Когда появляются временные сварочные деформации?
Билеты экзамена для проверки знаний специалистов сварочного производства 1 уровень
БИЛЕТ 4
ВОПРОС 1. Назовите основные наружные дефекты шва при РДС.
1. Нарушение размеров и формы шва, подрезы, прожоги, наплывы, свищи, не заваренный кратер.
2. Нарушение размеров и формы шва, трещины, поры, шлаковые включения.
3.Прожоги, наплывы, свищи, оксидные вольфрамовые включения, несплавления.
ВОПРОС 2. В каких пределах изменяется стандартный угол скоса кромки при V-образной разделки элементов стальных конструкций по ГОСТ 5264-80
1. 23-27 градусов.
2. 25-30 градусов.
3. 60-90 градусов.
ВОПРОС 3. Какой буквой русского алфавита обозначают алюминий и медь в маркировке стали?
1. Алюминий — А, медь — М.
2. Алюминий — В, медь — К.
3. Алюминий — Ю, медь — Д.
ВОПРОС 4. Укажите способ устранения влияния магнитного дутья
1. Увеличением параметров режима сварки, механической зачисткой свариваемых кромок.
2. Изменением места токоподвода, угла наклона электрода, заменой постоянного тока переменным.
3. Изменением угла раздела кромок, уменьшение зазора в стыке.
ВОПРОС 5. Что такое режим холостого хода сварочного трансформатора?
1. Первичная обмотка трансформатора подключена к питающей сети, а вторичная замкнута потребителем.
2. Первичная обмотка трансформатора подключена к питающей сети, а вторичная обмотка отключена от потребителя.
3. Первичная обмотка трансформатора не подключена к сети, а вторичная обмотка замкнута потребителем.
ВОПРОС 6. Что из перечисленного ниже влияет на выбор диаметра электрода и величины сварочного тока?
1. Марка и толщина свариваемого металла.
2. Температура окружающей среды.
3. Все перечисленное в п.п.1,2.
ВОПРОС 7. Укажите правильное подразделение электродов по типу покрытия по ГОСТ 9466?
1. Кремнесодержащие, марганцесодержащие и нейтральные покрытия.
2. Окислительные, восстановительные и пассивирующие покрытия.
3. Кислые, основные, целлюлозные и рутиловые покрытия
ВОПРОС 8. Для сварки какого класса сталей применяют электроды типов Э70, Э85, Э100, Э125, Э150?
1. Для сварки теплоустойчивых сталей.
2. Для сварки конструкционных сталей повышенной и высокой прочности.
3. Для сварки углеродистых и низколегированных конструкционных сталей.
ВОПРОС 9. Что из перечисленного ниже является причиной появления шлаковых включений?
1. Плохая защита места сварки от ветра на монтаже.
2. Следы влаги и масла на свариваемых кромках.
3. Низкое качество электродного покрытия при ручной дуговой сварке.
ВОПРОС 10. Когда наблюдается мелкокапельный перенос металла при сварке в защитных газах?
1. На малых значениях плотности сварочного тока.
2. На больших значениях плотности сварочного тока.
3. На средних значениях плотности сварочного тока.
ВОПРОС 11. Какой из перечисленных факторов в большей степени влияет на ширину шва при РДС?
1. Величина сварочного тока.
2. Поперечные колебания электрода.
3. Напряжение на дуге.
ВОПРОС 12. Укажите требования к режиму подогрева при сварке разнородных сталей перлитного класса
1. Устанавливается режим, соответствующий более легированной из свариваемых сталей.
2. Устанавливается режим, соответствующий менее легированной из свариваемых сталей.
3. Устанавливается усредненный режим подогрева.
ВОПРОС 13. Укажите, как влияет увеличение диаметра электрода (при неизменном токе) при ручной дуговой сварке на пространственную устойчивость дуги
1. Возрастает, так как уменьшается блуждание активного пятна.
2. Снижается, так как усиливается блуждание активного пятна по сечению конца электрода.
3. Никакого влияния не оказывает.
ВОПРОС 14. Какую вольтамперную характеристику должен имеет источник питания для РДС?
ВОПРОС 15. Укажите требования, предъявляемые к качеству подготовки поверхности кромок, пред сваркой
1. Разрешается применять металл в состоянии поставки.
2. Поверхности стыка кромок детали и прилегающая к ним зона должны быть чистой, без окалины, ржавчины, масла, смазки и грязи.
3. Поверхности стыка кромок детали и прилегающая к ним зона должны быть без следов влаги.
ВОПРОС 16. Укажите как выбирают плотность защитного стекла в сварочной маске при дуговой сварки
1. В зависимости от способа сварки.
2. В зависимости от величины сварочного тока.
3. В зависимости от остроты зрения сварщика.
ВОПРОС 17. Когда появляются временные сварочные деформации?
