Какие сварочные деформации называются остаточными?
Напряжения и деформации при сварке

Напряжения и деформации в металлических сварных конструкциях возникают в результате нарушений технологии выполнения работ. О надежности в таких случаях говорить не приходится, поскольку на стыках образуются трещины, которые в конечном итоге приводят к разрушению конструкции. Помимо этого не исключается деформация металлических элементов. Часто она настолько критична, что эксплуатация изделия невозможна.
- Определение мест образования деформаций и напряжений
- Причины возникновения деформаций и напряжений при сварке
- Виды сварочных деформаций
- Как избежать деформации металла при сварке
- Временные и остаточные напряжения – методы устранения
- Методы устранения деформаций
Определение мест образования деформаций и напряжений
Сварочные напряжения – это направленные на соединительный шов механические воздействия постоянного характера. Они могут быть:
- изгибающего действия;
- растягивающего;
- срезающего;
- сжимающего;
- растягивающего.
Сварочные деформации – это изменение формы конструкции в результате воздействия внутренней силы. Точка приложения этой силы приходится на места сварки. Деформации могут проявляться не сразу, а по истечении некоторого времени как результат усталости металла или после начала эксплуатации под воздействием дополнительных нагрузок. При благоприятных раскладах возможен минимальный ущерб, который выражается снижением устойчивости к воздействию коррозии. Если же внутреннее напряжение слишком высокое, то не исключается разрушение конструкции.
Причины возникновения деформаций и напряжений при сварке
Напряжения и деформации во время сварки могут возникать по нескольким причинам. Их принято разделять на две группы: основные и побочные. Отличительная особенность между ними состоит в том, что первые образуются во время сварочного процесса и объективно неизбежны. А вот побочные напряжения можно и нужно предотвращать.

Основные причины деформаций, относящиеся к второй группе (побочные):
- Неравномерный нагрев металлической заготовки. Суть физического процесса сводится к тому, что металл с более высокой температурой расширяется больше. Между двумя примыкающими слоями с разной температурой образуется напряженность. Она тем больше, чем выше показатели температуры и, соответственно, коэффициент теплового расширения. С возрастанием значений прямо пропорционально увеличивается и вероятность деформации конструкции.
- Усадки имеют место в тех случаях, когда жидкий металл резко охлаждается и переходит в твердое состояние. Во время этого процесса прилегающие участки растягиваются, в результате чего создается внутреннее напряжение металла, которое может быть как продольным, так и поперечным по отношению к стыку. В первом случае вероятно изменение длины заготовки, а во втором – образование угловой деформации.
- Структурные изменения. Соединение заготовок из высокоуглеродистой и легированной стали сопровождается большим нагревом заготовок. В результате этого имеет место закаливание металлов, сопровождаемого изменением объема и значений коэффициента теплового расширения. В результате этих процессов образуется напряжение, приводящее к образованию трещин на видимой части шва и внутри него. Исключением является процесс сваривания стали с содержанием углерода до 0,35%. В этом случае структурные изменения тоже имеют место, но они настолько малы, что существенного влияния на качества соединения не оказывают.

К побочным причинам деформаций причисляют:
- неверный выбор электродов,
- сварка выполнялась в неправильном режиме;
- нарушения технологии выполнения сварочных работ;
- плохая подготовка кромок;
- ошибка при выборе типа шва;
- слишком маленькое расстояние между двумя разными швами;
- большое количество точек пересечения;
- неопытность специалистов;
- ошибки конструктивного характера.
Виды сварочных деформаций
Сварочные напряжения могут быть структурными или тепловыми в зависимости от причин их образования. Как понятно из названия, тепловые возникают в процессе нагрева или остывания заготовок, а структурные – в результате внутренних изменений материала. Они могут проявляться и комплексно, например, в случае сваривания высокоуглеродистых и легированных сортов стали.
Если принять во внимание место действия, то напряжения возникают в пределах всей конструкции, сварного соединения, в зернах или кристаллической решетке металла. По виду напряженного состояния их разделяют на три группы:
- Линейные. Характеризуются односторонним направлением действия;
- Плоские. Имеют двустороннюю направленность воздействия;
- Объемные. Действие напряжения направлено по трем осям.
Деформация, которая возникает во время сварочных работ, называется общей. В случаях, когда меняются форма и размеры одной или нескольких расположенных рядом свариваемых деталей, деформация называется местной.

