Каким сварочным аппаратом варить алюминий?
Виды оборудования для сварки алюминия
Каким требованиям должен отвечать аппарат для сварки алюминия, какие оборудования виды существуют, обо всем подробно в нашем материале.

Алюминий — очень «капризный» металл при сварочных работах. Малейшее несоблюдение в технологии или неправильно подобранное оборудование с расходниками и результатом становиться некачественное соединение с испорченным изделием.
Каким требованиям должен отвечать аппарат для сварки алюминия, существующие виды оборудования и нужные функции в работе с «крылатым» металлом, обо всем подробно в нашем материале.
Требования алюминия к технологии
Проблема алюминия скрывается в его химических и физических свойствах. Этот металл даже без нагрева постоянно окисляется под воздействием кислорода из окружающего воздуха, то есть на его поверхности находиться пленка с окисла. Такое свойство одновременно и плюс, и минус для вещества. Положительный момент — это защита от коррозионных разрушающих процессов.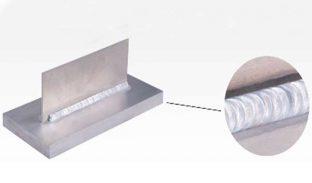
Минусы проявляются при попытке соединить алюминиевые детали сварочным способом. Образующаяся пленка имеет более высокую температуру плавления, чем сам металл и, покрывая сварочную ванну, она попросту не позволяет качественно проварить заготовки.
Выходов может быть два. Первый — сварочное оборудование должно во время работы перекрыть доступ кислорода к зоне варки. А второй — нужна способность, которая будет разрушать пленку окислов при наложении шва. Если не соблюдать эти технологические требования, то шов будет некачественным или вообще не получиться.
На этих принципах и построен сварочный аппарат по алюминию. Он либо использует защитную атмосферу, которая перекрывает поступление кислорода к расплавленному алюминию (аргонодуговое сваривание), или же разрушает оксидную пленку путем выставления правильного режима (постоянный ток, обратная полярность) оборудования.
Итак, чем варится алюминий и какие должны быть требования к оборудованию?
Аппараты аргонодуговой сварки
Технология соединения металлов под защитой газа (аргона или гелия) позволяет сделать «чистый» от окислов шов. Аргон попросту вытесняет атмосферный воздух из зоны сваривания и металл кристаллизируется в чистом виде.
Однако, кроме защиты, используются дополнительные процессы по разрушению пленки окислов. Чаще всего — это применение неплавящихся вольфрамовых электродов с соответствующими токовыми настройками или полуавтоматическая сварка.
Рассмотрим каждый из этих видов аппаратов по отдельности.
Ручная аргонодуговая (TIG) сварка
Наиболее распространенными являются сварочные инверторы с возможностью подключения газового оборудования.
Аппарат можно использовать в обычной комплектации для электродуговой сварки, но, подключив горелку с подачей аргона и вольфрамовым электродом, он превращается в оборудование для сварки алюминия. Кроме этого нужны соответствующие регулировки, чтобы настроить прибор для работы с таким материалом.
Аппарат для сварки алюминия должен иметь следующие возможности.
- Функцию увеличения стартового тока (наличие осциллятора). В аргоновой атмосфере дуга либо плохо разгорается или же вообще не поджигается. Увеличенный стартовый ток в два раза решает эту проблему.
- Точные настройки основного тока, который регулируют в соответствии с толщиной заготовок. При низком или слишком большом показателе металл не проваривается или прожигается.
- Регулирование подачи газа. Для качественного соединения алюминиевых деталей выставляют нужный расход аргона (около 10-12 литров). Также потребуется так называемая подача газа после сварки, когда металл застывает в защите.
Положительными качествами аппаратуры аргонодуговой сварки являются:
- Аргон вытесняет воздух и не позволяет окисляться алюминию, при этом сам не вступает в реакции с металлом.
- Использование неплавящихся электродов значительно снижает количество дыма и шлака. Шов намного проще зачистить.
- Очень качественное соединение алюминиевых деталей.
- Точные настройки прибора допускают сваривание слишком тонких заготовок.
- Практически нет деформаций деталей, так как сильный нагрев идет только в зоне варки.
К негативным моментам можно отнести относительно недешевые оборудование и расходные материалы (газ, вольфрам, и присадочная проволока). Но при этом можно варить любые алюминиевые изделия в домашней мастерской.
Полуавтоматическое TIG оборудование
Работы построена на подаче проволоки, которая плавит металл и расплавляется сама, формируя при этом шов. Для работы с алюминием такие аппараты также имеют функцию подключения подачи аргона для вытеснения воздуха из зоны варки.
Однако, кроме защитной атмосферы, такие приборы имеют другое преимущество — импульсный принцип работы.
Проволока подается механизмом в сварочную ванну, ее кончик расплавляется под воздействием дуги и образуется капля расплавленного металла. В этот момент увеличение импульса организует давление, под которым частичка расплава как бы вдавливается в поверхность.
Такое импульсное сваривание позволяет получить более качественный шов, по сравнению с другими видами оборудования.
Сварочный полуавтомат с возможностью тиг варки должен обладать следующими функциями.
- Как и при ручном сваривании, к полуавтомату должно подключаться оборудование подачи газа.
- Такой прибор также нужно точно настраивать на соответствующий ток и полярность.
- Обязательно выставляют скорость подачи проволоки и объем расхода газа.
- Наличие осциллятора для увеличения начальной силы тока, позволяющей зажигать дугу в атмосфере с аргона.
- Можно варить очень тонкие алюминиевые заготовки (толщиной от 0,5 мм).
- Сварной шов получается очень высокого качества, более ровный и без наплывов.
- Сварочная проволока имеет необходимые присадки и добавки для усиления прочностных характеристик соединения.
- Во время работы образуется меньше дыма и гари, а шов не загрязняется шлаком.
Из негативных качеств можно назвать довольно недешевую стоимость всего оборудования. Также для работы с такой сваркой нужен опыт работы, а новичку потребуется изначально научиться технике и приемам сваривания алюминия полуавтоматом.
Однако полуавтоматическая тиг сварка на сегодня остается лучшим из доступного оборудования для домашних мастерских.
Сварка алюминия без аргона
В качестве оборудования для сваривания алюминия без аргона используется сварочный инвертор или трансформатор с применением специальных электродов.
Какими качествами должно обладать такое оборудование?
- Инвертор должен иметь функцию переключения с переменного тока на постоянный. Все инверторы работают с переменным током, но повышают его частоту.
- При использовании трансформаторного оборудования потребуется дополнительный выпрямитель. Сварка такого устройства тоже работает на переменном токе и не имеет встроенных возможностей его переключения.
- У прибора должна быть возможность смены полярности. Алюминий без аргона варят только на обратной, когда кабель держателя ставят на плюс, а массу — на минус.
- Сварочное оборудование должно обладать достаточной мощностью.
Инвертор с такими возможностями сможет варить алюминиевые изделия, но с использованием специальных электродов.
Положительными качествами такого оборудования является возможность варить сталь и, в то же время, некоторые цветные металлы. Такое оборудование более дешевое в сравнении с приборами тиг сварки.
Однако при этом нужно иметь очень большой опыт таких сварочных работ, покупать специальные электроды и тщательно готовить детали перед их соединением.
Как выбрать оборудование для сварки алюминия
Однако, при надобности покупки сварочного прибора, стоит обращать свое внимание на пункты, указанные в описаниях к каждому из видов.
Главные принципы таковы:
- Возможности регулировать и переключать режимы тока: от самых низких настроек к высоким (максимально допустимая сила должна быть хотя бы 250 А).
- Главное для обычного инвертора ручной дуговой сварки — наличие функции смены полярности и перевод прибора на постоянный ток.
- У сварочных аппаратов с указанной TIG функцией должна быть возможность подключения горелки с подачей аргона. Это минимум. Но желательно, чтобы он имел настройки подачи газа и различных режимов.
- Полуавтоматы, кроме всех указанных возможностей, должны регулировать подачу проволоки.
- Для всех видов аппаратов важно то, кем оно сделано. Очень много дешевых китайских производителей, которые не имеют лицензий на выпуск продукции. Ведущими марками такого оборудования были и остаются ESAB, KAISER, TESLA, RESANTA и другие.
Без опыта лучше всего перед покупкой обратиться к опытному сварщику, который поможет подобрать для Вас требуемое оборудование и укажет на нужные функции.
Если у Вас есть опыт по выбору, приобретению и использованию сварочного аппарат для варки алюминия, поделитесь им в блоке обсуждения этой статьи.
Как выбрать сварочный аппарат для алюминия

