обойдётся цифровой амперметр типа SM3D, его даже можно аккуратно встроить в корпус инвертора. Основная проблема в том, что для измерения столь высоких токов требуется подключение через шунт. Его стоимость находится в пределах 500–700 рублей для токов в 200–300 А. Обратите внимание, что тип шунта должен соответствовать рекомендациям производителя амперметра, как правило, это вставки на 75 мВ с собственным сопротивлением порядка 250 мкОм для предела измерения в 300 А.

Установить шунт можно либо на плюсовую, либо на минусовую клемму изнутри корпуса. Обычно размеров соединительной шины достаточно для подключения вставки длиной около 12–14 см. Изгибать шунт нельзя, поэтому если длины соединительной шины недостаточно, её нужно заменить медной пластиной, косичкой из очищенного однопроволочного кабеля или отрезком сварочной жилы.
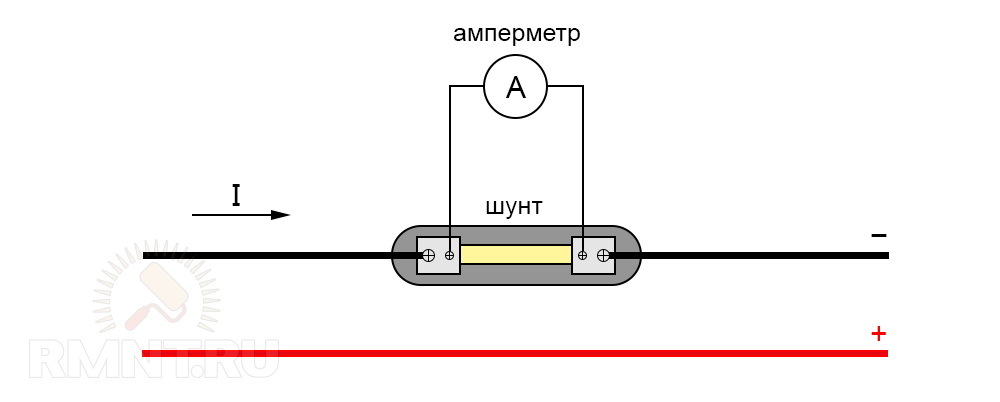
Амперметр подключается измерительными выходами к противоположным зажимам шунта. Также для работы цифрового прибора требуется подать напряжение питания в диапазоне 5–20 В. Его можно снять с проводов подключения вентиляторов или найти на плате точки с потенциалом для питания управляющих микросхем. Собственное потребление амперметра ничтожно.
Повышение продолжительности включения
Продолжительность включения в контексте сварочных инверторов более разумно называть продолжительностью нагрузки. Это та часть десятиминутного интервала, в которой инвертор непосредственно выполняет работу, оставшееся время он должен пребывать на холостом ходу и охлаждаться.
Для большинства недорогих инверторов реальная ПН составляет 40–45% при 20 °С. Замена радиаторов и устройство интенсивного обдува позволяют увеличить этот показатель до 50–60%, но это далеко не потолок. Добиться ПН порядка 70–75% можно путём замены некоторых радиоэлементов:
- Конденсаторы обвязки ключей инвертора нужно поменять на элементы той же ёмкости и типа, но рассчитанные под более высокое напряжение (600–700 В);
- Диоды и резисторы из обвязки ключей следует заменить на элементы с большей рассеиваемой мощностью.
- Выпрямительные диоды (вентили), а также MOSFET или IGBT-транзисторы можно заменить на аналогичные, но более надёжные.

О замене самих силовых ключей стоит рассказать отдельно. Для начала следует переписать маркировку на корпусе элемента и найти подробный даташит на конкретный элемент. По паспортным данным выбрать элемент для замены достаточно просто, ключевыми параметрами служат пределы частотного диапазона, рабочее напряжение, наличие встроенного диода, тип корпуса и предельный ток при 100 °С. Последний лучше рассчитать собственноручно (для высоковольтной стороны с учётом потерь на трансформаторе) и приобрести радиоэлементы с запасом предельного тока около 20%. Из производителей такого рода электроники наиболее надёжными считаются International Rectifier (IR) или STMicroelectronics. Несмотря на довольно высокую цену, крайне рекомендуется приобретать детали именно этих брендов.

Намотка выходного дросселя
Одним из наиболее простых и в то же время самых полезных дополнений для сварочного инвертора будет намотка индуктивной катушки, сглаживающей пульсации постоянного тока, которые неизбежно остаются при работе импульсного трансформатора. Основная специфика такой затеи в том, что дроссель изготавливается индивидуально для каждого отдельного аппарата, а также может со временем корректироваться по мере деградации электронных компонентов или при изменении порога мощности.

Для изготовления дросселя понадобится всего ничего: изолированный медный проводник сечением до 20 мм 2 и сердечник, желательно из феррита. В качестве магнитопровода оптимально подойдёт либо ферритовое кольцо, либо сердечник броневого трансформатора. Если магнитопровод набран из листовой стали, его нужно просверлить в двух местах с отступом около 20–25 мм и стянуть заклёпками, чтобы иметь возможность беспроблемно прорезать зазор.

Дроссель начинает работать, начиная от одного полного витка, однако реальный результат виден, начиная с 4–5 витков. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву. Когда варить с отрывом станет затруднительно, нужно скинуть с катушки один виток и подключить параллельно дросселю лампу накаливания на 24 В.
Тонкая настройка дросселя выполняется с помощью сантехнического винтового хомута, которым можно уменьшить зазор в сердечнике, либо деревянного клина, которым этот зазор можно увеличить. Нужно добиваться, чтобы горение лампы при розжиге дуги было максимально ярким. Рекомендуется изготовить несколько дросселей для работы в диапазонах до 100 А, от 100 до 200 А и более 200 А.

Заключение
Все «навесные» дополнения, такие как дроссель или амперметр, лучше монтировать отдельной приставкой, которая включается в разрыв любой из сварочных жил посредством штекера типа байонет. Таким образом внутри корпуса инвертора сохранится достаточно пространства для вентиляции, а дополнительные устройства можно будет легко отключить за ненадобностью.
Нужно помнить, что кардинальной, глубокой модернизации провести не получится, иными словами, «РЕСАНТУ» в KEMPPI разумными силами и средствами не превратить. Однако изготовление приспособлений и мелкая доработка оборудования — отличный способ лучше изучить технологию дуговой сварки и проникнуться профессиональными тонкостями.
Понравилась статья? Подпишитесь на канал, чтобы быть в курсе самых интересных материалов