Каким током варит сварочный инвертор?
Основные характеристики сварочного инвертора
Максимальный диаметр электрода
По своей сути – та же характеристика диапазона рабочего тока. Иногда по неграмотности или злонамеренно указывается диаметр электрода, которым заявленным максимальным током варить не получится. Иногда наоборот: указан максимальный диаметр электрода, явно не дотягивающий до значения заявленного сварочного тока.

Последний вариант изредка является проблеском совести поставщиков-обманщиков. В качестве максимального тока они указывают ток короткого замыкания. А максимальный рабочий диаметр электрода указывают все-таки честно.
Тип сварочного тока: постоянный (DC) или переменный (AC)
Варить постоянным (иначе прямым, по-английски – DC) током проще: легче удерживать дугу. Поэтому 99,9% современных инверторных аппаратов ММА выдают постоянный сварочный ток.
А вот среди трансформаторов раньше большинство составляли как раз аппараты переменного тока.
Переменный ток (по-английски – AC) используется для сварки цветных металлов. Но не аппаратами ММА, а аппаратами TIG. Поэтому сварочный инвертор ММА, выдающий переменный ток, — большая редкость.

Напряжение без нагрузки
После включения аппарата, до момента поджига дуги напряжение на кончике электрода существенно выше, чем во время работы. И чем оно выше, тем легче поджечь дугу. Но стандарты запрещают уровень напряжения холостого хода на аппаратах, выдающих прямой ток, свыше 100В.

Для еще большего сокращения рисков используют т.н. блоки VRD. Аппарат, снабженный VRD, имеет на кончике электрода до начала поджига дуги всего несколько вольт. И лишь при прикосновении к металлу напряжение холостого хода восстанавливается до уровня, необходимого для поджига дуги.

На всех электродах всегда указывается полярность подключения, тип сварочного тока (постоянный или переменный) и минимально требуемый для поджига уровень напряжения холостого хода. Для абсолютного большинства широко распространенных электродов он не превышает 60В.
Напряжение холостого хода, также как и сварочный ток, зависит от уровня входного напряжения. Чем ниже напряжение в источнике питания, тем ниже напряжение холостого хода. Поэтому по мере снижения напряжения питания поджиг электрода становится все сложнее.
Рабочий цикл, он же ПВ (период включения), он же ПН (полезная нагрузка)
ПВ указывается двумя цифрами. Первая – сила тока. Вторая – процент времени. Например, «130А-50%» означает, что данный аппарат током 130А может варить половину времени. А столько же будет простаивать в ожидании охлаждения до рабочей температуры. Если измерения проводятся на максимальном токе аппарата, первую цифру опускают, оставляя только показатель в процентах. Например, если аппарат с номиналом 160А имеет напротив «ПВ» запись «30%», это означает, что током 160 ампер он может работать 30% времени, а 70% будет остывать.

Все верно. Остается только добавить, что отечественный ГОСТ Р МЭК 60974-1-2004 не устанавливает единой обязательной методики измерения показателя ПН для аппаратов ММА.
«Стандарт не распространяется на источники питания для ручной дуговой сварки с ограниченным режимом эксплуатации, которые проектируются преимущественно для эксплуатации непрофессионалами»

Европейская методика, изложенная в стандарте EN60974-1, предлагает измерение на нагрузочном стенде при температуре окружающей среды 40С только до первого отключения ввиду перегрева. Полученный результат относят к 10-минутному промежутку. Получается, сработала термозащита через 3 минуты, цикл аппарата на данном токе – 30%.

Методика концерна TELWIN. К настоящему времени ее используют большинство китайских производителей (тех, которые вообще проводят такие испытания своих машин). Сам итальянский концерн при замерах ПВ своих аппаратов по собственной методике после показателя скромно указывает «TELWIN». Абсолютное большинство китайских производителей этого не делает.

Наконец, существует российская, она же советская, методика. По своей сути она ближе к методике TELWIN: суммируются все промежутки за контрольный период, когда аппарат работал. Но отрезок берется не 10, а 5 минут. И – самое главное – аппарат сначала вводится в режим срабатывания защиты от перегрева, после чего начинаются измерения.

В итоге один и тот же аппарат по всем 3 методикам выдает совершенно различный процент! Естественно, самые скромные «циферки» получаются по европейской методике, а самые впечатляющие – до 2 раз и более – по методике Telwin.
Исполнение: класс защиты IP

Класс защиты IP указывает на исполнение электротехнических приборов в отношении твердых объектов (первая цифра) и жидкостей (вторая цифра).
Определить степень защиты аппарата можно визуально. Если у аппарата с IP21 все вентиляционные щели полностью открыты, то у IP22 они уже прикрыты сверху выступающими козырьками. А у аппарата с IP23 эти козырьки почти полностью закрывают щели.
Степень защиты IP24 и выше технически затруднена и не имеет смысла.
Исполнение: класс изоляции (по нагревостойкости)
Многие материалы при нагреве выше определенной температуры утрачивают свои рабочие свойства. Для стандартизации материалов по данному признаку введена классификация изоляции по нагревостойкости. Почти все сварочные инверторы на транзисторах IGBT имеют класс изоляции H, что соответствует предельной температуре нагрева 180С. Предыдущая «ступенька» — класс F – означает предел нагрева 155С. Выше класса F – только класс С, указывающий на возможную температуру нагрева свыше 180С.
Температура эксплуатации

