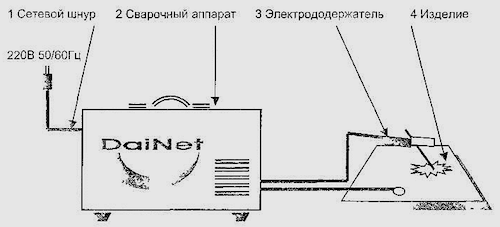
Как подключить инверторный сварочный аппарат?
Как надо подключать сварочный аппарат
Перед проведением сварки, как минимум, требуется понимание того, как осуществляется подключение сварочного аппарата к действующей сети, а также какие условия при этом нужно соблюдать.
Для быстрого и качественного подключения сварочного аппарата следует руководствоваться действующими инструкциями по эксплуатации приборов данного класса.
Наибольший интерес с точки зрения особенностей этого процесса представляет подключение сварочного инвертора, чаще всего применяемого в домашних условиях.
Правила безопасности
Схема подключения инверторного сварочного аппарата достаточно проста и допускает функционирование устройства в циклическом (прерывистом) режиме, позволяющем добиться максимальной эффективности сварки. Перед тем как втыкать вилку в розетку, необходимо все же прочитать инструкцию по подключению, проверить параметры сети, комплектность оборудования и внешнюю целостность всех его частей.

В инструкции должно быть чётко расписано, как правильно надо подключать сварочный аппарат, а также оговорен порядок его безопасного соединения с действующей электросетью. Особо оговаривается необходимость проверки пробок и автоматических выключателей, установленных в цепи подачи питания.
Должно учитываться и то обстоятельство, что в старых домах алюминиевая электропроводка не позволяет работать с токами свыше 10 Ампер. Поэтому перед тем, как включать преобразователи в сеть, необходимо выяснить их паспортную мощность и потребляемый ток.
При оценке отбираемой от сети мощности не следует забывать о том, что в момент включении аппарата происходит резкий всплеск пускового тока, величина которого может превышать номинальное значение в несколько раз.
Перед подключением аппарата и сварочными работами оператор должен выполнить следующие требования инструкции по его эксплуатации:
- удалить от корпуса аппарата посторонние электротехнические устройства (компьютеры, передатчики, измерительные приборы);
- при работе с инверторным оборудованием рабочее место должно быть освобождено от всех других мешающих предметов;
- помещения, в которых размещается сварочный агрегат, обязательно оборудуются системой принудительной вентиляции.
Для исключения аварийных ситуаций перед первым подключением сварочного аппарата рекомендуется протестировать его в различных режимах сварки.
Включение аппарата (инструкция по эксплуатации)
При рассмотрении условий функционировании сварочного инвертора, прежде всего, необходимо обратить внимание на следующие моменты:
- нормальная длительность токовой нагрузки не должна превышать 5-ти минут;
- на практике обычно применяется так называемый «трёхминутный цикл», составляющий две трети от полной нагрузки;
- при обнаружении сильного нагрева корпуса аппарат необходимо выключить до установления причин возникшей перегрузки.
Сварка с использованием инверторного аппарата нуждается в тщательной подготовке, так как при работе с оборудованием этого класса возможны опасные ситуации. Прежде чем приступить к сварочным работам оператор должен выполнить все требования инструкции по его эксплуатации, включая выбор подходящего токового режима и типа электрода.
Подсоединение инвертора к сети и запуск его в работу допускаются лишь после выполнения условий безопасности, включая применение розеток и вилок соответствующего стандарта.
 При эксплуатации сварочного аппарата следует использовать специальные электроды с покрытием (типа ММА).
При эксплуатации сварочного аппарата следует использовать специальные электроды с покрытием (типа ММА).
Толщина электродов ММА выбирается исходя из того, в каком режиме и с каким металлом предстоит работать. Обычно, чем толще металл, тем больше требуется ток и соответственно диаметр. Самыми распространенными в домашних условиях являются электроды на 2 и 3 мм.
Перед началом сварки следует убедиться в том, что электроды сухие. Провод, идущий к горелке, подключается к клемме «минус», после чего газовый шланг подсоединяется к размещённому на баллоне редуктору, если сварка производится в защитной среде.
При подключении через удлинитель, надо обращать внимание на диаметр сечения его кабеля. Сечение должно быть не менее 1,5 кв. мм для работы с током до 16 А. Провод надо полностью раскручивать, чтобы не возникало индуктивности, которая после подключения сварочного аппарата будет создавать дополнительное сопротивление.
Особенности режима запуска
Запуск инвертора в работу осуществляется нажатием кнопки «Пуск», что приводит к состоянию полной готовности к сварочным процедурам. Для начала сварки в защитной среде газов после подключения достаточно слегка отвернуть вентиль горелки, установить нужный электрод и «чиркнуть» им по свариваемой заготовке.
При рассмотрении вопроса запуска инвертора также необходимо учесть следующее. Дело в том, что любое инверторное устройство оснащается устройством плавного запуска, предотвращающим выход из строя электронных элементов схемы от всплеска тока.