1. Образуются во время сварки.
2. Возникают после сварки.
3. Появляются после охлаждения свариваемого металла.
ВОПРОС 18. Какие дефекты допускается устранять сварщику (не привлекая руководителя работ)?
1. Любые дефекты, включая дефекты типа непроваров и трещин.
2. Трещины и межваликовые несплавления.
3. Поверхностные поры, шлаковые включения, межваликовые несплавления, подрезы.
ВОПРОС 19. Какая минимальная величина тока может оказаться смертельной для человека при попадании под электрическое напряжение?
1. Сила тока равная 1 мА.
2. Сила тока равная 10 мА.
3. Сила тока равная 50 мА.
ВОПРОС 20. Какой линией изображают невидимый сварной шов на чертеже?
1. Сплошной основной.
3. Штрих – пунктирной.
Для перехода на следующую страницу, воспользуйтесь постраничной навигацией ниже
Взаимосвязь деформации и напряжения при сварке — выкладываем по полочкам

Сварка обеспечивает самое прочное и надежное соединение, если проведена правильно. Однако при нарушении технологии в конструкции возникают напряжения и деформации, вызванные сварочным процессом. Искажается форма и размеры изделия, в результате чего оно не может выполнять свои функции.
Определение сварочных напряжений и деформаций
Сварочные напряжения ― это воздействия, приложенные к поперечному сечению. По направленности они могут быть:
- растягивающего действия;
- изгибающего;
- крутящего;
- сжимающего;
- срезающего.
Сварочные деформации ― это искажение формы под действием прилагаемых сил. Нарушения могут проявиться не сразу после завершения сварочных работ, а во время эксплуатации из-за увеличения нагрузки. В лучшем случае снизится антикоррозийная устойчивость, в худшем ― разрушится конструкция.
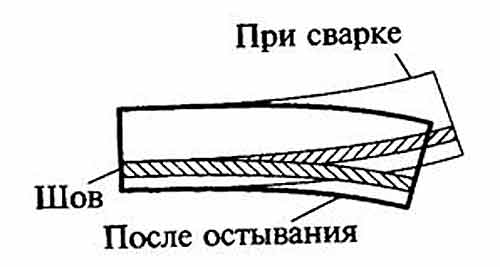
Наглядная картинка деформации сварного соединения при сварке и после остывания
Сварочные напряжения ― это воздействия, приложенные к поперечному сечению.
Сварочные деформации ― это искажение формы под действием прилагаемых сил.
Общая информация
В тестах НАКС встречается задание из разряда «Какие из предложенных вариантов концентрируют в сварочных швах напряжение?». Предлагаются 3 варианта ответа:
- технические свойства металла;
- дефекты шва, вызванные сбоем технологии;
- нагрев при сваривании детали.
Рассматриваемая в это статье тема на прямую связана с решением этой задачи.
Основная причина повышенного уровня напряжения – это технологическая дефективность шва. Существуют так же и другие нюансы, которые ложатся в основу появления нежелательного напряжения и деформирования.
К примеру, неверное очертание швов. Однако техническая дефектность – основная причина проблемы. Существует версия, что суть проблемы в сварочном нагреве, но это не так.
К техдефектам, повышающим напряжение, относят:
- шлаковые включения;
- трещины;
- не качественно проваренные участки;
- газовые пузырьки, скопившиеся в соединении шва.
Деформации при сварке создаются в точках технологической дефективности, ведь именно там напряжение превышает допустимый уровень.
Нагрев металла также имеет значение в появлении напряжения и деформации, однако, он не первоисточник.
Третьей причиной возникновения деформации профессионалы называют естественную усадку. Она происходит во время остывания, когда металл из жидкообразного состояния переходит в твердое.
Это уменьшает объем металла, что приводит к нежелательным изменениям формы детали. Причиной проблемы в большинстве случаев является неправильно проведенный процесс охлаждения.
Риск деформации повышается также, когда варится деталь конструкции повышенной сложности, где создается много разных швов. Здесь важно отсутствие ошибок в техдокументации к детали, и верный расчет нагрузки на металл.
Существуют виды сварки, при которых нагрев металла происходит неравномерно, и это тоже становится причиной плохой усадки, а значит, проблем и возможного возникновения деформации в будущем. Поэтому нагревать металл нужно постепенно, а шов делать равномерным.
Причины проявления деформаций, напряжений материалов
При сварных работах соединяемые образцы подвергаются воздействию достаточно высоких температур. Напряжения, деформации могут образовываться в следующих ситуациях:
- литейная усадка;
- нагревание материала на соединяемом участке осуществляется неравномерно;
- изменения структуры металла при охлаждении после нагревания. Сначала происходит деформация кристаллических зерен, после — всей металлической конструкции.
