Какова периодичность осмотра сварочных трансформаторов и выпрямителей?
Правила обслуживания сварочного оборудования
Сварочное оборудование является звеном технологической цепочки большинства промышленных предприятий. Наряду со всеми другими видами производственного оборудования, сварочная аппаратура охвачена системой планово-предупредительных ремонтов, включающей в себя регулярное проведение процедур текущего технического обслуживания, а также различных видов ремонта, текущего или капитального.
Содержание проверки
Виды мероприятий, относящихся к процедурам технического обслуживания и их периодичность, определяются порядком, изложенным в действующих нормах и правилах. Причем для различных типов оборудования существуют свои нормы, однако есть и общие правила обслуживания.
Электросварочные аппараты, по своей сути являясь электроустановками, должны эксплуатироваться, а также проходить техническое обслуживание в соответствии с действующими нормами, которыми для них являются Правила Технической Эксплуатации Электроустановок Потребителей, содержащие соответствующий раздел. Согласно этим правилам, проверка сварочного оборудования должна проводиться в следующих объёмах:
 проведение внешнего осмотра аппаратов;
проведение внешнего осмотра аппаратов;- контрольное включение в режиме холостого хода не менее чем на 5 минут;
- замеры величин сопротивления изоляции;
- контроль исправности цепей защитного заземления;
- производство испытаний повышенным напряжением.
Периодические проверки, включающие контроль сопротивления изоляции, внешний осмотр и контрольное включение в рамках технического обслуживания, должны осуществляться при вводе сварочного оборудования в работу после длительного перерыва в эксплуатации.
Также это необходимо делать при обнаружении видимых следов механических или электрических повреждений, но в любом случае, не реже, чем 1 раз в 6 месяцев. Персонал, осуществляющий такие проверки, должен делать записи установленной формы в специально предназначенный для этого журнал.
Нормативы испытаний, проводимых при техническом обслуживании, должны соответствовать изложенным в Приложении 3 Правил, а также инструкциям по эксплуатации и проведению технического обслуживания.
Ремонт и профилактическое обслуживание
 Ремонт и обслуживание аппаратов, предназначенных для выполнения сварочных работ, должны осуществляться специалистами, обладающими достаточной квалификацией, входящими в состав специализированных подразделений.
Ремонт и обслуживание аппаратов, предназначенных для выполнения сварочных работ, должны осуществляться специалистами, обладающими достаточной квалификацией, входящими в состав специализированных подразделений.
В случае отсутствия на предприятии ремонтного персонала соответствующего уровня, работы должны выполняться на договорной основе ремонтниками профильных организаций.
Сварочное оборудование, наряду с термическим, относится к объектам, являющимся источником повышенной опасности. По этой причине разработаны специализированные нормативные документы, регламентирующие порядок контроля его состояния. Эти положения сформулированы в руководящем документе РД 34.10.127 – 34.
Периодичность осмотров
В соответствии с этим документом, все ремонтные и профилактические мероприятия, относящиеся к обслуживанию сварочного и термического оборудования, должны выполняться в прямом соответствии с графиком, утверждённым главным техническим специалистом предприятия.
Особо подчёркивается важность своевременной поверки технических средств измерений, которыми комплектуются аппараты для сварки. Для этой цели установлено, что в подготовке графиков обслуживания сварочной техники должен принимать участие специалист, ответственный за метрологию на предприятии.
Таким образом, плановая остановка оборудования на ремонт или техническое обслуживание должно быть приурочено к сдаче измерительных приборов в поверку.
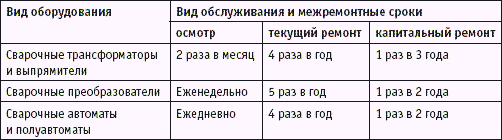
Согласно нормативам, устанавливаемым данным руководящим документом, в рамках обслуживания необходимо регулярно проводить мероприятия по текущему контролю технического состояния оборудования:
- сварочные аппараты переменного и постоянного тока (трансформаторы и выпрямители) осматриваются два раза в месяц;
- сварочные инверторные преобразователи подлежат осмотру 1 раз в неделю;
- аппараты для автоматической и полуавтоматической сварки осматриваются ежедневно.

Факт проведения проверки (осмотра), а также полученный результат, фиксируется в журнале установленной формы.
Особые проверки
Особая форма проверки устанавливается при контроле вновь поступающего оборудования, оборудования, вышедшего из ремонта, а также, простаивающего более трёх месяцев.
В этих ситуациях осуществляется проверка наличия и комплектности технической эксплуатационной документации аппарата (паспорт, инструкция по эксплуатации, схемы).
Производится визуальный контроль технического состояния оборудования, если аппаратура новая, удаляются излишки смазки, снимается транспортный крепёж, при его наличии осуществляется протяжка ослабленных болтовых соединений.
Проверяется наличие действующей (то есть, не просроченной) отметки (наклейки) поверяющей организации на корпусах измерительных приборов. При необходимости, отметка о сроке проведённой поверки делается в соответствующей графе паспорта оборудования.
