Как соединить сварочный кабель между собой?
Соединение, подключение и удлинение сварочного кабеля
Раздел: Без рубрики
 Достаточно часто у сварщиков возникает проблема соединения кабелей. Данный вопрос может возникнуть по нескольким причинам: провод, которым укомплектован сварочный аппарат, обладает недостаточной длиной, во время работ произошел обрыв или повреждение шнура. Таким образом, исполнителям важно знать, как правильно соединить сварочные кабели и удлинить их.
Достаточно часто у сварщиков возникает проблема соединения кабелей. Данный вопрос может возникнуть по нескольким причинам: провод, которым укомплектован сварочный аппарат, обладает недостаточной длиной, во время работ произошел обрыв или повреждение шнура. Таким образом, исполнителям важно знать, как правильно соединить сварочные кабели и удлинить их.
- Как соединить между собой
- Видео
- Как подключить к инвертору
- Как зажать в держаке
- Как удлинить кабель на инверторе
- Как подобрать сварочный кабель
- Как узнать сечение
Как соединить между собой
Следует помнить, что от надежности контактных соединений проводников зависит безопасность исполнителя и качество выполняемых работ. К соединениям предъявляются высокие технические требования. Но в первую очередь они должны обладать устойчивостью к ударам, разрывам и другим механическим воздействиям. Поэтому очень важно знать, как как соединить два сварочных кабеля между собой.
Выделяют следующие, наиболее популярные способы соединения сварочных кабелей, каждый из которых обладает собственными достоинствами и недостатками.
Рассмотрим соединение сварочных кабелей более подробно.
 1. Наиболее простым способом является применение дополнительных принадлежностей – сварочные разъемы для соединения кабелей. Они делают работу простой, быстрой и удобной. Кроме этого, использование разъемов положительно сказывается на мобильности оборудования.
1. Наиболее простым способом является применение дополнительных принадлежностей – сварочные разъемы для соединения кабелей. Они делают работу простой, быстрой и удобной. Кроме этого, использование разъемов положительно сказывается на мобильности оборудования.
На рынке представлено большое разнообразие данных аксессуаров, отличающих между собой техническими характеристиками. Соединение сварочных кабелей: “папа-мама” – является классификацией, основанной на различиях конструкции разъемов. О том, как правильно выбирать разъемные соединения сварочных кабелей, и на что следует обращать внимание Вы можете узнать здесь.
2. Соединение “скруткой” является первым и самым старым способом, характеризуется достаточно простым выполнением, качеством и надежностью.
Видео
Запрещенность метода ПУЭ не мешает самодельщикам его успешно применять, как показано в ролике ниже.
“Скрутка” может выполняться несколькими способами, которые представлены далее на картинках. Независимо от выбранного способа следует произвести удаление изоляции жил не менее, чем на 3-4 см. Затем участки жил необходимо обработать ацетоном или уайт-спиритом, зачистить наждачной бумагой и можно приступать к скручиванию. 
[ads-pc-2][ads-mob-2]
Существуют также способы соединить сварочные кабели при наличии определенного набора оснащения и дополнительных аксессуаров.
 3. Пайка – способ соединения кабелей посредством покрытия разогретых концов жил расплавленным припоем, который затвердевает и обеспечивает прочность и высокую электропроводность соединения. Данный способ применяется для небольших по сечению проводников.
3. Пайка – способ соединения кабелей посредством покрытия разогретых концов жил расплавленным припоем, который затвердевает и обеспечивает прочность и высокую электропроводность соединения. Данный способ применяется для небольших по сечению проводников.
Достоинства: не требует особых навыков и специализированного оборудования по сравнению со сваркой.
Однако, стоит выделить и недостатки: большое количество подготовительных операций, следовательно, высокая трудоемкость.
Перед пайкой проводники очищают от изоляции и оксидной пленки, затем они лудятся, скручиваются и дожимаются пассатижами. Во избежания окисления зачищенной поверхности на обработанные места следует нанести флюсы.
Пайка медных жил небольших размеров осуществляется с помощью трубок припоя, заполненных канифолью, или раствором канифоли и спирта. Эти растворы наносят на место соединения перед пайкой.
Затем можно начинать процесс пайки: место соединения разогревают паяльником или горелкой. Канифоль или флюс начинает кипеть, на жало паяльника берут немного припоя, вносят в зону пайки посредством прижатия жала к проводникам. Припой растекается и заполняет промежутки между проводами, тем самым обеспечивая соединение. Если используется горелка, то припой вносят в факел.
После окончания процесса пайки и остывания рабочего места, остатки флюса нужно смыть, просушить соединение, покрыть специальным лаком, изолировать лентой или термоусадочной трубкой.
 4. Опрессовка – процесс соединения проводов с помощью медных или алюминиевых гильз. Подбирать гильзу необходимо в зависимости от размера “скрутки” и от материала кабеля (медь или алюминий).
4. Опрессовка – процесс соединения проводов с помощью медных или алюминиевых гильз. Подбирать гильзу необходимо в зависимости от размера “скрутки” и от материала кабеля (медь или алюминий).
Провода необходимо очистить от до металлического блеска, объединить в пучки/скрутить, а затем надеть на них гильзу и зажать специальными клещами. При этом стенки гильзы вдавливаются в жилы проводника и образуется надежный электрический контакт.
Достоинства: высокая надежность; к исполнителю не предъявляются высокие требования относительно его квалификации; независимость от наличия электричества.
Как подключить к инвертору
 Вопрос о том, как правильно подключить кабели к сварочному инвертору, возникает при принятии решения о полярности при сварке постоянным током: прямая или обратная.
Вопрос о том, как правильно подключить кабели к сварочному инвертору, возникает при принятии решения о полярности при сварке постоянным током: прямая или обратная.
Знак “плюс” подключается к электрододержателю, “минус” – к массе – сварка выполняется на обратной полярности. В данном случае ток движется от электрода к свариваемому изделию, металл нагревается сильнее электрода.
Знак “минус” подключается к электроду, “плюс” – к массе, следовательно, полярность прямая. Ток идет от заготовки к электроду, создается более сильный нагрев электрода.
Какую полярность следует использовать зависит от нескольких факторов: тип металла; толщина заготовки; тип электрода.
Более подробная информация о том, как подключить кабели к сварочному инвертору в зависимости от выбранной полярности, представлена в соответствующей статье.
Также следует обратить особое внимание на основные правила соединения сварочных кабелей с оборудованием инверторного типа. Данные нюансы станут гарантией для безопасного и комфортного проведения рабочего процесса.
Ознакомление с данной информацией поможет узнать, как подключить сварочные кабели к определенному типу оборудования.
[ads-pc-3][ads-mob-3]
Как зажать в держаке
Метод фиксации сварочного кабеля зависит от типа электрододержателя: самодельный или покупной (произведенный компаниями соответствующего профиля).
Типы самодельных держаков и способы их сборки, их основные достоинства и недостатки рассмотрены в статье “Держатель электродов для сварочного аппарата“. В данной статье также представлен метод правильного и надежного подсоединения кабеля к электрододержателю.
Также следует обратить внимание на рекомендации мастера, которые помогут самостоятельно изготовить профессиональный грамотный держатель. Для наглядности представлено видео сборки держака.
Чтобы понять, как подсоединить сварочные кабели к приобретенному держателю, рекомендуем ознакомиться с представленным далее видео. Исполнитель может наглядно ознакомиться с тем, что кабель вместе с металлической прокладкой (пластинкой) вставляется в соответствующее отверстие и надежно фиксируется ключом посредством затягивания винтов.
Как удлинить кабель на инверторе
Обычно инвертор укомплектован проводом длиной не более двух метров. С таким кабелем работать достаточно проблематично, неудобно. Поэтому у исполнителей часто возникает вопрос: как удлинить кабель на сварочном аппарате?
Ранее мы рассматривали, что соединение сварочных кабелей следует производить несколькими способами, каждый из которых применяется в зависимости от навыков исполнителя, от наличия или отсутствия специализированного оборудования и дополнительных принадлежностей.
Важно знать, как нарастить сварочный кабель. Соединение сварочных кабелей при наращивании может выполняться следующими методами: сварка; пайка; опрессовка.
Стоит также отметить мнение некоторых профессионалов, которые выступают против удлинения проводников. Слишком длинные кабели могут отрицательно повлиять на работоспособность аппарата. Кроме этого, чем длиннее провод, тем больше потери тока, что может негативно сказаться на качестве сваривания.
Как подобрать сварочный кабель
Оборудование любого типа прослужит своему хозяину долго, если провод подобран правильно. При выборе проводника необходимо обращать внимание на следующие моменты:
- кабель должен соответствовать предъявляемым к нему техническим требованиям: стойкость к ударам, разрывам, изгибам, агрессивным химическим средам, перепадам температур, ультрафиолетовому излучению, плесневым образованиям;
- шнур должен выдерживать максимальную величину тока, которую выдает имеющийся у сварщика агрегат.
Более подробная информация представлена в статьях о кабелях КГ, КОГ, а также в публикации о проводниках для инвертора.
Как узнать сечение
 Основные технические характеристики проводников: сечение, диаметр и другие важные свойства – указаны в каталогах или соответствующих описаниях. Однако, если у исполнителя нет возможности ознакомиться с этими данными, а на вопрос как определить сечение сварочного кабеля нужно ответить, то следует запомнить некоторые рекомендации.
Основные технические характеристики проводников: сечение, диаметр и другие важные свойства – указаны в каталогах или соответствующих описаниях. Однако, если у исполнителя нет возможности ознакомиться с этими данными, а на вопрос как определить сечение сварочного кабеля нужно ответить, то следует запомнить некоторые рекомендации.
Существует несколько способов для определения сечения проводника. Все они сводятся к тому, что для начала нужно вычислить диаметр жилы. Сделать это можно с помощью микрометра или штангенциркуля. Однако, наиболее простым способом, который не требует специальных принадлежностей, является применение следующего метода.
Исполнителю понадобится очистить токопроводящую жилу от изоляции. Затем нужно намотать жилу на предмет цилиндрической формы (отвертка) и линейкой измерить общую длину витков, количество которых для точности подсчетов должно превышать 10. В заключении: общую длину в мм. необходимо разделить на количество витков. Полученное значение и будет составлять диаметр провода, по которому можно будет найти величину сечения.
С полной информацией о сечениях кабелей различных марок исполнитель может ознакомиться в статьях, посвященных данной теме:
Как соединить сварочный кабель между собой
Удаление сварщика от места расположения сварочного аппарата определяется длиною сварочных проводов. А это возможность неограниченного перемещения до необходимой точки сваривания, плюс удобство проведения самого сварочного процесса. Но сварочные провода выбираются не только по этому критерию, очень важно правильно подобрать их сечение по мощности инвертора, а также учесть некоторые характеристики самого провода. А именно:
- Высокую гибкость кабеля, которая позволяет изменять его положение в пространстве за счет того, что изменяется место нахождения самого сварщика.
- Прочность изоляции, потому что сварочные операции могут проводиться в разных условиях, где на сам кабель будут воздействовать механические нагрузки, влажность, технические материалы, разные температуры и так далее.
Исходя из этого, к проводам для сварки предъявляются особые требования.