Даже опытные сварщики, впервые сталкиваясь с соединением алюминия ручным дуговом способом, часто испытывают разочарование от качества шва. Если Вам понадобилось регулярно работать с таким «капризным» металлом, то наша статья поможет подобрать сварочный аппарат для алюминия, которым получится создавать качественные герметичные швы.
Особенности и сложности сварки алюминия
Сварка алюминия может понадобиться для заделки трещины в поддоне картера ДВС или коробки передач. Нередко так ремонтируют размерзшийся блок «рубашки» охлаждения двигателя. Аппараты для сварки алюминия востребованы в химической и пищевой промышленности, изготовлении емкостей, коллекторов, фильтров и других изделий.
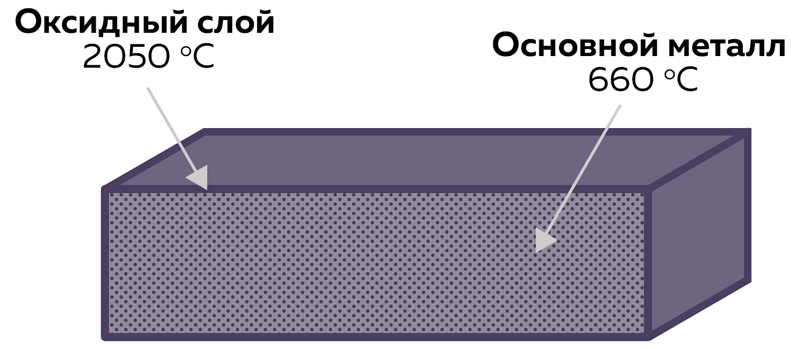
Но алюминий и его сплавы AlMn, AlSi, AlMg хуже свариваются за счет главной особенности — наличия тугоплавкого оксидного слоя на поверхности. Температура его плавления составляет 2044 градуса, тогда как метал под ним течет уже после 660 градусов. Это составляет основную проблему, поскольку малая сила тока не способна проплавить наружный слой, и присадочный металл ложится на поверхности. Большая сила тока приводит к сквозным прожогам. Поэтому классические технологии для сварки алюминия не подходят.
Среди других трудностей в работе с этим металлом следующие:
- Малая разница между температурой плавления и застывания. Алюминий становится текучим при 660 градусах. Но если ему дать остыть всего на 15-20º С, то он уже начинает кристаллизоваться. Требуется аппарат для сварки алюминия, который сможет поддерживать рабочий ток в таком диапазоне, чтобы можно было формировать шов.
- Повышенная теплопроводность. Распространение тепла по алюминию происходит в 5 раз быстрее, чем у малоуглеродистой стали. Сварочная ванная быстро остывает, а деталь может значительно покоробится на большой площади даже от маленького шва.
- Сохранение цвета в расплавленном виде. При сварке черных металлов сварщику легко контролировать состояние сварочной ванны и количество подаваемой присадки, поскольку она становится ослепительно белой, в отличие от красного шлака. Алюминий не меняет цвет в жидком виде и сварщику сложнее визуально понимать насколько сформирован шов.
- Повышенная усадка. После остывания наплавленные валики металла могут значительно просесть, что образует ямки в шве и потребуется повторная наплавка сверху.
- Взаимодействие с внешней средой. При контакте с окружающим воздухом алюминий испаряет водород, что приводит к крупным порам в структуре шва. Давление воды или другой жидкости такое соединение не выдержит. Необходима защита сварочной ванны от внешних газов.
- Повышенная текучесть. В расплавленном состоянии алюминий похож на воду — направлять жидкий металл горелкой сложнее, особенно при ведении шва в наклонной плоскости. Еще это приводит к ускоренным сквозным прожогам.
Первые швы у начинающих сварщиков на алюминии всегда плохие. Постепенно проблема решается тренировками на практике. Но первостепенное значение здесь играет правильный выбор сварочного аппарата, рассчитанного на соединение алюминия.
Какой аппарат лучше всего подходит для сварки алюминия
Поскольку в продаже существуют покрытые электроды с алюминиевым сердечником, то, кажется, самым дешевым способом сваривать этом металл является ручная дуговая сварка при помощи инвертора. Но в действительности ММА сварка по алюминию позволит лишь соединить две стороны металла наложенными сверху каплями присадки.
Прочный и герметичный шов здесь не получится. Для качественного соединения потребуется сварочный аппарат для сварки алюминия с режимами MIG или TIG. У каждого из них есть свои особенности, что следует учесть при выборе.
Использование аппаратов MIG/MAG для сварки алюминия
МИГ сварка — это применение полуавтоматов, в которых сварочная проволока непрерывно подается по каналу прямо в горелку. Второй кабель с зажимом крепится непосредственно на изделие. Замыкание проволоки о поверхность заготовки приводит к возбуждению электрической дуги. Параллельно газ из сопла изолирует сварочную ванну от внешней среды.


- высокая скорость сварки;
- хорошая видимость происходящего в сварочной ванне;
- вторая рука сварщика свободна, чтобы поддерживать заготовку или держаться на высоте;
- можно создавать непрерывные длинные швы;
- после окончания процесса нет шлаковой корки.