 Измеряется уровень электрического сопротивления изоляции. Необходимо также включить оборудование для определения его рабочего состояния.
Измеряется уровень электрического сопротивления изоляции. Необходимо также включить оборудование для определения его рабочего состояния.
Замеры сопротивления изоляции проводятся между обмотками (для трансформаторов и выпрямителей), а также между каждой обмоткой и корпусом оборудования.
При этом следует руководствоваться рекомендациями, изложенными в технической документации прибора. Если в инструкции по эксплуатации отсутствует описание методики проведения испытаний, проводить их следует в соответствии с ГОСТами. Так, автоматические сварочные аппараты испытываются в соответствии с нормами ГОСТ 8213.
Полуавтоматические сварочные устройства – по нормам ГОСТ 18130. Испытания устройств на основе сварочного инвертора проводятся по ГОСТ 7237. Аппараты переменного тока (трансформаторы) – по ГОСТ 7012.
Электрические генераторы в рамках обслуживания подлежат испытаниям по ГОСТ 304. Аппараты, использующие выпрямленный сварочный ток – по ГОСТ 13821.
Сварочные аппараты частных владельцев
Для того чтобы сварочное оборудование в мастерской частного владельца работало надёжно, за ним должен осуществляться надлежащий уход. Бремя выполнения ремонта и технического обслуживания в данном случае лежит на самом владельце.
Наиболее распространённый тип сварочного оборудования, находящегося в частном владении, это инвертор для выполнения ручной электродуговой сварки. Как проверить его работоспособность, подробно написано в прилагаемой к нему инструкции.
Для долгой и успешной эксплуатации такого аппарата следует соблюдать несколько простых правил. Режим нагрузки аппарата не должен превышать рекомендованный инструкцией по эксплуатации.
Корпус прибора и дополнительные аксессуары (провода, зажимы, электрододержатель) нужно содержать в чистоте. Состояние элементов, подверженных износу, необходимо постоянно контролировать и своевременно заменять. Это относится к держателю электродов и зажимам для деталей.
 Периодически, в зависимости от интенсивности эксплуатации изделия, необходимо проводить процедуру технического обслуживания сварочного оборудования.
Периодически, в зависимости от интенсивности эксплуатации изделия, необходимо проводить процедуру технического обслуживания сварочного оборудования.
В частности, если это сварочный инвертор, нужно иногда снимать крышку корпуса для удаления пыли и нагара, откладывающихся на поверхности радиаторов охлаждения электронных компонентах схемы.
Для этого можно воспользоваться мягкой кистью, или продуть пылесосом. Скапливающаяся внутри корпуса пыль препятствует нормальному отводу тепла от нагревающихся силовых элементов, что может послужить причиной преждевременного выхода их из строя.
Элементы схемы инвертора принудительно охлаждаются вентилятором. Обслуживание кулера заключается в очистке его лопастей от пыли и смазке подшипника жидкой смазкой.
Признаком того, что пора провести техническое обслуживание, является увеличение громкости работы вентилятора. Это вызывается нарушением балансировки устройства накопившейся на вращающихся лопастях грязью.
При каждом обслуживании, сопровождающимся вскрытием корпуса, кроме очистки от пыли следует проверять затяжку винтовых креплений деталей, не допуская их разбалтывания.
Обслуживание сварочного оборудования
Залог надёжности и долговечности оборудования для проведения сварочных работ – его регулярное обслуживание. Для своевременного устранения недочётов и неполадок необходимо выполнять контрольно-профилактические работы и разные виды ремонта. Заказать техническое обслуживание оборудования для сварки можно, обратившись в специализированный сервисный центр. В некоторых случаях решить задачу могут и сами владельцы аппаратов. Для этого нужно иметь определённые знания и навыки, т.к. любая самостоятельная попытка провести обслуживание аппарата может привести к негативным последствиям.

Выполнение контрольно-профилактических работ
Для разных типов сварочных устройств действуют свои нормы, но есть и общие правила техобслуживания. В соответствии с ними нужно делать следующее:
проводить внешний визуальный осмотр аппарата;
проверять заземление источника питания;
замерять величины сопротивления изоляции;
выполнять контрольное включение в режиме холостого хода на 5 минут и более;
контролировать исправность цепей защитного заземления;
производить испытания повышенным напряжением;
тщательно удалять пыль и грязь;
проверять надёжность винтовых соединений;
смазывать тугоплавкой смазкой все трущиеся части и др.
Проводить периодические проверки необходимо во время ввода аппарата в эксплуатацию после долгого хранения и в случае обнаружения явных следов повреждения, но не реже одного раза в 6 месяцев. Специалисты, которые осуществляют проверку, должны делать соответствующие записи в журнал установленной формы.
Обслуживание сварочного оборудования может быть регламентным и аварийным. Первое проводится для профилактики и предупреждения возможных проблем, второе – при возникновении поломок.