Кабель для сварочного аппарата: марки, характеристики, как выбрать

Нередко кабели, поставляемые вместе со сварочными аппаратами, короткие и имеют алюминиевый сердечник, который быстро перегревается. Чтобы укомплектовать свой инвертор надежными шнурами для электрододержателя и зажима массы, нужно разобраться, какие марки сварочного провода бывают, и на что обращать внимание при выборе. Так, Вы сможете подобрать кабель для сварочного аппарата, которым будет комфортно работать при любой температуре воздуха, а сама электрическая магистраль сможет выдерживать оказываемые нагрузки.
- Как выбрать сварочный полуавтомат для дома и гаража: обзор всех параметров и видов оборудования
Какой кабель нужен для подключения аппарата
Ранее мы уже рассматривали наиболее популярные марки одножильных кабелей: КГ И КОГ. Данные провода применяются для соединения оборудования различного типа (инвертор, трансформатор, выпрямитель) с электрододержателем и клеммами массы. Стоит также уделить внимание проводникам с несколькими жилами. Они предназначены для присоединения аппарата к электрической сети в 220 или 380 В. Далее будут проанализированы наиболее распространенные провода подобного вида. Это необходимо знать, чтобы выбрать и провести кабель для сварочного аппарата.

NYM – электрический кабель, являющийся качественным проводником от немецкого производителя. Может использоваться в промышленных и в бытовых условиях; применяется для наружной прокладки.
- N – Normenleitung (немецкий стандарт кабелей);
- Y – изоляция из ПВХ;
- M – монтаж возможен в любых условиях.
Особенности сварочных кабелей и их соединения

Сварочный кабель используется в виде соединяющего звена между специальными электрическими держателями и источником тока. Он изготавливается из медной или алюминиевой проволоки, имеет большое сечение и изоляцию, обеспечивающую защиту от влаги и механических повреждений. Изделия данного типа характеризуются:
- высокой гибкостью,
- минимальным сопротивлением.
Перед тем как соединить сварочные кабеля между собой, необходимо очистить их от оксидной пленки.
Важно! Между собой можно соединять только провода, выполненные из однородных металлов – медь с медью, алюминий с алюминием.
Соединение
Соединение сварочных кабелей может производиться горячей пайкой, сваркой, опрессовкой или с помощью соединительных муфт с последующей изоляцией мест соединения. Также существует еще один способ, который является самым простым – это соединение “скруткой”. Соединение сварочных кабелей при наращивании длины производится всеми вышеперечисленными способами. Наиболее надежным является сваривание.
На практике используются три метода сварки:
Первый метод подходит для соединения жил однопроволочных проводов из меди или алюминия; подразумевает использование клещей с двумя угольными электродами. В качестве источника энергии выступает трансформатор или инвертор. Может также применяться флюс. Сплавление концов жил осуществляется в результате нагрева электродов.

Газовая сварка используется для работы с однопроволочными жилами из алюминия, площадь сечения которых не превышает 20 мм2. Применение данного метода для сваривания медных жил недопустимо. В качестве горячего газа выступает ацелитен-кислородная и пропан-воздушная смесь. Многопроволочные жилы следует сваривать в два этапа: соединение жил в единое целое, а затем сплавление между собой.
При термитной сварке используются специальные (термитные) патроны АТО, А и АТ.
Места соединений необходимо изолировать, например изоляционной лентой. Таким образом, соединение сварочных кабелей при наращивании длины будет носить надежный характер.
Другие способы соединения представлены в соответствующей статье. [ads-pc-3][ads-mob-3]
Как удлинить провода на сварочном инверторе самостоятельно?
Некоторые мастера совершают достаточно большую ошибку, используя для удлинения кабеля классические «скрутки». Они просто переплетают между собой многочисленные тонкие проволочки, а затем кое-как изолируют их. Но это в корне неверно и даже опасно. Куда правильнее использовать для этих целей специализированные принадлежности.
Чтобы сделать удлинитель сварочного кабеля своими руками нужен сам провод необходимого сечения, а также кабельные вилка и розетка. Закрепив эти аксессуары на концах изделия вы сможете не просто быстро удлинить его, но и гарантированно обеспечить свою безопасность. Данный метод считается наиболее предпочтительным, особенно если сравнивать его с классической опрессовкой или скрутками.

Правильное подключение
Правильное соединение гарантирует сварщику производительную и безопасную работу.
Подключение проводов к сварочному аппарату требует соблюдения ряда правил:
- на конце обязательно должна быть клемма, обжатая или пропаянная;
- провод по своему сечению должен соответствовать максимальному рабочему току аппарата плюс запас в 20%
- следует внимательно следить за полярностью подсоединения и соблюдать ее;
- кабель должен лежать в рабочей зоне свободно, без натяжения и петель.
Как подключить сварочный аппарат, если провода не хватает до зоны сварки? Можно нарастить его длину.
Требования к сварочному кабелю
Если не углубляться, то работа электросварки построена на возникновении разряда между двумя контактными поверхностями. А для замыкания цепи нужно ее создать путем подключения двух проводов. Именно для этого разрабатываются и производятся различные типы кабеля для сварочных аппаратов.
Но, как часто бывает, работа сварщика проходит в довольно таки экстремальных условиях. И все оборудование должно иметь повышенный запас прочности.
Кроме того, сами сварочные проводники, в отличие от обычной бытовой проводки, должны выдерживать скачки напряжения, да и просто рабочую нагрузку электрическим током.
Какие требования нужно ставить, прежде всего, выбирая кабель для сварочного аппарата?
- Как и для бытового провода, первое — это сечение. От этого фактора будет зависеть способность выдерживать силу тока. Измеряется сечение в мм². Чем больше поперечная площадь, тем выше допустимый показатель.
- Вторым важным показателем будет изоляция. Защита от пробоев электрическим током — это безопасность работы с оборудованием.