Несмотря на такую защиту скачки тока при включении могут достигать значений порядка 40 Ампер, которые опасны не только для розетки, но и для действующей электросети из-за сильного «проседания» напряжения.
При всплесках тока в указанных выше пределах сетевое напряжение может снижаться («проседать») с 220-ти до 130-140 Вольт.
Питающую цепь прибора рекомендуется подключать к клеммным контактам, расположенным непосредственно на распределительном щитке, куда отдельно подводится и заземляющая шина. Для автомата, установленного во вводном устройстве, такие перепады напряжения менее опасны.
Ситуация с пусковыми токами заметно упрощается, когда для питания инвертора используются не фазные, а линейные напряжения. Однако этот вариант удаётся реализовать лишь для рассчитанных на 380 Вольт приборов и при условии подключения дома к трёхфазной сети (генератору).
При рассмотрении особенностей включения инверторного аппарата в работу не следует забывать особенности регулировки его нагрузочного тока, осуществляемой автоматически (посредством специального блока управления). Элементы настройки, задающие пределы регулирования, располагаются на передней панели прибора.
Выполнение требований инструкции по подключению импульсных преобразователей обязательно для всех без исключения моделей сварочных устройств. Лишь при соблюдении условий запуска инверторов удаётся поддерживать их функциональные возможности и гарантировать высокую эффективность сварочного процесса.
Подключение сварочного инвертора
Каждый сварочный аппарат укомплектован стандартным набором кабелей. Без них просто невозможно выполнение каких-либо работ. Поэтому большое значение имеет правильное подключение сварочного инвертора. Все подобные устройства оборудуются не только двумя рабочими кабелями, но и еще одним, по которому подается питание. Некоторые сложности могут возникнуть с кабелями для подключения электрода и зажима, обеспечивающего соединение с массой. Для них предусмотрены отдельные разъемы с плюсом и минусом. Варианты подключения могут быть разными, в зависимости от используемого материала и условий выполнения работ.
- Подготовка к работе и подключение
- Соединение с электрической сетью
- Питание инверторной сварки от генератора
- Выбор параметров удлинителя
- Как подключить инвертор в режимах разных полярностей
Подготовка к работе и подключение
После того как были подготовлены защитная одежда, обувь, сварочная маска и электроды, можно переходить к подключению аппарата. В связи с повышенной мощностью оборудования, необходимо ознакомиться с характеристиками и возможностями сети, используемой в качестве источника питания. Как правило, особых проблем не возникает, поскольку все бытовые инверторы рассчитаны на 220 вольт.
Единственным требованием, связанным с безопасностью, является установка автомата с необходимыми параметрами. Это позволит избежать негативных последствий в случае коротких замыканий и других непредвиденных ситуаций. Далее, сварочный инвертор размещается на рабочем месте с соблюдением определенных правил и технических норм:
- Минимальное расстояние от стен и крупных предметов составляет 2 метра.
- В обязательном порядке делается защитное заземление.
- Поблизости не должно быть воспламеняющихся и взрывоопасных предметов и веществ.
- Для сварочных работ следует использовать металлический стол или просто свободную площадку.
Подготовив рабочее место, можно выполнять подключение сварочного инвертора. Каждый кабель и провод вставляется в нужное гнездо инвертора. В держателе закрепляется электрод, а к металлической заготовке подключается зажим массы. В качестве источника тока может использоваться не только бытовая сеть 220 В, но и промышленная – на 380 В. При отсутствии стационарных сетей, допускается использование бензинового или дизельного генератора.
Соединение с электрической сетью
При подключении сварочного инвертора к домашней сети, нередко возникают проблемы технического характера. Поэтому данная процедура должна выполняться правильно и предельно аккуратно, с учетом особенностей местной электропроводки. Следует учитывать и возможную бесперебойную работу аппарата, с точными интервалами времени, отводимыми на сварку и технические перерывы.
В первую очередь необходимо изучить характеристики и тип розетки, куда выполняется подключение инвертора. Обычно, при работе на максимальном токе, инвертор способен выдать на выходе 140 А. При таких показателях вполне достаточно розетки на 16 А. В старых домах до сих пор стоят изделия на 10 ампер и соответствующая проводка, которая может не выдержать повышенных нагрузок. Следует проверить наличие и состояние предохранительных пробок, автоматов.
Если в качестве защиты установлены так называемые жучки, то при росте нагрузки их наличие может вызвать тяжелые последствия – короткое замыкание, оплавление проводки, возгорание и т.д. Вполне возможно понадобится установка нового автоматического выключателя, с учетом нагрузки, которую добавляет преобразователь.
В некоторых случаях может возникнуть так называемая просадка сети, когда напряжение падает до 150 В и ниже. Это первый признак недостаточного сечения сетевых проводов. Если напряжение падает ниже минимально допустимого предела, то к такой сети нельзя подключать сварочное оборудование. При использовании в работе удлинителя, смотанный провод нужно размотать на полную длину. В противном случае, в местах скруток может возникнуть индуктивное сопротивление, которое, в свою очередь, приведет к перегреву изоляции, вплоть до ее расплавления. Если намотки все-таки не удается избежать, она не должна быть слишком плотной, чтобы обеспечивалась естественная вентиляция.
Питание инверторной сварки от генератора
Если объект не оборудован стационарной электрической сетью, а сварка все-таки требуется, можно воспользоваться бензиновым или дизельным генератором. Самое главное – правильно рассчитать нагрузку, чтобы оба устройства оптимально сочетались друг с другом.
Необходимо учесть, что в любом инверторе имеются катушки, конденсаторы, электронные схемы и другие элементы, которые считаются реактивными потребителями с коэффициентом мощности около 0,7. При расчете полной мощности аппарата, необходимо активную мощность разделить на коэффициент мощности. После предварительных расчетов, совместимость аппаратуры будет выглядеть следующим образом:
- При сварочном токе 160 А можно работать лишь электродами с наибольшим диаметром 4 мм. Величина активной мощности такого инвертора составляет 3,8 кВт, а полная, учитывая коэффициент 0,7, будет примерно 5-5,5 кВт. С учетом 20-процентного запаса мощности, потребуется генератор не менее чем на 6 кВт.
- Сварочный ток 180 А допускает работу электродами 5 мм. Активная и полная мощность составят 4,8 и 7,5 кВт соответственно. Поэтому мощность генератора должна быть не ниже 8-8,5 кВт.
- Если показатель сварочного тока доходит до 200 А, то подобной аппаратуре нужна трехфазная сеть. Диаметр электродом увеличивается до 6 мм. Полная мощность инвертора составит 11,5 кВт, а мощность трехфазного генератора – не ниже 15 кВт.
Иногда возникает вопрос о возможности эксплуатации мощного сварочного устройства не в полную силу своих возможностей. Может ли использоваться схема подключения инвертора к генератору с более низкой мощностью? Специалисты не рекомендуют самостоятельно принимать такое решение, дать окончательное заключение может только профессиональный электромеханик.
Необходимо учитывать и наличие дополнительных опций в конкретном оборудовании, требующих кратковременного повышения мощности в момент их использования.
Выбор параметров удлинителя
Часто кабель питания, входящий в комплект инвертора, оказывается слишком коротким и не обеспечивает подсоединения сварки так, чтобы она располагалась возле соединяемых конструкций. Поэтому сварщики вынуждены пользоваться кабелями-удлинителями или переносками. От таких же бытовых устройств они отличаются только повышенной мощностью проводников.
С технической точки зрения удлинитель есть не что иное, как дополнительный участок цепи от инверторного аппарата до источника тока. Поэтому для расчетов вполне подходит известный закон Ома. При одинаковой мощности разных подключаемых потребителей, сечение проводника напрямую зависит от длины переносного кабеля. В качестве материала следует использовать металлы, у которых минимальное удельное сопротивление.