В каких случаях требуется ремонт
Проведение ремонта – это многоэтапный процесс, который начинается с диагностики и заканчивается устранением обнаруженных поломок. Любые отклонения в функционировании сварочного аппарата могут стать основанием для проведения ремонта. Самые распространённые признаки, которые указывают на неисправности:
оборудование начало перегреваться;
сварочная дуга отсутствует или её технические показатели нестабильны;
у электродов появился эффект «залипания»;
аппарат перестал включаться.
Причины подобных поломок разнообразны. Это может быть износ отдельных узлов оборудования: охлаждающего вентилятора, проводов, контактов, платы и др. Неисправности могут возникнуть и в том случае, если прибор используется с нарушением требований к его эксплуатации. Другие причины: отклонение показателей напряжения, механические повреждения и удары.
Мероприятия по обслуживанию и ремонту оборудования должны проводиться только квалифицированными специалистами. Также не нужно забывать, что сварочный аппарат относится к категории оборудования, которое требует особой осторожности в использовании.
Периодичность осмотра оборудования
Выполняя обслуживание сварочного оборудования, особую важность нужно уделять своевременной поверке измерительных средств, которыми оно укомплектовано. Для этого к работе должен привлекаться специалист, который отвечает за метрологию.
Мероприятия по контролю за техническим состоянием оборудования проводятся в соответствии со следующей периодичностью:
Проведение особых проверок
Особая форма проверки необходима при контроле оборудования: вновь поступающего на предприятия, вышедшего из ремонта и простаивающего более 3 месяцев. В таком случае специалисты проверяют комплектность эксплуатационной документации оборудования. Она должна включать:
инструкцию по эксплуатации;
Если аппарат новый, то выполняется визуальная проверка его технического состояния, удаление излишков масла и транспортного крепежа. Также необходимо проверить наличие действующей наклейки (отметки) поверяющей компании на корпусе каждого измерительного прибора.
Обязательно измеряйте уровень электрического сопротивления изоляции. Это делается между обмотками (для выпрямителей и трансформаторов), а также между корпусом устройства и каждой обмоткой. Руководствуйтесь рекомендациями, которые изложены в технической документации, прилагаемой к аппарату. Если ничего о проведении испытаний в ней нет, то действуйте в соответствии с ГОСТами:
Для автоматических аппаратов – ГОСТ 8213.
Полуавтоматические устройства – ГОСТ 18130.
Электрические генераторы – ГОСТ 304.
Аппараты, в которых используется выпрямленный сварочный ток – ГОСТ 13821.
Рекомендации для частных владельцев сварочных аппаратов
Корпус устройства, электродержатель, зажимы и провода необходимо держать в чистоте. Элементы, которые подвержены наибольшему износу, нужно регулярно осматривать и своевременно менять на новые. К ним относятся держатель электродов и зажимы для деталей.
Особое внимание уделите сварочному инвертору. Увеличение громкости работы вентилятора говорит о том, что пора провести техобслуживание оборудования. Причина этому – нарушение балансировки устройства за счёт грязи, которая накопилась на вращающихся лопастях. В таком случае нужно убрать крышку корпуса и удалить пыль с поверхности радиаторов охлаждения. Используйте пылесос или мягкую кисточку. У кулера нужно удалить пыль с лопастей и смазать подшипник.
После каждого обслуживания, которое сопровождается вскрытием корпуса, обязательно проверяйте затяжку винтовых креплений. Не допускайте, чтобы они разболтались.
Правила технической эксплуатации электроустановок потребителей
Раздел 3. Электроустановки специального назначения
Глава 3.1. Электросварочные установки
3.1.1. Настоящая глава Правил распространяется на стационарные, передвижные (переносные) установки для дуговой сварки постоянного и переменного тока. ¶
3.1.2. Электросварочные установки, их монтаж и расположение должны соответствовать установленным требованиям при проведении электросварочных работ. ¶
3.1.3. Сварочные работы должны выполняться в соответствии с требованиями государственных стандартов, правил пожарной безопасности при проведении сварочных работ, указаний заводов-изготовителей электросварочного оборудования и настоящей главы Правил. ¶
3.1.4. Во взрывоопасных и взрывопожароопасных помещениях электросварочные работы необходимо выполнять в соответствии с требованиями государственных стандартов по взрывобезопасности, инструкции по организации безопасного ведения огневых работ на взрывоопасных объектах и настоящей главы Правил. ¶
3.1.5. Источники сварочного тока могут присоединяться к распределительным электрическим сетям напряжением не выше 660 В. ¶
3.1.6. В качестве источников сварочного тока для всех видов дуговой сварки должны применяться только специально для этого предназначенные и удовлетворяющие требованиям действующих стандартов сварочные трансформаторы или преобразователи (статические или двигатель-генераторные) с электродвигателями либо с двигателями внутреннего сгорания. ¶
3.1.7. Схема присоединения нескольких источников сварочного тока при работе их на одну сварочную дугу должна исключать возможность получения между изделием и электродом напряжения, превышающего наибольшее напряжение холостого хода одного из источников сварочного тока. ¶
3.1.8. Для подвода тока от источника сварочного тока к электрододержателю установки ручной дуговой сварки должен использоваться гибкий сварочный медный кабель с резиновой изоляцией и в резиновой оболочке. Применение кабелей и проводов с изоляцией или в оболочке из полимерных материалов, распространяющих горение, не допускается. ¶