- Третье требование — гибкость. Во время работы сварщику часто приходиться менять положение и место, провода обязаны свободно изгибаться при этом, не создавая помех. К тому же, частые перегибы не должны приводить к перелому жил.
- Также важное требование для кабеля — это защита от воздействия на него агрессивного влияния: ударов, разрывов, высоких температур, химических веществ и прочих.
Для этого производители оборудования и выпускают различные типы сварочных кабелей.
Конструкция сварочного провода
Для обеспечения нормальной работы аппарата следует применять медный кабель для сварочного инвертора. Именно медь считается лучшим проводником электрического тока. При этом стоит использовать именно многожильные провода, так как они обладают большей гибкостью, что существенно упрощает выполнение сварочных работ и обеспечивает свободу действий исполнителю.
Конструктивно сварочный кабель состоит из следующих элементов:
- Токоведущая медная жила, состоящая из множества отдельных свитых проводников сечением до 0,2 мм. При этом сечение самого кабеля может существенно отличаться, в продаже можно встретить сварочный провод с жилой до 95 мм2.
- Во избежание короткого замыкания или поражения сварщика электрическим током токоведущая жила покрыта слоем изолирующего материала, в качестве которого обычно выступает резина.
Подобные провода могут применяться для подключения агрегата к питающей сети, его заземления и подвода тока к держателю электрода.
Кабель марки КГ
Среди профессионалов особым спросом пользуются сварочные провода для инвертора марки КГ.
Производители рекомендуют применять его в сетях переменного электрического тока с напряжением до 600 вольт, кроме того допускается использование при постоянном напряжении до 1000 В.
В зависимости от мощности агрегата и силы вырабатываемого сварочного тока подбирается провод определенного сечения. Так, кабель с сечением токоведущей жилы в 16 мм2 может работать при 189 А, а 95 мм2 провод эксплуатируется при силе тока до 522 А. Чаще всего применяется кабель КГ 1х35, который можно использовать при 289 А (большинство аппаратов работают именно в таком режиме).
В зависимости от свойств изолирующей оболочки сварочный кабель для инвертора может эксплуатироваться в различных климатических условиях:
- КГ-ХЛ — провод предназначен для применения в условиях крайнего севера. Он может эксплуатироваться при температуре окружающего воздуха до – 600С. Основы изолирующей оболочки составляют морозостойкие сорта резины.
- КГ-Т — кабель, предназначенный для использования в тропических условиях. Может применяться в условиях повышенной влажности и температуре до + 850С. Кроме того, изоляция имеет состав, не допускающий появление плесени на поверхности кабеля и устойчивый к гниению.
Кроме кабеля этого типа в определенных условиях применяют провод марок КОГ (обладает повышенной гибкостью) и КГН (оболочка сделана из негорючего материала, такой кабель рекомендуется применять при ведении работ в пожароопасных условиях).
Удлинение кабеля
Существует два противоположных мнения по вопросу можно ли удлинять сварочные кабели. Защитники такой возможности утверждают, что производители инверторной техники не устанавливают никаких ограничений по этому поводу, следовательно, удлинение кабеля вполне допустимо. Это позволяет существенно упростить выполнение работ, обеспечить сварщику большую свободу.
Но не стоит забывать о том, что значительная длина провода обеспечивает ему повышенное электрическое сопротивление, что приводит к существенному падению напряжения и снижению силы сварочного тока.
Это приводит к сложностям при установке определенных режимов и выполнении сварочных работ. Поэтому все-таки не стоит заниматься самостоятельным удлинением кабеля, производитель предлагает наиболее приемлемый вариант.
Как правильно удлинять сварочные кабели
- Авторизуйтесь для ответа в теме
#41 валера1963
- Наверх
- Вставить ник
#42 Rust_eze
- Участник
- Cообщений: 736
- Город: Иркутская обл. г.Усолье-Сибирское
Dr_MMA,Да, 12 витков кабеля 16 мм 2 на обычном трансформаторном железе. Сечение магнитопровода где то 60 мм 2 .
Но надо будет переделать, сделать несколько отводов на разное число витков. Так как мощность с таким дросселем у аппарата поднялась в двое. Но на самом малом токе автомобильную жестянку варить уже с ним не возможно — прожигает. Приходится его отсоединять. А все что с выше 2мм толщиной варит спокойно.
- 1
- Наверх
- Вставить ник
#43 copich
Dr_MMA,Да, 12 витков кабеля 16 мм 2 на обычном трансформаторном железе. Сечение магнитопровода где то 60 мм 2 .
Но надо будет переделать, сделать несколько отводов на разное число витков. Так как мощность с таким дросселем у аппарата поднялась в двое. Но на самом малом токе автомобильную жестянку варить уже с ним не возможно — прожигает. Приходится его отсоединять. А все что с выше 2мм толщиной варит спокойно.
Соединение проводов методом сварки своими руками
Монтаж систем электропитания должен обеспечить их безопасность и надёжность. И главный вектор внимания необходимо направить на места соединения проводов.
Любительский подход к делу экономит незначительные средства, но не обеспечивает необходимого уровня качества и безопасности системы.
Только знание технических условий и особенностей конкретных узлов даёт возможность обеспечить соединениям должное качество, а пользователю – уверенность в безопасности и долговечности электросистемы помещения. Поставив во главу технический момент, мы увидим, что самый надёжный и безопасный метод соединения электропроводки – это сварка! 
Для проведения сварочных работ Вам понадобится сварочный аппарат и некоторый навык. Обзор аппаратов приведён ниже, а для приобретения навыка Вам достаточно ознакомиться со статьёй и немного поупражняться.
Необходимые для работы инструменты и материалы
Для проведения работ по сварке проводов необходимы следующие приборы, инструменты и материалы:
- Сварочный аппарат
- Электроды для сварки проводов
- Защитные очки
- Плоскогубцы и бокорезы
- Флюс для сварки алюминия
Сварочный аппарат
Сварочный аппарат для работы с электропроводами должен быть компактным, иметь регулировку параметров и работать в диапазоне:
Сила тока 30 – 90 Ампер (А)
Напряжение 12 – 36 Вольт (В)
Потребление мощности 1 – 1.5 Киловатта (КВт)
Использование переменного и постоянного тока.