Литейная усадка
Данный процесс происходит из-за образования в поверхностных слоях металла, которые непосредственно касаются сварного шва, остаточных напряжений. Основная причина этого — уменьшение объема охлаждаемой сварной ванны. Происходит растягивание ближайших слоев металла изделий. При минимальном объеме ванны деформации, напряжения, формирующиеся в процессе ее затвердевания, тоже минимальны.
Нагревание/охлаждение производится неравномерно
В результате неравномерного увеличения температуры металла, в нем формируются напряжения тепловые, осуществляется изменение пластичности, прочностных характеристик. Если температура нагревания высокая, показатель теплопроводности материала минимальный, тогда напряжения тепловые будут повышенными.
Деформации и напряжения при сварке формируются под воздействием тепловой энергии электротока. Основными причинами их возникновения является неравномерный разогрев материала, неправильное охлаждение, усадка жидкого материала ванны, изменения структуры металла на участке термического воздействия, в соединительном шве.
Изменения структуры материала
Причинами данного процесса являются образования растягивающих/стягивающих напряжений. Подобные преобразования иногда способствуют изменению объема соединяемого металла. В процессе сварки образцов из сталей низкоуглеродистой группы, напряжения незначительны, существенно не влияют на качество сваривания. Достаточно большие деформации возникают в период сваривания образцов из сталей легированной группы с наличием углерода больше 0,35 процентов. В данном случае не исключено образование в сварочных швах горячих трещин.
Процедуру деформации металла можно охарактеризовать:
- углом поворота;
- укорочениями, прогибами образцов;
- величинами точек шва;
- параметрами выхода из плоскости, образующей равновесие.
Что такое напряжение
Сварочное напряжение определяют как силу, действующую на единицу площади изделия. Оно может быть вызвано растягивающим, изгибающим, крутящим, сжимающим или срезающим усилием.
Эти силы достигают таких величин, что в процессе эксплуатации напряжения и деформации в отдельных деталях приводят к разрушению всей конструкции. Кроме этого происходит снижение антикоррозионных свойств, меняются геометрические размеры и жесткость конструкции.

Напряжения и деформации бывают временными и остаточными. Какие сварочные деформации называют временными, а какие остаточными определяется просто. Временные появляются во время сваривания деталей, вторые появляются и остаются после окончания сварки и охлаждения конструкции.
Мероприятия, способствующие снижению деформаций
Достичь сокращения сварочных напряжений и уменьшения деформации при соединении металлических образцов достаточно сложно. Для этого нужно предпринимать следующие меры:
- Предварительно до начала сварных работ, еще в процессе проектирования металлоконструкции, анализируются последствия взаимодействия металлов при выполнении сварочных работ. Если подобранные материалы не сочетаются друг с другом, для выполнения соединения необходимо приложить большие усилия, сварочная процедура требует дополнительных материальных вложений, можно подобрать другой металл, уменьшить скорость выполнения шва, поменять конструкцию, сделать в ней минимальное число сварных швов.
- При непосредственном проведении сварных работ нужно правильно организовать последовательность выполнения соединения деталей. Замыкающие швы конструкции должны производиться в самую последнюю очередь. При выполнении сварки вручную, когда сварные швы достаточно длинные, соединение необходимо выполнять в ступенчатом порядке, и максимально жестко скреплять между собой узлы.
- Кроме этих мероприятий, непосредственно перед началом выполнения соединения изделий, можно незначительно повредить их кромки в направлении, обратном направлению предполагаемой деформации.
- Если предварительно соединяемые металлические детали незначительно подогреть, сварочные деформации металла шва будут минимальными. Сварочное напряжение, на которое не обратили внимания в период проведения сварочных работ, способно отрицательно повлиять на жесткость, прочность соединяемой конструкции.

По окончании сварки обязательно производится термический отпуск. Подобная процедура обеспечивает уменьшение остаточных напряжений, повышает пластические свойства сварочного соединения.
Заключение
В начале пути сварщика многие беспокоятся, когда видят в созданных их руками деталях дефекты связанные с деформированием и напряжением металла.
Однако в освоении профессии новички всегда совершают ошибки – это суть пути обучения, изучения особенностей и нюансов сварки. Со временем опыт накапливается, решения находятся быстрее – даже до появления проблемы.
При работе на крупных заводах о недостатках выполненной задачи можно узнать еще на стадии тестирования соединений.
Это поможет избежать критических последствий и улучшить работу в будущем. А чтение статей на нужную тематику помогает находить решения возникших проблем.
Причины возникновения деформаций и напряжений при сварке
Что такое напряжение
Сварочное напряжение определяют как силу, действующую на единицу площади изделия. Оно может быть вызвано растягивающим, изгибающим, крутящим, сжимающим или срезающим усилием.