Поэтому все современные проводники изготавливаются из меди. Изоляция никак не влияет на электрические свойства кабеля, однако в процессе эксплуатации она подвергается различным механическим нагрузкам. Ее толщина должна быть как можно выше, в этом случае кабель прослужит значительно дольше.
Выбор сечения производится в зависимости от величины сварочного тока. В качестве исходных данных для расчетов берется длина кабеля и напряжение. Следует учитывать возможное падение напряжения на данном участке, что может вызвать перегрузки в домашней сети. В обязательном порядке создается запас по мощности не менее 10%, исключающий возможность перегрева проводников.
В комплект к сварочному аппарату рекомендуется создавать удлинители разной протяженности, кратной 10 м. Короткие переноски лучше не использовать. При оптимальных размерах переноски она не оказывает заметного влияния на общее состояние цепи и величину ее напряжения. Сечение кабеля, используемого в удлинителе, и сечение домашней проводки должны быть примерно одинаковыми. Применять бытовые переноски для подключения сварочной аппаратуры категорически запрещается.
Как подключить инвертор в режимах разных полярностей
Для силовых кабелей предусмотрены специальные клеммы, обозначаемые плюсом и минусом. Многие начинающие пользователи не задумываются, как подключить сварочный инвертор и соединяют провода без учета полярности и реальных условий работы.
Между тем, разница все же присутствует и зависит она от законов физики, в соответствии с которыми происходит движение электронов. Имея отрицательный заряд, они в любых условиях перемещаются от минуса к плюсу, в том числе и при включении в эту цепочку инвертора. Сварочный аппарат будет работать, независимо от клеммы, к которой подключен электрод. Однако, движение электронов в каждом случае будет происходить в различных направлениях, и это напрямую повлияет на сам рабочий процесс и конечный результат.

Схема прямой полярности предполагает соединение плюса с заготовкой (массой), а минуса – с электродом. Между ними образуется дуга, по которой проходит сварочный ток. При таком соединении анод представляет собой деталь, а катодом является электрод. Сварочный шов будет нагреваться сильнее, примерно на 700-1000 градусов больше, чем электрод.
При обратной полярности, наоборот, электроды оказываются подключенными к плюсовой клемме, а свариваемая деталь соединяется с минусом. В этом случае сильнее будет разогреваться электрод.
Основным фактором выбора полярности является толщина соединяемых заготовок. Более массивный металл требует на стыке более сильного прогрева, для лучшего взаимного проникновения расплавленных частиц. Тонкие материалы, наоборот, нельзя сильно прогревать во избежание прожога и неравномерного сварного шва.