Деформации принято различать и по продолжительности действия. Временными называют те, воздействие которых проявляется исключительно в период выполнения сварочных работ. Геометрические параметры восстанавливаются после остывания металла. Изменение формы, которое остается и после того, как устранена сама причина ее образования, называется остаточной. В случаях, когда геометрические параметры после работы приходят в начальную форму, деформации принято называть упругими, в обратном случае – пластическими.
Как избежать деформации металла при сварке
Для уменьшения вероятности деформации деталей и готовой конструкции специалисты рекомендуют придерживаться некоторых правил:
- На этапе проектирования сделать расчет деформаций для нормального формирования сварочного шва, выбрать оптимальные припуски для усадки.
- Расположить швы желательно симметрично относительно осей узлов.
- При проектировании не допускать, чтобы в одной точке пересекалось больше трех швов.
- Перед началом сварочных работ проверить, все ли зазоры на стыках соответствуют расчетным показателям.
- Не формировать сварочные швы в местах предполагаемой концентрации внутренних напряжений металла.
В целях уменьшения деформации металла и напряжений внутри материалов во время выполнения сварочных работ специалисты используют специальные приемы. Наиболее эффективные из них:
- Создание дополнительных очагов деформации, вектор которых направлен в противоположную сторону.
- Длинные швы (1 метр и более) разбиваются на несколько участков до 15 см каждый. Сваривание выполняется обратноступенчатым методом.
- Часто помогает снижение температуры в сварочной зоне. Для этого во время сварки под стыки подкладываются графитовые или медные пластины.
- Расположенные недалеко друг от друга стыки свариваются так, чтобы деформации компенсировали одна другую.
- При соединении заготовок из вязких металлов применяются технологии и методы, направленные на снижение остаточных явлений.
- Если условиями эксплуатации допускается возможность создания коротких швов, то следует делать стыки как можно меньше.

Временные и остаточные напряжения – методы устранения
Для снятия напряжений отлично подходят механическая обработка и отжиг. Температурное воздействие выполняется в случаях, когда возникает необходимость в точном соблюдении заданных размеров. Отжиг может быть местным или общим. Металл нагревается до температуры 550-680 °C. Работы выполняются в три приема: разогрев, выдержка при заданной температуре и охлаждение.
Механическое снятие напряжений включает обработку соединений проковкой, взрывом, вибрацией или прокаткой. Преследуемая цель – создание обратно направленной нагрузки. Для проковки горячей или холодной чаще всего применяется пневматический молот. Для создания вибраций применяется специальное устройство, генерирующее колебания в диапазоне от 10 до 120 Гц. Способ воздействия выбирается с учетом сложности конструкции, формы и размеров деталей.
Методы устранения деформаций
Существует несколько способов устранения дефектов геометрии конструкции: термический с местным или общим нагревом, чисто механический и комбинация этих двух способов – термомеханическое устранение дефектов. В случае применения термического способа правки с полным обжигом конструкцию изначально закрепляют в устройстве, которое будет создавать давление на деформированный участок. После этого ее нагревают в печи.

При локальном нагреве упор делается на сжимании металла при остывании. Для устранения изъяна участок прогревается с помощью сварочной дуги или газовой горелки. Поскольку соседние участки металла остаются холодными, то зона нагрева носит локальный характер и расширяется незначительно. После остывания дефективный участок выпрямляется, а его форма становится приемлемой.
Термическое воздействие является пригодным для исправления всех вариантов дефектов. Но при работе с тонкостенными листовыми материалами следует учитывать особенности:
- нагрев очень быстро распространяется по большой площади тонкого листа. В силу этих причин силы сжатия бывает недостаточно для устранения деформации;
- максимально допустимая температура локального нагрева составляет 600-650 °C. В противном случае буду образовываться новые дефективные участки и деталь станет непригодной для дальнейшей эксплуатации.
Исправление механическим путем подразумевает создание обратно направленных нагрузок на растянутые участки. Самые распространенные способы воздействия – вальцовка, изгибание, ковка, прокатка, растяжка.
Термомеханическая правка включает разогрев участка до 700-800 °C с последующим механическим воздействием. Участки с сильным деформированием исправляют следующим способом. Сначала делают обратные куполообразные выступы, после чего нагревают и резко охлаждают.