Сварочные аппараты комплектуются двумя силовыми кабелями (масса для скрутки, держатель электрода). Средняя цена аппарата 7000 рублей. Популярные марки Дон, ТС 700 – 1, ТС 700 – 2. Существует множество самодельных конструкций с использованием понижающего трансформатора, но мы рекомендуем сертифицированные.

Взять сварочный аппарат на пару дней в аренду можно в магазинах стройматериалов и инструментов.
Электроды для сварки проводов
Электроды для сварки проводов определяют качество и удобство работы.
Вам понадобятся электроды графитовые (сварка алюминия) и медно – графитовые (сварка меди).

Графитовые электроды при помощи флюса сварят алюминиевую скрутку до 20 мм диаметром.
Графитовые омеднённые электроды предназначены для сварки медных скруток без применения флюса. Диаметр скрутки до 18 мм.
В народе тип этих электродов называют карандашами. Перед покупкой посоветуйтесь с опытными электриками или продавцами магазина. Учитывая модель Вашего сварочника и специфику соединения, знающие люди упростят выбор.
Защитные средства
Защитные средства необходимы при работе по электромонтажу! Уделите внимание изоляции ручек плоскогубцев и кусачек, устойчивости стремянки и надёжной фиксации защитных очков.

Ручной инструмент
Плоскогубцы и бокорезы понадобятся для подготовки проводов и устройства скрутки.
Иногда плоскогубцы используют в качестве клеммы заземления. Бокорезы помогут сделать ровный плоский торцовый срез скрутки, что очень важно для качества сварки.

Соединение проводов методом сварки образует в месте скрутки однообразный фрагмент, токопроводимость которого равна проводимости самого материала. Практически, сварка в месте касания превращает несколько проводов в один. Это исключает окисление зон контакта и нагрева мест соединения. Показателем качественного сварочного соединения служит образовавшаяся металлическая капля в торце скрутки, .
Сварка алюминиевых проводов
Алюминиевые провода используются в строительстве с давних пор и в подавляющем большинстве. Мягкая податливость алюминия искушает соединять провода методом скрутки. В результате – самое большое количество аварий и пожаров происходит по причине недопустимо низкого качества таких соединений. Оксидная плёнка, образующаяся на поверхности алюминиевого провода, обладает высоким сопротивлением, что приводит к перегреву проводов в местах контакта.
Правилами Устройства Электроустановок (ПУЭ) соединение алюминиевых проводов таким способом запрещено. Есть несколько допустимых способов, но все они уступают по надёжности и безопасности методу сварки.

Основными сложностями при сварке алюминия являются быстрое образование оксидной плёнки и относительно низкая температура плавления. Использование флюсов предотвращает окисление при работе, а использование сварочного аппарата в режиме пониженной мощности не приводит к текучести провода от перегрева.

Перед сваркой нужно зачистить провода от изоляции на 50 – 70 мм и оксидной плёнки на 20 -30 мм и произвести скрутку. Торцовая плоскость должна быть ровной и чистой. Скрутка производится перед непосредственным выполнением сварки. Точечное касание при работе приходится именно на неё. Это относится ко всем типам проводов.