- Дороговизна самого оборудования. Еще есть дополнительные расходы на защитный газ (смесь аргона и углекислоты).
- Алюминиевая присадочная проволока тонкая и гибкая, поэтому сильно «гуляет» и сварщику труднее направлять ее.
- Если часто требуется чередовать сварку черных металлов и алюминия одним полуавтоматом, то смена стального канала в горелке на тефлоновый занимает много времени.
- Шов от полуавтомата на алюминии неоднородный по ширине. Если он расположен на лицевой стороне заготовки, то нужна последующая механическая зачистка.
Какие функции должны быть у полуавтоматов для алюминия
Соединять алюминий можно не любыми полуавтоматами. Оборудование для сварки должно обладать следующими функциями:
Hot Start. Эта функция называется «Горячий старт», потому что позволяет накладывать качественный шов с первых миллиметров соединения. Для этого на проволоке поддерживается высокий показатель холостого хода (80-90 В), а сила тока сперва подается чуть выше основного.
Для алюминия это полезно быстрым прогревом поверхности и разрушением оксида. Благодаря этому эффекту шов начинает формироваться сразу, без налипания валиков присадки сверху. На профессиональных аппаратах можно настраивать значение регулировки «Горячего старта», чтобы определять насколько он будет «горячим».
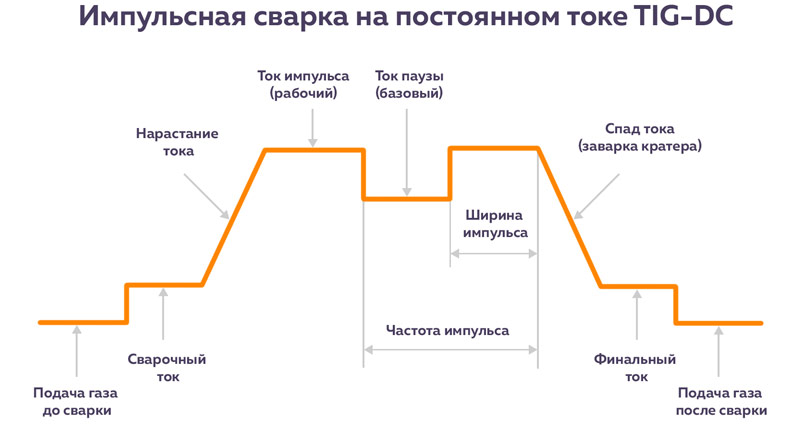
Pulse. Эта функция выдает не ровный базовый ток, а содействует его чередованию. В результате получается амплитуда, где происходит нарастание тока до рабочего импульса, а затем пауза со спадом. В момент пикового напряжения плавится оксид, а в период паузы обеспечивается спокойное вплавление присадочного металла с минимальным количеством брызг.
На профессиональных полуавтоматах можно регулировать как частоту импульса, так и его длину, что позволяет настроить сварку в зависимости от толщины алюминия и вида его сплава. Функция актуальна особенно для тонкого металла, чтобы избежать перегрева поверхности и образования сквозных дыр.
Dable Pulse. Удваивает предыдущий эффект. Кроме амплитуды, чередующей базовый и основной ток, присутствует колебательное нарастание и спад пикового тока. Такая функция еще больше повышает качество сварки алюминия вплоть до капельного переноса металла. Минимальное тепловложение не дает перегреть заготовку и деформировать ее. Швы получаются тонкими, но глубокими, а скорость сварки возрастает.
Использование аппаратов TIG для сварки алюминия
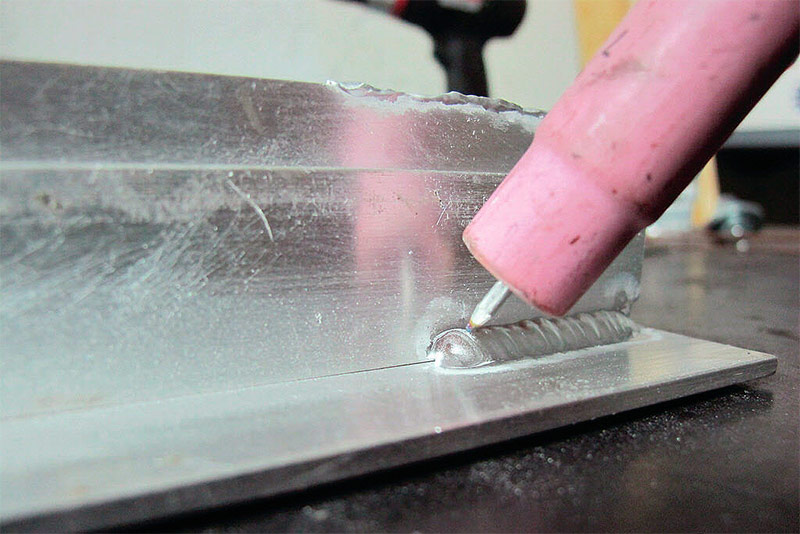
ТИГ сварка алюминия проводится при помощи инвертора, выдающего переменный ток.
В одной руке у сварщика горелка с вольфрамовым электродом. Ее касание о поверхность детали, к которой подключена масса, приводит к образованию электрической дуги. Вольфрам не плавится, поэтому длина электрода не меняется. Для сварки алюминия применяется круглая форма заточки стержня.
Во второй руке сварщика присадочная проволока, подающаяся в сварочную ванну для увеличения высоты шва и придания крепости соединению. Из горелки выходит защитный газ аргон, предотвращающий контакт с внешним воздухом.
Плюсы TIG для сварки алюминия
- шов получается плотным и герметичным;
- не требуется механическая обработка;
- отсутствуют поры в структуре;
- можно выполнять узкие швы 2-3 мм в ширину.
Минусы TIG для сварки алюминия
- повышенный расход средств на присадочную проволоку и газ;
- низкая скорость сварки;
- высокая стоимость оборудования;
- можно создавать только короткие швы;
- игла быстро покрывается брызгами и ее форму нужно править;
- при сварке листового алюминия 1-2 мм толщиной, требуется подложка для предотвращения провалов разогретого металла.