Способ устранения деформации выбирается в зависимости от сложности и размеров конструкции. При этом учитываются показатели трудозатрат, финансовые издержки и расход материалов.
Билеты экзамена для проверки знаний специалистов сварочного производства 1 уровень
ВОПРОС 1. Что такое сварка плавящимся электродом?
1. Дуга горит между свариваемым изделием и плавящимся электродом или электродной проволокой.
2. Сварочная ванна защищается газом и шлаком, которые образовались в процессе плавления основного и сварочного материалов.
3. Электрод плавится за счет тепла дуги или газового пламени.
ВОПРОС 2. Какой буквой русского алфавита обозначают вольфрам и ванадий в маркировке стали?
1. Вольфрам — Г, ванадий — В.
2. Вольфрам — В, ванадий — Ф.
3. Вольфрам — К, ванадий — Б.
ВОПРОС 3. Электроды каких марок имеют рутиловое покрытие?
1. УОНИИ 13/45, СМ-11.
2. АНО-3, АНО-6, МР-3.
ВОПРОС 4. Чему равно общее напряжение нескольких одинаковых источников ЭДС, соединенных последовательно?
1. Напряжению одного из соединенных источников ЭДС.
2. Частному от деления произведений напряжений соединенных источников ЭДС на сумму их напряжений.
3. Алгебраической сумме напряжений источников ЭДС.
ВОПРОС 5. Какой частоты переменного тока, вырабатывают электростанции в России?
1. Переменный ток с частотой 100 Гц.
2. Переменный ток с частотой 60 Гц.
3. Переменный ток с частотой 50 Гц.
ВОПРОС 6. Укажите величину зазора между свариваемыми кромками элементов толщиной до 5 мм по ГОСТ 5264-80?
ВОПРОС 7. Для какой группы сталей применяют при сварке электроды типов Э38, Э42, Э42А, Э46, Э46А?
1. Для сварки теплоустойчивых низколегированных сталей.
2. Для сварки углеродистых конструкционных сталей сталей.
3. Для сварки низколегированных конструкционных сталей.
ВОПРОС 8. Что обозначает в маркировке электродов буква «Э» и цифры, следующие за ней?
1. Марку электрода и номер разработки.
2. Завод-изготовитель и номер покрытия.
3. Тип электрода и гарантируемый предел прочности наплавленного ими металла в кгс/мм2.
ВОПРОС 9. Влияет ли род и полярность тока на величину проплавления при РДС?
1. Влияет незначительно.
3. Влияет существенно.
ВОПРОС 10. Как влияет длина дуги на ширину шва?
2. С увеличением длины дуги ширина шва уменьшается.
3. С увеличение длины дуги ширина шва увеличивается.
ВОПРОС 11. В каких условиях рекомендуется хранить электроды?
1. В сухом отапливаемом помещении при температуре не ниже +15 и влажности воздуха не более 50 %.
2. В складском помещении при температуре выше 00С.
3. В ящиках, в упакованном виде.
ВОПРОС 12. Какие дефекты могут быть в сварном шве, если притупление кромок превышает рекомендуемую величину?
1. Возможно появление непровара корня шва.
2. Возможно появление холодных трещин.
3. Возможно появление пористости.
ВОПРОС 13. С какой целью источники питания сварочной дуги для ручной дуговой сварки имеют напряжение холостого хода выше, чем напряжение на дуге при сварке?
1. Для увеличения глубины проплавления в начале шва.
2. Для улучшения возбуждения дуги.
3. Для уменьшения разбрызгивания металла.
ВОПРОС 14. Какие углеродистые и низколегированные стали необходимо подогревать при сварке?
1. С эквивалентным содержанием углерода более 0,5 %.
2. С содержанием серы и фосфора более 0,05 % каждого.
3. С содержанием кремния и марганца до 0,5…1,5 % каждого.
ВОПРОС 15. Какие способы резки рекомендуется применять для подготовки деталей из аустенитных сталей?
2. Кислородно-флюсовая, плазменно-дуговая, механическая.
ВОПРОС 16. Что входит в понятие металлургической свариваемости металлов?
1. Влияние на свариваемость химического состава металла и отсутствие дефектов в результате химического взаимодействия элементов в сварочной ванне и кристаллизующемся металле шва.
2. Влияние на свариваемость способа сварки и возможность появления дефектов в результате воздействия термического цикла на сварочную ванну и кристаллизующейся металл шва.
3. Влияние на свариваемость объема сварочной ванны и кристаллизующегося металла шва.
ВОПРОС 17. Какие сварочные деформации называют остаточными?
1. Деформации, появляющиеся во время сварки.
2. Деформации, появляющиеся по окончании сварки.
3. Деформации, образующиеся под действием эксплуатационных нагрузок.
ВОПРОС 18. Допускаются ли трещины в сварных швах при сварке низколегированных сталей?
1. Допускается, если их длина не превышает толщины металла шва.
2. Допускается, если концы трещины после сварки заварить газовой сваркой.
3. Не допускаются.
ВОПРОС 19. Какой род тока более опасен при поражении человека электрическими токами при напряжении 220В?
1. Переменный ток 50 Гц.
2. Постоянный ток.
3. Ток высокой частоты.
ВОПРОС 20. Какими индивидуальными средствами должен обеспечиваться сварщик при выполнении потолочной сварки?
1. Поясом безопасности.
2. Беретом и рукавицами.
3. Нарукавниками, шлемом и пелеринами.
Для перехода на следующую страницу, воспользуйтесь постраничной навигацией ниже
Виды и причины сварочных деформаций
Сварка обеспечивает самое прочное и надежное соединение, если проведена правильно. Однако при нарушении технологии в конструкции возникают напряжения и деформации, вызванные сварочным процессом. Искажается форма и размеры изделия, в результате чего оно не может выполнять свои функции.
Что такое напряжение
Сварочное напряжение определяют как силу, действующую на единицу площади изделия. Оно может быть вызвано растягивающим, изгибающим, крутящим, сжимающим или срезающим усилием.
Эти силы достигают таких величин, что в процессе эксплуатации напряжения и деформации в отдельных деталях приводят к разрушению всей конструкции. Кроме этого происходит снижение антикоррозионных свойств, меняются геометрические размеры и жесткость конструкции.

