Как работает инверторный сварочный аппарат?
Устройство сварочного инвертора
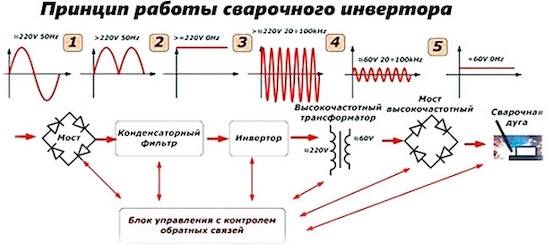
Принцип работы сварочного инвертора

В настоящее время стали очень популярны и доступны по цене сварочные аппараты инверторного типа.
Несмотря на свои положительные качества, они, как и любое другое электронное устройство, временами выходит из строя.
Чтобы отремонтировать инвертор сварочного аппарата нужно хотя бы поверхностно знать его устройство и основные функциональные блоки.
В первых двух частях будет рассказано об устройстве сварочного аппарата модели TELWIN Tecnica 144-164. В третьей части будет рассмотрен пример реального ремонта сварочного инвертора модели TELWIN Force 165. Информация будет полезна всем тем начинающим радиолюбителям, которые хотели бы научиться самостоятельно ремонтировать сварочные аппараты инверторного типа.
Дальше будет много букв – наберитесь терпения  .
.
Сам инверторный сварочный аппарат представляет не что иное, как довольно мощный блок питания. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX. Вы спросите: «Чем они похожи? Это ведь абсолютно разные устройства…». Схожесть заключается в принципе преобразования энергии.
Основные этапы преобразования энергии в инверторном сварочном аппарате:
1. Выпрямление переменного напряжения электросети 220V;
2. Преобразование постоянного напряжения в переменное высокой частоты;
3. Понижение высокочастотного напряжения;
4. Выпрямление пониженного высокочастотного напряжения.
Это кратко, так сказать, на пальцах . Такие же преобразования происходят в импульсных блоках питания для ПК.
Спрашивается, а зачем нужны эти пляски с бубном (несколько ступеней преобразования напряжения и тока)? А дело тут вот в чём.
Ранее основным элементом сварочного аппарата являлся мощный силовой трансформатор. Он понижал переменное напряжение электросети и позволял получать от вторичной обмотки огромные токи (десятки – сотни ампер), необходимых для сварки. Как известно, если понизить напряжение на вторичной обмотке трансформатора, то можно во столько же раз увеличить ток, который может отдать нагрузке вторичная обмотка. При этом уменьшается число витков вторичной обмотки, но и растёт диаметр обмоточного провода.
Из-за своей высокой мощности, трансформаторы, которые работают на частоте 50 Гц (такова частота переменного тока электросети), имеют весьма большие размеры и вес.
Чтобы устранить этот недостаток были разработаны инверторные сварочные аппараты. За счёт увеличения рабочей частоты до 60-80 кГц и более, удалось уменьшить габариты, а, следовательно, и вес трансформатора. За счёт увеличения рабочей частоты преобразования в 4 раза удаётся снизить габариты трансформатора в 2 раза. А это приводит к уменьшению веса сварочного аппарата, а также к экономии меди и других материалов на изготовление трансформатора.
Но где взять эти самые 60-80 кГц, если частота переменного тока электросети всего 50 Гц? Тут на выручку приходит инверторная схема, которая состоит из мощных ключевых транзисторов, которые переключаются с частотой 60-80 кГц. Но чтобы транзисторы работали, необходимо подать на них постоянное напряжение. Его получают от выпрямителя. Напряжение электросети выпрямляется мощным диодным мостом и сглаживается фильтрующими конденсаторами. В результате на выходе выпрямителя и фильтра получается постоянное напряжение величиной более 220 вольт. Это первая ступень преобразования.
Вот это напряжение и служит источником питания для инверторной схемы. Мощные транзисторы инвертора подключены к понижающему трансформатору. Как уже говорилось, транзисторы переключаются с огромной частотой в 60-80 кГц, а, следовательно, трансформатор работает также на этой частоте. Но, как уже говорилось, для работы на высоких частотах требуются менее громоздкие трансформаторы, ведь частота то уже не 50 Гц, а все 65000 Гц! В результате трансформатор «сжимается» до весьма малых размеров, а мощность его такая же, как и у здоровенного собрата, который работает на частоте 50 Гц. Думаю, идея понятна.
Вся эта петрушка с преобразованием привела к тому, что в схемотехнике сварочного аппарата появляется куча всяких дополнительных элементов, служащих для того, чтобы аппарат стабильно работал. Но, хватить теории, перейдём к «мясу», а точнее к реальному железу и тому, как оно устроено.
Устройство сварочного аппарата инверторного типа. Часть 1. Силовой блок.
Разбираться в устройстве сварочного инвертора желательно по схеме конкретного аппарата. К сожалению, схемы на TELWIN Force 165 я не нашёл, поэтому нагло позаимствуем схему из руководства по ремонту другого аппарата – TELWIN Tecnica 144-164. Фотографии аппарата и его начинки будут от TELWIN Force 165, так как именно он оказался в моём распоряжении. Исходя из анализа схемотехники и элементной базы, особых отличий между этими моделями практически нет, если не учитывать мелочи.
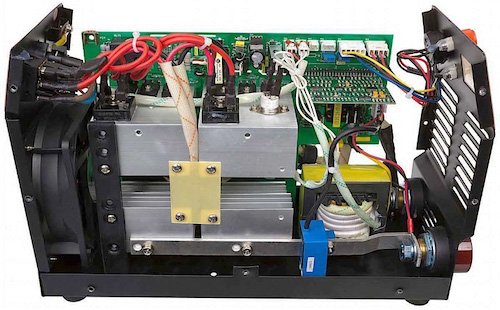
Внешний вид платы сварки TELWIN Force 165 с указанием расположения некоторых элементов схемы.