В углубление электрода необходимо внести флюс. Затем быстрым движением, не допуская перегрева, скользящим касанием вдоль торца сварить провода. Время касания не должно превышать 2 – 3 секунды. Если у Вас нет подобного опыта, потренируйтесь некоторое время. Главный момент – уверенность касательного движения к торцу с моментальным сдвигом по плоскости. Равномерность образованной капли сплава послужит оценкой Вашей практики.
После остывания соединение нужно заизолировать.
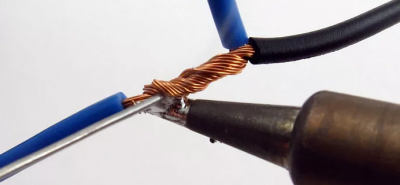
Сварка медных проводов
Сварка медных проводов позволяет получить соединение высокого качества по двум позициям – электротехническим и механическим. Идеальная токопроводимость соединения исключит нагрев проводки, а прочность позволит проводить работы в распределительных коробках, не опасаясь внезапного разъединения. Всевозможные клипсы и винтовые зажимы на практике оказываются слабыми, при незначительных воздействиях провод выскакивает из гнезда, создавая неудобство и возможность замыкания.
Для сварки медных проводов удобнее всего использовать инверторный сварочный аппарат. Сварка производится угольно – медными электродами. Время сварки — не более трёх секунд, дальше начнет плавиться изоляция.

Требования по подготовке скрутки такие же, как и для алюминиевых проводов.
Применение сварочного флюса здесь необязательно, достаточно удалить оксидную плёнку, зачистив провода до блеска. Можно обработать зачищенные провода растворителем. К сварке приступать нужно сразу после подготовки, не давая образоваться окислению.
Обязательно учитывайте высокую теплопроводность меди, используйте для придерживания провода плоскогубцы, поберегите пальцы от ожога.
После окончания подготовки Вам останется коротким точечным движением произвести сварку. Оптимальная продолжительность контакта – 2 секунды. Полученная металлическая капля и будет узлом однородного соединения проводки.
Не забывайте о высокой температуре места сварки, дайте ему остыть естественным способом, после чего заизолируйте лентой или специальным лаком.
Виды скруток электрических проводов для соединения сваркой
Места соединения электропроводки определяются общим проектом и выполняют различные функции в рамках общей цепи. Для конкретных ситуаций применяются различные виды скруток проводов. Грамотно выполненная скрутка обеспечит механическую надёжность соединения и последующее оформление (изоляция лентой, монтаж в распределительной коробке). На рисунке ниже мы приведём основные виды, наиболее часто применяемые в электромонтаже непромышленного назначения.

Сварка медных проводов с алюминиевыми
Разность температуры плавления меди и алюминия не позволяют произвести качественную сварку обычным способом. При содержании в сварочном шве меди свыше 15 % шов теряет прочность до неприемлемой.
При необходимости такого соединения плавится должен преимущественно алюминий.
Высококвалифицированные специалисты наплавляют медную пленку на поверхность алюминия, после чего приваривают к ней медную проволоку.
В этой статье мы данный вопрос рассматривать не будем, информация общеознакомительная.
Заключение
После внимательного изучения материалов статьи и некоторой практики, Вы сможете самостоятельно проводить соединение электрических проводов методом сварки.
Это позволит сэкономить значительные средства, Средняя цена на сварку одного соединения – 100 рублей. Количество соединений в двухкомнатной квартире более 50.
Как своими руками произвести соединение проводов методом сварки видео смотрите ниже:
Мы рады помочь Вам своим опытом в обустройстве Ваших домов. Соблюдайте правила техники безопасности и будьте осторожны!
11 эффективных способов соединить провода
Кабельно-проводниковая продукция широко используется для передачи электрической энергии на расстояние. Но для обеспечения хорошего контакта, провода должны быть надёжно соединены. Рассмотрим существующие виды соединений проводов и порядок их выполнения.
- Возможные способы соединений
- Скрутка
- Пайка
- Заваривание
- Опрессовка
- Болтовое соединение
- При помощи клеммника
- Применение самозажимных клеммников WAGO
- С использованием наконечников
- Пайка наконечников
- С применением специальных соединителей
- Посредством муфт
- Соединение проводов наушников
- Полезное видео
- Как правильно соединить провода в распределительных коробках
- Что надежнее скрутка или ваго
Возможные способы соединений
Способы соединений могут различаться, в зависимости от следующих факторов:
- разновидности соединяемых кабелей;
- характеристик электрического тока линии;
- конструктивных особенностей оборудования, в котором используется провод;
- условий эксплуатации соединения и других моментов.
Рассмотрим возможные способы соединений, для обеспечения необходимого контакта.
Скрутка
Один из наиболее простых способов. В прежние годы широко применялся для выполнения электрической проводки в квартирах и жилых домах. Но сейчас, по нормам ПУЭ, необходимо использовать пайку, сваривание или запрессовку.
Соединение выполняется в таком порядке:
- освобождается от изолирующего покрытия и тщательно зачищается около 5 мм провода с каждого конца. Если сечение жилы более 2,5 кв. мм, длину очищаемого участка соответственно увеличивают,
- зачищенные проводники совмещают параллельно, выравнивая концы, и плотно скручивают, захватывая плоскогубцами,
- полученную скрутку пропаивают или сваривают.
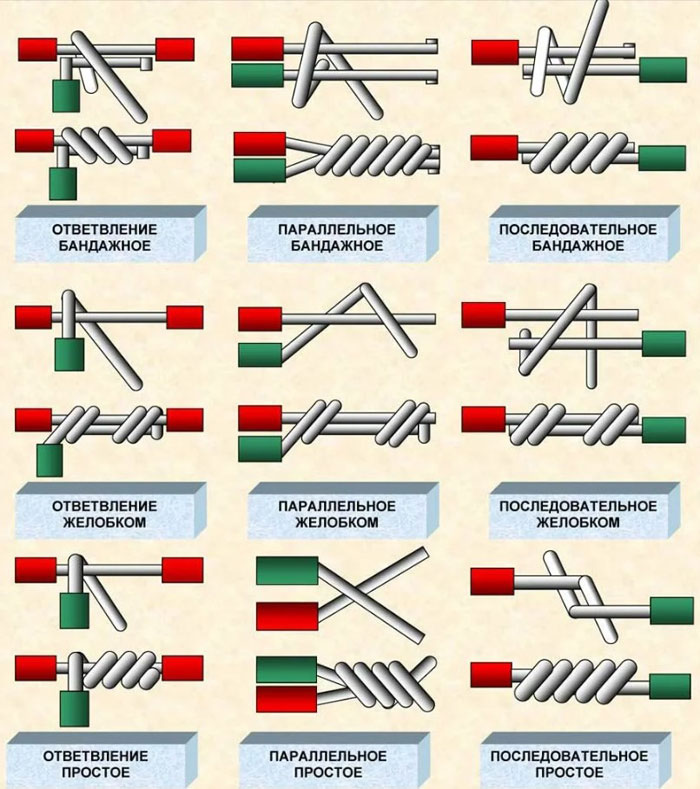 Способы скручивания проводов
Способы скручивания проводов
Альтернативный способ, когда важно сохранить длину провода, предусматривает встречное расположение жил, с их скрещиванием и скручиванием руками. Далее плотность увеличивается с помощью плоскогубцев.
Скрутка должна выполняться при соединении проводников из одного металла. В противном случае контакт получится неравномерным и будет окисляться со временем.
Пайка
Отличается большой надёжностью. Возможно спаивание параллельно расположенных или скрученных жил. Но в первом случае сложно обеспечить высокую надёжность по причине мягкости припоя и сложности фиксации проводов.
Выполняется в такой последовательности:
- концы проводов предварительно очищаются, протравливаются, производится их лужение;
- жилы скручиваются и паяются с применением канифоли.
Когда пайка остынет, контакт изолируется изолентой или термоусадкой.
Заваривание
Позволяет значительно повысить надёжность обычной скрутки. Выполняется с помощью графитового электрода или газовой горелки. Учитывая сложность выполнения работ с использованием газового и кислородного баллонов, рассмотрим пример получения соединения электросваркой:
- выполняется скрутка жил длиной до 100 мм, при общих размерах контакта вдвое меньше,
- подравниваются концы,
- рядом с изоляцией мощным зажимом подсоединяется отрицательный контакт,
- выставляется режим тока,
- свариваются концы. Продолжительность операции – не более 2 секунд. Если потребуется, сварка повторяется, до получения ровного шарика на конце соединения.
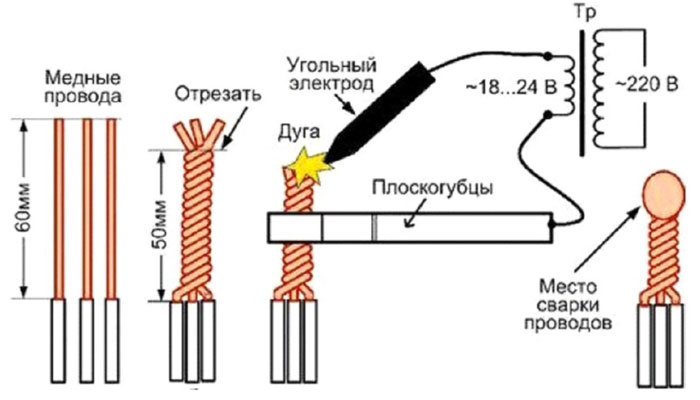
Рекомендуется применять инверторный аппарат, предусматривающий возможность регулировки тока. В крайнем случае можно применять агрегат с характеристиками мощности не менее 0,6 кВт и напряжения – до 24 В.
Опрессовка
Позволяет добиться большей плотности соединения, нежели при обычной скрутке. Поэтому такой способ можно применять даже при контакте меди с алюминием. Предусматривает зажатие жил в тонкой медной или алюминиевой гильзе.
- зачищаются концы на длину до 100 мм превышающую размер гильзы;
- концы помещаются внутрь гильзы в одностороннем или встречном порядке расположения;
- гильзу опрессовывают до 2 – 3 раз с отступом от края до 10 мм. При этом важно сохранить целостность проволоки, не раздавив её.