Напряжения и деформации бывают временными и остаточными. Какие сварочные деформации называют временными, а какие остаточными определяется просто. Временные появляются во время сваривания деталей, вторые появляются и остаются после окончания сварки и охлаждения конструкции.
Причины появления
Главные причины возникновения напряжений и сварочных деформаций такие:
- неоднородный нагрев металлических заготовок;
- усадочные изменения сплава в сварном шве;
- фазовые изменения, возникающие при переходе расплавленного металла из одного состояния в другое.
 Одним из свойств металлов является их способность расширяться при повышении температуры и сжиматься при охлаждении. При плавлении в области сварочного соединения появляется неоднородная термозона.
Одним из свойств металлов является их способность расширяться при повышении температуры и сжиматься при охлаждении. При плавлении в области сварочного соединения появляется неоднородная термозона.
Она вызывает напряжения сжимающего или растягивающего свойства. Если эти напряжения превышают предел текучести металла, то происходит изменение формы изделия, возникают остаточные деформации.
Разновидности деформаций зависят от того, в каких объемах они проявляются. Выделяют три рода. Деформации первого рода действуют в макрообъемах, деформации второго рода происходят в пределах кристаллических зерен, а третьего рода происходят в кристаллической решетке металла.
Деформации и напряжения при сварке возникают и при кристаллизации сварного шва, когда происходит усадка жидкого металла. Объем остывающего жидкого металла уменьшается, это вызывает напряжения внутри металла. Параллельно и перпендикулярно оси сварочного шва формируются напряжения, которые вызывают изменение формы изделия. Продольные силы вызывают изменения длины сварного шва, а поперечные приводят к угловым деформациям.
При превышении определенных предельных температур при сваривании углеродистых и легированных сталей происходит их структурное превращение. У них появляется другой удельный объем и изменяется коэффициент линейного расширения, что приводит к огромным сварочным напряжениям.
Самые большие из них возникают в легированных сталях. В них образуются закалочные структуры, которые при охлаждении не возвращаются к прежней структуре металла, как в большинстве случаев, а сохраняют колоссальные напряжения могущие привести к разрушению сварного шва.
Для этих сплавов разрабатываются специальные технологические процессы, снижающие остаточные напряжения и деформации.
Как предотвратить
Для предупреждения вредных воздействий сварочных деформаций необходимо соблюдать следующие правила и провести несколько мероприятий:
- сварных швов должно быть минимум, и они должны быть как можно короче;
- количество пересекающихся и разнотолщинных швов так же сводят к минимуму;
- сварочные соединения делают с плавным переходом толщин;
- металл наплавляют в минимальном количестве;
- в самых напряженных местах конструкции швы вовсе не делают;
- оставляют припуск на усадку.
 Необходимо правильно выбирать способ сварки, который зависит от свариваемости материалов, энергии и режима. Чтобы уменьшить зону прогрева, нужно увеличить скорость сваривания. Для увеличения глубины сварки (прогрев в толщину) необходимо увеличить силу тока.
Необходимо правильно выбирать способ сварки, который зависит от свариваемости материалов, энергии и режима. Чтобы уменьшить зону прогрева, нужно увеличить скорость сваривания. Для увеличения глубины сварки (прогрев в толщину) необходимо увеличить силу тока.
Для уменьшения вредных воздействий нагрева в зоне сваривания сварщику необходимо по возможности избегать прихваток.
Положительный результат дает использование зажимов и других сварочных приспособлений. Они позволяют сохранить подвижность деталей при сварке в продольном направлении и препятствовать угловому перемещению.
Заготовки располагают таким образом, чтобы возникающие при остывании сварочные деформации были противоположны напряжениям.
Для уменьшения остаточных напряжений и деформаций надо использовать предварительный нагрев. Кроме этого нужно правильно выбрать технологию сварки.
Последовательность наложения швов должна уравновешивать возникающие напряжения. Накладывать швы надо так, чтобы свариваемые детали имели наибольшую подвижность.
В процессе сварки проводят проковку сварного шва, что деформирует остывающее сварное соединение и уменьшает воздействие усадки.
Способы устранения напряжений
Напряжения устраняют отжигом или механическими методами. Отжиг является самым эффективным методом снятия напряжений. Его применяют, когда к изделию предъявляются повышенные требования к точности геометрических размеров.