Принципиальная схема сварочного аппарата инверторного типа TELWIN Tecnica 144-164 состоит из двух основных частей: силовой и управляющей.
Сначала разберёмся в схемотехнике силовой части. Вот схема. Картинка кликабельна (нажмите для увеличения – откроется в новом окне).

Сетевой выпрямитель.
Как уже говорилось, сначала переменный ток электросети 220V выпрямляется мощным диодным мостом и фильтруется электролитическими конденсаторами. Это нужно для того, чтобы переменный ток электросети частотой 50 герц стал постоянным. Конденсаторы С21, С22 нужны для сглаживания пульсаций выпрямленного напряжения, которые всегда присутствуют после диодного выпрямителя. Выпрямитель реализован по классической схеме диодный мост. Он выполнен на диодной сборке PD1.
Следует знать, что на конденсаторах фильтра напряжение будет больше в 1,41 раза, чем на выходе диодного моста. Таким образом, если после диодного моста мы получим 220V пульсирующего напряжения, то на конденсаторах будет уже 310V постоянного напряжения (220V * 1,41 = 310,2V). Обычно же рабочее напряжение ограничивается отметкой в 250V (напряжение в сети ведь может быть и завышенным). Тогда на выходе фильтра мы получим все 350V. Именно поэтому конденсаторы имеют рабочее напряжение 400V, с запасом.
На печатной плате сварочного аппарата TELWIN Force 165 элементы сетевого выпрямителя занимают довольно большую площадь (см. фото выше). Выпрямительный диодный мост установлен на охлаждающий радиатор. Через диодную сборку протекают большие токи и диоды, естественно, нагреваются. Для защиты диодного моста на радиаторе установлен термопредохранитель, который размыкается при превышении температуры радиатора выше 90С 0 . Это элемент защиты.
В выпрямителе применяются диодные сборки (диодный мост) типа GBPC3508 или аналогичный. Сборка GBPC3508 рассчитана на прямой ток (I0) — 35А, обратное напряжение (VR) — 800V.

После диодного моста установлены два электролитических конденсатора (здоровенькие бочонки) ёмкостью 680 микрофарад каждый и рабочим напряжением 400V. Ёмкость конденсаторов зависит от модели аппарата. В модели TELWIN Tecnica 144 – 470 мкф., а в TELWIN Tecnica 164 – 680 мкф. Постоянное напряжение с выпрямителя и фильтра подаётся на инвертор.
Помеховый фильтр.
Для того чтобы высокочастотные помехи, которые возникают из-за работы мощного инвертора, не попадали в электросеть, перед выпрямителем устанавливается фильтр ЭМС – электромагнитной совместимости. На английский манер аббревиатура ЭМС обозначается как EMC (ElectroMagnetic Compatibility). Если взглянуть на схему, то фильтр EMC состоит из элементов С1, C8, C15 и дросселя на кольцевом магнитопроводе T4.

Инвертор.
Схема инвертора собрана по схеме так называемого «косого моста». В нём используется два мощных ключевых транзистора. В сварочном инверторе ключевыми транзисторами могут быть как IGBT-транзисторы, так и MOSFET. Например, в моделях Telwin Tecnica 141-161 и 144-164 используются IGBT-транзисторы (HGTG20N60A4, HGTG30N60A4), а в модели Telwin Force 165 применены высоковольтные MOSFET-транзисторы (FCA47N60F). Оба ключевых транзистора устанавливаются на радиатор для отвода тепла. Фото одного из двух транзисторов MOSFET типа FCA47N60F на плате TELWIN Force 165.

Снова взглянем на принципиальную схему и найдём на ней элементы инвертора.
Постоянное напряжение коммутируется транзисторами Q5 и Q8 через обмотку импульсного трансформатора T3 с частотой гораздо большей, чем частота электросети. Частота переключений может составлять несколько десятков килогерц! По сути, создаётся переменный ток, как и в электросети, но только он имеет частоту в несколько десятков килогерц и прямоугольную форму.
Для защиты транзисторов от опасных выбросов напряжения используются демпфирующие RC-цепи R46C25, R63C30.
Для понижения напряжения используется высокочастотный трансформатор T3. С помощью транзисторов Q5, Q8 через первичную обмотку трансформатора T3 (обмотка 1-2) коммутируется напряжение, которое поступает от сетевого выпрямителя (DC+, DC-). Это то самое постоянное напряжение в 310 – 350V, которое было получено на первом этапе преобразования.
За счёт коммутирующих транзисторов постоянное напряжение преобразуется в переменное. Как известно, трансформаторы постоянный ток не преобразуют. Со вторичной обмотки трансформатора T3 (обмотка 5-6) снимается уже намного меньшее напряжение (около 60-70 вольт), но максимальный ток может достигать 120 – 130 ампер! В этом и заключается основная роль трансформатора T3. Через первичную обмотку течёт небольшой ток, но большого напряжения. Со вторичной обмотки уже снимается малое напряжение, но большой ток.
Размеры этого самого трансформатора невелики.