Эти силы достигают таких величин, что в процессе эксплуатации напряжения и деформации в отдельных деталях приводят к разрушению всей конструкции. Кроме этого происходит снижение антикоррозионных свойств, меняются геометрические размеры и жесткость конструкции.

Напряжения и деформации бывают временными и остаточными. Какие сварочные деформации называют временными, а какие остаточными определяется просто. Временные появляются во время сваривания деталей, вторые появляются и остаются после окончания сварки и охлаждения конструкции.
Причины появления
Главные причины возникновения напряжений и сварочных деформаций такие:
- неоднородный нагрев металлических заготовок;
- усадочные изменения сплава в сварном шве;
- фазовые изменения, возникающие при переходе расплавленного металла из одного состояния в другое.

Одним из свойств металлов является их способность расширяться при повышении температуры и сжиматься при охлаждении. При плавлении в области сварочного соединения появляется неоднородная термозона.
Она вызывает напряжения сжимающего или растягивающего свойства. Если эти напряжения превышают предел текучести металла, то происходит изменение формы изделия, возникают остаточные деформации.
Разновидности деформаций зависят от того, в каких объемах они проявляются. Выделяют три рода. Деформации первого рода действуют в макрообъемах, деформации второго рода происходят в пределах кристаллических зерен, а третьего рода происходят в кристаллической решетке металла.
Деформации и напряжения при сварке возникают и при кристаллизации сварного шва, когда происходит усадка жидкого металла. Объем остывающего жидкого металла уменьшается, это вызывает напряжения внутри металла. Параллельно и перпендикулярно оси сварочного шва формируются напряжения, которые вызывают изменение формы изделия. Продольные силы вызывают изменения длины сварного шва, а поперечные приводят к угловым деформациям.
При превышении определенных предельных температур при сваривании углеродистых и легированных сталей происходит их структурное превращение. У них появляется другой удельный объем и изменяется коэффициент линейного расширения, что приводит к огромным сварочным напряжениям.
Самые большие из них возникают в легированных сталях. В них образуются закалочные структуры, которые при охлаждении не возвращаются к прежней структуре металла, как в большинстве случаев, а сохраняют колоссальные напряжения могущие привести к разрушению сварного шва.
Для этих сплавов разрабатываются специальные технологические процессы, снижающие остаточные напряжения и деформации.
Курсовая работа по теме Деформации и напряжения при сварке
- Введение
Сварка — процесс получения неразъёмного соединения посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого. Обычно применяется для соединения металлов, их сплавов или термопластов, а также в медицине.
Для производства сварки используются различные источники энергии: электрическая дуга, газовое пламя, лазерное излучение, электронный луч, трение, ультразвук. Развитие технологий позволяет в настоящее время осуществлять сварку не только на промышленных предприятиях, но и на открытом воздухе, под водой и даже в космосе. Производство сварочных работ сопряжено с опасностью возгораний, поражений электрическим током, отравлений вредными газами, облучением ультрафиолетовыми лучами и поражением глаз.
Физические признаки, в зависимости от формы энергии, используемой для образования сварного соединения, подразделяются на три класса:
Термический класс:
виды сварки, осуществляемые плавлением с использованием тепловой энергии.
Термомеханический класс:
виды сварки, осуществляемые с использованием тепловой энергии и давления.
Механический класс:
виды сварки, осуществляемые с использованием механической энергии и давления.
-
Технологическая часть
-
Деформации и напряжения при сварке
Во время электросварки происходит нагрев отдельных участков металла при холодных смежных участках, что вызывает напряжения в отдельных частях свариваемой конструкции и ее деформации.
— сила, приложенная к единице площади поперечного сечения детали или к единице площади ее поверхности.
— изменение размеров и формы изделия под действием механических усилий или температурного воздействия.
При сварке в конструкции возникают внутренние напряжения в результате неравномерного нагрева, охлаждения и усадки, которые могут явиться причиной деформации и снижения надежности конструкции.
Внутренние напряжения при правильных приемах сварки нарастают медленно и потом остаются постоянными, не превышая допустимых для данной конструкции напряжений, при этом не происходит деформация конструкции.