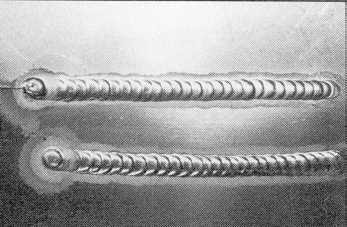
Качество швов, которое можно получить при сварке алюминия при помощи TIG сварки.
Какие функции должны быть у инверторов TIG для алюминия
Хотя любой инвертор можно оснастить вентильной горелкой для ТИГ сварки, но качественно соединить алюминий аргонодуговым методом получится только при наличии следующих функций:
Pulse. Играет такую же роль, что и в полуавтомате. Сокращает тепловложение и не дает прогореть жидкотекучему материалу. Профессиональные аппараты поддерживают настройку волны пульса. Прямоугольная волна дает глубокое проплавление и высокую скорость процесса. Треугольная позволяет легко сваривать тонкие листы алюминия с минимальной передачей тепла. Скругленная волна облегчает контроль сварочной ванны для равномерного провара ответственных соединений. Синусоидальная дает мягкую дугу с широким захватом сварочной ванны, но не глубоким проваром.
Пред и пост газ. Запускает на 2 с предварительную продувку защитного газа, чтобы вытеснить окружающий воздух с места начала сварки. Подает аргон после прерывания дуги в течение 3-10 секунд, давая нормально кристаллизоваться сварочной ванне без вмешательства кислорода.
Переключение на переменный ток. Вести ТИГ сварку инвертором можно только на переменном токе. Для этого обязательно в характеристиках аппарата должно быть обозначение AC/DC.
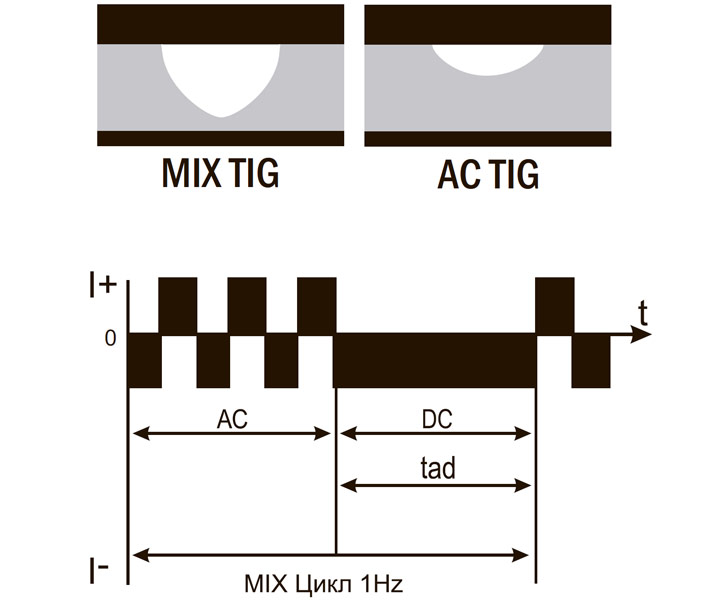
MIX TIG. Этот режим чередует воздействие на материал постоянного и переменного тока. Сперва в работу вступает AC, который разрушает своей частотой оксидную пленку. Затем он сменяется на DC, обеспечивающим глубокий провар с равномерным распределением присадочного металла. Эта функция особенно практична, когда требуется соединить алюминий, толщиной 2 и 7 мм между собой.
Регулировка баланса. Позволяет устанавливать частоту автоматической смены полярности напряжения, что при положительном значении продлевает срок службы вольфрамового электрода и повышает глубину провара, а при отрицательном показателе снижает тепловложение и защищает от прожогов и деформаций.
Изучив требования к аппаратам для сварки алюминия, Вы без проблем сможете подобрать сварочное оборудование для своей автомастерской, цеха или гаража.
Как варить алюминий: обзор моделей и правила работы.

Сварка алюминия – сложный технологический процесс. Использование аргона во многом помогает его облегчить. Аргонодуговая сварка не столь распространена, как MMA или MIG, и в основном используется в профессиональной сфере. Но сейчас все больше и больше сварщиков хотят освоить этот метод. О том, как правильно варить алюминий аргоном, узнаете из данной статьи.
Содержание:
- 1. Сложности процесса
- 2. Какое оборудование необходимо?
- 3. Подготовка поверхности металла
- 4. Алгоритм сварки
- 5. Статьи по теме
Помимо производственной и строительной сферы, сварка с использованием аргона широко распространена в ремонте автомобилей. Есть и специализированные организации, которые оказывают услуги по аргонодуговой сварке. Скажем сразу, стоимость работ недешевая – за 1 см сварочного шва могут назначить цену в 100 – 120 рублей. Это обосновано сложностью технологии: далеко не каждый сварщик умеет варить аргоном – такие мастера на вес золота. Хотите стать одним из них? Тогда расскажем по порядку о тонкостях аргонной сварки алюминия.
Сложности процесса
- Алюминий – очень капризный металл, поэтому к нему нужен особый подход. Это обусловлено следующими его свойствами.
- Оксидная пленка – присутствует на поверхности металла и имеет температуру плавления выше, чем у самой заготовки. От нее нужно избавиться, не повредив при этом деталь.
- Большая усадка – может стать причиной изменения формы шва при его застывании.
- Легкая окисляемость – является причиной появления тугоплавкой пленки на расплавленном металле. Это препятствует образованию монолитного шва.
- Низкая температура плавления – данный вид металла начинает плавиться при температуре 660 °C. Поэтому при воздействии слишком высоких температур, необходимых для удаления оксидной пленки (свыше 2000 °C), металл теряет свою прочность.
- Сохранение цвета при плавлении – усложняет контроль состояния металла. Бывает сложно зрительно определить, что материал перегрет, поэтому могут возникнуть прожоги.
- Большая текучесть – усложняет формирование сварочной ванны, в некоторых случаях приходится использовать теплоотводящие подкладки.
- Высокая теплопроводность – требует проведения сварки с силой тока, в 1,5 раза превосходящей значение тока сварки сталей, которые плавятся при гораздо более высокой температуре.
- Подверженность образованию трещин и пор – является причиной ослабления сварного шва. Поры образуются при испарении водорода, содержащегося в алюминии, а трещины – при охлаждении детали (обычно происходит на заготовках из сплавов алюминия).
Часть этих проблем решает умение сварщика и правильная подготовка поверхности, а часть – аргонная сварка алюминия. Ведь аргон вытесняет кислород из зоны образования шва, создает электропроводную плазму, разрушает оксидную пленку. В результате удается получить качественное эстетичное соединение, не подверженное трещинам и деформации. Именно поэтому данный метод применяют при выполнении ответственных соединений. Но прежде чем описывать сам процесс, разберемся, что понадобится для работы.
Какое оборудование необходимо?