3.1.9. Первичная цепь электросварочной установки должна содержать коммутационный (отключающий) и защитный электрические аппараты. ¶
3.1.10. Электросварочные установки с многопостовым источником сварочного тока должны иметь устройство для защиты источника от перегрузки (автоматический выключатель, предохранители), а также коммутационный и защитный электрические аппараты на каждой линии, отходящей к сварочному посту. ¶
3.1.11. Переносная (передвижная) электросварочная установка должна располагаться на таком расстоянии от коммутационного аппарата, чтобы длина соединяющего их гибкого кабеля была не более 15 м. ¶
Данное требование не относится к питанию установок по троллейной системе и к тем случаям, когда иная длина предусмотрена конструкцией в соответствии с техническими условиями на установку. Передвижные электросварочные установки на время их передвижения необходимо отсоединять от сети. ¶
3.1.12. Все электросварочные установки с источниками переменного и постоянного тока, предназначенные для сварки в особо опасных условиях (внутри металлических емкостей, колодцах, туннелях, на понтонах, в котлах, отсеках судов и т.д.) или для работы в помещениях с повышенной опасностью, должны быть оснащены устройствами автоматического отключения напряжения холостого хода при разрыве сварочной цепи или его ограничения до безопасного в данных условиях значения. Устройства должны иметь техническую документацию, утвержденную в установленном порядке, а их параметры соответствовать требованиям государственных стандартов на электросварочные устройства. ¶
3.1.13. При проведении сварочных работ в закрытых помещениях необходимо предусматривать (при необходимости) местные отсосы, обеспечивающие улавливание сварочных аэрозолей непосредственно у места его образования. В вентиляционных устройствах помещений для электросварочных установок должны быть установлены фильтры, исключающие выброс вредных веществ в окружающую среду. ¶
3.1.14. Потребители, строительные и другие организации, создающие сварочные участки, должны иметь приборы, методики и квалифицированный персонал для контроля опасных и вредных производственных факторов, указанных в соответствующих государственных стандартах. Результаты измерений должны регистрироваться. В случае превышения установленных норм должны быть приняты меры для снижения опасных и вредных факторов. ¶
3.1.15. К выполнению электросварочных работ допускаются работники, прошедшие обучение, инструктаж и проверку знаний требований безопасности, имеющие группу по электробезопасности не ниже II и соответствующие удостоверения. ¶
Электросварщикам, прошедшим специальное обучение, может присваиваться в установленном порядке группа по электробезопасности III и выше для работы в качестве оперативно-ремонтного персонала с правом присоединения и отсоединения от сети переносных и передвижных электросварочных установок. ¶
3.1.16. Переносное, передвижное электросварочное оборудование закрепляется за электросварщиком, о чем делается запись в Журнале регистрации инвентарного учета, периодической проверки и ремонта переносных и передвижных электроприемников, вспомогательного оборудования к ним. Не закрепленные за электросварщиками передвижные и переносные источники тока для дуговой сварки должны храниться в запираемых на замок помещениях. ¶
3.1.17. Присоединение и отсоединение от сети электросварочных установок, а также наблюдение за их исправным состоянием в процессе эксплуатации должен выполнять электротехнический персонал данного Потребителя с группой по электробезопасности не ниже III. ¶
3.1.18. При выполнении сварочных работ в помещениях повышенной опасности, особо опасных помещениях и в особо неблагоприятных условиях сварщик кроме спецодежды обязан дополнительно пользоваться диэлектрическими перчатками, галошами и ковриками. ¶
При работе в замкнутых или труднодоступных пространствах необходимо также надевать защитные (полиэтиленовые, текстолитовые или винипластовые) каски, пользоваться металлическими щитками в этом случае не допускается. ¶
3.1.19. Работы в замкнутых или труднодоступных пространствах должен выполнять сварщик под контролем двух наблюдающих, один из которых должен иметь группу по электробезопасности не ниже III. Наблюдающие должны находиться снаружи для контроля над безопасным проведением работ сварщиком. Сварщик должен иметь лямочный предохранительный пояс с канатом, конец которого находится у наблюдающего. Электросварочные работы в этих условиях должны производиться только на установке, удовлетворяющей требованиям п.п.3.1.12., 3.1.13. ¶
3.1.20. На закрытых сосудах, находящихся под давлением (котлы, баллоны, трубопроводы и т.п.), и сосудах, содержащих воспламеняющиеся или взрывоопасные вещества, производить сварочные работы не допускается. Электросварка и резка цистерн, баков, бочек, резервуаров и других емкостей из-под горючих и легковоспламеняющихся жидкостей, а также горючих и взрывоопасных газов без тщательной предварительной очистки, пропаривания этих емкостей и удаления газов вентилированием не допускается. ¶
Выполнение сварочных работ в указанных емкостях разрешает работник, ответственный за безопасное проведение сварочных работ, после личной проверки емкостей. ¶
3.1.21. Система технического обслуживания и ремонта электросварочных установок разрабатывается и осуществляется в соответствии с принятой у Потребителя схемой с учетом требований настоящей главы, инструкций по эксплуатации этих установок, указаний завода-изготовителя, норм испытания электрооборудования (Приложение 3) и местных условий. ¶