Рейтинг сварочных инверторов

Бензогенератор для сварочного инвертора

Как сделать сварочный инвертор своими руками
Какой сварочный инвертор лучше выбрать для дома и дачи
Как произвести подключение сварочного инвертора к источнику питания?
Сварочный инвертор — это устройство, с помощью которого можно значительно облегчить процесс дуговой сварки. С каждым годом его применение становится все популярнее, потому что оно позволяет осуществлять сваривание любых конструкций быстро и качественно. Чтобы сварочные работы проходили в нужных режимах, а аппарат имел долгий срок службы, нужно правильно подключать инвертор к источнику питания. Поэтому далее будет рассмотрено, как правильно подключить сварочный инвертор.
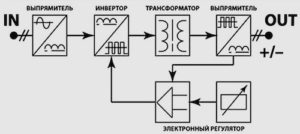
 Схема устройство инверторного сварочного аппарата.
Схема устройство инверторного сварочного аппарата.
- Подключение сварочного инвертора
- Подключение сварочного инвертора к электрическому генератору
- Бензогенератор или электрогенератор?
- Выбор кабеля для подсоединения инвертора
- Подключение сварочных инверторов с помощью удлинителей
Подключение сварочного инвертора
Подсоединение сварочного аппарата может быть осуществлено к внешней сети напряжением 220 В или 380 В либо к генераторной установке определенной мощности. Соединительный кабель с вилкой соответствует максимальной мощности агрегата, поэтому здесь никаких вопросов быть не должно. Основные трудности могут возникнуть со стороны внешнего источника питания, особенно если электропроводка на дачном участке старая и имеет неизвестное сечение.
Современная проводка, вилки и розетки рассчитываются на ток не более 16 А. Суммарная мощность, которая потребляется всеми устройствами в доме, может быть больше этого значения, поэтому его ограничивают автоматическим предохранительным устройством или обычной пробкой. Чтобы осуществить подсоединение сварочного инвертора, сначала нужно убедиться, что его входная мощность не отключит защитное устройство домашней сети.
Одно из преимуществ сварочных устройств этого типа заключается в том, что их электрическая цепь имеет несколько типов защиты. В случае перегруза сети защита автоматически отключает аппарат по низкому напряжению. Такая ситуация может произойти, когда входное напряжение имеет низкое значение, или в случае недостаточного сечения электропроводки, сопротивление которой снизит напряжение при возникновении нагрузки в виде сварочного тока.
Если электрическая проводка стационарной сети не позволяет осуществить подсоединение инвертора, нужно воспользоваться другими источниками питания, которые будут рассмотрены ниже. В случае полного соответствия максимальной мощности аппарата с внешней проводкой можно подсоединять инвертор к электросети и осуществлять тестовую сварку.
Не рекомендуется подключаться к сети, если в качестве защитного устройства установлен предохранитель неизвестного номинала.
Если есть возможность, нужно контролировать просадку напряжения при зажигании дуги. Сильная просадка может быть результатом малого сечения проводов.
Подключение сварочного инвертора к электрическому генератору
Из-за плохих параметров внешней электросети в некоторых ситуациях осуществить сварку бывает просто невозможно. Тогда можно воспользоваться электростанцией. При этом очень важно, чтобы мощность электростанции позволяла проводить полноценные сварочные работы.
При выборе генератора следует сначала ознакомиться с основными техническими характеристиками сварочного аппарата. В качестве примера будет взят обычный инвертор с рабочим током 160 А. Современные инверторы имеют плавную регулировку тока сварки от минимального до максимального значения. Это позволяет проводить сварку как на средней, так и на максимальной мощности оборудования. Но фирмы-изготовители часто пишут только потребляемую мощность, ничего не говоря о ее максимальном значении.
Чтобы самостоятельно рассчитать максимальную мощность, необходимо максимальный рабочий ток устройства умножить на напряжение дуги (обычно оно составляет 25 В), после чего разделить полученную цифру на КПД инвертора (приблизительно 90%). В результате максимальная мощность будет равна: 160х25/0,9=4444 Вт.
После проведения расчетов можно приступать к выбору электрогенератора. При этом ориентироваться следует на максимальную потребляемую мощность, прибавив к ней запас в 25%, чтобы не использовать электростанцию на пределе возможности. Поэтому для сварочного инвертора с рабочим током 160 А нужно купить генератор с выходной мощностью не менее: 4444+4444х0,25=5555 Вт, или 5,5 кВт.
Бензогенератор или электрогенератор?
В некоторых случаях при невозможности использовать внешнюю электросеть сварщики пытаются подключить инверторную сварку через бензогенератор небольшой мощности. Такой подход является неверным, если его мощность составляет менее 5 кВт. Рабочее напряжение в таких генераторах сильно зависит от величины нагрузки. Инверторные устройства чувствительны к перепадам напряжения, поэтому если выходное напряжение бензогенератора будет часто меняться, сварочный аппарат может выйти из строя.
При сварке электродом 3 мм рабочий ток достигает 120 А при напряжении 40 В. В этом случае выходная мощность будет составлять: 120х40=4800 Вт, или 4,8 кВт, то есть бензогенератор будет работать на предельной мощности, что также повлечет его преждевременный выход из строя. Поэтому при плохой сети лучше подключать сварочный аппарат к электрогенератору.
Выбор кабеля для подсоединения инвертора
Для осуществления качественной сварки очень важно правильно выбрать соединительные провода. Сварочные провода выбираются по таким показателям:
 Функциональные возможности сварочного инвертора.
Функциональные возможности сварочного инвертора.
- длине;
- площади сечения;
- значению падения напряжения в сварочном контуре.
Кабель для инвертора представляет собой гибкий проводник тока с хорошей изоляцией. В большинстве случаев такой провод изготавливается из медных проволок толщиной 0,18-0,2 мм, сплетенных между собой. Такие кабели применяются для подсоединения инвертора к электродержателю, а также для осуществления заземления аппарата. Выбор проводов зависит от их технических характеристик и характеристик самого сварочного агрегата.
Среди сварщиков самым популярным выступает провод марки КГ (рис. 1). Изготовители этого типа кабеля рекомендуют его применять в цепях переменного тока с напряжением не более 600 В или при постоянном токе с напряжением не более 1000 В.
Провода марки КГ различаются по максимальной нагрузке, зависящей от сечения. Соотношение максимальной нагрузки на кабель и его марка представлены в таблице:
| Марка кабеля | Допустимая нагрузка, А |
| КГ 1х16 | 189 |
| КГ 1х25 | 240 |
| КГ 1х35 | 289 |
| КГ 1х50 | 362 |
| КГ 1х70 | 437 |
| КГ 1х95 | 522 |
Помимо марки КГ также применяется провод марки КОГ1, который является более гибкий, нежели первый вариант. Он используется в тех случаях, когда сварщику для выполнения работ необходимо постоянно перемещаться.
Подключение сварочного кабеля осуществляется с учетом некоторых правил:
- Подсоединение следует делать с помощью спрессованных или припаянных наконечников.
- Кабель подключается к силовым разъемам агрегата (+) и к держателю электродов в обратной полярности (-). Изменять полярность можно только тогда, когда изменены параметры тока.
- При проведении сварочных работ сварщику запрещено подтягивать к себе инвертор проводами.
- Ни в коем случае нельзя превышать номинальную мощность кабеля.
Подключение сварочных инверторов с помощью удлинителей
Проведение сварочных работ очень часто связано с отдаленным расположением сварной конструкции от источника питания. Иногда в таких случаях требуется использовать удлинитель. Удлинитель для инвертора представляет собой проводник, имеющий некоторое сопротивление, которое является причиной падения напряжения в электрической цепи, то есть чем больше длина удлинителя, тем больше будет падение на нем рабочего напряжения.
При недостаточной силе тока могут измениться параметры сварочной дуги, управлять ей становится намного тяжелее. Чтобы добиться требуемого тока на конце сварочного кабеля, приходится выставлять увеличенный ток на самом инверторе, что негативно сказывается на его работе и может привести к выходу аппарата со строя. Поэтому легче будет поднести сварочное устройство к месту сварки, нежели покупать новое.
В случае же безысходности ситуации, подбирая удлинитель, нужно руководствоваться тем, что сечение 2,5 мм 2 при длине кабеля 20 м при использовании аппарата с рабочим током 150 А будет достаточным для нормальной работы сварочного аппарата. Для проведения сварки в домашних условиях такой длины вполне хватит.
При использовании переноски следует придерживаться некоторых правил:
- Запрещено наматывать удлинитель на катушку, так как смотанный кабель обладает индуктивностью, что может вызвать его перегрев и выход из строя.
- При сварке с удлинителем нужно контролировать изменение напряжения сети.
- Нагрев удлинителя допускается до температуры 70°С.
В случае соблюдения всех правил и рекомендаций при подключении сварочного инвертора вы сможете осуществить качественную сварку без негативных последствий для самого аппарата.
Как быстро научиться варить сварочным инвертором
Вы купили сварочный аппарат и желаете освоить сварку инвертором для начинающих.
Трудностей бояться не стоит! Инверторный аппарат прост в обращении, любой человек без опыта и знаний сможет в короткие сроки овладеть процессом сварки.
Оборудование, экипировка, техника безопасности
Техника безопасности . Сварочное производство связано с электрическим напряжением, в простонародье — ток. Ток невидим, но способен поразить человека до летального исхода.
Проверяем сварочные кабеля на исправность и подсоединяем к инверторному оборудованию. Обратный кабель с прищепкой на металл к минусовому разъему. Кабель с электрододержателем к разъему +. Электрод вставляем в электрододержатель.