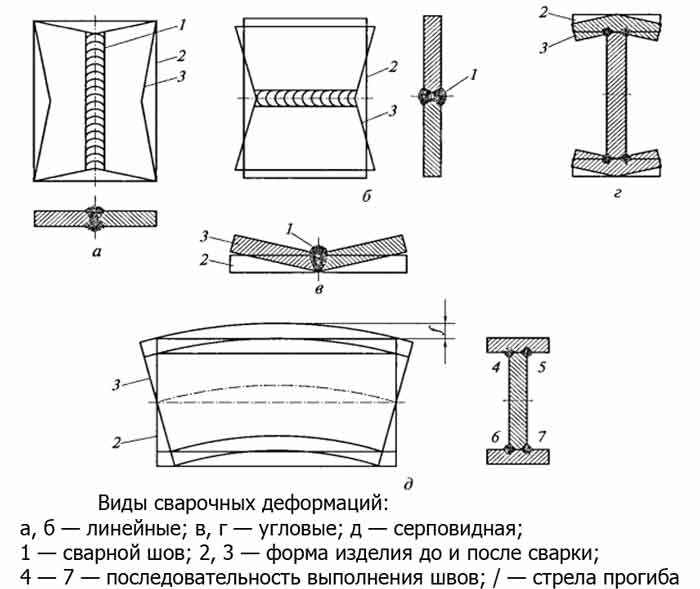
В результате местного (неравномерного) нагрева металла, обусловленного воздействием концентрированного источника теплоты, в сварной конструкции возникают временные и остаточные сварочные напряжения. Временные сварочные напряжения наблюдаются только в определенный момент сварки в процессе изменения температуры. Напряжения, существующие после окончания сварки конструкции и полного ее остывания, называют остаточными сварочными напряжениями или сварочными напряжениями. Они возникают в результате затруднений расширения и сжатия металла при его нагреве и остывании. Затрудненность расширения и сжатия металла обусловлена тем, что нагретый участок со всех сторон окружен холодным металлом, размеры которого не претерпевают никаких изменений. Реактивные остаточные напряжения возникают в связи с дополнительным закреплением свариваемых деталей (в приспособлении, при жестком закреплении и т. п.), также препятствующим нормальному протеканию процессов расширения и сжатия. Реактивные напряжения характеризуются неуравновешенной эпюрой напряжений. Структурные напряжения возникают в конструкции вследствие структурных превращений участков металла околошовной зоны, нагретых в процессе сварки до температуры выше критических точек. Значительные по величине структурные напряжения возникают при сварке закаливающихся сталей, при охлаждении которых после сварки в околошовной зоне образуются мартенситные, имеющие наибольший удельный объем структуры. Различают сварочные напряжения трех родов. В сварных конструкциях из низкоуглеродистых и низколегированных сталей в основном развиваются сварочные напряжения первого рода. Они действуют и уравновешиваются в значительных, соизмеримых с размерами конструкции или отдельных ее деталей, объемах. При определенных условиях возможно возникновение сварочных напряжений второго и третьего родов — действующих и уравновешивающихся в пределах отдельных зерен металла. В зависимости от пространственного расположения и взаимодействия различают сварочные напряжения: линейные или одноосные, действующие только по одной оси в одном направлении (рис. 1, а), плоскостные или двухосные, действующие в двух направлениях (рис. 1, б), и объемные или трехосные, действующие в трех направлениях (рис. 1, в). По направлению действия различают продольные и расположенные поперек оси шва линейные сварочные напряжения (рис.2).
Рис. 1-2.
Различные виды напряженного состояния; напряжения: а — линейные; б — плоскостные; в — объемные сварочные
Продольные (1) и поперечные (2) напряжения в сварном соединении
Практика эксплуатации сварных конструкций показывает, что в большинстве случаев сварочные напряжения не снижают несущей способности конструкций. По вопросу о влиянии, оказываемом сварочными напряжениями на работоспособность сварной конструкции, нет единого мнения. Большинство исследователей приходит к выводу о том, что линейные сварочные напряжения не снижают прочности сварных конструкций ни при одном из видов нагрузок (статической, вибрационной, ударной), если металл, из которого изготовлена конструкция, в процессе ее эксплуатации находится в пластическом состоянии. Однако, если металл находится в хрупком состоянии, т. е. не способен к пластическому деформированию, наличие даже линейных сварочных напряжений может привести к снижению несущей способности конструкции. Даже такой пластичный металл, как низкоуглеродистая сталь, при определенных условиях (низкая температура, резкая концентрация напряжений, наличие дефектов) может находиться в хрупком состоянии. Недостаточно ясно также влияние на прочность конструкции сварочных напряжений с плоскостным и объемным характером распределения. Большинство исследователей считают, что и при этом не происходит снижения прочности конструкции при статической (в чистом виде) нагрузке и пластичном состоянии металла. Технологию сварки и сборки конструкции следует разрабатывать с учетом обеспечения минимальной величины сварочных напряжений, и там, где это диктуется условиями работы конструкции, предусматривать снятие этих напряжений. При этом следует учитывать, что снятие сварочных напряжений — весьма трудоемкая и сложная операция, и к ней следует прибегать только при действительной, технически обоснованной необходимости. Если значения сварных напряжений достигнут предела текучести металла, они вызовут его пластическую деформацию, а следовательно, и изменения размеров и формы свариваемой конструкции, т. е. ее деформацию (коробление). Возникающие при сварке деформации разделяют на временные, существующие только во время сварки конструкции, и остаточные, остающиеся после завершения сварки и остывания конструкции. Важное значение для практики имеют остаточные сварочные деформации. В зависимости от характера, формы и размеров свариваемых деталей различают деформацию в плоскости и деформацию из плоскости соединяемых элементов. Деформация в плоскости проявляется в изменении (уменьшении) размеров конструкции, с чем необходимо считаться при заготовке деталей и сборке под сварку, предусматривая припуск на и зменение размеров. Рис. 4.