3.1.22. Проведение испытаний и измерений на электросварочных установках осуществляется в соответствии с нормами испытания электрооборудования (Приложение 3), инструкциями заводов-изготовителей. Кроме того, измерение сопротивления изоляции этих установок проводится после длительного перерыва в их работе, при наличии видимых механических повреждений, но не реже 1 раза в 6 мес. ¶
3.1.23. Ответственность за эксплуатацию сварочного оборудования, выполнение годового графика технического обслуживания и ремонта, безопасное проведение сварочных работ определяется должностными инструкциями, утвержденными в установленном порядке руководителем Потребителя. При наличии у Потребителя должности главного сварщика или работника, выполняющего его функции (например, главного механика), указанная ответственность возлагается на него. ¶
Обслуживание сварочного оборудования
Основные термины и определения
Система технического обслуживания и ремонта техники – Совокупность взаимосвязанных средств, документации технического обслуживания и ремонта и исполнителей, необходимых для поддержания и восстановления качества изделий, входящих в эту систему.
Техническое обслуживание сварочного оборудования (Профилактическое обслуживание, Технический уход) – Комплекс операций по поддержанию исправности оборудования.
Ремонт – Комплекс операций по восстановлению исправности или работоспособности изделий.
Периодичность технического обслуживания (ремонта) – Интервал времени или наработка между данным видом технического обслуживания (ремонта) и последующим таким же видом или другим большей сложности. (Примечание: под видом технического обслуживания (ремонта) понимают техническое обслуживание (ремонт), выделяемое (выделяемый) по одному из признаков: этапу существования, периодичности, объему работ, условиям эксплуатации, регламентации и т.д.).
Периодическое техническое обслуживание – Техническое обслуживание, выполняемое через установленные в эксплуатационной документации значения наработки или интервалы времени.
Регламентированное техническое обслуживание – Техническое обслуживание, предусмотренное в нормативно-технической или эксплуатационной документации и выполняемое с периодичностью и в объеме, установленными в ней, независимо от технического состояния изделия в момент начала технического обслуживания.
Плановое техническое обслуживание – Техническое обслуживание, постановка на которое осуществляется в соответствии с требованиями нормативно-технической или эксплуатационной документации.
Капитальный ремонт – Ремонт, выполняемый для восстановления исправности полного или близкого к полному восстановлению ресурса изделия с заменой или восстановлением любых его частей, включая базовые.
Средний ремонт – Ремонт, выполняемый для восстановления исправности или частичного восстановления ресурса изделия с заменой или восстановлением составных частей ограниченной номенклатуры и контролем технического состояния составных частей.
Средний ремонт – Ремонт, выполняемый для восстановления исправности или частичного восстановления ресурса изделия с заменой или восстановлением составных частей ограниченной номенклатуры и контролем технического состояния составных частей.
Плановый ремонт – Ремонт, постановка на который осуществляется в соответствии с требованиями нормативно-технической документации
Требования нормативных документов по обслуживанию сварочного оборудования
Эксплуатация сварочного оборудования должна производиться в соответствии с требованиями «Правил технической эксплуатации электроустановок потребителей» (ПТЭ).
Требования Правил технической эксплуатации электроустановок потребителей:
- П.1.2.3 Для выполнения обязанностей по организации эксплуатации электроустановок руководитель назначает ответственного за электрохозяйство организации;
- П. 3.1.21 На предприятии должна действовать система технического обслуживания и ремонта СО (установок), разработанная и осуществляемая с учетом ПТЭ, инструкций по эксплуатации СО, указаний завода изготовителя и местных условий;
- П. 3.1.22 Сопротивление изоляции измеряется не реже 1 раза в 6 месяцев, а также при длительных перерывов в работе и механических повреждениях;
- П. 1.6.10 Установленное оборудование должно обеспечиваться запасными частями и материалами. Состояние, условия поставки, хранение контролируется ответственным за энергохозяйство
Система обслуживания и ремонта сварочного оборудования (ППР) в организации включает:
- наличие ответственного за электро хозяйство, который обязан обеспечить своевременное и качественное техническое обслуживание и планово-предупредительный ремонт (П.1.2.6. ПТЭ);
- наличие ответственного за эксплуатацию сварочного оборудования В соотв с п. 3.1.23 ПТЭ при наличии службы Гл. сварщика ответственность возлагается на него, который «Возглавляет разработку графиков проведения планово-предупредительного и капитального ремонта сварочного оборудования»;
- наличие графиков ППР, составленных ответственным за энергохозяйство, утвержденные техническим руководителем Потребителя (п. 1.6.3. ПТЭ)
Графики ППР должны предусматривать проведение текущих ремонтов (обслуживание), средних и капитальных. Так, для источников обще промышленного назначения рекомендуется следующая последовательность плановых ремонтов: пуск (К) – Т – С – Т – С – Т – С – Т – К. При этом период между ремонтами устанавливается в зависимости от сложности оборудования, условий эксплуатации, интенсивности работы. Т –от 3 до 6 месяцев, С- от 1-3 года, К- 3-6 лет. Так что меж ремонтный цикл от одного капитального ремонта до другого составляет срок службы сварочного аппарата, составляющий, как правило — 6 лет. В паспортах на отдельные марки оборудования указываются периоды обслуживания и объемы работ , например, для ВДУ 506 один раз в месяц проводится очистка от пыли и проверка состояния контактов, один раз в 3 месяца проверка блоков управления.