Важно помнить, что алюминий нельзя сваривать на постоянном токе прямой полярности, поэтому аппараты постоянного тока (DC) для работы однозначно не подходят. Нужен аппарат переменного тока (AC) либо универсальный (AC/DC). Очень удобны модели инверторного типа: к их достоинствам относится компактность, легкость регулировок, стабильность процесса сварки.
При покупке оборудования важно правильно определить необходимую для работы силу тока. Выбор делают исходя из толщины соединяемых деталей и типа шва. Например, для сварки металла толщиной 2 мм с отбортовкой кромок сила тока должна достигать 80 – 85 А. Если же работать с заготовкой толщиной в 4 мм и выбрать соединение встык, нужна сила тока до 150 А. Для сварки более толстого металла (до 5 – 6 мм) приходится делать двухстороннее соединение – сила тока может превышать 200 А (подробные рекомендации представлены в таблице).
Рекомендации специалистов. Выбирая сварочное оборудование, обратите внимание на модели BRIMA TIG-200 AC/DC и BlueWeld Prestige TIG 222 AC/DC HF/Lift. Они имеют микропроцессорное управление, бесконтактное высокочастотное возбуждение дуги, функцию форсирования дуги. Контроль рабочих параметров упрощается за счет электронного дисплея. Максимальное значение сварочного тока достигает 200 А. У аппарата BlueWeld предусмотрена защита от короткого замыкания и перепадов напряжения, есть возможность подключения водяного охлаждения для продолжительной работы без угрозы перегрева. Если вам нужен аппарат с большим значением силы тока, подойдет аргонодуговая установка СЭЛМА УДГУ-251 АC/DC (250 А), работающая от трехфазной сети. В конструкции предусмотрены колеса для удобства перемещения.
Также аргонодуговая сварка требует применения дополнительного оборудования: газового баллона, рукавов для соединения с рабочим инструментом, горелки. Оснасткой являются неплавящиеся вольфрамовые электроды и присадочный пруток (параметры выбора приведены в таблице).
Подготовка поверхности металла
Важным этапом является очистка кромок заготовок. Прежде всего нужно провести механическую обработку и обезжиривание. Для удаления жировых и масляных следов используют ацетон или другой растворитель. Также может потребоваться разделать кромки – обычно это необходимо заготовкам толщиной свыше 4 мм. Данный процесс заключается в их скосе, чтобы сварочная ванна находилась ниже поверхности детали – для формирования корня шва. Чтобы исключить прожоги, оставляют небольшое притупление. Для тонких деталей применяется метод отбортовки, то есть кромки загибаются под прямым углом относительно листа таким образом, чтобы при стыковке они плотно прилегали друг к другу. Правильная подготовка кромок перед аргонной сваркой алюминия поможет снять деформацию и напряжение в заготовке и повысит качество формирования шва.
Важно удалить с металла оксидную пленку. С этой целью кромки заготовок на ширине до 30 мм подвергают абразивной обработке, например, проходятся наждачной бумагой. Может использоваться и напильник.
Рекомендации специалистов. Чтобы обеспечить эффективный отвод тепла, заготовку размещают на стальной или медной прокладке. Особенно важна такая мера при работе с тонкими листами – это поможет избежать прожогов.
Алгоритм сварки
После того как детали будут готовы к сварке, необходимо правильно настроить сварочный ток, выбрать электрод нужного диаметра и присадочную проволоку. Воспользуйтесь информацией, приведенной ниже. Если сварочный аппарат двухрежимный, его нужно перевести в режим переменного тока (АС).
Таблица
| Способ формирования шва | Сила тока, А | Толщина заготовки, мм | Диаметр электрода, мм | Диаметр проволоки, мм |
| С отбортовкой кромок | 45 – 50 | 1,0 | 1,0 | — |
| 70 – 75 | 1,5 | 1,6 – 2,0 | — | |
| 80 – 85 | 2,0 | 1,6 – 2,0 | — | |
| Встык, односторонний | 55 – 75 | 2,0 | 1,5 – 2,0 | 1,0 – 2,0 |
| 100 – 120 | 3,0 | 3,0 – 4,0 | 2,0 – 3,0 | |
| 120 – 150 | 4,0 | 3,0 – 4,0 | 2,0 – 3,0 | |
| Встык, двусторонний | 120 – 180 | 4,0 | 3,0 – 4,0 | 3,0 – 4,0 |
| 200 – 250 | 5,0 | 4,0 – 5,0 | 3,0 – 4,0 | |
| 240 – 270 | 6,0 | 4,0 – 5,0 | 3,0 – 4,0 |
 Рекомендации специалистов. Начало сварочных работ ведется на большем значении тока, так как необходимо хорошо прогреть металл. По мере формирования шва ток нужно убавлять, так как тепло распространяется по траектории стыка – это поможет избежать прожогов.
Рекомендации специалистов. Начало сварочных работ ведется на большем значении тока, так как необходимо хорошо прогреть металл. По мере формирования шва ток нужно убавлять, так как тепло распространяется по траектории стыка – это поможет избежать прожогов.
Важно правильно подобрать интенсивность подачи инертного газа. Во многом это зависит от силы тока и скорости ведения горелки. Например, при сварке алюминиевого листа толщиной в 1 мм с силой тока до 50 А расход аргона составляет 4 – 5 л/мин. Если приходится обрабатывать деталь толщиной в 4 – 5 мм, а значение сварочного тока превышает 150 А, расход увеличивается до 8 – 10 л/мин. Чрезмерная подача аргона в зону сварки может стать причиной подмешивания в газ воздуха, что негативно скажется на формировании шва. Если же, напротив, газа недостаточно, не удастся добиться эффективной защиты сварочной зоны от кислорода.
Рабочий процесс начинается с продувки газом. Для этого горелку включают на 20 секунд. Подносят рабочую часть к металлу на расстоянии до 2 мм – это оптимальное расстояние для возбуждения электрической дуги. Важно помнить, что аргонная сварка алюминия, впрочем, как и других металлов, не терпит разжигания дуги касанием. Поток аргона защищает зону сварки от кислорода, а электродуга расплавляет кромки и присадочную проволоку (при ее использовании). Для формирования шва следует держать горелку так, чтобы электрод был расположен под углом в 70 – 80° относительно детали.
Если вы используете присадочную проволоку, она должна подаваться под прямым углом относительно электрода. Проволока движется перед электродом, так удается лучше защитить шов. Подача присадочного материала осуществляется короткими возвратно-поступательными движениями. Процесс заключается в том, что проволока приближается к поверхности и касается кончиком, затем направляется назад и вверх. Недопустимы поперечные движения электрода и проволоки. Чтобы шов был равномерным, движения сварщика должны быть плавными. Если делать резкие движения, металл может разбрызгиваться.
Рекомендации специалистов. При аргонной сварке алюминия на протяжении всего шва старайтесь соблюдать одинаковое расстояние между электродом и заготовкой – оно должно быть не более 1,5 – 2,5 мм. Чем оно меньше, тем короче будет дуга, а металл расплавится равномерно. В итоге вы получите эстетичное и прочное соединение.
Из-за усадки алюминия при нагреве расплавленный металл быстро застывает. Поэтому углубление в конце шва при охлаждении может лопнуть. Чтобы этого не случилось, необходимо в конце шва направить дугу в обратную сторону и заварить это углубление. После окончания следует продуть горелку газом – не более 10 секунд. Как определить качество шва? Он должен иметь одинаковую ширину, а его структура – напоминать чешуйки. При этом не должно быть пузырей, наплывов и непроваров.
Вот и все, что нужно знать об аргонной сварке алюминия на начальном уровне. Надеемся, что наша статья помогла вам разобраться в технологии и особенностях процесса. Чтобы приступить к работе, вам понадобится оборудование для TIG-сварки. Купите его в нашем интернет-магазине и как можно быстрее приступайте к работе!
Как выбрать аппарат для сварки алюминия
Алюминий – распространенный конструкционный металл. Нередко умельцы ремонтируют детали дома, в гаражах, небольших мастерских автосервиса. Качество швов зависит не только от квалификации сварщика, его опыта, но и от оборудования. Производители предлагают много моделей разной стоимости. При покупке аппарата для сварки алюминия важно учитывать некоторые нюансы. Смотреть не только рабочие параметры генератора, но и регуляторы. Надписи на них должны быть крупными, чтобы не приходилось надевать очки. Хороший аппарат интуитивно понятен, рассчитан на мастера любого уровня подготовки и возраста.