Он может быть общим или местным. Чаще всего отжиг производят при 550-680 °C. Выделяют три его стадии: нагрев, выдержка, остывание.
Из механических способов устранения напряжений применяют проковку, прокатку, вибрацию, обработку взрывом, приводящие к пластической деформации обратного знака.
Проковку делают пневмомолотком, а виброобработку специальным устройством вызывающим вибрацию изделия с резонансной частотой в пределах 10-120 Гц в течение нескольких минут.
Способы устранения деформаций
 Сварочные деформации могут проходить в плоскости и с выведением из плоскости. О деформациях в плоскости говорят, когда изменяются геометрические размеры конструкции. Деформация из плоскости соответствует угловым изменениям детали, искривлению листовой поверхности.
Сварочные деформации могут проходить в плоскости и с выведением из плоскости. О деформациях в плоскости говорят, когда изменяются геометрические размеры конструкции. Деформация из плоскости соответствует угловым изменениям детали, искривлению листовой поверхности.
Для устранения таких явлений применяют термическую правку с местным или общим нагревом, холодную механическую и термомеханическую.
Термический способ с местным нагревом основывается на том, что при охлаждении металл сжимается. Для устранения сварочных деформаций растянутую часть изделия сначала нагревают (горелкой или дугой), при этом окружающий сплав остается холодным и не дает горячему участку сильно расшириться.
При остывании изделие выпрямляется. Так правят балки, листовые полосы и некоторые другие детали.
Если происходит полный отжиг, то конструкцию закрепляют в устройстве, создающем давление на требуемые зоны, и помещают в печь для нагрева.
Холодную правку делают, используя постоянные нагрузки. Для этого применяют различные прессы или валки для прокатки длинномерных изделий типа труб или двутавровых балок, в необходимых местах они деформируются.
Термомеханическую правку производят с применением силовой нагрузки при местном нагреве изделия. Такой способ применяют к сильно растянутым деталям. Вначале собирают излишек металла в так называемые купола, а затем прогревают эти участки.
Технологию правки выбирают в зависимости от особенностей сварочной деформации и типа металлического изделия, его размеров, конфигурации. Обращают внимание также и на трудозатраты, останавливаясь на самом эффективном методе.
Деформации и напряжения при сварке
ТЕПЛОВЫЕ (ТЕРМИЧЕСКИЕ) ДЕФОРМАЦИИ И НАПРЯЖЕНИЯ
Деформации и напряжения, возникающие от неравномерного нагревания и охлаждения изделия, называются тепловыми, или термическими. Как известно, при нагревании все металлы расширяются, а при охлаждении — сжимаются. Незакрепленный участок металла, будучи нагрет и затем охлажден до первоначальной температуры, примет те же размеры, которые имел до нагревания.
Величина расширения металла зависит от температуры нагрева и коэффициента линейного расширения. Коэффициенты линейного расширения металлов следующие:
Допустим, что стержень 1, длина которого равна заштрихованной части (рис. 38, а), закреплен в жесткой рамке 2. Нагревание стержня вызвало бы его удлинение на длину А Б, если бы он мог свободно расширяться в рамке.

Так как стержень не может удлиняться, то он начнет оказывать давление изнутри на рамку, которая в свою очередь сжимает стержень с концов, вызывая в нем напряжения сжатия. Вследствие этого нагретый стержень, длина которого должна остаться без изменения, получит пластическую деформацию.
В сечениях I—I и II —II рамки возникнут напряжения растяжения, которые будут тем больше, чем выше температура нагрева стержня. Если взять толстый стержень и слабую рамку, то она может разорваться по сечениям I—I и II—И. Если рамка жестче и прочнее стержня, последний изогнется и примет положение, показанное на рис. 38, а штрихом.