Как и внутренний нагрев, внешний нагрев и особенно охлаждение накладывают на эксплуатацию определенные ограничения. Большинство инверторных сварочных аппаратов пригодны для работы в диапазоне от 0С до +40С. Если аппарат пригоден для эксплуатации на морозе, обязательно указывается его предельное значение: минус 20С или минус 40С.
Как научится сварке электродами начинающим — варим инвертором правильно
Сварка инвертором невероятно востребована. В этой статье мы постараемся ответить на вопросы: Как научиться правильно и качественно варить ручной электродуговой сваркой? Для чего применяется инверторная сварка и нужна ли она начинающим. Этим и многим другим интересуются начинающие осваивать этот очень полезный навык.
Сварка – это процесс получения неразъёмного соединения с помощью повышенной температуры и (или) давления.
Сегодня речь пойдёт о том как научиться варить сварочным инвертором, процессу, при котором нагрев сварной зоны происходит при горении электрической дуги, плавлении электрода. Начинающим сварщикам будет крайне полезно.
Оборудование. Инверторный сварочный аппарат.

Тяжелые трансформаторы с генераторами для проведения сварных работ не в полной мере соответствуют современным требованиям, а также в большинстве своём ушли в прошлое.
Мы рассмотрим процесс ручной дуговой сварки с применением сварочного аппарата инверторного типа. Инверторный сварочный аппарат — это компактный полупроводниковый прибор с системами регулирования и защиты.
Преимущества инверторного сварочного аппарата в сравнении с трансформаторами и генераторами:
- малый вес и габариты;
- меньший объём потребления электрической энергии;
- плавность регулировки силы тока;
- стабильность дуги при сварке на малых токах;
- малое разбрызгивание электродного металла при сварке.
Инверторные аппараты различаются величиной максимальной силой тока, соответственно, диаметром применяемых сварочных электродов, которыми можно будет варить данным аппаратом. Также важнейшим параметром характеризующий инвертор является параметр — продолжительность включения или ПВ%.
Чем выше процент ПВ тем дольше без остановки аппарат может варить. Значение 100% соответствуют 10 минутам непрерывной работы аппарата, на максимальном токе. Приведем пример, если ПВ 80% у инвертора с max током 120А. Значит получится проводить процесс 8 минут непрерывно, с током 120А. Если ток ниже максимума, значит аппарат сможет варить без перерыва дольше. В случае если надо варить длинные швы или толстый металл более 10 мм, нужно чтобы ПВ был 80% или более.
Если нудно для дома, гаража, дачи или для обучения, то можно использовать ПВ 40 – 70%. Такими параметрами ПВ обладают большинство сварочных инверторов (Ресанта, Сварог, Esab, Fubag и прочие).
Небольшие рекомендации по выбору инвертора для сварки.
Не стоит брать для обучения дорогой сварочник. Ведь непрерывно варить больше 5 минут не получится так как просто прогорит электрод. Для большинства выполнения задач по сварочным работам достаточно электродов диаметром не более 5 мм, исходя из этого подбирается соответствующий инвертор.
Выбор марки электрода — тема отдельной статьи. Вы можете ознакомиться тут. А пока, приобретайте самые простые и дешёвые.
Диаметр выбираемого электрода зависит от толщин свариваемого изделия. Примерно равен ей, или чуть меньше. Учиться варить лучше сварочными электродами диаметром 2,5 мм — 4 мм, с основным покрытием.
Сварочные электроды необходимо хранить в сухом и тёплом месте, в герметично закрытой таре.
Сварочная маска — это та часть оборудования, на которой не стоит экономить, если вы собираетесь квалифицированно заниматься и сохранить своё зрение. Хорошая маска с заменителем прослужит вам много лет. Продавец — консультант в магазине поможет вам с правильным выбором. Лучше чуть больше заплатить и взять максу хамелеон, которая автоматически затемняется. Это удобно, видно, где находится электрод до начала процесса. Обычная маска со светофильтром из темного стекла не даст такой возможности. Еще один плюс хамелеона – можно отбивать шлак без щитка. Сама маска будет вместо него.
При выполнении сварочных работ Вам будет необходим вспомогательный инструмент и материалы:
- Угловая электрическая шлифовальная машинка («болгарка») с комплектом отрезных или шлифовальных дисков. С ее помощью происходит подготовка свариваемых поверхностей, а также готовый шов.
- Молоток для отбивания окалины.
- Металлическая щетка, для зачистки поверхностей от брызг металла, остатков окалины.
- Средство для обезжиривания свариваемых поверхностей.
- Обтирочный материал (ветошь).
Обязательно позаботьтесь о своей безопасности, а также экипировке, для этого Вам необходимы:
- Полностью закрытый комбинезон из огнестойкого материала;
- ботинки на резиновой подошве;
- толстые кожаные или замшевые сварочные рукавицы (краги);
- защитные очки для работы со шлифовальной машинкой или защитный щиток;
- защитные перчатки для работы с электроинструментом;
Подготовка рабочего места
Продумайте перед началом работы, что, как и в каком порядке делать, чтобы это было безопасно для вас, а также окружающих. Перед тем как начинать работы необходимо подготовить себе рабочее место:
- Проверить комплектность оборудования: сварочные кабели, состояние изоляции проводов, кабелей электропитания от сети к инвертору, сам аппарат;
- убрать посторонние предметы;
При обнаружении нарушения целостности изоляции проводов, кабелей электропитания, а также нарушении целостности разъёмов для их подключения в сеть приступать к работам нельзя, до устранения неисправностей!
- Приготовить свариваемые детали;
- проверить достаточна ли обеспечена вентиляция рабочего места;
- проверить достаточно ли освещена рабочая зона, в случае когда недостаточно естественного освещения через оконные проёмы, предусмотреть дополнительное освещения за счёт установки светильников;
- приготовить место, где будете сидеть при проведении работ;
- подготовить осмотреть необходимый вспомогательный инструмент;
- проверить шлифовальную электрическую машинку (требования электробезопасности такие же, как указаны выше);
- подготовить необходимые абразивные круги (шлифовальные, отрезные), круги должны быть промаркированы, на них не должно быть трещин, сколов;
- проверить наличие на рабочем месте средств пожаротушения (огнетушитель, песок).
После выполнения этих рутинных, но обязательных мероприятий можно приступать к подготовке свариваемых деталей.
Зачистка и подготовка поверхностей по сварку инвертором
Сваривать детали, а также тренироваться гораздо легче, если хорошо и правильно подготовить поверхность металла к сварке, для этого:
- Зачистите свариваемые поверхности шлифовальной машинкой от ржавчины, краски и прочих загрязнений, до чистого металла. Обязательно пользоваться при работе защитными очками или, что ещё безопаснее, защитным щитком;
- обезжирьте поверхности имеющимся у Вас средством;
- шлифовальной машинкой на соединяемых деталях снимите кромки (фаски) до требуемой глубины шва.
Подготовка к сварке инвертором
Перед началом выполнения работ необходимо плотно застегнуть комбинезон, надеть сварочную маску.
В зависимости от того каким видом сварного шва вы будете сваривать детали (горизонтальный шов, потолочный шов, а также вертикальный шов) необходимо расположить, а также надёжно закрепить детали на рабочем месте. Это достигается различными способами:
- с помощью «прихватки» свариваемых деталей между собой и к массивной металлической конструкции (стапелю, балке);
- используя специальных зажимов;
- с помощью оправок, кондукторов.
Теперь необходимо подключить сварочный аппарат к сети. Включить инвертор, и выставить параметры режима которые в каждом конкретном случае свои. Зависят они от положения сварки и толщины заготовки. В данной статье приведем данные сварки и наплавки для листа 10 мм.
Режимы сварки