Помимо надёжности, этот способ хорош тем, что позволяет соединить проводники разных диаметров.
Болтовое соединение
Выполняется с использованием болта, гайки и шайбы. Болт выбирается с размером резьбы, зависящим от диаметра жилы, позволяющего свободно согнуть её в кольцо.
Провода соединяются в таком порядке:
- места соединения зачищаются на длину, необходимую для выполнения кольца по диаметру болта;
- очищенные участки сгибаются в кольцо;
- проводники одеваются на болт, сверху накладывается шайба и зажимается гайкой.
Длина выбранного болта зависит от количества соединяемых проводников. Шайба используется из токопроводящего материала.
При помощи клеммника
Клеммником называют специальный зажим, в котором концы жил зажимаются с использованием шайбы круглой или прямоугольной формы. Если используется прижимная шайба, работа выполняется в такой последовательности:
- зачищенные концы проводов заводятся под шайбу;
- контакт зажимается болтом.
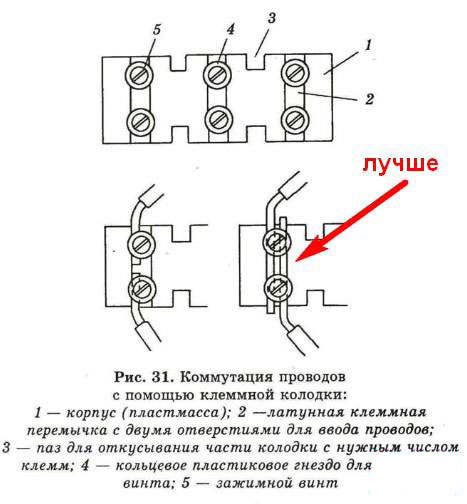 С одной стороны можно поместить два проводника.
С одной стороны можно поместить два проводника.
Зажимы с круглой шайбой идентичны болтовым соединениям и выполняются в таком же порядке.
Такие соединения отличаются большой надёжностью, но они достаточно громоздки.
Применение самозажимных клеммников WAGO
Эти клеммники выполнены в виде пакета зажимов, позволяющих выполнить соединение от 2 до 8 жил.

Данная фирма – одна из наиболее известных в указанной области. Полученное с использованием фирменных клеммников соединений обеспечивает соблюдение требований ПУЭ, достигаемое за счёт плотности контакта и наличия пружинного зажима, предотвращающего самопроизвольное ослабление крепления проводов.
Процедура выполнения соединения ничем не отличается от описанной выше.
С использованием наконечников
Для получения плотного контакта применяют наконечники – отрезки трубки из токопроводящего материала, сплющенные с одной стороны.
Провода заводятся внутрь, наконечник сжимается опрессователем в порядке, рассмотренном в разделе об опрессовке.
Пайка наконечников
Соединение с помощью наконечников может производиться не только опрессовкой, но и пайкой. Для выполнения работ потребуется подготовка:
- медного кабеля с зачищенными концами;
- наконечника, рассчитанного на подобного рода соединение;
- ванночку, наполненную расплавленным оловом;
- ёмкость с ортофосфорной кислотой;
- содовый раствор.
- очищенные концы кабелей вставляются в наконечник;
- контакт погружают в кислоту, затем – в олово, пока припой не затечёт внутрь;
- на завершающем этапе контакт опускают в содовый раствор, чтобы полностью нейтрализовать кислоту.