При последующем охлаждении стержень, подвергшийся пластической деформации, стремится сократить свою длину на величину АБ В этом случае споротивление рамки вызовет в стержне напряжения растяжения и он может или разорваться или изогнуть рамку 2. Это же произойдет, если будем нагревать рамку 2 в сечениях I—I и II—11, оставляя стержень холодным.
На величину деформации влияет теплопроводность свариваемого металла: чем выше теплопроводность, тем равномернее распределяется тепловой поток и тем меньше деформация. Поэтому при сварке нержавеющих сталей, обладающих меньшей теплопроводностью и большим коэффициентом линейного расширения, деформации получаются большими, чем при сварке низкоуглеродистой стали. Алюминий же, обладающий более высоким коэффициентом линейного расширения, но значительно лучше проводящий тепло, дает при сварке меньшие деформации по сравнению с низкоуглеродистой сталью.
Термические напряжения при сварке возникают без воздействия внешних усилий. Такие напряжения в металле называются внутренними или собственными. Из собственных термических напряжений наибольшее значение имеют те, которые возникают во время охлаждения изделий (рис. 38, б). Если эти напряжения 1 действуют только вдоль шва, то они не влияют на прочность сварного соединения. Более опасны напряжения 2, действующие перпендикулярно оси шва (поперечные), так как они могут вызвать появление холодных трещин в шве и околошовной зоне. Если деформации и напряжения появляются в изделии только в процессе сварки и исчезают при остывании после сварки, они называются временными. Деформации и напряжения, которые сохраняются после сварки при полном охлаждении швов, называются остаточными. Когда металл обладает пластичностью и работает при статических нагрузках, остаточные напряжения практически не влияют на прочность сварной конструкции. Складываясь с напряжениями от рабочих нагрузок, общие напряжения вызывают пластическую деформацию металла и тем снимаются.
В толстом металле (более 40 мм) возникают объемные остаточные напряжения, действующие в трех взаимно перпендикулярных плоскостях. Такие напряжения наиболее опасны для прочности конструкции, так как вызывают хрупкость металла. При наличии концентраторов напряжений (надрезов, непроваров, трещин и пр.), низкой окружающей температуры и повышенной жесткости конструкции возникновение пластических деформаций затруднено и в данном месте может появиться хрупкое разрушение металла. Для устранения остаточных напряжений в этом случае применяют термообработку после сварки.
Остаточные деформации, если они выходят за пределы, допускаемые техническими условиями на изготовление данного изделия, требуют его правки после сварки.
ПРИЧИНЫ ВОЗНИКНОВЕНИЯ НАПРЯЖЕНИЙ И ДЕФОРМАЦИИ ПРИ СВАРКЕ
Неравномерное нагревание металла. Наличие сосредоточенного источника тепла (сварочное пламя, электрическая дуга), перемещающегося вдоль шва с какой-то скоростью и вызывающего неравномерное нагревание металла при сварке, является основной причиной возникновения внутренних напряжений и деформаций в сварных изделиях.
Так, например, при сварке продольным швом двух листов, расположенных симметрично относительно оси шва (рис. 38, в), листы нагревают в средней зоне шириной b. При остывании шов от продольной усадки укорачивается с обеих сторон на величину Al, чему препятствуют наружные участки листов, менее нагретые. Вследствие этого в средней полосе после сварки возникнут напряжения растяжения ( + ), а в наружных полосах — напряжения сжатия (—), расположенные симметрично относительно шва. График этих напряжений показан на рис. 38, в, справа.
Усадка наплавленного металла. Усадкой называется уменьшение объема металла при переходе из жидкого состояния в твердое.

В результате усадки металла шва возникают растягивающие напряжения в соседних участках детали, которые вызывают в них соответствующие деформации. Различные металлы имеют разную усадку, обычно измеряемую в процентах от первоначального линейного размера: алюминий 1,7— 1,8, бронза 1,45—1,6, латунь 2,06, медь 2,1, сталь низкоуглеродистая литая 2,0, чугун серый литейный 0,7—0,8.
Напряжения, вызванные усадкой, возрастают до момента перехода упругих деформаций в пластические. Если металл недостаточно пластичен, деталь может дать трещину в наиболее слабом месте, каким иногда является зона термическго влияния. Напряжения от усадки являются также одной из причин горячих трещин, возникающих во время затвердевания металла шва.
При сварке происходит продольная и поперечная усадки. Если центр тяжести поперечного сечения шва не совпадает с центром тяжести сечения свариваемого элемента, то в результате продольной усадки возникает коробление в продольном направлении (рис. 39). Поперечная усадка дает угловые деформации, т. е. коробление листов (рис. 40) в сторону большего объема наплавленного металла. Поэтому при поперечной усадке листы будут коробиться вверх, в сторону утолщения шва. Если деталь закрепить, создав препятствие деформациям усадки, то в изделии появятся напряжения. При пластичном металле эти напряжения вызывают пластические деформации и не представляют опасности для прочности конструкции.
Величина деформации и связанных с ней напряжений зависит от величины зоны нагрева. Чем больший объем металла нагревается, тем сильнее будут деформации. Поэтому различные способы
сварки дают различную величину деформаций. Большая величина нагрева и деформации получается при газовой сварке кислородно-ацетиленовым пламенем, меньшая — при дуговой сварке металлическим электродом.