В сответствии с п. 1.6.7 ПТЭ СО, выработавшее срок службы, указанный в паспорте, должно пройти техническое освидетельствование, комиссией возглавляемой техническим руководителем. с целью оценки состояния, установления сроков дальнейшей работы и условий эксплуатации.
Результаты работы комиссии должны отражаться в акте и технических паспортах сварочного оборудования с обязательным указанием срока последующего освидетельствования.
Сварочное оборудование, выработавшее установленный технической документацией срок эксплуатации и не проходившее техническое диагностирование, должно быть выведено из эксплуатации. До списания экономично выполнять не более 1 — 3 капитальных ремонтов.
Внеплановый ремонт источника назначают при выявлении его неработоспособного состояния
Ежедневное обслуживание источника выполняется сварщиком перед началом работы. Он осматривает источник для выявления внешних повреждений, проверяет наличие заземления, крепление сварочных кабелей и герметичность газовых и водяных коммуникаций. Выявленные замечания докладывает мастеру.
Периодическое обслуживание выполняется электротехнологическим персоналом (наладчиком, электриком службы энергетика цеха).
Текущий ремонт, как правило, выполняется наладчиком прямо на посту сварки без полной разборки, но с отключением от сети. При этом устраняются неисправности путем замены или восстановления отдельных частей, что и обеспечивает работоспособность источника до более серьезного ремонта.
Средний ремонт выполняется, как правило, на ремонтном участке, при этом ресурс источника восстанавливается путем замены или восстановления неисправных его частей.
Капитальный ремонт может выполняться на ремонтном участке или на специализированном ремонтном предприятии. При этом добиваются исправности источника с полным восстановлением его ресурса. Для этого приходится заменять и восстанавливать любые части источника, в том числе базовые, такие как обмотки трансформаторов, блок управления, выпрямительные блоки и т.п.
В соответствии с требованиями НТД на сварочные работы на ОТО в части эксплуатации СО все виды ремонта должны быть отражены в «Журнале учета состояния СО» с указанием заменяемых элементов.
Размещение, подключение, заземление СО должно удовлетворять требованиям ПТЭ, ПУЭ,и ПОТ РМ 020.
Контрольно-профилактические работы по обслуживанию сварочного оборудования
Техническое обслуживание содержит регламентированные в паспорте или НТД операции для поддержания исправности изделия в течение всего его срока службы. В техническое обслуживание в зависимости от вида СО входит контроль его технического состояния (в том числе измерение сопротивления изоляции), очистка, смазывание, крепление болтовых соединений, замена некоторых изнашивающихся частей изделия (например, подающих роликов), регулировка и т.д.
Для обеспечения бесперебойной и длительной работы сварочного оборудования, своевременного устранения мелких неисправностей при его эксплуатации надо проводить контрольно-профилактические работы, которые подразделяются на:
- ежедневные;
- ежемесячные;
- полугодовые;
- годовые.
Контрольно-профилактические работы должны производится периодически.
При ежедневном обслуживании необходимо:
- Перед началом работы осмотреть сварочное оборудование для выявления случайных повреждений отдельных наружных частей.
- Проверить заземление источника питания.
- Проверить надёжность подключения сварочных проводов к зажимам источника питания и свариваемому изделию.
- После пуска проверить направление вращения вентилятора, иначе говоря, правильность направления потока охлаждающего воздуха.
Ежемесячно (1 раз в месяц) нужно:
- Очистить сварочное оборудование от пыли и грязи, продувая источник питания сжатым воздухом, а в доступных местах протирая ветошью.
- Проверить состояние электрических проводов, механических контактов и паек и в случае необходимости обеспечить надёжный электрический контакт.
- Проверить надёжность всех винтовых соединений.
- Проверить затяжку крепления силовых катушек.
- Очистить пускатель от пыли и загрязнений, проверить состояние контактов. Если они обгорели или на и хповерхности образовались капли металла, то поверхность контактов необходимо зачистить.