Соединение готово к применению после полного остывания и промывки под струёй холодной воды.
С применением специальных соединителей
Ещё один способ предусматривает использование специальных соединителей – отрезков трубы, внутри которых нарезается резьба и вкручиваются болты. Такой контакт можно сделать неразъёмным, если срезать вкрученный болт после зажатия жил.
Порядок соединения аналогичен болтовому контакту.
Посредством муфт
Муфты могут применяться, когда условия эксплуатации соединения предусматривают повышенную влажность или воздействие атмосферных факторов. Корпус муфты может быть выполнен из пластмассы или металла.

Муфта выбирается, исходя из условий эксплуатации контакта. Провода соединяются, аналогично способу с клеммами, при расположении контакта внутри герметичного корпуса.
Качество электромонтажных работ во многом зависит от надёжности соединения. Поэтому очень важно правильно определиться со способом контакта и надёжно закрепить провода, чтобы обеспечить бесперебойную передачу тока через место соединения.
Соединение проводов наушников
Нередко исправные наушники приходят в негодность по причине обрыва провода рядом со штекером. Но если имеются вышедшие из строя наушники с целым штекером, можно заменить этот элемент, соединив провода.
Работа выполняется в таком порядке:
- обрезается кабель у штекера перед повреждённым местом и целый элемент от неисправных наушников;
- изоляция снимается на длину до 2 см;
- находится общий провод и проверяется целостность остальных жил;
- обрезаются внутренние жилы следующим образом: один не трогается, общий – на 5 мм, второй – вдвое больше;
- зачищаются и лудятся места соединения длиной до 5 мм;
- на провода одевается термоусадочная трубка с запасом в 3 см по отношению к длине места контакта;
- на концы подлиннее одевается термоусадочная трубка до 1 см по длине, общий провод остаётся свободным;
- жилы скручиваются и пропаиваются;
- готовые контакты выгибаются наружу, закрываются термоусадочной трубкой и прогреваются огнём зажигалки или спички.
Таким способом можно восстановить вышедшие из строя наушники.
Полезное видео
Как правильно соединить провода в распределительных коробках
Что надежнее скрутка или ваго
Как правильно соединять алюминиевые провода между собой чтобы не нагревались

- Особенности алюминиевых проводов
- Электрохимическая коррозия
- Необходимые инструменты
- Для механических соединений
- Для сварки
- Для пайки
- Как соединить алюминиевые провода
- Скрутка
- Сварка
- Спайка
- Использование контактных зажимов
- Винтовое соединение
- Пружинное соединение (колпачки СИЗ)
- Опрессовка — обжимной способ с использованием гильз
- Другие варианты
- Правила безопасности
- Полезные рекомендации
В современных квартирах электропроводку в основном делают из медного провода. В домах старой постройки она алюминиевая. Не всегда получается заменить прежнюю систему электроснабжения, поэтому при подключении розеток и светильников часто приходится выполнять соединение алюминиевых проводов между собой.

Особенности алюминиевых проводов
На поверхности алюминия быстро появляется оксидная пленка, которая ухудшает его электропроводность. Температура плавления окислов — примерно 2000°C, а это больше, чем у самого металла. После удаления оксидного покрытия механическим способом оно быстро появляется снова и препятствует хорошей электропроводности в месте соединения проводов.
Электрохимическая коррозия
При соприкосновении проводов основная причина их разрушения — электрохимическая коррозия. Если алюминиевые проводники будут контактировать между собой или с другими металлами, то при отсутствии негативного воздействия природных факторов такое соединение будет вечным. Проблема в том, что влага есть везде, и ее наличие провоцирует начало процесса электролиза, в результате чего металлы начинают разрушаться.
.jpg)
У каждого проводника есть электрохимический потенциал, эта характеристика используется при создании гальванических элементов. Чтобы понять, какие металлы можно соединять между собой, учитывают величины их электрохимического потенциала и сравнивают эти значения. Разница не должна превышать 0,6 мВ. Удобно пользоваться электрохимическим рядом напряжений. Чем дальше друг от друга в нем расположены элементы, тем активнее будет реакция. Разрушается металл, находящийся левее, т.е. при соединении, например, меди и алюминия страдает последний.
Медный проводник, покрытый оловянно-свинцовым припоем, можно соединять с Al любыми способами, в т. ч. и механическими.
Необходимые инструменты
Есть разные методы соединения проводов, и для каждого из них понадобятся свои инструменты.
Для механических соединений
Если применяют механический способ, используют:
- пассатижи;
- нож или приспособление для очистки проводов от изоляции;
- устройства, с помощью которых выполняется соединение (клеммы, зажимы, колпачки СИЗ и т.д.).

Если используют метод опрессовки, то понадобятся пресс-клещи или пресс (механический или гидравлический).
Для сварки
В этом случае понадобятся:
- горелка;
- осциллятор;
- средства защиты (маска, перчатки, резиновые сапоги);
- аргонно-дуговой сварочный аппарат.
Для пайки
Для выполнения соединения проводов готовят следующее:
- паяльник мощностью 60-200 Вт в зависимости от толщины соединяемых жил;
- припой, например ПОС40;
- флюс (ФИМ, Ф-64, ФТБф);
- наждачную бумагу.

Как соединить алюминиевые провода
Есть разные методы, которые применяют в зависимости от ситуации, с учетом положительных и отрицательных качеств каждого из них.
Скрутка
Это простой способ соединения проводов, но если скрутку сделать неправильно, то она получится не слишком надежной.
Порядок действий такой:
- На расстоянии 4-5 см от края снимают изоляцию.
- Обезжиривают контакты и наждачной бумагой снимают с них оксидную пленку.
- Жилы скрещивают между собой и пассатижами полотно скручивают в виде жгута.
- Защищают контакт с помощью термоусадочной трубки.