При подключении аппарата к сети визуально оцениваем токонесущие кабеля на исправность. Убедились в исправности кабелей, включаем вилку в розетку и тумблер на приборе, предварительно установив регулятор тока в наименьшее значение. Если вентилятор охлаждения заработал ровно, без треска и шума, значит все хорошо.
Вес металла. При соединении тяжелых конструкций, соблюдайте меры предосторожности. Многотонные изделия при обрушении могут привести к летальному исходу или инвалидности.
Экипировка . Сварочное производство связано с высокой температурой. Сварщик должен иметь:
- холщовые рукавицы (краги);
- робу (специальный костюм);
- маску со светофильтром;
- респиратор для работы в замкнутых пространствах;
- ботинки на резиновой подошве.
Краги применяются при сварке на высотах, когда руки поднимаются вверх, а рукавицы в остальных случаях.
- сварочный аппарат;
- молоток;
- щетка;
- электроды.
Электроды подбираются под металл (углеродность, добавки) и по диаметру, от толщины металла и технических характеристик инвертора.
Основы сварки инвертором
Для начинающих, опытные сварщики советуют кабель держака приложить к телу, прижать локтем руки и обернуть его вдоль предплечья (от локтя до кисти), взять держак в руку. Так плечевой сустав будет тянуть кабель, а рука с кистью останутся свободными.
Способ поможет с легкостью манипулировать рукой.