Особенности сварки алюминия
При выборе сварочного аппарата по алюминию для мастерской учитывают особенности алюминиевых сплавов. На производстве при монтаже конструкций используют устройства для аргонной сварки. Это связано со свойствами металла: он плавится при небольшой температуре – всего 660°С, но на поверхности образуется тугоплавкая пленка оксидов, которую можно пробить нагревом до 2200°С. Степень разогрева алюминия сложно определить на глаз – металл не меняет цвет, сварщику сложнее следить за ванной расплава.
Способность алюминия активно окисляться негативно отражается на качестве шва. Для защиты ванны расплава используют аргонную атмосферу. Облако инертного газа оседает над рабочей зоной, препятствует доступу воздуха. Для работы с алюминием нужно оборудование для подачи защитного газа. При заделке трещин, небольшом ремонте эффективно использовать аргоновую сварку TIG с применением вольфрамового неплавящегося электрода, поддерживающего дугу. Шов образуют наплавочной проволокой. В частных владениях, садах, гаражах чаще приходится ремонтировать сталь, поэтому необходимо предусмотреть возможностью ручной электродуговой сварки с обычными плавящимися электродами (ММА).
Виды сварки алюминия
Присутствие в алюминиевых сплавах легирующих добавок, а также оксидный слой не позволяют сваривать металл обычными способами, поэтому для этих работ используют особые методы соединения деталей. Наиболее популярными из них являются следующие методы:
- соединение деталей вольфрамовым неплавящимся электродом в инертной среде с использованием переменного тока (AC TIG);
- сварка в аргоновой среде постоянным током с полуавтоматической подачей проволоки (DC MIG);
- сплавление сварочным инвертором без использования инертного газа покрытыми плавящимися электродами (ММА).
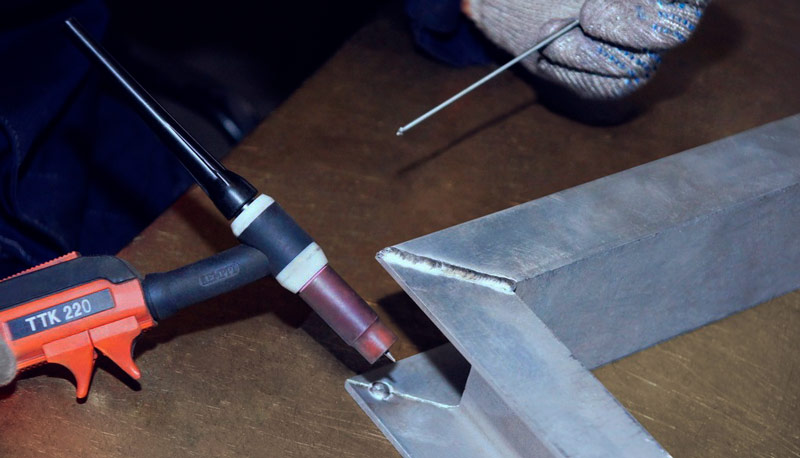
Аргонодуговой метод (AC TIG) используется при тщательной сварке без пор и грубых швов с ручной подачей проволоки и с подачей аргона 6—8 л в минуту. Переменный ток обеспечивает расплавление тугоплавкого оксидного слоя на поверхности алюминиевых пластин и создаёт сварочную ванну, необходимую для процесса соединения деталей. Такой аппарат для сварки алюминия позволяет ремонтировать тонкостенные детали из различных сплавов, но очень чувствителен к загрязнению вольфрамового неплавящегося электрода.
При сварке DC MIG используются регулируемая подача проволоки к месту соединения деталей и подача аргона от газового баллона с расходом 7—9 л в минуту. Работа производится постоянным током с использованием специальной горелки с соплом. Для подачи газа используется регулируемый редуктор, а сварочная проволока толкается специальным механизмом в корпусе сварочного аппарата. Выполнение сварки требует достаточной квалификации и при наличии опыта даёт хороший результат.
Сварка методом ММА требует повышенного внимания к чистоте свариваемых поверхностей, поскольку процесс происходит без инертного газа. Нужно приложить определённые усилия, чтобы свести к минимуму влияние оксидного слоя. Для очистки поверхности используют механический способ, а также ацетоносодержащие растворители. Перед началом работы свариваемые детали прогреваются до температуры 250 оС, а электроды для алюминия прокаливаются, потому что имеют гигроскопичное покрытие. При этом методе на электрод подаётся обратное напряжение.
При работе следует помнить о технике безопасности и о спецодежде, которая состоит из сварочного костюма и перчаток, а также защитной маски со светофильтром.
Параметры выбора аппарата для сварки алюминия
Любой аппарат аргонодуговой сварки перед работой настраивают. На какие параметры стоит обратить внимание.
Силовые характеристики тока
Алюминий варят на переменном токе высокой частоты, лучше, если ток импульсный, дуга будет стабильной. Для сварки толстостенных заготовок необходим ток в пределах 250 А. У большинства инверторов максимальный показатель 200 ампер, ими тоже варят толстые заготовки, если это устройство с большим КПД, набором дополнительных функций, обеспечивающих качество швов.
Категория инвертора
На прилавках есть бытовые, полупрофессиональные, профессиональные сварочные аппараты, которыми варят алюминий:
Бытовые генераторы тока компактные, их легко переносить с места на место. Они запитываются от стандартной сети 220 В. Их приобретают для небольшого объема работ. В напряженном режиме простые инверторы долго не работают, выходят из строя.
У полупрофессиональных моделей обязательно есть дополнительные функции, несколько режимов сварки. Это оборудование тяжелее, к нему больше комплектующих. Аппараты приобретают для небольших частных мастерских.
Профессиональные сварочные аппараты рассчитаны на большую нагрузку, для личных целей, выездных работ их приобретать нецелесообразно.
Функциональность
Приобретая аппарат с функцией ММА, можно будет варить алюминий и другие металлы: углеродистые и легированные стали, медь, латунь. Аппараты для сварки ММА/ТIG удобны в небольших мастерских и для личного пользования.
Полуавтоматы удобны для работы с тонкостенным металлом, их приобретают для автомастерских, где проводят кузовной ремонт. Универсальные устройства 3 в 1 расширяют диапазон использования оборудования. Ими варят не только алюминий, но и другие капризные металлы в режиме ручной, электродуговой, полуавтоматической сварки. В них есть система подачи защитного газа в рабочую зону. Стоимость оборудования высокая. Он окупится при большом объеме выездных работ или в мастерской. Его используют при монтаже металлоконструкций, а том числе из алюминия.
Аппараты для сварки алюминия
На поверхности свариваемого алюминия может появляться тугоплавкая пленка алюминиевой окиси, которая имеет большую плотность, чем сам свариваемый металл. Пленка, которая образовывается на поверхности металла, убирается механическими или химическими методами. Образовавшуюся пленку можно удалять с помощью катодного распылителя при сваривании или же использовать флюсы, которые разрушали и превращали ее в летучие соединения.
При повышении температуры металла при сваривании его прочность значительно понижается. Твердый металл, который не расплавился при сваривании, может поддаться разрушению под давлением массы сварочной ванны. Контролировать размер сварочной ванны при сваривании алюминия может быть сложно, потому что его цвет не изменяется при нагреве. Для того чтобы избегать прожогов металла применяют керамические прокладки или же прокладки из более тугоплавкого металла.
Алюминий можно сваривать с помощью инвертора в среде инертных газов, то есть с применением аргона и неплавящихся электродов. Все, кто интересуется свариванием в домашних условиях, должны знать, что при длительной работе вольфрамового электрода могут скапливаться наросты его окислов, что будет значительно снижать качество сваривания.
Для того чтобы удалить такие наросты электрод затачивают с помощью твердого мелкозернистого диска. Такой инструмент позволяет предохранить рабочую поверхность электрода от образования бороздок или заусенцев. Диск, которым Вы затачивали сварочный электрод, не нужно использовать для работы с другими предметами металлами. Уменьшить возможность появления наростов можно благодаря интенсивному охлаждению электрода и обеспечению сварочной ванны эффективной газовой защитой.
При аргонодуговом сваривании горение электрической дуги происходит между поверхностью свариваемого металла и самим электродом. Сварочный электрод расположен в горелке, через которую с помощью сопла подается инертный газ для защиты сварочного процесса. В качестве расходного материала и дополнительной добавки металла в сварочную ванну может использоваться присадочная проволока, которая подается вручную или с помощью автоматизированных методов.
Перед тем как сваривать алюминий аргоном, нужно определиться, какую марку присадочной проволоки Вы будете использовать. Ваш выбор должен зависеть от химического состава свариваемого металла. Для работы с техническим алюминием профессионалы рекомендуют использовать проволоку таких марок, как АО, АД, или АК. Диаметр проволоки от 2 до 5 миллиметров. При проведении сварочных работ со сплавами алюминия с магнием можно применять аналогичные марки проволоки. При этом содержание магния в ней должно быть более высоким и быть способным компенсировать угар металла при проведении сварочных работ.
Сварка алюминия полуавтоматом Сварка алюминиевой банки
Полуавтомат для сварки алюминия
При этом способе сварки, проволока подается в газовую среду. Такой метод сопоставим с аргонодуговым. Но, во время работы, в полуавтоматическое оборудование необходимо внести определенные корректировки.
Сварщику следует осуществлять контроль над скоростью подачи проволоки. Проволоку нужно подавать быстрее, так как алюминий относится к категории мягких и пластичных металлов.
Благодаря специализированному оборудованию удается достичь не только хорошей скорости сварки, но и высокого качества шва.
Инверторное оборудование для сварки алюминия
При сварке металла таким способом, необходимо соблюдать определенные условия:
- Электроды допускаются только с маркировкой — ОЗА-1, ОЗАНА, ОЗА.
- Обязательно нужно выполнить прожарку исходника, перед началом проведения работ.
- Инвертор рекомендуется оснастить специальной приставкой для проведения аргонодуговой сварки.
Аргонная сварка
Во время проведения работ применяются вольфрамовые электроды.
Аппарат должен быть оснащен дугой с высокой частотой.
Выделим основные полезные функции, характерные для аргонодугового оборудования:
- возможность корректировки частоты тока, что позволяет контролировать состояние дуг;
- сварка элементов в труднодоступных местах;
- возможность работы с деталями малой толщины.
Чем и как паять алюминий в домашних условиях
Для пайки алюминия и изделий из него в домашних условиях можно использовать как газовую горелку, так и паяльник. Он должен быть достаточно мощным, поскольку пайка алюминия требует высоких температур в отличие от пайки меди. Паяльник для пайки алюминия нужен не менее чем на 60 Вт.