Подбор электродов

После расположения и закрепления деталей, приступают к зажиганию электрической дуги между сварочным электродом и соединяемыми деталями.
Перед зажиганием не забудьте надвинуть сварочную маску на глаза, чтобы избежать вредного светового воздействия дуги на глаза и попадания брызг металла на кожу лица.
Для начинающих лучше все потренироваться зажигать дугу и накладывать валики сварных швов не на соединяемых деталях, а на сплошном листе металла, толщиной 10 мм и больше. После наработки навыков наложения правильных валиков можно будет приступать к сварке деталей.
Как зажечь дугу
Что создает дугу? Дуга образуется между свариваемыми деталями и электродом, на который подано напряжение от сварочного аппарата (инвертора). Второй кабель от аппарата («масса») закрепляется на металлической пластине, на которой будут проходить сварочные работы или непосредственно на одной из деталей. Между держаком и массой инвертора создаётся напряжение, порядка 80 В.
Вначале, касаясь металла, мы замыкаем цепь. В зоне касания возникает сильный ток, нагревающий зону контакта. При отрыве электрода от металла быстро восстанавливается напряжение между ними, так как нагретые участки испускают электроны.

Электроны разгоняются за счет напряжения и ударяют в нейтральные атомы, выбивая из них электроны и превращая их в ионы. В результате между металлом и сварочным электродом возникает ионизированный (плазменный) канал с высокой температурой
Настройка силы тока.
Сила тока как уже говорилось ранее на аппарате (инверторе) устанавливается по диаметру электрода, обычно на аппарате есть соответствующая таблица. Берите среднее значение из рекомендуемого диапазона. Со временем Вы научитесь определять, больший или меньший ток вам нужен при выполнении конкретных работ. Для практики лучше выбирать большие куски металла.
Ниже представлены видео уроки, как выполнять сварку металла начинающим сварщикам. Мы рекомендуем подробно ознакомиться с ними. Там даны ответы на многие интересующие Вас вопросы, например:«Как правильно зажигать дугу?».
Зажигание дуги.
Чтобы правильно зажигать дугу, выставляем над будущим швом и наклоняем на 15-45° в сторону шва, куда будет идти процесс– так лучше учиться.
Существует два способа как можно зажигать дугу при ручной дуговой сварке:
- «клевком» — электрод слегка ударяется о металл и отскакивает, наподобие клевка птицы;
- чирканьем по металлу.
Сыпятся искры, слегка отводим электрод – наша дуга горит!
Что такое сварочный инвертор и как он работает
 Сварщики-профессионалы, да и просто те, кому нравиться дома при помощи сварки делать что-либо, относительно недавно получили возможность значительно облегчить себе работу. В продаже появились сварочные инверторы, которые позволяют совершить качественный скачок в электросварке.
Сварщики-профессионалы, да и просто те, кому нравиться дома при помощи сварки делать что-либо, относительно недавно получили возможность значительно облегчить себе работу. В продаже появились сварочные инверторы, которые позволяют совершить качественный скачок в электросварке.
Достаточно вспомнить просто неподъемные сварочные трансформаторы и выпрямители, выпускавшиеся ранее. При прочих равных вес сварочного инвертора на порядок меньше, чем у любого другого сварочного аппарата, а это заметно повышает производительность сварки.
Сварочные инверторы — это самые современные сварочные аппараты, которые в настоящее время почти полностью вытесняют на второй план классические сварочные трансформаторы, выпрямители и генераторы.
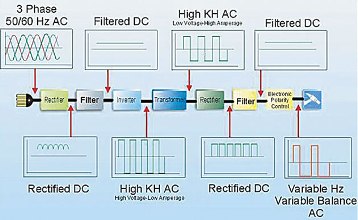
Принцип действия сварочного инвертора
Переменный ток от потребительской сети, частотой 50 Гц, поступает на выпрямитель.
Выпрямленный ток сглаживается фильтром, затем полученный постоянный ток преобразуется инвертором с помощью специальных транзисторов с очень большой частотой коммутаций в переменный, но уже высокой частоты 20-50 кГц.
Затем переменное напряжение высокой частоты понижается до 70-90 В, а сила тока соответственно повышается до необходимых для сварки 100-200 А.
Высокая частота является основным техническим решением, которое позволяет добиться колоссальных преимуществ сварочного инвертора, если сравнивать с другими источниками питания сварочной дуги.