Если держак взять просто в руку без обмотки предплечья кабелем, то в процессе сварки рука устанет и кистевые движения приведут кабель в болтающие движения. Что отразится на качестве сварного соединения.
Как варить инверторной сваркой правильно ? Устанавливаем на аппарате сварочный ток согласно диаметру электрода, типу соединения и положению сварки. Инструкция по настройке имеется на аппарате и пачке электродов. Принимаем устойчивую стойку, локоть отводим от тела (прижимать нельзя), одеваем маску и начинаем процесс.
Сварку инвертором для начинающих лучше начинать с металлических заготовок более 20 см.

Известно, что новичок, одевая маску и зажигая дугу перестает дышать, пытаясь на одном дыхании проварить всю длину заготовки. При коротких изделиях, появится привычка варить на одном дыхании. Поэтому, тренируйтесь на длинных заготовках, учась правильно дышать при сварке.
Заготовки (пластины) на рабочем столе можно положить в горизонтальной плоскости — вертикально к себе или горизонтально, без разницы.
Зажатый в держателе электрод вначале сварки ставите под углом 90 градусов (перпендикулярно) и отводите в сторону шва на 30-45 градусов. Зажигаете дугу и начинаете движение.
- Если сварка выполняется углом назад, то наклон 30-45 градусов идет в сторону шва.
- Если соединение происходит углом вперед, то наклон электрода от шва.

Расстояние между свариваемой поверхностью и электродом 2-3 мм, представьте, что вы ведете карандаш по листу бумаги.
Учтите, при сварке электрод сгорая уменьшается — постепенно приближайте плавящийся стержень к поверхности на расстояние 2-3 мм и удерживайте угол наклона 30-45 градусов.
Смотрите полезное видео, как научиться варить электросваркой для начинающих:
Как новичку научиться варить сварочным инвертором?
Сначала учимся зажигать и держать дугу. Чувствуйте грань, когда приближать электрод при сгорании к свариваемой поверхности, чтобы дуга не прерывалась.
Зажигают электрод двумя способами:
- постукиванием;
- чирканьем.

Новый электрод зажигается легко. У работающего стержня появляется шлаковая пленка, препятствующая поджигу. Нужно просто подольше постучать для разбития пленки.
- На инверторных аппаратах для облегчения зажигания дуги встроена функция Hot Start.
- Если новичок быстро приближает электрод к поверхности, включается функция Arc Force (форсаж дуги, антизалипание), увеличивает сварочный ток, предотвращая залипание электрода.
- При залипании плавящегося стержня, функция Anti Stick отключает ток, предотвращая перегрев инвертора.
Видео: что такое форсаж дуги на сварочном инверторе и как его применить.
Новичку лучше сначала учиться на ниточном шве, электрод ведется ровно, без колебательных движений.
После освоения ниточной технологии, переходите к свариванию металла с колебательными движениями. Которые применяются при толстом металле для прогрева, задерживая электрод в определенной точке с помощью движений — елочкой, зигзагами, спиралью или своим методом.

В начале соединения проводим слева-направо несколько движений образуя сварочную ванну и пошли вдоль шва делая колебательные движения. Угол наклона электрода 30-45 градусов. После прохода отбиваем шлак молотком и зачищаем щеткой. Берегите глаза, одевайте очки.
Совет: в конце сварочного шва, делаете колебательные движения в стороны и убираете электрод в сторону наплавленного металла. Эта хитрость придаст сварному соединению красоту (избавит от кратера).
Видео: как варить угловое соединение, встык и внахлест.
- однопроходные (одним проходом восполняется толщина металла);
- многопроходные.
Однопроходной шов выполняется на металлах до 3 мм. Многопроходные швы накладываются при больших толщинах металла.
Сварщики проверяют качество шва молотком — наносят удар рядом со швом. Если шов гладкий, без неровностей, то после удара шлак слетает полностью, ему не за что зацепится. Важно подбирать правильный температурный режим: перегретый шов (каленый) сломается, недогретый — риск непровара.
Ток подбирают исходя от диаметра электрода, в теории 30 А на 1 мм диаметра электрода.
Прямая и обратная полярность при сварке инвертором
Рассмотрим полярность при сварке инвертором. При соединении на постоянном токе, движение электронов постоянное, что уменьшает разбрызгивание расплавленного металла. Шов получается качественным и аккуратным.
На аппарате имеется выбор полярности. Что такое полярность — это направление движения электронов в зависимости от подключения кабелей к разъемам оборудования.