Его вторичная обмотка выполнена несколькими витками ленточного медного провода в изоляции. Сечение провода внушительное, да и не мудрено, ток в обмотке может достигать 130 ампер!
Далее со вторичной обмотки импульсного трансформатора переменный ток высокой частоты выпрямляется мощными диодными выпрямителями. С выхода выпрямителя (OUT+, OUT-) снимается электрический ток с нужными параметрами. Это и необходимо для проведения сварочных работ.
Выходной выпрямитель.
Выходной выпрямитель собран на базе мощных сдвоенных диодов с общим катодом (D32, D33, D34). Эти диоды обладают высоким быстродействием, т. е. они могут быстро открываться и также быстро закрываться. Время восстановления trr of your page —>
Особенности работы инвертора для сварки
Сварочные инверторы всё более уверенно занимают нишу производственного сварочного оборудования, приходя на смену традиционной трансформаторной технике. В том, что этот тренд носит глобальный характер, сомневаться не приходится.
Инверторное оборудование объективно успешней справляется со стоящими перед ним задачами.
Преимущества инверторной техники
Превосходство сварочных инверторов над классическими преобразователями трансформаторного типа просматривается как в технологическом, так и в экономическом аспекте.
Если вкратце перечислить преимущества, приобретаемые при внедрении инвертора, получится примерно следующее:
- более высокий коэффициент полезного действия, превышающий 90%, что предопределяет само устройство сварочного инвертора, характеризуемое отсутствием магнитных потерь в стальном сердечнике трансформатора, присущим «классике»;
- способность работать в условиях изменения уровня питающего напряжения в широких пределах, не снижая при этом технологических параметров;
- возможность очень точной установки тока сварки с цифровой индикацией его величины и жёстким поддержанием уровня в процессе сварки;
- кардинально сниженные габаритные размеры и вес конструкции;
- целый ряд совершенно новых возможностей, присущих только инверторным аппаратам, вот только некоторые из них.

К новым возможностям относится наличие специфических функций, среди которых hot start, anti sticking, arc force, и других, делающих процесс сварки доступным даже новичку. Есть возможность использования электродов, предназначенных для сварки, как переменным, так и постоянным током.
Что касается обычно называемых недостатков, присущих данному виду оборудования, то в первую очередь, речь идёт о сравнительно высокой цене этих приборов.
По этому поводу можно сказать следующее. Вспомните, как изменялись цены компьютерных и мобильных новинок буквально в течение нескольких лет. Дальнейшее совершенствование технологии и увеличение массовости производства неизбежно приведут к значительному снижению цен на сварочные инверторы.
Пояснения на схеме
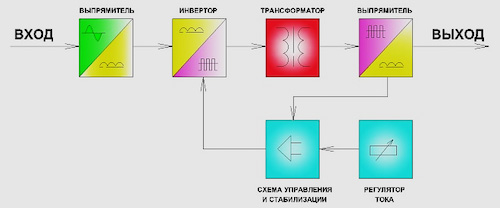
Принцип работы сварочного аппарата, построенного на основе инвертора, иллюстрирует схема.