Устройство сварочного инвертора
В инверторном сварочном аппарате сила сварочного тока нужной величины достигается путем преобразования высокочастотных токов, а не путем преобразования ЭДС в катушке индукции как это происходит в трансформаторных аппаратах. Предварительные преобразования электрических токов позволяют использовать трансформатор с очень малыми габаритами.
К примеру, чтобы получить в инверторе сварочный ток 160А достаточно трансформатора вес, которого 250 г, а на обычных сварочных аппаратах необходим медный трансформатор с весом 18 кг.
Как устроен и работает сварочный инвертор на видео:
Преимущества и недостатки сварочных инверторов
Главным достоинством инвертора является минимальный вес. Кроме того возможность применять для сварки электроды как переменного, так и постоянного тока. Что важно при сварке цветных металлов и чугуна.
Инверторный сварочный аппарат имеет широкий диапазон регулировки сварочного тока. Это дает возможность для применения аргонодуговой сварки неплавящимся электродом.
Помимо этого в каждом инверторе есть функции: «Hot start» (горячий старт) для поджига электрода подаются максимальная величина тока, «Anti-Sticking» при коротком замыкании сварочный ток снижается до минимума, что не позволяет электроду залипать при соприкосновении с деталью, «Arc Force» — для предотвращения залипания в момент отрыва капли металла ток возрастает до оптимального значения.
Из недостатков сварочных инверторов можно назвать высокую стоимость (в 2 – 3 раза больше, чем у трансформаторов). Как и любая электроника, инверторы боятся пыли, поэтому производители рекомендуют хотя бы раза два в год вскрывать аппарат и удалять пыль. Если он работает на стройке или производстве, то чаще, по мере загрязнения. И как любая электроника сварочные инверторы не любят мороза.
Так при температуре ниже -15 о С эксплуатация инвертора возможна не во всех случаях, в зависимости от того, какие детали использовал производитель. Поэтому в таких условиях, нужно смотреть на технические характеристики, заявленные заводом-изготовителем.
И еще одно, длина каждого из сварочных кабелей при подключении сварочного аппарата не должна превышать 2,5 метра, но к этому нужно просто привыкнуть.

Передняя панель сварочного инвертора
Сварочные инверторы — качество и удобство сварочных работ
Дуговая сварка – ответственная работа. Для её проведения сварщик должен обладать достаточным практическим опытом и знанием теории. Сварочные инверторы упростили процесс и решили многие возникавшие вопросы.
Первая решённая проблема – это поджигание дуги. У прежних сварочных трансформаторов выходное напряжение пропорционально зависит от входного. Низкое напряжение, распространённое в наших сетях, не даёт возможности поджечь дугу, электрод начинает «залипать».
При добавлении тока трансформатора, наоборот, металл «пережигается». Устройство сварочных инверторов таково, что напряжение на выходе не зависит от напряжения на входе, а установленный сварочный ток держится неизменным независимо от сетевого напряжения. Инверторы предотвращают «залипание» электродов и легко создают устойчивую дугу.
При работе с обычными аппаратами возможно «пережечь» или «недожечь» металл. Это обусловлено тем, что они плохо держат требуемую величину тока сварки. Ведь она меняется и зависит от напряжения сети.
Когда металл «пережжён», сварочный шов ослабляется, в нём образуются отверстия и раковины. При «недожоге» также происходит ослабление шва. У сварочного инвертора ток устанавливается потенциометром согласно шкале сварочного тока и остаётся неизменным.
Начинающему сварщику трудно научиться удерживать дугу. После образования дуги электроду даётся наклон примерно в 15 градусов и его нужно перемещать относительно стыка деталей. Наклон может быть как в сторону движения электрода, так и в противоположную. Наряду с продольным движением его необходимо перемещать перпендикулярно шву. С этим связана длина дуги.
Основные виды электродов предусмотрены для работы короткой дугой. Поэтому нужно постоянно двигать электрод в перпендикулярном направлении таким образом, чтобы от электрода до свариваемых деталей был промежуток примерно в два его диаметра.
Сварочные инверторы способны строго поддерживать выбранный ток и к тому же он постоянный. Эти факторы позволяют не особо критично относиться к длине дуги, что облегчает работу сварщика, особенно начинающего, причём качество шва в данном случае с длиной дуги уже не связано.
Когда нет возможности расположить детали горизонтально, нужно помнить, что расплавленный металл подвергается земному притяжению так же, как и капля воды.
При работе с потолочными и вертикальными швами нужно своевременно остановиться и выждать, когда расплавленная капля внутри шва слегка остынет, и сразу же «поджигать» рядом следующую дугу, двигаясь выше и выше вдоль шва. Такую сварку называют «прихватками». Применяя сварочный инвертор, овладеть «прихватками» не составляет труда даже новичку.
Опыт показывает, сварочный инверторы облегчают «поджиг», контролируют дугу, устраняют «залипание», не требуют специальных навыков для обращения с собой. Всё это делает инверторы выгодными для применения и в сфере профессионального строительства, и домашнего ремонта.