- Обратная полярность при сварке инвертором — минус на заготовке, плюс на электроде. Ток течет от минуса к плюсу (от заготовки на электрод). Электрод нагревается сильнее. Применяется для сварки тонких металлов, уменьшен риск прожога.
- Прямая полярность — минус на электроде, плюс на заготовке. Ток движется от электрода к заготовке. Металл греется больше электрода. Применяется для сварки толстых металлов от 3 мм и резке инвертором.
На пачке с электродами указывается полярность, эта инструкция поможет правильно подсоединить провода к оборудованию.
Сварка тонкого металла инвертором
Суть соединения тонких пластин сводится к подбору электродов малого диаметра и настройке сварочного тока. Например, для металла толщиной 0,8 мм берут электроды диаметром 1,8 мм. Ток на инверторе выставляют в 35 А.
Технология происходит прерывистыми движениями. Посмотрите видеоролик, где подробно показывается соединение тонких пластин.
Как резать металл сварочным инвертором
Чтобы правильно прожечь отверстие в трубе, на аппарате выставляем ток 140 А для электрода в 2,5 мм. Зажигаем электрод, ставя его на одном месте для прогрева металла и вдавливаем. Передвигаем электрод на новое место, прогреваем и вдавливаем. Постепенно, прорезаем в трубе отверстие.

Пластину при резке лучше ставить вертикально, чтобы расплавленные сопли стекали вниз. Если резать в горизонтальном положении, то снизу реза застынут сосульки. Вот и все хитрости!
Новичков терзает вопрос, какая полярность проводов при резке инвертором лучше?
- При резке электросваркой — прямая полярность предпочтительней. Зона расплавления узкая, но глубокая.
- При обратной полярности — зона расплавления широкая, но неглубокая.
Резать электросваркой не рекомендуется (происходит выплавление металла из зоны реза). Лучше взять болгарку и отрезать нужный кусок.
Как подключить сварочный инвертор
Вы здесь
Страницы
- 1
- 2
- следующая ›
- конец »
Вопросы задавать можно только после регистрации. Войдите или зарегистрируйтесь, пожалуйста.
Купил сварочный инвертор ресанта 220а. какой автомат нужно поставить к сети чтобы подключить?в инструкции написано на 220а потребляемый ток 24А. на вилке написано 16А.так если автомат нужен на 24а вилка апарата сгорит же если она расчитана на 16а. что они там пишут? или я что то не понимаю?
Я буду пользоваться электродом тройкой.

Купил сварочный инвертор ресанта 220а. какой автомат нужно поставить к сети чтобы подключить?в инструкции написано на 220а потребляемый ток 24А. на вилке написано 16А.так если автомат нужен на 24а вилка апарата сгорит же если она расчитана на 16а. что они там пишут? или я что то не понимаю?
ставь 16 амперный,тока долго варить не придется,лучше на 25 меньше выбивать будет.
Взять чужое не проблема,главное своё не забыть.
Купил сварочный инвертор ресанта 220а. какой автомат нужно поставить к сети чтобы подключить?в инструкции написано на 220а потребляемый ток 24А. на вилке написано 16А.так если автомат нужен на 24а вилка апарата сгорит же если она расчитана на 16а. что они там пишут? или я что то не понимаю?
ставь 16 амперный,тока долго варить не придется,лучше на 25 меньше выбивать будет.
Хорошо. поставлю на 25. спасибо.
Ставь 32А минимум автомат, иначе всё время вырубаться будет и быстро контакты отгорят у автомата. Вопрос ещё с сетью.
https://www.asberg.ru/shop/avtomaticheskie_vyklyuchateli/avtomaticheskie.
На 7 кВт, минимум проводка нужна 4 мм квадратных сечения меди. И то, греться будет. Если сеть потянет, розетки керамические подпружиненные нужно на 16 Ампер. И варить тонким электродом 3мм и с большими перерывами. 1 минуту варим, 15..30 минут ждём, чтоб проводка/коннекты остыли.
Лучше вилку аппарата отрезать и через шину к сети подключить, с винтовыми зажимами. 16 Ампер вилка/розетка = 16*220=3520 Вт.
Ставь 32А минимум автомат, иначе всё время вырубаться будет и быстро контакты отгорят у автомата. Вопрос ещё с сетью.
https://www.asberg.ru/shop/avtomaticheskie_vyklyuchateli/avtomaticheskie.
На 7 кВт, минимум проводка нужна 4 мм квадратных сечения меди. И то, греться будет. Если сеть потянет, розетки керамические подпружиненные нужно на 16 Ампер. И варить тонким электродом 3мм и с большими перерывами. 1 минуту варим, 15..30 минут ждём, чтоб проводка/коннекты остыли.
Лучше вилку аппарата отрезать и через шину к сети подключить, с винтовыми зажимами. 16 Ампер вилка/розетка = 16*220=3520 Вт.
А отрезав вилку гарантия будет работать? к счетчику идет кабель на 16 сечение,от счетчика на 10 помоему буду ставить. у меня есть медный,раньше использовал на трехфазной сети,циркулярку подключал.
Есть вилка с розеткой от электроплиты на 25а. думаю их ставить.