Размеры и положение швов также влияют на величину деформаций. Наибольшие деформации вызывают длинные швы, швы с большим сечением, а также швы, расположенные несимметрично относительно главных осей сечения свариваемого профиля. Чем сложнее форма детали, чем больше в ней различных швов, тем скорее можно ожидать появления деформаций и напряжений при сварке. При односторонней наплавке плоских деталей уменьшение глубины и площади проплавления основного металла резко уменьшает коробление изделия.
Искусственное охлаждение детали в процессе сварки уменьшает величину деформации.
Структурные превращения в металле. При изменении структуры металла происходит изменение размеров и взаимного расположения его зерен (кристаллитов), сопровождающееся изменением объема металла, что вызывает внутренние напряжения. Напряжения, возникающие вследствие изменения структуры металла, могут иметь практическое значение только при сварке легированных и высокоуглеродистых сталей, склонных к закалке.
При сварке низкоуглеродистой и низколегированной сталей, которые не закаливаются, возникающие от изменения структуры напряжения незначительны и не принимаются в расчет при изготовлении сварных конструкций.
ОСНОВНЫЕ МЕРОПРИЯТИЯ ПО УМЕНЬШЕНИЮ НАПРЯЖЕНИЙ И ДЕФОРМАЦИЙ ПРИ СВАРКЕ
Для уменьшения деформаций и напряжений при сварке нужно руководствоваться следующими рекомендациями:
1. Применять такие марки электродов, которые дают пластичный металл шва.
2. Выполнять швы с меньшим количеством наплавленного металла, симметрично расположенные относительно центра тяжести сечения элемента; использовать прерывистые швы с расстоянием между ними не менее 30—40 мм.
Автор: Администрация
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Взаимосвязь деформации и напряжения при сварке — выкладываем по полочкам