Угловая деформация при сварке стыкового соединения
Деформация из плоскости (угловая деформация) проявляется в образовании выпучин («хлопунов»), местном изгибе листов (рис. 4), в так называемом грибовидном изгибе пояса при сварке элементов тавровых и двутавровых сечений (рис. 5), а также в других изменениях формы изделий. Величина и характер остаточных деформаций в значительной степени определяются толщиной и свойствами основного металла, режимом сварки, последовательностью наложения швов, конструктивными формами свариваемых деталей и формой шва. При увеличении толщины свариваемого металла деформации снижаются, что связано с большей жесткостью конструкции. Рис. 5.
Угловая деформация (грибовидность) при сварке таврового соединения Существенное влияние на величину деформации оказывает значение коэффициента линейного расширения м
еталла. При повышении коэффициента линейного расширения величина остаточных деформаций увеличивается, например при сварке конструкций из высоколегированных нержавеющих сталей, что значительно затрудняет сварку металлоконструкций и изделий из этого металла. Опыт эксплуатации показал, что в стальных конструкциях, в которых не возникают структурные напряжения, в большинстве случаев величина и характер остаточных деформаций с течением времени почти не изменяется. В конструкциях, изготовленных из сталей, при сварке которых возникают структурные напряжения, размеры и формы элемента могут изменяться с течением времени. Изменение размеров и формы сварной конструкции в некоторых случаях снижает ее работоспособность и портит ее внешний вид. Если остаточные деформации достигают заметной величины они могут привести к неисправимому браку. При разработке, технологии сборки и сварки конструкции следует учитывать необходимость снижения остаточных деформаций до величины, при которой они не отражаются на работоспособности и внешнем виде конструкции и не затрудняют сборку отдельных элементов. Если величина остаточных деформаций выходит за допускаемые пределы, следует проводить правку конструкции. Правка конструкции является весьма трудоемкой операцией, требует высокой квалификации рабочих, и ее так же, как и снятие сварочных напряжений, следует проводить только в случае действительной необходимости.
Деформации могут быть двух видов: упругая и остаточная, или пластическая, деформации.
Упругая деформация возникает в процессе приложения силы или нагреве и исчезает при снятии силы или при охлаждении.
При пластической деформации свариваемое изделие не восстанавливает свои размеры.
На рис. 6 показаны продольная и поперечная деформации при сварке.
Термическое воздействие сварки на металл, сварочные напряжения и деформации
Классификация напряжений и деформаций
В зависимости от причины возникновения собственные напряжения разделяют на:
- тепловые напряжения — появляются в следствии неравномерного распределения температуры во время сварки;
- структурные напряжения — появляются в следствии преобразования структуры во время нагревания выше критической температуры.
В зависимости от времени существования собственные напряжения бывают:
- временные — существуют при определенных фазовых преобразованиях и исчезают при охлаждении;
- остаточные — остаются даже после исчезновения причин их образования.
Зависимо от площади действия различают три вида напряжений:
- напряжения которые действуют в объемах конструкции;
- напряжения которые действуют в рамках зерен металла;
- напряжения которые существуют в кристаллической решетке металла.
По направлению действия напряжения и деформации бывают:
- продольные — вдоль оси сварочного шва;
- поперечные — направленны перпендикулярно оси шва.
По виду напряженного состояния напряжения бывают:
- линейные — действуют в одном направлении;
- плоскостные — действуют в двух направлениях;
- объемные — действуют в трех направлениях.
Напряжения также могут быть сдавливающими и растягивающими.
Деформацию называют общей если она изменяет размер всего изделия, и местной — если она изменяет часть изделия.
Деформации могут быть пластичными и упругими. Если конструкция восстанавливает свою форму и размер после сварки, то такая деформация называется упругой, а если не восстанавливается — пластичной.
Во время выполнения сварки конструкций возникают напряжения и деформации. Напряжение которое превышает границы текучести метала приводит к появлению пластических деформаций, которые изменяют размеры и форму конструкции. Напряжения превышающие границу прочности приводит к появлению в трещин.



Причины деформации металла при сварке
Если на металлический предмет оказывается механическое воздействие, то в нем возникают напряжение и искажение. Первое характеризуется силой давления, оказываемой на единицу площади. Второе – нарушением габаритов и формы изделия из-за силового воздействия.