Структурная схема инвертора для сварки начинается с обозначения входящего тока и выпрямителя. Сетевое напряжение выпрямляется мостом из мощных диодов, установленных на радиаторы для рассеивания выделяющегося тепла.
Форма выпрямленного напряжения, имеющая ярко выраженные пульсации, схематически изображена в квадрате схемы, соответствующем выпрямителю.
Перед входом в инвертор, в общем-то, представляющем собой преобразователь напряжения, пульсации фильтруются с помощью конденсаторов большой ёмкости (на структурной схеме не показаны).
 В инверторе, поступающее постоянное напряжение преобразуется в переменное, имеющее высокую частоту. Преобразование осуществляется за счёт переключения с большой частотой мощных ключевых полевых транзисторов, созданных по IGBT технологии.
В инверторе, поступающее постоянное напряжение преобразуется в переменное, имеющее высокую частоту. Преобразование осуществляется за счёт переключения с большой частотой мощных ключевых полевых транзисторов, созданных по IGBT технологии.
При работе транзисторов выделяется большая мощность, поэтому их монтируют на массивных алюминиевых радиаторах. В свою очередь, работой транзисторов управляет высокочастотный генератор, основу которого составляет микросхема контроллера, работающего по принципу широтно-импульсного модулирования.
В этой части, принципиальная схема сварочного инвертора повторяет схемы импульсных блоков питания, используемых в радиоэлектронной аппаратуре с прошлого века.
Полученные в результате инвертирования высокочастотные импульсы поступают на трансформатор, где происходит снижение их амплитуды до уровня, на котором будет осуществляться сварка.
Далее, трансформированное высокочастотное напряжение окончательно фильтруется конденсаторами и поступает на выходные клеммы сварочного инвертора.
Частота генерируемого при работе инвертора тока достигает значения нескольких десятков килогерц. Именно высокая частота лежит в основе принципа работы аппарата инверторной сварки.
Благодаря принципу высокочастотного преобразования удалось добиться снижения веса и уменьшения размеров сварочных аппаратов в несколько раз.
В основном это обусловлено очень малой массой и габаритами высокочастотных трансформаторов, конденсаторов и дросселей.
Управление током
 Регулирование сварочного тока инвертора производится посредством электронного регулятора с обратной связью, изображённого на схеме. С помощью потенциометра, расположенного на лицевой панели сварочного инвертора, выбирается требуемая величина тока сварки.
Регулирование сварочного тока инвертора производится посредством электронного регулятора с обратной связью, изображённого на схеме. С помощью потенциометра, расположенного на лицевой панели сварочного инвертора, выбирается требуемая величина тока сварки.
При вращении ручки потенциометра, устанавливается некий уровень опорного напряжения на входе логических элементов, построенных на операционных усилителях.
Сигнал, поступающий по линии обратной связи с датчика тока, расположенного на выходе аппарата, сравнивается компаратором с уровнем заданного регулирующим потенциометром напряжения.
При несовпадении уровней напряжения задающей цепи и сигнала датчика тока, происходит изменение амплитуды управляющего импульса, поступающего на контроллер.
При этом происходит изменение скважности импульсов, генерируемых контроллером, что вызывает изменение режима переключения транзисторов и в конечном итоге, величины тока сварки.
 То есть, принцип регулирования заключается в том, что схема всегда стремится поддерживать соответствие между значениями заданного и фактического тока, что обеспечивает его стабильность.
То есть, принцип регулирования заключается в том, что схема всегда стремится поддерживать соответствие между значениями заданного и фактического тока, что обеспечивает его стабильность.
В качестве контроллера, формирующего регулируемые сигналы широтно-импульсной модуляции, обычно применяется микросхема TL494, производимая американской фирмой Texas Instruments, либо её аналоги.
Приведённая структурная схема показывает только принцип работы и взаимодействия отдельных функциональных блоков. Детализованная электросхема каждого типа инверторов может иметь индивидуальные особенности.
Автоматические функции сварочного оборудования
Чтобы понять, как работают инверторные сварочные аппараты в различных ситуациях, следует ознакомиться с принципом работы некоторых их функций.
ARC FORCE
Эта функция призвана осуществлять форсирование дуги. В процессе работы сварщика иногда капля расплавленного электрода, не оторвавшись вовремя и не попав в сварочную ванну, зависает, уменьшая зазор.
Это может грозить прилипанием электрода к детали. Принцип работы arc force заключается в кратковременном увеличении тока, который «сдувает» каплю металла.
ANTI STICK
В начале работы, в процессе розжига дуги, электрод может прилипнуть к заготовке. Принцип функции anti stick состоит в том, что в этот момент происходит резкое снижение сварочного тока. После отрыва электрода режим работы аппарата возвращается к норме.
HOT START
Работа этой опции помогает легко зажечь электрическую дугу. Принцип данной автоматической функции прост. При разжигании дуги, в момент отрыва электрода от заготовки, происходит кратковременное увеличение значения сварочного тока, что способствует более надёжному розжигу дуги.
Все функции способствуют более быстрой и надежной работе инвертора, что в итоге приводит к высокому качеству сварного шва.
Сварочный инвертор
Один из способов создания неразъемных соединений из металла – это электродуговая сварка. В течение множества лет для выполнения этой операции применяли генераторы трансформаторного типа. Главный их недостаток – габаритно-весовые характеристики. Например, агрегат марки ВД 306 весит порядка 150 кг.
С развитием полупроводникового оборудования и появление таких элементов, как тиристоры привело к созданию устройств, которые обладают всеми характеристиками, как и трансформаторы, но весят в разы меньше, всего несколько килограмм, например, Ресанта САИ 250 весит всего 5 кг, — сварочного инвертора или инверторного сварочного аппарата.

Устройство и основные характеристики инверторов
Инверторные устройства имеют совершенно другую электрическую схему, основанную на использовании полупроводниковых приборов диодов, тиристоров, транзисторов.
Принцип работы инвертора
Как уже отмечалось, инверторы вошли в практику сварных работ не так давно, на исходе ХХ столетия. В основе работы аппаратов этого типа лежит принцип сдвига напряжения. Такое решение позволяет поднять силу и частоту тока. Надо отметить, что устройство инвертора, применяемого для работ – содержит довольно сложную схему, внутри которой реализуются нижеприведенные процессы:
![]()
Инверторные сварочные аппараты
- Переменный ток, подаваемый на инвертор, преобразуют в постоянный. Изменение параметров тока происходит в устройстве, который собирают с применением диодного моста.
- Полученный ток передается на инвертор, который играет роль генератора высокочастотных импульсов. В транзисторном блоке, происходит обратное преобразование постоянного тока в переменный. Но получаемый ток, обладает существенно большей частотой, чем тот, который поступает из сети питания.
- Ток высокой частоты поступает на трансформатор. Это устройство снижает напряжение и одновременно повышает силу тока. Так как трансформатор, который используют для работы с токами высокой частоты, имеет небольшие габариты, все это сказывается на габаритно-весовых характеристиках инвертора.
- После прохождения трансформатора, переменный ток, с новыми параметрами поступает на выпрямитель, где он снова трансформируется в постоянный, который и используют для сварки.