Сварка обеспечивает самое прочное и надежное соединение, если проведена правильно. Однако при нарушении технологии в конструкции возникают напряжения и деформации, вызванные сварочным процессом. Искажается форма и размеры изделия, в результате чего оно не может выполнять свои функции.
Определение сварочных напряжений и деформаций
Сварочные напряжения ― это воздействия, приложенные к поперечному сечению. По направленности они могут быть:
- растягивающего действия;
- изгибающего;
- крутящего;
- сжимающего;
- срезающего.
Сварочные деформации ― это искажение формы под действием прилагаемых сил. Нарушения могут проявиться не сразу после завершения сварочных работ, а во время эксплуатации из-за увеличения нагрузки. В лучшем случае снизится антикоррозийная устойчивость, в худшем ― разрушится конструкция.
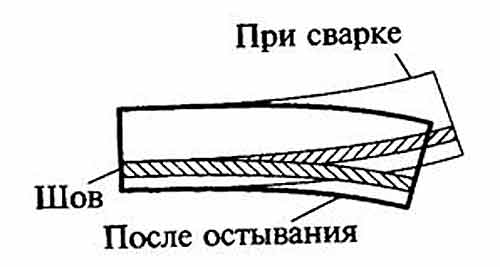
Наглядная картинка деформации сварного соединения при сварке и после остывания
Сварочные напряжения ― это воздействия, приложенные к поперечному сечению.
Сварочные деформации ― это искажение формы под действием прилагаемых сил.
Общая информация
В тестах НАКС встречается задание из разряда «Какие из предложенных вариантов концентрируют в сварочных швах напряжение?». Предлагаются 3 варианта ответа:
- технические свойства металла;
- дефекты шва, вызванные сбоем технологии;
- нагрев при сваривании детали.
Рассматриваемая в это статье тема на прямую связана с решением этой задачи.
Основная причина повышенного уровня напряжения – это технологическая дефективность шва. Существуют так же и другие нюансы, которые ложатся в основу появления нежелательного напряжения и деформирования.
К примеру, неверное очертание швов. Однако техническая дефектность – основная причина проблемы. Существует версия, что суть проблемы в сварочном нагреве, но это не так.
К техдефектам, повышающим напряжение, относят:
- шлаковые включения;
- трещины;
- не качественно проваренные участки;
- газовые пузырьки, скопившиеся в соединении шва.
Деформации при сварке создаются в точках технологической дефективности, ведь именно там напряжение превышает допустимый уровень.
Нагрев металла также имеет значение в появлении напряжения и деформации, однако, он не первоисточник.
Третьей причиной возникновения деформации профессионалы называют естественную усадку. Она происходит во время остывания, когда металл из жидкообразного состояния переходит в твердое.
Это уменьшает объем металла, что приводит к нежелательным изменениям формы детали. Причиной проблемы в большинстве случаев является неправильно проведенный процесс охлаждения.
Риск деформации повышается также, когда варится деталь конструкции повышенной сложности, где создается много разных швов. Здесь важно отсутствие ошибок в техдокументации к детали, и верный расчет нагрузки на металл.
Существуют виды сварки, при которых нагрев металла происходит неравномерно, и это тоже становится причиной плохой усадки, а значит, проблем и возможного возникновения деформации в будущем. Поэтому нагревать металл нужно постепенно, а шов делать равномерным.
Причины проявления деформаций, напряжений материалов
При сварных работах соединяемые образцы подвергаются воздействию достаточно высоких температур. Напряжения, деформации могут образовываться в следующих ситуациях:
- литейная усадка;
- нагревание материала на соединяемом участке осуществляется неравномерно;
- изменения структуры металла при охлаждении после нагревания. Сначала происходит деформация кристаллических зерен, после — всей металлической конструкции.
Литейная усадка
Данный процесс происходит из-за образования в поверхностных слоях металла, которые непосредственно касаются сварного шва, остаточных напряжений. Основная причина этого — уменьшение объема охлаждаемой сварной ванны. Происходит растягивание ближайших слоев металла изделий. При минимальном объеме ванны деформации, напряжения, формирующиеся в процессе ее затвердевания, тоже минимальны.
Нагревание/охлаждение производится неравномерно
В результате неравномерного увеличения температуры металла, в нем формируются напряжения тепловые, осуществляется изменение пластичности, прочностных характеристик. Если температура нагревания высокая, показатель теплопроводности материала минимальный, тогда напряжения тепловые будут повышенными.
Деформации и напряжения при сварке формируются под воздействием тепловой энергии электротока. Основными причинами их возникновения является неравномерный разогрев материала, неправильное охлаждение, усадка жидкого материала ванны, изменения структуры металла на участке термического воздействия, в соединительном шве.
Изменения структуры материала
Причинами данного процесса являются образования растягивающих/стягивающих напряжений. Подобные преобразования иногда способствуют изменению объема соединяемого металла. В процессе сварки образцов из сталей низкоуглеродистой группы, напряжения незначительны, существенно не влияют на качество сваривания. Достаточно большие деформации возникают в период сваривания образцов из сталей легированной группы с наличием углерода больше 0,35 процентов. В данном случае не исключено образование в сварочных швах горячих трещин.
Процедуру деформации металла можно охарактеризовать:
- углом поворота;
- укорочениями, прогибами образцов;
- величинами точек шва;
- параметрами выхода из плоскости, образующей равновесие.
Что такое напряжение
Сварочное напряжение определяют как силу, действующую на единицу площади изделия. Оно может быть вызвано растягивающим, изгибающим, крутящим, сжимающим или срезающим усилием.
Эти силы достигают таких величин, что в процессе эксплуатации напряжения и деформации в отдельных деталях приводят к разрушению всей конструкции. Кроме этого происходит снижение антикоррозионных свойств, меняются геометрические размеры и жесткость конструкции.
Напряжения и деформации бывают временными и остаточными. Какие сварочные деформации называют временными, а какие остаточными определяется просто. Временные появляются во время сваривания деталей, вторые появляются и остаются после окончания сварки и охлаждения конструкции.
Мероприятия, способствующие снижению деформаций
Достичь сокращения сварочных напряжений и уменьшения деформации при соединении металлических образцов достаточно сложно. Для этого нужно предпринимать следующие меры:
- Предварительно до начала сварных работ, еще в процессе проектирования металлоконструкции, анализируются последствия взаимодействия металлов при выполнении сварочных работ. Если подобранные материалы не сочетаются друг с другом, для выполнения соединения необходимо приложить большие усилия, сварочная процедура требует дополнительных материальных вложений, можно подобрать другой металл, уменьшить скорость выполнения шва, поменять конструкцию, сделать в ней минимальное число сварных швов.
- При непосредственном проведении сварных работ нужно правильно организовать последовательность выполнения соединения деталей. Замыкающие швы конструкции должны производиться в самую последнюю очередь. При выполнении сварки вручную, когда сварные швы достаточно длинные, соединение необходимо выполнять в ступенчатом порядке, и максимально жестко скреплять между собой узлы.
- Кроме этих мероприятий, непосредственно перед началом выполнения соединения изделий, можно незначительно повредить их кромки в направлении, обратном направлению предполагаемой деформации.
- Если предварительно соединяемые металлические детали незначительно подогреть, сварочные деформации металла шва будут минимальными. Сварочное напряжение, на которое не обратили внимания в период проведения сварочных работ, способно отрицательно повлиять на жесткость, прочность соединяемой конструкции.

По окончании сварки обязательно производится термический отпуск. Подобная процедура обеспечивает уменьшение остаточных напряжений, повышает пластические свойства сварочного соединения.
Заключение
В начале пути сварщика многие беспокоятся, когда видят в созданных их руками деталях дефекты связанные с деформированием и напряжением металла.
Однако в освоении профессии новички всегда совершают ошибки – это суть пути обучения, изучения особенностей и нюансов сварки. Со временем опыт накапливается, решения находятся быстрее – даже до появления проблемы.
При работе на крупных заводах о недостатках выполненной задачи можно узнать еще на стадии тестирования соединений.
Это поможет избежать критических последствий и улучшить работу в будущем. А чтение статей на нужную тематику помогает находить решения возникших проблем.