Напряжения появляются в деталях под влиянием практически любого усилия. Это может быть растягивание, изгиб, сжимание или резка. В ходе сварки следует внимательно следить за показателями как деформации, так и напряжения. Если превысить допустимые значения, то конструкция (частично или полностью) может разрушиться.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Сварочные деформации возникают под влиянием различного рода напряжений, появляющихся внутри изделия. Основные причины их появления специалисты объединяют в две большие группы: основные, которые считаются неизбежными и постоянно появляются в ходе сварки, а также сопутствующие, устранение которых вполне возможно.
К основным причинам возникновения деформации и напряжения в ходе сварочных работ относят следующие:
- Структурные видоизменения, которые, влияя на металл, вызывают напряжения (растягивающие и сжимающие). Происходит это в ходе охлаждения деталей из легированных или высокоуглеродистых стальных сплавов. При этом размеры изделия, а также зернистая структура материала нарушаются. В итоге изначальный объем изменяется, что приводит к увеличению напряжения внутри детали.
- Неравномерный прогрев. Первичному нагреву в ходе сварочных работ подлежит только рабочая зона изделия. По мере увеличения температуры материал расширяется, воздействуя на мало прогретые слои металла. При прерывистом прогреве концентрация напряжений сварного шва достигает высоких значений. Ее показатель зависит от рабочей температуры, теплопроводности материала и уровня линейного расширения.
- Литейная усадка. Она происходит в ходе кристаллизации материала, характеризуется уменьшением объема металла, возникает из-за сварочного напряжения (продольного и поперечного), которое появляется в процессе усадки расплава.
Сварочное напряжение могут вызвать не только механические воздействия. Сплавам различных металлов вообще свойственны свои деформации и напряжения. Они делятся на временные и на остаточные. Пластичная деформация металла при сварке вызывает остаточные, не исчезающие и после остывания материала. Временные же возникают при сварке прочно закрепленной детали.
К побочным или сопутствующим деформациям при проведении сварочных работ можно отнести:
- любые отклонения от нормативов в технологическом процессе – примером может быть плохая подготовка детали к сварке, неправильный выбор электрода, нарушение режима сварочного процесса и пр.;
- несоответствия и ошибки, допущенные в конструировании изделия, – это могут быть неверно выбранный тип шва, часто расположенные соединения, малый зазор между сварными швами и пр.;
- низкий профессионализм и небольшой опыт мастера.
Концентрацию напряжений в сварном шве может вызвать практически любая ошибка. Из-за них возникают технологические дефекты соединения: непровары, трещины, пузыри и прочий брак.
Причины появления напряжений и деформаций
Структурные преобразования
При сварке легированных и высокоуглеродистых сталей часто возникают структурные преобразования в металле — меняются размеры и расположение зерен металла при охлаждении. Поэтому меняется первоначальный объем металла и возникают внутренние напряжения.
Неравномерное нагревание

Рис. Неравномерный нагрев металла
При нагревании металла жестко связанного с холодным металлом образовываются сдавливающие и растягивающие напряжения. Это связано с изменением размеров размеров металла при нагревании.
Литейная усадка
Литейная усадка расплавленного металла сопровождается уменьшением объема металла при его кристаллизации. Так как расплавленный металл связан с основным в под воздействием литейной усадки возникают продольные и поперечные напряжения.

Рис. Деформации от поперечной усадки

Рис. Деформации от продольной усадки
Основные причины проявления
Как было сказано выше, причиной появления сварочных напряжений и деформаций является воздействие высокой температуры на поверхность. Рассмотрим изменения, которые происходят с обрабатываемыми заготовками и от чего зависит величина деформации свариваемых металлов.
Литейная усадка
а) Деформация до и после сварки, б) График распределения напряжения.
При сокращении размеров охлаждаемой сварочной ванны, на ее границах наблюдается процесс деформации слоев металла. После кристаллизации шва, сохраняется остаточное напряжение, что влияет на крепость соединения.
Размер измененной области напрямую зависит от толщины шва – чем меньше ванна расплава, тем незначительнее будут силы деформации.
Нагревание/охлаждение происходит неравномерно
Учебные пособия для будущих сварщиков указывают, что независимо от положения шва: потолочного, вертикального или горизонтального, зону соединения следует нагревать равномерно, без перепадов температур на участках. В противном случае происходят температурная деформация металла. Она характеризуется изменение пластичности и прочности структуры.
При проведении электросварочных работ, рабочая плоскость нагревается под действием электрической дуги, величина которой регулируется специальным механизмом сварочного аппарата.
Чем выше температура воздействия на поверхность, чем сильнее деформируется металл. Кроме того, необходимо контролировать процесс охлаждения. Резкие перепады температур негативно влияют на качество шва.