Сварка инвертором для начинающих
Надо отметить, что инверторные устройства, в отличие от устройств трансформаторного типа потребляет в два раза меньшее количество энергии. Кроме этого, параметры тока, который поступает из устройства, гарантируют то, что сварочная дуга будет иметь стабильный розжиг и горение во время сварки.
Технические параметры устройств
Сварочные инверторы имеют ряд определенных характеристик, по которым можно судить о его технологических свойствах. К ним относят следующие параметры:

Конструкция сварочного инвертора
- Вид тока, который формируется на выходе из выпрямителя.
- Размер напряжения, которое используется для электроснабжения. Производители выпускают изделия, которые работают от 380 и от 220 в. Первые применяют для профессиональной сварки, вторые для работы в домашних условиях.
- Размер тока, этот параметр оказывает прямое влияние на размер электрода, который будет использоваться для выполнения сварки.

Технические параметры сварочного инвертора
- Мощность агрегата, этот параметр дает информацию о том, ток, какой силы будет формировать сварочную дугу.
- Напряжение на холостом ходу, этот параметр показывает, как быстро будет получена сварочная дуга.
- Диапазон размеров электродов, которые будут использованы для производства сварки.
- Габаритно-весовые характеристики инверторного сварочного аппарата и размер сварочного тока на выходе. Чем ниже последний показатель, тем меньше аппарат, но и соответственно такое устройство обладает меньшими эксплуатационными характеристиками.
Плюсы и минусы инверторной сварки
Инверторные устройства показывают КПД в пределах 85 – 95%, надо сказать, что это высокий показатель среди электронной аппаратуры. Используемая схема позволяет выполнять регулировку уровня сварочного тока от нескольких ампер, до сотен, а то и тысяч.
Например, инвертор марки ММА, он составляет 20 – 220 А. Инверторы могут работать длительное время. Управление источником питания можно выполнять дистанционно. К несомненным преимуществам инверторов можно отнести их малые габаритно-весовые характеристики, позволяющие перемещать устройство на месте выполнения сварки. В конструкции аппаратов использована двойная изоляция, обеспечивающая электрическую безопасность.
Технологические достоинства
Применение инверторов позволяет использовать электроды любой марки, которые работают и с постоянным и переменным током. Устройства этого типа могут быть использованы для сварки с неплавящимся электродом в среде защитного газа. Кроме того, конструкция этого оборудования позволяет легко автоматизировать сварочные процессы.
Сварка может быть выполнена с применением короткой дуги, таким образом, снижаются энергопотери и повышается качество сварного шва, в частности, на поверхности свариваемых деталей практически не образуются брызги от выполнения сварки. Кстати, применение инверторов позволяет получать швы в любой пространственной конфигурации.

В управлении современными сварочными инверторами применяют микропроцессоры, и это обеспечивает стабильную связь между напряжением, током.
Минусы, которым обладают инверторы
Инверторы ремонтировать несколько сложнее, чем традиционные трансформаторные агрегаты. Если из строя выйдут некоторые элементы управления, размещенные на плате, то ремонт может встать примерно в треть от стоимости нового сварочного инвертора.
Инверторы, в отличие от оборудованиях других типов, очень боится пыли. То есть такие аппараты должны чаще обслуживаться. Работа инверторным сварочным аппаратом ограничена и низкими температурами. Кроме того, существуют некоторые ограничения на хранение инвертора при минусовых температурах. Это чревато образованием конденсата, который может привести к короткому замыканию на плате.
Как выбрать сварочный аппарат для дома и дачи на 220 В
При подборе сварочного оборудования потребитель должен определиться для решения, каких задач он будет необходим.
Если он будет использоваться для ремонта кузовных деталей, то у него должны быть одни параметры, а если для работы по изготовлению металлоконструкций то другими. Но в любом случае, устройства должны отвечать ряду требований, в частности, в домашнем аппарате должны быть реализованы такие функции, как горячий старт, антизалипание и некоторые другие. Именно этим инверторы отличаются от традиционных аппаратов.
В конструкции аппарата этого типа должен быть установлен вентилятор. Кроме того, схема должны быть защищена от скачков напряжения в питающей сети. В принципе устройство, обладающее такими параметрами, могут работать и в условиях домашней мастерской, и в условиях промышленного производства.
Какой сварочный аппарат лучше
Выбор аппарата – это по большей части дело сугубо индивидуальное. И каждый выбирает аппарат по своим потребностям, но, можно сказать, что устройства с диапазоном сварочного тока в пределах 200 – 250 А, позволяет выполнять самые сложны работы и обрабатывать детали разной толщины.
Классификация инверторов
Сварочные инверторы можно классифицировать по размеру сварочного тока. Производители выпускают три типа устройств:
- 100-160 А – маломощные;
- 160-200 А — средние;
- 200-250 А — мощные.
Существует зависимость, между размером силы тока и габаритами аппарата. При выборе аппарата для использования в домашних условиях следует руководствоваться теми задачами, которые предстоит им решать.
Самые слабые аппараты можно отнести к устройствам самого низкого уровня, многие их используют для получения навыков работы. Аппараты, которые относят к среднему классу относят к самым популярным и позволяют выполнять самые разнообразные работы начиная от сборки забора и изготовления довольно сложных металлоконструкций. Самые мощные аппараты по большей части применяют в производственных целях. Их применяют для работы с металлопрокатом большой толщины.