Сварочный аппарат инверторного типа
Сколько электроэнергии потребляет сварочный инвертор в различных режимах работы? Смотрите на видео:
Как выбрать сварочный инвертор
В зависимости от того, где будет работать сварочный аппарат нужно покупать бытовой, или профессиональный инвертор. Разница между ними в продолжительности времени работы.
Профессиональный сварочный инвертор рассчитан на 8-ми часовой рабочий день, бытовой же потребует после 20 – 30 минут работы, перерыва минут 30 – 60, поэтому бытовые дешевле. Есть еще промышленные инверторные сварочные аппараты, которые предназначены для работы продолжительное время в тяжелых условиях.
Для дома достаточно сварочного инвертора с максимальным сварочным током 160 А. Но это при напряжении в сети хотя бы 210 В. При низком сетевом напряжении лучше купить инвертор на 200 А.
Сварочные инверторы «Ресаната»:
Практически все мировые лидеры в области сварочного производства ориентированы преимущественно на разработку и производства инверторных сварочных источников питания. Из наиболее известных производителей можно отметить итальянские “Selco” и “Helvi”, французский “Gysmi”, корейский “Power Man”, немецкий “Fubag”, также есть российский инверторный сварочный аппарат “Торус”.
А вы используете в работе сварочный инвертор? Поделитесь своими впечатлениями!
Варим все, что из металла: как выбрать сварочный инвертор?

Планируете покупать инверторный сварочный апарат? Мы расскажем, на какие критерии обратить внимание и как подобрать сварочник под свои нужды.

Выбираем инвертор для дома и «подработок»
Последние двадцать лет подиум сварочного оборудования для домашних мастеров занимают инверторы. В отличие от громоздких трансформаторных «сварочников», инверторы можно свободно носить на плече и транспортировать по строительному объекту куда угодно. Одни модели позволяют ремонтировать автомобиль точечной сваркой, другие обладают аргонно-дуговой функцией для соединения двух деталей без проволоки электрода. Есть также полуавтоматы для серьезных монтажных работ. Какой инвертор купить? Рассмотрим критерии выбора «на пальцах».
Принцип работы и преимущества инверторного аппарата
Такие устройства оснащены инверторными схемами управления, которые повышают частоту тока, передаваемую от электросети, с 50 Гц (частота переменного тока сети) до нескольких тысяч герц. Затем ток повышенной частоты подается на обмотку понижающего трансформатора. Благодаря этому инверторный «сварочник» превосходит трансформаторный в следующих показателях:
- Более стабильная дуга и ровный шов. Во время работы дуга не «прыгает» даже во время падения напряжения в сети, и как следствие выходит более ровный шов.
- Малый вес. Повышение частоты позволило уменьшить размеры катушек трансформатора, что значительно снизило общий вес агрегата. Например, инверторная модель может весить 3 — 4 кг, в то время как трансформаторная при таких же рабочих показателях целых 20 кг.