Сам процесс пайки алюминия в домашних условиях выглядит так:
- В начале поверхность алюминия тщательным образом обезжиривается. Для обезжиривания допускается использовать бензин, ацетон и растворители;
- Затем производится удаление оксидной пленки с поверхности алюминия. Сначала наждачной бумагой, а затем флюсом для пайки алюминия;
- После этого осуществляется нагрев места пайки (газовой горелкой или паяльником) и распределение припоя.
Припой подносится к месту пайки, после чего расплавляется паяльником и заполняет собой пустоты или место соединение деталей. Вся сложность здесь заключается в быстром остывании алюминия, поэтому часто флюс и припоя приходится подносить к месту пайки повторно, разогревая их паяльником или газовой горелкой.
Виды и назначение оборудования
Любое оборудование для аргонодуговой сварки алюминия должно обеспечивать выполнение одной, или сразу обеих ниже перечисленных технологий:
- Аппараты с функцией ручной TIG-сварки. Источником тока служит инвертор на полупроводниках. Процесс происходит при переменном токе, частота и баланс которого должны настраиваться при помощи приборной панели. Используется тугоплавкий электрод из вольфрама.
- Инверторы с функцией полуавтоматической сварки MIG при постоянном токе с обратной полярностью. В качестве электрода используется проволока из алюминия с различными добавками. Скорость подачи присадки должна выставляться аппаратным способом.
ТОП 10 сварочных аппаратов для сварки алюминия
В силу своих химических и физических свойств, сварка алюминиевых конструкций ведется иначе, чем сварка стали, нержавейки и других металлов. Чтобы швы получились прочными и ровными, а конструкция из алюминиевых сплавов была надежной, используются специальные технологии. В частности, нередко специалисты применяют аргоновый сварочный аппарат по алюминию. А поскольку сплавы алюминия характеризуются прочностью, небольшим весом и высокой стойкостью к коррозионным явлениям, то сочетание таких качеств сделало возможным использование их во многих отраслях промышленности: самолетостроении, судостроении, автомобильной промышленности и других. Алюминий в чистом виде, без примесей, имеет совсем небольшую прочность и его применение носит несколько иной характер. В изготовлении конструкций он используется редко, только в пищевом и электротехническом производственном циклах, где идет на изготовление форм и упаковок. Сварка алюминия усложняется низкой температурой его плавления, поэтому при работе большая вероятность прожига заготовок.

Фото:https://rozetka.com
Содержание:
Рейтинг лучших сварочных аппаратов для сварки алюминия на 2020 год
Сегодня наши специалисты постарались подобрать самые лучшие модели сварочных аппаратов для сварки алюминия на этот год, опираясь на такие важные характеристики как цена, качество и конечно же надежность. Надеемся, что наша статья окажется полезной для вас, и непосредственно вы сумеете подобрать для себя наиболее привлекательный полуавтомат для сварки алюминия.
Тriton АLUMIG 200 SPULSE SYNERGIC

Фото:https://beru.ru
Сварочный аппарат, который поддерживает MIG и MAG сварку. Благодаря этому обеспечивается качественная сварка алюминия и его сплавов. Возможности аппарата: продувка газом зоны сварки, есть несколько циклов (в начале и в конце). Удобная функция «Burn Back», позволит настроить аппарат на определённое время отжига проволоки. Сварочные аппараты «Тriton АLUMIG 200 SPULSE SYNERGIC» применяются для сварки алюминия и сплавов из него, а также для сваривания нержавеющей стали. Так что если вы еще не знаете, при посредничестве какого аппарата производить сварку для алюминия, то присмотритесь к данной модели.
Сварочный аппарат Тriton АLUMIG 200 SPULSE SYNERGIC
Достоинства:
- надежный
- хороший срок службы
- мощный
Недостатки:
- не обнаружены
Triton ALUTIG 200P AC/DC

Фото:https://beru.ru
Данный аппарат для сварки алюминия имеет удобную функцию MIX/TIG. Благодаря этому можно задействовать особый режим при сварке алюминиевых сплавов, который обеспечит качественный провар металлов при их различной толщине — тиг сварка алюминия. Аппарат для сварки удобен как на стройке, так и в гараже. Сварка алюминия происходит без наплывов. Что очень важно, аппарат Triton ALUTIG 200P AC/DC имеет небольшой расход газа и позволяет производить, в том числе, и точечную сварку алюминия.
Сварочный аппарат ALUTIG 200P AC/DC (TIG, MMA)
Достоинства:
- удобен в использовании
- мощный
- надежный
Недостатки:
- не обнаружены
Аurora РRО INТER TIG 200 АС/DC РULSЕ