Вы что собрались подключать — космолет или дохлый инвертор? Бред какой-то — вилки отрезать и прочее. Там какой высоковольтный шнур родной? Если не ошибаюсь максимум 2,5 мм. кв. На инвертере автомат (предохранитель) стоит? На сколько ампер? Вот и делайте проводку 4 квадрата, автомат следующего номинала от инвертора (допустим на инвертере 25, значит ставьте на 32). У меня 500А сварочник подключен через кабель 6 мм. кв., автомат 32А. Ничего не греется и не выбивает, даже когда варю целый день электродом 5 мм.
Вы что собрались подключать — космолет или дохлый инвертор? Бред какой-то — вилки отрезать и прочее. Там какой высоковольтный шнур родной? Если не ошибаюсь максимум 2,5 мм. кв. На инвертере автомат (предохранитель) стоит? На сколько ампер? Вот и делайте проводку 4 квадрата, автомат следующего номинала от инвертора (допустим на инвертере 25, значит ставьте на 32). У меня 500А сварочник подключен через кабель 6 мм. кв., автомат 32А. Ничего не греется и не выбивает, даже когда варю целый день электродом 5 мм.
родной кабель написано 1.8сечение.на вилке написано 16а. в книжке написано если установить сварочный ток на 160а потребляемый ток будет 20а я варю электродом тройка,значит буду ставить ток на 140а если придется резать поставлю на 160а значит автомата на 25 ампер будет достаточно мне. варить я 5кой не собираюсь.просто купил на 220 с расчетом на запас прочности. правильно я понимаю?
я раньше варил трансформаторным аппаратом на 160а и как то не задумывался про провода. варил и варил. ничего не грелось.все хвалят инвертор.вот и решил купить. и как начитался как инвертор греет провода,я чуть ли не пожалел уже что купил его.
Поставлю на 32 автомат. это не проблема.
И еще вопрос. для чего нужен трансформатор тока тк-20? кто нить разбирается? в гараже лежат.
И еще вопрос. для чего нужен трансформатор тока тк-20? кто нить разбирается? в гараже лежат.
И еще вопрос. для чего нужен трансформатор тока тк-20? кто нить разбирается? в гараже лежат.
Используются в аппаратах контактной сварки. В клещах.
родной кабель написано 1.8
Ну вот и не парьтесь, если он не греется, то и линии 2,5 хватит.
На самом аппарате автомат или предохранитель есть (сзади обычно)?
И еще вопрос. для чего нужен трансформатор тока тк-20? кто нить разбирается? в гараже лежат.
Используются в аппаратах контактной сварки. В клещах.
родной кабель написано 1.8
Ну вот и не парьтесь, если он не греется, то и линии 2,5 хватит.
На самом аппарате автомат или предохранитель есть (сзади обычно)?
У инвертора влючатель просто сзади. ничего нет больше. кабель 1.8мм кв. у него. только купил. пока не работал. даже не включал еще. на выходных буду кабель входной к дому менять. и счетчик.автомат отдельно поставлю к гаражу.кабель проведу в гараж и потом уже включу аппарат проверю в работе.
Вот кабель 1,8 вместо предохранителя и стоит.  Суки китайские, где они такие сечения-то взяли. Всю жизнь через 0,5 шаги кабеля меняются. На всем экономят.
Суки китайские, где они такие сечения-то взяли. Всю жизнь через 0,5 шаги кабеля меняются. На всем экономят.
Посмотрел у товарища на инвертере сзади автомат на 20А, инвертор на 220А, какой-то российский, древний. Так что вам на 25А автомата хватит.
Вот кабель 1,8 вместо предохранителя и стоит. Суки китайские, где они такие сечения-то взяли. Всю жизнь через 0,5 шаги кабеля меняются. На всем экономят.
Посмотрел у товарища на инвертере сзади автомат на 20А, инвертор на 220А, какой-то российский, древний. Так что вам на 25А автомата хватит.
Вот поэтому я сидел читал инструкцию смотрел вилку с проводом у него и ломал голову. почему они делают одно а пишут другие показатели аппарата. ))) обычно же раньше было все как надо. к примеру электроплита,там сечение кабеля то какое. розетка на 20а все соответствует требованиям плиты. ладно. спасибо )))Разобрались)))
Вот кабель 1,8 вместо предохранителя и стоит. Суки китайские, где они такие сечения-то взяли. Всю жизнь через 0,5 шаги кабеля меняются. На всем экономят.
Посмотрел у товарища на инвертере сзади автомат на 20А, инвертор на 220А, какой-то российский, древний. Так что вам на 25А автомата хватит.
Вот поэтому я сидел читал инструкцию смотрел вилку с проводом у него и ломал голову. почему они делают одно а пишут другие показатели аппарата. ))) обычно же раньше было все как надо. к примеру электроплита,там сечение кабеля то какое. розетка на 20а все соответствует требованиям плиты. ладно. спасибо )))Разобрались)))
У меня, вилки на 16А и розетки 16А керамические с подпружиненым контактом. Сечение провода 2,5 мм квадратных. На мощности 2,5 кВт греются и провода и вилки(тёплые). При длительной нагрузке в часы. Рекомендую, регулярно трогать вилки/провода на нагрев. Есть импульсный ток/мощность, есть долговременные характеристики. Сечение провода 4 мм квадратных, уже хороший провод для 5 метров проводки, допустим. Иначе(при плохом проводе), сварочник будет поднимать ток потребления и провод/коннекты ещё сильнее будут греться.