Какой тип сварки выбрать?
Ручная дуговая (ММА)
Наиболее простой тип сварки, который выполняется с помощью электрической дуги и металлического электрода с покрытием. Во время работы проволока электрода плавится, ложится слоем на свариваемые детали, превращаясь в шов. Качество шва в этом случае во многом зависит от «прямых рук» оператора. Данный тип лучше всего подходит для соединения стальных и чугунных конструкций, причем для грубой работы, например, для сварки закладных деталей под плиты перекрытия или изготовления металлического каркаса забора.
Одна из простых моделей — Wester MINI 160Т. Весит всего 3 кг, имеет удобный ремень для переноски, диапазон сварочных токов — 30-160 А.
Аргонно-дуговая (TIG)
В отличии от MMA, аргонно-дуговой тип сварки делает шов не из электрода, а из свариваемых деталей. Сам электрод выполнен из неплавящегося материала. А для того, чтобы шов не разрушался под воздействием кислорода, на него в процессе работы подается газ аргон. Благодаря такому процессу шов получается более ровным, чем при MMA.
Аргонно-дуговой тип сварки отлично подходит для соединения цветных металлов и нержавейки. Также в тех случаях, когда необходимо избежать наличия «горбов» на шве, например, когда нужно варить трубы отопления изнутри (сварка «в окно»), применяется инвертор с функцией TIG. Однако, аргонно-дуговая сварка не позволит приварить очень тонкие детали, например, трубы водостоков толщиной 0.5-0.8 мм.
Из недорогих моделей можем посоветовать Hitachi EW3500, которая входит во многие рейтинги сварочных инверторов 2019: ручной аппарат с возможностью работы с газом.
Полуавтоматическая (MIG/MAG)
Полуавтоматическая сварка – это стандартный выбор постоянных «шабашников». Если бы существовал рейтинг сварочных инверторов для дома среди сварщиков, в него бы непременно вошли полуавтоматы, поскольку они позволяют довольно быстро варить все типы металлов. Присадочным материалом в нем выступает проволока сечением от 0.8 до 2 мм. Чем толще проволока, тем толще элементы конструкции может варить инвертор. Для защиты шва от воздействия кислорода в данном случае применяются инертный (MIG) и активный (MAG) газ. Инертный газ применяется для работы с цветными металлами, а активный для варки стальных изделий. Стоит отметить, что полуавтоматы-инверторы дают идеально ровный шов и относительно высокую скорость работы. Например, аппарат Сварог REAL MIG 200 способен приварить две стальные пластины толщиной 3 мм швом, длиной в 5 см, всего за одну минуту.
Также полуавтоматические инверторы позволяют работать, как с проволокой, так и с электродами (ручная дуговая). Если вам необходимо часто варить разные типы металлов для своего дома и подработок, то модель с полуавтоматической сваркой ваш выбор.
Точечная (SPOT)
При данном типе сварки соединение материалов выполняется точечно (похоже на заклепочное соединение), что позволяет сваривать довольно тонкие изделия. Чаще всего точечная сварка применяется при ремонте автомобиля, например, варке кузова. Поэтому, если планируете самостоятельно варить и рихтовать свое авто, то без устройства с точечной сваркой вам не обойтись.
Какой нужен максимальный ток?
 Когда вы решаете, какой сварочный инвертор лучше выбрать, обратите внимание и на максимальный ток на выходе. Во многом выбор аппарата по данному показателю зависит от того, какой толщины металл вы планируете варить и какие электроды будете использовать. Например, для сварки металлических изделий толщиной 2 — 3 мм применяются электроды (для ручной дуговой) толщиной 3 — 4 мм. Чтобы выполнять такую работу потребуется устройство с рабочим током не меньше 120 А. Отметим, что в домашнем хозяйстве редко приходится варить очень тонкие детали (меньше 1 мм), поэтому 120 А — это рабочий минимум для домашнего мастера.
Когда вы решаете, какой сварочный инвертор лучше выбрать, обратите внимание и на максимальный ток на выходе. Во многом выбор аппарата по данному показателю зависит от того, какой толщины металл вы планируете варить и какие электроды будете использовать. Например, для сварки металлических изделий толщиной 2 — 3 мм применяются электроды (для ручной дуговой) толщиной 3 — 4 мм. Чтобы выполнять такую работу потребуется устройство с рабочим током не меньше 120 А. Отметим, что в домашнем хозяйстве редко приходится варить очень тонкие детали (меньше 1 мм), поэтому 120 А — это рабочий минимум для домашнего мастера.
Металл толщиной свыше 5 мм возьмет аппарат с токовой нагрузкой от 200 А. Обратите внимание, что аппараты с аргонно-дуговой сваркой имеют максимальный ток от 120 А и выше, а полуавтоматы-инверторы начинаются с 220 А.
Определяемся с мощностью?
Показатель потребляемой мощности напрямую влияет на размер выдаваемой токовой нагрузки и на количество использованной электроэнергии. Чем выше мощность, тем более высокий показатель токовой нагрузки способно выдать устройство и соответственно варить более толстый металл. Поэтому в данном контексте стоит определиться с токовой нагрузкой, а мощностью можно пренебречь, так как она будет пропорциональна токовому показателю.
Если же вы регулярно занимаетесь сваркой и для вас принципиален вопрос потребления электроэнергии, тогда необходимо рассчитать потребляемую мощность устройства. Предположим вы обратили внимание на модель Wester MIG-110i, которая имеет номинальную мощность 3,5 кВт и коэффициент продолжительности включения 60% (время повторного включения устройства после перегрева). Тогда потребляемая мощность и соответственно количество электроэнергии будут такими: 3.5 * 0.6 = 2.1 кВт. После этого умножаете потребляемую мощность на стоимость электроэнергии в вашем доме или гараже и получаете сумму, которую будете платить за постоянное использование агрегата.