Электроды для ручной дуговой сварки
Большая часть инверторов предназначена для работы с электродами, покрытыми обмазкой. Но их можно использовать и для работы со сварочной проволокой. Для этого, на устройство устанавливают приспособление которое подает проволоку в сварочную зону. Проволока подается через сварочный пистолет, через него же подается и газовая смесь, защищающая рабочую зону от воздействия атмосферного воздуха.
Дополнительные функции в инверторах
В современных инверторных устройствах реализованы некоторые опции, которые заметно облегчают работу сварщика:
- Горячий старт – зачастую у начинающих сварщиков, да и не только у них, возникают сложности с розжигом и поддержанием дуги в рабочем состоянии. В момент розжига, ток вырастает до необходимого уровня и сразу после розжига возвращается к рабочим параметрам. Процесс изменения тока происходит полностью автоматически, без участия сварщика.
- Еще одна проблема, которая преследует новичков – залипание электрода. Причин тому несколько, но решение у нее одно – снижение уровня сварочного тока. Эта операция так же выполняется автоматически.
- Форсаж дуги позволяет выполнять швы в разных пространственных положениях.
- Снижение напряжения холостого хода до безопасного для рабочего и его окружающих людей уровня.
Определяемся с характеристиками
Как и любое техническое оборудование, сварочные инверторы обладают рядом технических параметров, которые определяют их возможности.
Сварочный ток
Инверторные сварочные аппараты обеспечивают генерацию сварочного тока в диапазонах от 100 до 250 А.
Напряжение холостого хода
После преобразования тока, подаваемого из электрической сети в 220 В, на выходе из аппарата получается ток с напряжением в 50 – 90 В и рабочей частотой в 20 – 50 кГц. Для розжига дуги необходимо использовать максимальное напряжение, но оно создает угрозу безопасности сварщика и окружающих людей. Поэтому после окончания работы, напряжение падает до безопасного уровня.
Режим работы на максимальном токе
Важный показатель работы любого сварочного аппарата это показатель длительности работы. Его могут называть ПН или ПВ. Этот показатель говорит о том, какое количество времени будет работать аппарат при десятиминутном сварочном цикле, до отключения.
Другими словами, если ПВ составляет 50% — это значит что время эффективной работы, составит 5 минут, если показатель составляет 70%, то время составит 7 минут. Этот показатель должен быть отражен в технической документации, входящей в состав поставки сварочного аппарата.
Рекомендации по эксплуатации бытовых инверторов
Инвертор, предназначенный для сварки – это сложное инженерное устройство, которое оснащено множеством уровней защиты.
Аппаратура этого класса показывает стабильность в работе и между тем требует к себе бережного отношения и своевременного обслуживания.
Перед приобретением аппарата целесообразно тщательно изучить руководство по эксплуатации.

Инструкция сварочного инвертора
При работе с инвертором необходимо соблюдать несколько простых правил безопасности:
- Все токопроводящие рукава не должны иметь повреждений, клеммы для подключения должны надежно фиксироваться в аппарате.
- Если в конструкции аппарата предусмотрен вентилятор и во время включения он не вращается, эксплуатация такого устройства недопустима.
- При работе с аппаратом необходимо использовать средства индивидуальной защиты.
Принцип работы сварочного инвертора
Преобразование переменного тока в постоянный осуществляется с помощью выпрямителей на основе диодного моста. Получить переменный ток из постоянного также возможно, только для этого понадобится совершенно другой прибор – инвертор переменного тока. Данные устройства используются не только в виде преобразователей, но и в других электротехнических устройствах, например, в сварке.
- Особенности инверторной сварки
- Устройство и принцип работы
- Регулировка и управление сварочным током
- Технические характеристики
- Преимущества и недостатки
Особенности инверторной сварки
В отличие от обычной сварки, работа инверторной аппаратуры имеет свои особенности. Основой конструкции служит инвертор, осуществляющий преобразование постоянного тока в переменное напряжение высокой частоты.