Один раз в три месяца нужно:
- Проверить сопротивление изоляции токоведущих частей.
- Проверить состояние блока управления, фильтра защиты от радиопомех защитных цепей нужным способом, установить отсутствие механических повреждений конденсаторов.
- В сварочных преобразователях нужно проверить состояние коллектора, а в случае обнаружения на коллекторе следов нагара его следует прошлифовать мелкозернистой шлифовальной бумагой.
Один раз в полгода нужно:
- Очистить контакты и изоляционные части переключателя диапазонов тока от пыли и налёта металлических частиц.
- Смазать тугоплавкой смазкой все трущиеся места.
- В сварочных преобразователях проверить состояние и наличие смазки в камерах подшипников и при необходимости заменить её.
Один раз в год нужно:
- Разобрать электродвигатель вентилятора и произвести его внутреннюю очистку, перед сменой смазки подшипники необходимо промыть бензином.
- Произвести плановый текущий осмотр для выявления необходимости планового ремонта.
На каждом предприятии (заводе, монтажном участке или площадке, ремонтной организации) должны быть составлены графики осмотров, проверок, профилактических (текущих) и капитальных ремонтов оборудования, утверждённых главным инженером. В графиках, помимо сроков (дат)контроля, указываются фамилии лиц, ответственных за проведение этих операций.
 Сварочный аппарат ВД252
Сварочный аппарат ВД252
Как часто работником должен проводиться осмотр трансформаторов электроустановок без их отключения
Осмотр силовых трансформаторов по инструкции — обязательная процедура. Проверяется несколько пунктов, включая осмотр внешнего состояния изоляторов, контроль за температурой масла и его цветом. Также важнейшей составляющей проверки считается измерение уровня шума и величин напряжения, которое подается на первичную обмотку. Осмотры проводятся с определенной периодичностью, но возникают ситуации, когда они необходимы внеочередно, экстренно.
- Зачем нужен
- Порядок осмотра
- Нагрузка
- Контроль за температурой масла и окружающей среды
- Уровень и цвет масла
- Внешнее состояние изоляторов
- Проверка состояния заземления
- Прослушивание шума
- Контроль величины первичного напряжения
- Оценка состояния помещения, степени соблюдения правил техники безопасности
- Отсутствие течи масла
- Состояние силикагеля
- Целостность масломерного стекла
- Как часто нужна проверка без отключения сети
- В каких случаях проводится внеочередная проверка
- Когда проводится профилактический осмотр
Зачем нужен
Осмотр трансформатора позволяет предупредить различного рода повреждения не только него самого, но и других подключенных к нему приборов и устройств. Электроустановка и находящийся тс внутри требуется постоянной проверки, если речь идет о крупном производстве, когда энергия поставляется бесперебойно. Для оборудования, которое не так часто эксплуатируется проверки проводятся реже.
Эксплуатация сопряжена с рядом трудностей. Даже выбор качественно тс от надежного поставщика и работа без единого даже мельчайшего нарушения не гарантирует, что трансформатор не поломается и будет служить долго. Осмотр позволяет выявить неполадки, связанные с:
- изменением температурных показателей масла;
- снижением работоспособности изоляционных материалов;
- наличием течи масла из аппарата;
- нарушением целостности заземления;
- сменой нагрузки;
- изменением показателей подачи первичного напряжения и многого другого.
Возникновение этих проблем приводит к потере работоспособности тс (если он полностью не выйдет из строя, то показывает низкую эффективность). Негативные моменты способствуют поломке конструктивных узлов и дополнительных деталей, а также плохо влияют на конечный итог работы. Кроме того, проблемы с заземлением и изоляцией могут принести огромный вред персоналу, вплоть до летального исхода.
Поэтому выявление дефектов и их устранение — первоочередная задача на производстве.
Порядок осмотра
Порядок осмотра соблюдается в обязательном порядке. Дело даже не в том, что инструкция помогает четко следовать плану и ни о чем не забыть, а в удобстве и уменьшении требуемого на процедуру времени.
Нагрузка
Нагрузка трансформатора проверяется по амперметрам. Они подключаются к устройствам, измеряются все типы нагрузок, которые есть. Данные сверятся с табличными.
Степень перегрева оборудования в зависимости от величины нагрузки — это понятно. Что не случалось повышения температуры, которое может привести к поломке агрегата, регулярно проводят систематический контроль по показаниям амперметров. Снабжаются ими приборы с мощностью от 1000 ква и более.
Контроль за температурой масла и окружающей среды
Это второй этап, на который обращают внимание, если речь идет о проверке производственных трансформаторов. Если работа проводится с показателями выше допустимых (но не выше окончательной нормы), то срок службы обмоток значительно уменьшается. Изоляционное масло под действием высоких температур приходит в непригодность.
Для постоянного измерения температуры на большей части тс есть специальный ртутный термометр. Более современные модели оснащены термическими сигнализаторами.