Дополнительные функции
Горячий старт
Эта функция позволяет облегчить возникновение дуги. При первом прикосновении электрода к металлу агрегат временно повышает силу тока, зажигает дугу, а затем переходит в обычный режим работы.
Защита от прилипания
Иногда при сварке электрод может прилипнуть к металлу. Данная функция понижает рабочий ток до минимального показателя, что позволяет «оторвать» электрод от поверхности. Особенно удобная функция в том случае, когда приходится использовать чуть подсыревшие электроды.
Водяное охлаждение
Хотя подавляющее большинство инверторов имеет воздушное охлаждение, некоторые могут охлаждаться водой. Водяное охлаждение позволяет получить почти 100 % периодичности включения агрегата, то есть непрерывную работу без перегрева. Благодаря этому можно работать хоть целый день, что весьма удобно на производстве. Однако такое устройство оснащается дополнительным резервуаром с жидкостью, что делает его более громоздким. При желании можно отключать водяное охлаждение и работать на воздушном, но периодичность отключения снизится. Инверторы с водяным охлаждением немало стоят — ценник начинается от 200 000 рублей.
Выводы
Для соединения стальных и чугунных изделий невысокой сложности подойдут инверторные аппараты ручной дуговой сварки с максимальным током от 110 до 130 А. Для работы с цветными металлами и нержавейкой лучше обратить внимание на модели с функцией аргонно-дуговой сварки. А чтобы варить толстый металл «по серьезному», лучше воспользоваться мощным полуавтоматом инверторного типа с максимальным током от 200 А. Ремонтировать авто лучше всего агрегатами с точечной сваркой и функцией защиты от прилипания.
Еще немного интересного по строительной тематике:
Практика сварочного обмана. Как не проколоться при выборе аппарата. Часть 2
Работа при пониженном напряжении в питающей сети
Данная особенность аппарата, в условиях отечественных электросетей – безусловно важна. Если инвертор не справляется с просадкой в сети до 190В – грош ему цена. Работа в гараже или на даче, в местах, где сети не могут похвастать стабильностью, — будет просто невозможна. Даже если в вашей розетке стабильно 220В, то при использовании удлинителей в 30, 50 или 100 метров — просадок всё равно не избежать.
Обман, как и в случае с дополнительными функциями, вызван страхом производителей проиграть в конкурентной борьбе. Если все продавцы техники обещают, что их инверторы работают при 160 В в розетке, почему бы не заявить, что наш «Дуб» не может работать и при 120 В, не теряя при этом в качестве шва.
Простейший способ проверки работоспособности инвертора при пониженном напряжении – использовать устройство под названием ЛАТР. Лабораторный АвтоТрансформатор позволяет настроить нужные параметры напряжения и посмотреть, как сварочный аппарат, подключенный через прибор, будет справляться со сваркой. Как вы понимаете, данное оборудование найдётся далеко не в каждом гараже. В лаборатории Aurora данное устройство имеется, и тесты на работу при низком напряжении в сети мы обязательно будем проводить. Так что следите за обновлениями видео на канале Aurora Online Channel.
Другая крайность – обещание продавцов сварочной техники, что при 100-110В в питающей сети аппарат будет выдавать такой же результат сварки, что и при номинальном напряжении. Это, безусловно, не правда. Сварочный ток аппарата снижается пропорционально напряжению в сети. Вопрос только при каком напряжении в розетке качество шва при работе с данным диаметром электрода станет неприемлемым. Для некоторых аппаратов это 180 В, для других 160 В.
Ещё раз повторим, работа с питающим напряжением в 220 В является гарантией идеального сплавления кромок свариваемого металла, снижение напряжения – является нештатной ситуацией и ожидать высокого качества сварочного шва в таких условиях нельзя.
Судя по рекламе – сварка при сверхнизком напряжении в питающей сети является чуть ли не главным требованием к аппарату. Между тем, хотим обратить внимание покупателей, что сварка процесс многосоставной. Кроме собственно сплавления кромок металла, нужно провести значительный объём подготовительных работ. Разрезать заготовки, зачистить место сварки, в конце концов осветить рабочее место сварщика. А падении напряжения до 140-160В ни болгарка, ни даже освещение работать не будут.
Пределы регулирования сварочного тока
Эта характеристика позволяет понять, как сварочный аппарат справится с работой с разными диаметрами электродов. Чем тоньше свариваемый металл, тем меньше должен быть сварочный ток, и соответственно, диаметр выбранного электрода. Учитывая, что минимальный диаметр электродов в свободной продаже составляет 1.6 мм, ток для них должен быть в районе 40-50А. Для работы с большими толщинами заготовок, ток, напротив, должен быть высоким, для электрода 4мм, — 140-200А.
Стоит напомнить, что ток сварки подбирается в зависимости от диаметра электрода. Для приближённых расчётов используется формула:
Значения коэффициента k – можно узнать из таблицы:
Кратность регулирования сварочного тока вычисляется делением максимального сварочного тока на минимальный.
Iсв. max/Iсв. Min.
Для простейших бытовых ММА аппаратов данное соотношение должно быть не менее 2, для профессиональной техники и производственного оборудования — от 3 до 8.
Обман в данном случае может сводиться к преувеличению диапазона регулировок. Если аппарат выдаёт ток от 80 до 120А – работать с электродами тоньше 2.5 и толще 4 мм – будет сложно.
Устойчивость и стабильность процесса сварки
Любитель, который сталкивается со сваркой впервые, думает, что раз электрод «искрит» – значит аппарат работает. Это неверно. Если аппарат зажигает дугу, это совсем не значит, что процесс сплавления кромок свариваемого металла идёт так, как нужно.
Бывает, что аппарат даже выдаёт заявленные токовые характеристики, а сварка всё равно не идёт. И тут стоит обратить внимание на ещё один принципиальный момент – устойчивость системы: «Источник питания-Дуга». Для того чтобы процесс сварки был стабильным должны выполняться следующие условия:
U (напряжение) дуги = U источника
I (ток) дуги = I источника.
Графически эти равенства определяются точкой пересечения статической Вольт-амперной характеристики дуги (СВАХ дуги) и статической внешней характеристики источника питания (Внешняя характеристика ИП).