Технология такого соединения простая, но чтобы получить хороший контакт, работу выполняют только пассатижами, т.к. руками прочно скрутить провода не получится.
Сварка
Данный метод позволяет в месте контакта создавать единое целое, поэтому переходное сопротивление там практически отсутствует, снижается нажимное усилие.
Есть и некоторые недостатки:
- Наличие на поверхности Al оксидной пленки, что усложняет процесс сварки, поскольку температура плавления налета намного больше, чем у металла.
- Из-за разности температур плавления металла и оксидной пленки выполнить сварку угольным электродом не получится: в каплях металла останутся оксиды, и соединение будет непрочным.
Удаление окислов выполняют механическим способом, но эта работа требует больших физических затрат и малоэффективна, т.к. они почти сразу образуются снова. Применение специальных флюсов помогает разрушить пленку, но подобрать их в домашних условиях сложно.
.jpg)
Самостоятельно сваривать алюминий без соответствующей подготовки не получится. Здесь важно точно подобрать рабочее напряжение (в пределах 20 В) и время воздействия на металл (1-2 секунды).
Спайка
Это трудоемкий процесс, занимающий много времени. В силовых сетях его практически не используют, а в домах и квартирах сейчас чаще устанавливают медную проводку.
При выполнении пайки проблемы также связаны с наличием оксидной пленки. Кроме этого, нет возможности контролировать нагрев провода, а при длительном действии высокой температуры алюминий меняет свои характеристики.

Удаление окислов выполняют наждачной бумагой или другими абразивными материалами. Оксидная пленка быстро образуется снова, убрать ее полностью невозможно, но удается уменьшить толщину слоя.
Жилы соединяют между собой, затем прикасаются к ним разогретым жалом паяльника с припоем и флюсом. Последний хорошо разрушает оксидную пленку, а чтобы он выполнял свою задачу еще лучше, припоем скребут по проводам. Если работа выполняется без флюса, то тереть припоем в месте контакта надо более интенсивно.
Использование контактных зажимов
Быстрее всего соединять алюминиевые проводники контактными зажимами. Они имеют простую конструкцию: винт — шайба — основание — упор — токоведущая жила.
Применять контактные зажимы просто: зачищают концы обеих жил на расстояние 12 мм, вставляют их в отверстия зажима и надежно фиксируют. Этот способ используют при соединении одно- и многожильных проводов.

Контакт получается более прочным в сравнении со скруткой, место соединения не нагревается, поэтому вероятность замыканий и возгораний минимальная.
Винтовое соединение
Если все сделать правильно, то этот простой способ обеспечит достаточно надежное соединение. В связи с тем, что Al имеет большой коэффициент линейного расширения, со временем контакт ослабевает. Чтобы этого не произошло, периодически винт подкручивают или ставят специальные шайбы. Для увеличения площади соприкосновения жилы на винт наматывают. Часто электрики для повышения площади контакта плющат кольцо, сделанное на конце провода.
Порядок соединения следующий:
- Зачистка провода. Изоляцию снимают на расстоянии, которое соответствует 4 диаметрам винта.
- Обезжиривание металла и загибание кончиков, чтобы получилось кольцо.
- Сборка конструкции. На винт надевают пружинную шайбу, потом простую, два провода, снова шайбу и гайку.

Полученное соединение зажимают до тех пор, пока пружинная шайба не выровняется.
При использовании винтового соединения или клеммников надо придерживаться рекомендуемых значений давления на кабель, иначе алюминий быстро «потечет»:
- до 150 кг/см² — на провод без напряжения ;
- не больше 100 кг/см² — если проводник покрыт медью;
- до 200 кг/см² — если он нагревается под напряжением.
Пружинное соединение (колпачки СИЗ)
В этом случае используют специальные пластиковые элементы, внутри которых есть металлические пластины. После надевания колпачков СИЗ на скрутку пружины зажимают жилы и образуется надежный контакт. При этом происходит снятие оксидного слоя, что еще больше улучшает соединение. Пластиковый корпус хорошо защищает место контакта от повреждений и одновременно является электроизоляцией.
Для качественного соединения надо правильно выбрать размер колпачков, чтобы на провода они накручивались с усилием.
Опрессовка — обжимной способ с использованием гильз
Метод опрессовки предусматривает применение кримперов (обжимных клещей) и специальных гильз. Так можно соединять алюминиевые проводники разного сечения и при этом получать надежный, прочный контакт. Использование вместо специального инструмента пассатижей и других подручных средств недопустимо.

Гильзы отличаются диаметром и материалом, из которого сделаны. Для соединения алюминиевых жил подходят только латунные или алюминиевые элементы. Их диаметр должен соответствовать сечению проводника. Если показатель будет меньше, то придется уменьшать сечение, а если больше, то уменьшится площадь контакта. Все это приведет к его перегреву.
Если надо соединить жилы разного сечения или больше 2 проводников, выбирают гильзы с соответствующими диаметрами отверстий. Нельзя разрезать эти элементы пополам, пытаясь сэкономить. Производитель рассчитал их длину, при соединении проводов требуется выполнение 2 противоположных обжимов, иначе контакт получится ненадежным.
В дальнейшем место соединения начнет нагреваться с соответствующими последствиями.
Другие варианты
Есть еще несколько способов, помогающих выполнить качественное соединение:
- Заклепки. Эта технология похожа на винтовой метод, только контакт получается неразборным. На заклепку надевают пружинную шайбу, проводники, после чего заклепочным пистолетом все надежно скрепляют в единую конструкцию.
- Плоско-пружинный зажим. Есть одноразовые и многоразовые модели. Пластиковые зажимы используют, когда по проводам передается ток не более 10 А. Зачищенные концы жил вставляют в зажим до появления щелчка. Чтобы их высунуть назад, надо нажать специальный рычажок. После соединения место контакта изолируют.
Правила безопасности
При выполнении всех электротехнических работ, чтобы обезопасить себя и окружающих, соблюдают правила техники безопасности, четко следуют разработанным инструкциям:
- простая скрутка алюминиевых жил с медными или алюмомедными не допускается, т.к. в процессе электролиза контакт разрушается, перегревается, искрит;
- во время сварки обязательно используют защитную маску и резиновые сапоги;
- в помещении, где выполняют сварочные работы, надежно защищают легковоспламеняющиеся предметы;
- алюминиевую проводку, особенно если она открытая, лучше укладывать в гофрированные рукава, а места соединений помещать в распределительные коробки;
- сварку и пайку выполняют только люди, имеющие соответствующие навыки;
- все оголенные части проводов надежно изолируют.
Полезные рекомендации
Чтобы контакт проводов получился максимально надежным, специалисты советуют:
- винтовое соединение периодически подтягивать, чтобы со временем контакт не ослабевал;
- если кроме скрутки применить другой метод не получается, рекомендуется дополнительно использовать колпачки СИЗ;
- чтобы получить более качественную спайку, вместо канифоли лучше использовать чистое минеральное масло (оружейное или для швейных машин);
- при выборе самозажимных клемм проверять их на соответствие площади сечения соединяемых кабелей и их количеству.
Используя любой из описанных способов, можно надежно и прочно соединить алюминиевые провода. Выбор технологии зависит от ситуации, условий эксплуатации проводки и наличия у мастера требуемых инструментов, деталей.