Рабочий процесс и принцип работы сварочного инвертора выглядит следующим образом:
- К выпрямителю, установленному на входе, поступает сетевое напряжение 220 вольт, частотой 50 Гц. Далее оно попадает в так называемый косой диодный мост, состоящий из ключевых транзисторов.
- В этом мосту происходит формирование высокочастотных прямоугольных импульсов, достигающий 50 кГц. Благодаря такому преобразованию в схеме стало возможным импульсного понижающего трансформатора высокой частоты. Использование этого прибора означает понижение высокочастотного напряжения до требуемого рабочего значения.
- Выпрямитель, установленный на выходе, преобразует полученное напряжение с нужной амплитудой в рабочее, которое и будет использоваться во время проведения сварочных работ.
Специальный материал сердечника трансформатора позволил сделать все устройство относительно легким и компактным. Удачные технические решения и специальные компоненты, использованные в конструкции инвертора, дали возможность получить на выходе сварочный аппарат, не подверженный влиянию скачков и перепадов постоянного тока и сетевого напряжения. При его выходе за допустимые пределы потребления, устройство полностью отключается, на что указывает загоревшаяся аварийная лампочка желтого цвета.
Чтобы до конца понять возможности сварочного инвертора, необходимо знать, устройство сварочного инвертора и на каких принципах он работает.
Устройство и принцип работы
Прежде чем рассматривать вопрос, как работает сварочный инвертор, нужно вспомнить конструкцию обычного аппарата и потом сравнить оба устройства. Старые приборы для сварки конструировались на основе силового трансформатора повышенной мощности. Он выполнял понижение переменного сетевого напряжения, а на его вторичной обмотке появлялись высокие токи – от десятков до сотен ампер, необходимые для сварочного процесса.
Ток на вторичной обмотке увеличивался в такой же степени, в какой происходило понижение напряжения. Для этого в качестве обмотки использовался провод большого диаметра со сниженным количеством витков. Требуемая высокая мощность, работа на сетевой частоте 50 Гц привели к тому, что размеры и масса обычной сварочной аппаратуры получились очень большими и громоздкими. Это создавало массу неудобств при перемещениях во время работы с одного места на другое.
Разработка сварочных инверторов постоянного тока позволила полностью устранить эти недостатки, особенно потребление энергии. Рабочая частота, увеличенная до 60-80 кгц и выше, привела к снижению габаритных размеров и массы устройства. Например, при росте частоты преобразованного напряжения в 4 раза, размеры трансформатора снижаются примерно в 2 раза. В конце концов уменьшается вес всего аппарата, он становится менее материалоемким за счет экономии меди и прочих дорогостоящих материалов.
Теперь следует разобраться, для чего нужен инвертор и откуда же берутся токи с высокой частотой в 60-80 кГц, когда в электрической сети этот показатель составляет всего 50 Гц. Требуемый результат получается за счет использования инверторной схемы, в состав которой входят мощные ключевые транзисторы. Их переключение как раз и позволяет получить требуемую высокую частоту. Этот процесс запускается после подачи на них постоянного напряжения, поступающего через выпрямитель.
Выпрямление сетевого напряжения осуществляется за счет работы мощного диодного моста с последующим сглаживанием фильтрами-конденсаторами. Это первый этап преобразования, в конце которого образуется постоянное напряжение величиной 220 В и выше. Именно оно выступает в качестве источника питания самого инвертора, транзисторы которого соединены с понижающим трансформатором. Переключение транзисторов происходит на высокой частоте, поэтому и трансформатор будет работать на такой же частоте – 60-80 кГц.
При работе на таких сверхчастотах уже не нужны громоздкие устройства, поэтому размеры трансформатора существенно уменьшаются, а потребляемая мощность сварочного инвертора остается такой же, как у обычного аппарата, работающего на 50 Гц.
Регулировка и управление сварочным током
Для регулировки сварочного тока в инверторных устройствах предусмотрен специальный электронный регулятор. Конкретные параметры выбираются потенциометром, размещенном на передней панели устройства. Его ручка вращается и постепенно устанавливается определенный уровень первоначального напряжения на входе. Здесь расположены логические элементы, созданные в виде операционных усилителей.
На выходе находится датчик тока, с которого по линии обратной связи поступает сигнал. С помощью компаратора осуществляется сравнение фактически полученного напряжения с уровнем напряжения, заданного при регулировке потенциометром.
Если уровни напряжений не совпадают, в этом случае импульс, поступающий на контроллер, изменит свою амплитуду. Одновременно изменится и скважность самих импульсов, выдаваемых контроллером. В результате, режим переключения транзисторов также изменится, оказывая тем самым влияние на величину сварочного тока. Суть данной схемы заключается в поддержании определенного равновесия и значения между фактическим и заданным током, обеспечивая его стабильное состояние.
Никакой магии или как работает сварочный инвертор
И сварщики профессионалы, и домашние мастера оценили принцип работы сварочного инвертора, поэтому эти приборы постепенно вытесняют с рынка традиционные сварочные трансформаторы и выпрямители. И скоро настанет то время, когда они будут царить на современном рынке сварочного оборудования. Что такое сварочный инвертор, почему они появились недавно? Необходимо отметить, что принцип инвертности, а соответственно и сам сварочный агрегат появились не вчера. Принципиальные схемы аппаратов были разработаны в 70-х годах прошлого века. Но в современном виде сварочные приборы появились недавно.
Устройство сварочного инвертора

До недавнего времени инверторный аппарат был достаточно простым по схеме работы. Со временем инженеры дополнили ее электроникой, что повысило функциональность агрегата. Самое интересное состоит в том, что от этого цена сварочного инвертора не стала выше. Как показывает тенденция продаж, она постепенно снижается, что всех и радует.
Внимание! Термин «инверторный» не относится к процессу сварки. Это не методика. Это источник питания аппарата.
В чем заключается принцип действия сварочного аппарата инверторного типа?
- Работает он от сети переменного тока напряжением 220 или 380 вольт и частотой тока 50 Гц. Включается в обычную розетку, если разговор ведем о бытовом сварочном инверторе.
- Поступивший в инвертор сварочный ток проходит через фильтр, где он сглаживается и становится постоянным.
- Полученная электрическая энергия проходит через блок транзисторов (с большой частотой коммутации), в результате получается опять переменный ток только с большей частотой – 20-50 кГц.
- Далее, напряжение тока преобразуется, оно на выходе инвертора снижается до 70-90 вольт. По закону Ома снижение напряжение дает повышение силы тока. На выходе (на конце электрода) будет сила тока, равная 100-200 ампер. Это и есть сила тока сварки.
Именно высокая частота тока является главным техническим решением в инверторных сварочных аппаратах. Оно позволяет добиться максимальных преимуществ перед другими источниками питания электрической сварочной дуги. В инверторах необходимая для сварки сила тока достигается изменением высокочастотного напряжения. В обычных сварочных трансформаторах этот процесс происходит за счет изменения электродвижущей силы (ЭДС) катушки индукции, которая является основной частью трансформатора.
Именно предварительное преобразование электроэнергии позволяет использовать в инверторах трансформаторные блоки с небольшими размерами. Для сравнения можно привести такой пример. Если необходимо на выходе получить ток силой 160 ампер, то для этого в инверторе потребуется установить трансформатор весом 300 г. Такой же ток на выходе обычных сварочных трансформаторов получится, если в него будет вмонтирован трансформатор с медной проволокой (катушкой) весом 20 кг.
Почему так происходит? Основным элементов сварочного аппарата трансформаторного типа являлся сам силовой трансформатор с катушками первичной и вторичной обмотки. Именно катушка позволяла снижать переменное напряжение и получить на выходе из второй обмотки токи большой величины, пригодные для инверторной сварки металлов. Появляется зависимость от падения напряжения до увеличения силы тока. При этом длина медной проволоки на вторичной обмотке уменьшалась, но увеличивался его диаметр. Отсюда и большие габариты сварочного аппарата, и его большой вес.
Принципиальная электрическая схема инверторного аппарата