Все эти ВАХ и СВАХ для обывателя – тёмный лес. А значит жулики будут этим беззастенчиво пользоваться. К примеру, есть два аппарата с одинаковыми токовыми характеристиками: EWM PICO 162 и наш, уже знаменитый «Дуб». Допустим оба аппарата выдают заявленный номинальный ток в 150А, при этом сварка PICO – просто песня. Аппарат не варит а шепчет. В то время как у владельца «ДУБа» — проблема… очень много брызг, дуга не стабильна и то обрывается, то прожигает дыры в заготовках. В чём может быть дело? Да как раз, в форме внешней характеристики источника. Так что соберитесь, и постарайтесь вникнуть в детали, о которых пойдёт речь далее:
СВАХ дуги представляет собой зависимость напряжения дуги от её тока, т.е. U дуги= ʄ (I дуги) (Напряжение дуги – есть функция от тока дуги).
Т.к. дуга является нелинейным элементом электрической цепи, то и СВАХ дуги будет иметь криволинейный характер и состоять из 3-х характерных участков: падающего, жёсткого и возрастающего.
При разных способах сварки СВАХ дуги реализуется только на некоторых участках. Для ММА сварки это падающий и жёсткий:


Положение СВАХ дуги зависит от длинны дуги

Удаляя электрод от детали сварщик удлиняет дугу напряжение при этом растёт (L1), приближая электрод к поверхности дуга уменьшается, а вместе с ней падает и напряжение (L3).
Внешняя характеристика источника питания
Внешняя характеристика источника питания представляет собой зависимость напряжения на внешних зажимах от тока, т.е. U источника = ʄ (I дуги). (Напряжение на внешних зажимах источника есть функция от тока дуги)
Внешняя характеристика может быть падающей (1), Жёсткой (2), или возрастающей (3).

Для каждого способа сварки, для того, чтобы добиться устойчивости процесса – необходим источник питания с определённой внешней характеристикой. Для ММА сварки источник питания в общем виде должен иметь падающую или круто падающую внешнюю характеристику:

Сварщик не может удержать дуговой промежуток неизменным. Длинна дуги во время сварки то увеличивается, то уменьшается, соответственно меняется и сила тока. При падающей внешней характеристике изменение длинны дуги сопровождается незначительными изменениями сварочного тока. Это значит, что размер сварочной ванны и геометрические параметры шва остаются постоянными. Чем круче падение графика внешней характеристики источника питания — тем меньше изменения тока. Сварщик может удлинять дугу не опасаясь её обрыва, или укорачивать её без опасения прожечь заготовку.
Давайте остановимся на падающей внешней характеристике подробнее, почему важна именно такая форма графика, и чем чреват обман? Предположим, что мы решили использовать для сварки аппарат с полого падающей внешней характеристикой, которой, кстати, часто грешат производители бюджетного сварочного оборудования. Некоторые производители в погоне за высокими токами, вместо номинального сварочного тока указывают ток короткого замыкания. При разработке дешёвого аппарата инженеры не мудрят, а создают источник с такой вот внешней характеристикой:

Ток короткого замыкания здесь, допустим, 200А, которые, недобросовестные продавцы обозначают как номинальный сварочный ток. Однако из данного графика видно, напряжение дуги при токе в 200А – равно нулю, а значит сварочный процесс будет невозможен. Для нормального сплавления кромок металла, напряжение 200-амперного источника должно быть в районе 28 В (откуда появилось это значение мы расскажем чуть позже, когда будем говорить об условной рабочей нагрузке), а значит максимальный сварочный ток приведённого на графике инвертора будет значительно ниже заявленного производителем значения.
Чем ещё плоха данная внешняя характеристика для аппаратов ММА?

При изменении длинны дуги – будет серьёзно меняться и выдаваемый ток аппарата. Как видите диапазон изменения тока при полого падающей характеристике – очень велик, а значит о стабильности сварочного процесса говорить не приходится: аппарат с пологой ВАХ будет то прожигать металл, то не проваривать его в зависимости от положения электрода относительно сварочной ванны. Так же можно сказать, что для сварки покрытым электродом не подходят аппараты с жёсткой или возрастающей внешней характеристикой. Добиться стабильного процесса сварки при таких условиях будет невозможно.

В случае с крутопадающей внешней характеристикой Источника питания диапазон изменения тока будет незначителен, а значит процесс сплавления металла – гораздо стабильнее:

Именно поэтому, для ММА сварки так принципиальна крутизна падения графика. Чем круче – тем стабильнее процесс.
У современных источников питания для ММА сварки внешняя характеристика может быть комбинированной и состоять из 4-х участков:

Такая характеристика обеспечивает соответствие инвертора специфическим требованиям к каждой стадии сварочного процесса.
1 участок – Высоковольтной подпитки
Формируется специальной цепью с напряжением холостого хода 80-100В и Током короткого замыкания 10-50А, для обеспечения стабильности сварочного процесса при работе на малых токах.

2 участок — пологопадающий или жёсткий
Формируется основной силовой цепью с напряжением холостого хода 40-60В, с наклоном 0-0.05 В/А.

Эти параметры выбирают на основе компромисса:
- Требования экономичности (чем ниже напряжение холостого хода, тем дешевле источник питания)
- Получение удовлетворительных сварочных свойств: чем выше напряжение холостого хода, тем выше надёжность зажигания и эластичность дуги.
3 участок — крутопадающий (рабочий режим)
Обеспечивает поддержание устойчивого дугового разряда при установленном значении сварочного тока. Наклон участка можно изменять при проектировании источника – чем он круче, тем выше стабильность тока при изменении длинны дуги. Именно падающая форма данного участка, как уже было сказано, — гарантирует постоянство глубины проплавления и эластичность дуги.

4 участок – Форсирование дуги
О данном отрезке мы говорили выше, когда разбирались с функцией Arc Force. Некоторые источники имеют регулировку форсажа, что позволяет изменять жёсткость дуги. Уменьшение форсирования снижает разбрызгивание, увеличение – позволяет добиться увеличения глубины проплавления и снижение возможности залипания электрода.