Фото:https://beru.ru
Хороший сварочный аппарат для tig сварки алюминия и сплавов. Его особенностью является удалённое управление посредством небольшого пульта. Аппарат можно использовать как для TIG, так и для MMA сварки, причём любыми видами электродов. В целом, сварочные аппараты Аurora РRО INТER TIG 200 АС/DC РULSЕ отличаются своей производительностью и качеством сварки. Из преимуществ, следует выделить не только высокую производительность, но и многофункциональность. Благодаря наличию импульсного режима, инвертор можно применять в качестве сварочного аппарата для нержавейки и алюминия.
Сварочный аппарат Аurora РRО INТER TIG 200 АС/DC РULSЕ
Достоинства:
- управление через пульт
- качественный
- мощный
- многофункциональный
Недостатки:
- цена
RЕАL ТIG 200 P АС/ДС

Фото:https://beru.ru
Особенностью этого сварочного аппарата является возможность варить при низком напряжении в 160 Вольт. Аппарат имеет несколько режимов работы 2Т/4Т для обеспечения качественной импульсной сварки. Поэтому сварочные аппараты RЕАL ТIG 200 P АС/ДС пользуются огромной популярностью. Единственный их недостаток связан с тем, что в режиме работы 2Т нет возможности заварить картер.
Сварочный аппарат PRO TIG 200 P DSP AC/DC (Е201) (TIG, MMA)
Достоинства:
- сварка при низком напряжении
- несколько режимов работы
- популярный бренд
Недостатки:
- отсутствует возможность заварить кратер
ТЕСН TIG 200 Р АСDС (Е101)

Фото:https://beru.ru
Аппарат имеет возможность продувки газом, до и после сварки, а также кратковременную подачу импульсного тока, что в значительно мере облегчает возможность возбуждения сварочной дуги. Из плюсов следует выделить наличие режима импульсной сварки с возможностью регулировать частоту импульса. Также есть уже популярный режим сварки АС/DC с возможностью регулировки нарастания тока по времени. Сварочные аппараты для алюминия нашли широчайшее применение в автомастерских. Из недостатков следует отметить большое количество настроек, так что неподготовленному сварщику можно легко запутаться.
Сварочный аппарат TECH TIG 200 P AC/DC (E101) (TIG, MMA)
Достоинства:
- продувка газом
- режим импульсной сварки
- мощный
- надежный
Недостатки:
- сложности в управлении и настройке
Triton ALUMIG 250Р Dруlsе Synergic 380v

Фото:https://beru.ru
Из имеющихся особенностей данной модели следует выделить наличие особой технологии под названием «Soft Switch», которая защищает данную модель аппарата от перегрева и сильных скачков тока. Также в сварочном аппарате имеется так называемый режим «Горячий Старт». Благодаря этому не требуется предварительный прогрев оборудования для сварки алюминия. Ну а наличие режимов 2Т/4Т с возможностью заварки кратера, существенно облегчают рабочие будни сварщика.
Сварочный аппарат ALUMIG 250P Dpulse Synergic 380v (MIG/MAG)
Достоинства:
- защита от перегрева и скачков тока
- горячий старт
- прост в управлении
- мощный
- надежный
Недостатки:
- не обнаружены
Wert SWI 190 (TIG, MMA)

Фото:https://beru.ru
Wert — одна из лучших фирм сварочных аппаратов. Модель SWI 190 универсальна, работает по TIG и MMA технологии. Мощность прибора небольшая — 3,5 кВт, но и стоит он недорого. Наибольшая токовая сила — 190 А. Благодаря свей компактности и легкости (масса меньше 2,5 кг) аппарат ценится монтажниками, выполняющими высотные работы. Среди полезных опций — хот-старт, защита от залипания электрода, возможность регулировки форсирования дуги.
Сварочный аппарат Wert SWI 190 (TIG, MMA)
Достоинства:
- малый вес
- дешевая модель
- можно регулировать форсирование дуги
Недостатки:
- небольшая мощность
ELITECH АИС 220 Prof (TIG, MMA)

Фото:https://beru.ru
За счет высокого показателя мощности (7,4 кВт) и универсальности модель можно отнести к приборам полупрофессионального уровня. Сварочный аппарат рассчитан на продолжительную безостановочную работу при нормальном и пониженном напряжении. Для удобства управления оборудован цифровым дисплеем с точной настройкой рабочих критериев. Сила тока регулируется от 10 до 220 А. Модель обладает функцией хот-старта, дугового форсирования.
Сварочный аппарат ELITECH АИС 220 Prof (TIG, MMA)
Достоинства:
- горячий старт
- антиприлипание
- форсирование дуги
- точность настройки
Недостатки:
- не обнаружены
Сварог PRO TIG 200 P DSP AC/DC (Е201) (TIG, MMA)
Фото:https://beru.ru
Компактный сварочный аппарат PRO TIG 200 P DSP AC/DC (E201) от фирмы Сварог, построенный по SMT технологии с туннельным обдувом, позволяет выполнять профессиональную TIG-сварку как при постоянном, так и при переменном токе. При этом пользователю доступен режим импульсной сварки TIG Pulse, точечная сварка TIG, режимы 2Т/4Т и ручная дуговая сварка MMA. Современные функции сварог е201 позволяют добиться стабильного зажигания и горения дуги во всем широком диапазоне сварочного тока. Устройство отвечает самым высоким требованиям безопасности и надежности благодаря классу защиты IP21S, улучшенной системе охлаждения и встроенной защите от перегрева.
Сварочный аппарат Сварог PRO TIG 200 P DSP AC/DC (Е201) (TIG, MMA)
Достоинства:
- два типа сварки
- многофункциональность
- импульсный и точечный режим
- удобная ручка
Недостатки:
- тяжелый
- высокая цена
Wester MINI 220T (MMA)

Фото:https://beru.ru
MINI 220T (MMA) марки Wester считается самым маленьким и самым простым в эксплуатации инвертором для сварки алюминия. Силовые показатели устройства — от 30 до 220 А, также имеется приличная мощность — 7 кВт. Аппарат способен долго трудиться без остановок при значительных нагрузках и просадках напряжения. Передняя панель имеет жидкокристаллический дисплей, датчики подключения к энергосети, перегрузку. Есть функции плавной регулировки, горячего старта, антиприлипания, встроенная термозащита. Решетки вентиляции защищены от попадания окалины. Если вы еще не знаете, какой сварочный аппарат лучше, то присмотреть к данной модели.
Сварочный аппарат Wester MINI 220T (MMA)
Достоинства:
- легкость управления
- долгая беспрерывная работа
- устойчивость к нагрузкам и перепадам тока
- встроенная термозащита
Недостатки:
- отсутствует транспортировочная ручка
На этом наша статья про сварочные аппараты для сварки алюминия подходит к своему завершению. Удачных покупок и правильного выбора!