По стандартам, принятым в России, минимальная температура работающего масла в трансформаторе силового типа при температуре окружающей среды не выше 35 градусов не должна превышать 95 градусов.
ВАЖНО! При этом максимально допустимое различие между температурными показателями окружающей среды и масла — 60 градусов.
Уровень и цвет масла
Уровень масла просматривается по специальной отсечке, которая есть на каждом трансформаторе. Есть современные варианты, которые автоматически считывают информацию об объеме. Но если уровень можно поменять, просто долив масло, то дело обстоит иначе, если оно потеряло свой цвет.
Оптимальным считается цвет от светлого желтого до золотистого желтого. Это значит, что не присутствует загрязнений, примесей и других составляющих, изменяющих эффективность работы. Если масло темнеет, появляется бурый или коричневый оттенок, то его непременно заменяют. Работа с составляющим плохого качества грозит выходом из строя конструктивных узлов.
Внешнее состояние изоляторов
Проверяется внешнее состояние изоляционных материалов обязательно. Если появятся дефекты, то это может повлиять на безопасность использования трансформатора. Просматривается изолятор на то, есть ли:
- трещины;
- следы перекрытий;
- места вытекания мастики;
сильные заломы; - загрязнения.
Проверяются все изолятор тщательно. При обнаружении загрязнения вычисляют природу ее появления.
Проверка состояния заземления
Качество заземления влияет на безопасность обслуживающего персонала. Проверяется опытным путем, после этого дополнительно смотрят, не вытекает ли масло из кожуха устройства.
Прослушивание шума
Шум непременно будет при работе трансформатора. Но его характеристики говорят многое о работе механизма. У нормально функционирующего оборудования шумовые показатели равномерные, без измерения тона и уровня громкости. Проводящему осмотр человеку для прослушивания шума необходимо отключить вентиляторы. Если прослушиваются щелчки и потрескивание, наблюдается смена тонов или усиление, уменьшение периодичности громкости, то проводят тщательную проверку.
Контроль величины первичного напряжения
Этот показатель также важен для проверки, так как определяет эффективность работы механизма. Допустимое максимум превышения показателя первичного напряжения составляет пять процентов от нормы, которая указана в листе по эксплуатации. Внимание обращают на число ответвления.
Оценка состояния помещения, степени соблюдения правил техники безопасности
На качество и безопасность работы трансформатора напрямую влияют установленные приборы и самом помещение. Проверяется дополнительно:
- есть ли и какого качества средства пожаротушения;
- исправна ли система вентиляции;
- какие температуры поддерживаются;
- исправно ли само помещение, нет ли сквозняков и тому подобное.
Обычно эту характеристику по плану практически пропускают при плановом осмотре, оставляя лишь проверку даты средств пожаротушения.
Отсутствие течи масла
При внешнем осмотре проверяют не только состояние масла (его уровень и цвет), но и отсутствие течи. Даже минимальное выхождение состава приводит к уменьшению продуктивности устройства. Кроме того, повышается риск получить производственную травму.
Состояние силикагеля
Протекание или изменение состава силикагеля происходит довольно редко, но все-таки при плановом осмотре эту характеристику учитывают. Дефекты могут привести к образованию загрязнений и поломке на конструктивных узлах. Поэтому силикагель заменяется.
Целостность масломерного стекла
Масломерное стекло позволяет определить уровень масла, который влияет на эффективность функционала. Целостность стекла важна для корректно работы и удобного показа информации.
Как часто нужна проверка без отключения сети
Проводя плановый осмотр многих интересует, какие же установлены на законодательном уровне сроки этого. На самом деле нет единого документа, который бы говорил о том, когда нужно заниматься осмотром.
Но в инструкции к каждому трансформатору указывается личная периодичность.
Без отключения тс на производствах, где постоянно присутствует дежурный персонал, такой осмотр проводится как минимум раз в сутки. Если персонала нет, то срок увеличивается до одного раза в календарный месяц.
В каких случаях проводится внеочередная проверка
Внеочередной осмотр должен проводится при обнаружении единичного дефекта. Это может быть:
- течь масла в баке;
- несоответствие уровня состава заявленному;
- изменение состояния изоляторов;
- наличие сколов и трещин на изоляторе;
- ухудшение состояния шинопроводов и кабелей;
- ухудшение соединений контактов;
- скачки напряжения.
Внимательно прислушиваются к шуму. Ревизия проводится, если типология шумов отличая от той, которая присутствует в нормальном состоянии.
Когда проводится профилактический осмотр
Сказать точно, когда необходимо осматривать определенные реакторы нельзя. Дело в том, что каждый из них имеет различные технические характеристики. Но, как показывает практика, силовые трансформаторы с большими показателями напряжения, установленные на крупных производствах, осматривают полностью минимум раз в три дня.
А те, что работают в подстанциях, которые не обслуживаются людьми ежедневно, осматривают раз в месяц. Есть специальный журнал, куда вносятся все сведения об осмотрах.