В сварочных аппаратах инверторного типа все наоборот, небольшие размеры и вес. Но как получить высокочастотное напряжение, если его частота в сети всего лишь 50 Гц? На помощь приходит принципиальная инверторная схема прибора, которая состоит из мощных транзисторов. Именно они могут переключаться с частотой напряжение 60-90 кГц.
Но чтобы транзисторы заработали, необходим постоянный ток. Его получают посредством использования выпрямителя. Этот блок представляет собой соединение двух элементов: диодный мост, который выпрямляет переменное напряжение сети, и фильтрующие конденсаторы, с помощью которых происходит сглаживание. На выходе выпрямителя получается постоянно напряжение величиною более 220 вольт. Это первый этап преобразования напряжения и силы тока.
Полученное напряжение является источником питания для работы всей схемы аппарата. А так как мощные ключевые транзисторы подключены к трансформатору (понижающему), то и переключаться они будут с высокой частотой. Соответственно и сам сварочный агрегат будет работать на такой высокой частоте. Чтобы все это работало (преобразовывалось), необходимо в схему установить большое количество дополнительных элементов.
Чтобы разобраться в принципиальной схеме сварочного инвертора, необходимо рассмотреть любую модель.
Силовой блок
Не будем повторяться и рассказывать, как работает инверторный сварочный аппарат. Пройдемся по нюансам и элементам прибора.
- Сетевой выпрямитель. Его задача – из переменного тока сделать постоянный.
- Помеховый фильтр. Его устанавливают специально для того, чтобы помехи высокочастотного типа, появляющиеся в процессе работы сварочного инвертора, не попали в питающую сеть.
- Инвертор (преобразователь). По сути, это блок из мощных ключевых транзисторов, которые чаще всего собираются по принципу косого моста. Обязателен в связке радиатор, с помощью которого отводится тепло от транзисторов. Они подключаются к высокочастотному трансформатору, где через его обмотку происходит коммутация напряжения. Обратите внимание, что в самом трансформаторе преобразование напряжения (постоянное в переменное) не происходит. Эта обязанность возложена на транзисторы. Основное назначение трансформатора – это понижение напряжения до 60-70 вольт. В нем в первичной обмотке течет ток с большим напряжением, но с малой силой тока. Во вторичной, наоборот, с малым напряжением, но с большой силой.
- Выходной выпрямитель. Это диодный мост, в котором установлены диоды быстрого действия. Они за мгновения могут открыться и закрыться. Свойства очень важное, потому что эти элементы выпрямляют переменный высокочастотный ток. Простые диоды, установленные в инвертор, не успевали бы закрываться и открываться. В результате произошел бы их перегрев, итог – выход из строя.
Внимание! Необходимо знать, что на конденсаторах, установленных в фильтр, напряжение будет больше, чем на выходе диодного моста. Величина – 1,4-1,5 раз. При стабильном напряжении в сети в 220 вольт, на конденсаторах будет напряжение 310 вольт. Если в сети будет скачок, к примеру, до 250 вольт, то внутри аппарата в конденсаторах напряжение поднимется до 350 вольт. Вот почему используются конденсаторы с номинальным напряжением 400 В.
Вот основные элементы силового блока устройства инверторного сварочного аппарата. Есть еще блок управления, но он влияет на удобство работы агрегата и на его настойку (ручная или автоматическая).
Теперь вы знаете, из каких частей состоит инверторный источник сварочного тока. Еще раз повторимся. Это выпрямитель, инвертор, собранный из транзисторов, трансформатор, который понижает напряжение, и установленный на выходе выпрямитель. Для начинающих сварочников эти элементы ни о чем не говорят. И вроде бы знать о них им нет необходимости. Ведь работать с инвертором одно удовольствие.
- Он легкий (спасибо маленькому трансформатору).
- Легко варит достаточно толстые металлические детали (спасибо высокому току и низкому напряжению).
- Электрод не прилипает к поверхности металла (спасибо функции «Arc Force»).
- Процесс поджига электрода упрощен за счет подачи на его конец в начале работы тока большой силы. Эта функция сварочного инвертора называется Hot Start.
- Если появляется короткое замыкание при залипании электрода, напряжение в аппарате резко снижается до минимума. Это оберегает его от выхода из строя.
Итак, мы разобрались в устройстве сварочного инвертора, в его принципиальной схеме, и как он работает. Необходимо отметить, что к работающему сварочному инвертору (принцип работы у всех моделей одинаковый) есть несколько требований, два из которых – это длина питающего кабеля не больше 15 м и частота проводимого обслуживания – не реже двух раз в год. В основном его надо почистить от пыли.