Изменения структуры материала
Как показали исследования, структурным изменениям подвержены легированные и углеродистые сорта стали, в которых массовая доля углероды превышает 0,35 %. Превышение рекомендованных температур приводит к образованию новых элементов, что влияет на общий объем заготовки. Кроме того, изменение структуры затрагивает и коэффициент линейного расширения, что приводит к увеличению сварочного напряжения.
Методы противодействия напряжениям и деформациям
Предварительный и сопроводительный подогрев
Предварительный и сопроводительный подогрев сталей улучшает механические качества шва и прилегающей зоны, уменьшает пластические деформации и остаточные напряжения. Используют для сталей склонных к закалке и образованию кристаллизационных трещин.
Обратно ступенчатый порядок наложения швов
Рис. Обратно ступенчатый порядок наложения швов
Длинные швы (свыше 1000 мм) разбиваются на участки по 100-150 мм и каждый из них ведется в направлении обратном направлению сварки. Используя обратно ступенчатый порядок наложения швов можно добиться более равномерного нагревания металла в сравнении с последовательным наложением. Равномерное нагревание металла значительно уменьшает деформации.
Проковка швов
Проковывать можно как нагретый так и холодный металл. При ударе металл разжимается в разные стороны, что уменьшает растягивающие напряжения. Сварочные швы на металле склонному к образованию закалочных структур не проковывают.
Уравновешивание деформаций
Способ заключается в выборе такого порядка наложения швов при котором каждый следующий шов создает деформацию противодействующую предыдущему. Например, поочередное наложение слоев при сварке двусторонних соединений.
Создание обратных деформаций
Детали собирают под сварку изначально под определенным углом. Когда во время сварки детали сближаются друг к другу деформация уменьшается.
Жесткое крепление деталей
Для этого используют жесткое закрепление деталей в кондукторах. Детали находятся закрепленными все время сварки, вынимают их после охлаждения. Недостатком является возможность возникновения внутренних напряжений.
Методы устранения напряжений
Для снятия напряжений пользуются отжигом и механической обработкой. Первый способ применяют в случаях, когда требуется обеспечить высокую точность размеров. Местный или общий отжиг проводят при нагреве до 550 — 680⁰C в три стадии: нагревание, выдержка, охлаждение.
Для механического снятия напряжений используют обработку проковкой, прокаткой, вибрацией, взрывом, чтобы создать нагрузку с противоположным знаком. Для горячей и холодной проковки используют пневматический молот. Обработку вибрацией проводят устройством, которое генерирует колебания с частотой в диапазоне 10 — 120 Гц.
Способы снятия напряжений, минимизации деформаций и правки выбирают в зависимости от размеров и формы деталей, сложности конструкции.
Удаление деформаций
а) Деформация в плоскости, б) Деформация с нарушением плоскости, где 1 – форма изделия до сварки, а 2 – после сварки.
Термическую деформацию изделий делят на два типа:
- В плоскости. Она характеризуется изменением геометрических размеров детали.
- С нарушением плоскости. В этом случае происходят угловые изменения конструкции, с сохранением габаритных размеров.
Для устранения деформаций чаще всего применяют метод термической обработки. Он заключается в сжатии заготовки после нагрева. Обработке поддается только дефектный участок. Большинство сортов металлопроката правят именно таким способом.
Для устранения дефектов механическим способом используют прокатные установки или прессовые механизмы. Его преимущество заключается в том, что обрабатываемую деталь можно не нагревать.
В особо тяжелых случаях используют термомеханический метод правки. Он заключается в постоянном силовом давлении на заготовку после предварительного нагрева поверхности.
Напряжения и деформации в сварочных соединениях
В процессе сварки участки соединяемых деталей подвергаются интенсивному температурному воздействию. Деформации и напряжения при сварке неизбежны.
В процессе сварки участки соединяемых деталей, которые оказываются в зоне сварного шва и вокруг него, подвергаются интенсивному температурному воздействию: вначале быстро нагреваются до температур плавления, а затем почти с такой же интенсивностью остывают. Деформации и напряжения при сварке — неизбежное следствие таких процессов.
Влияние структур металла
При сверхбыстром нагреве в любом металле происходят структурные изменения.  Они вызваны тем, что составляющие микроструктуры любого металла имеют различные размеры зерна.
Они вызваны тем, что составляющие микроструктуры любого металла имеют различные размеры зерна.
Применительно к нелегированным средне- и низкоуглеродистым сталям (стали с повышенным содержанием углерода, как известно, свариваются плохо), при различных температурах в них могут образовываться, в основном, следующие структуры:
- Аустенит — твердый раствор углерода в α-железе. Образуется при температурах нагрева выше 723 0 С, и существует, в зависимости от процентного содержания углерода в стали, до температур 1100-1350 0 С. Подвижность зерен микроструктуры в таких условиях — высокая, поэтому аустенитные стали довольно пластичны и при медленном охлаждении не обладают значительным уровнем остаточных напряжений. Частично (до 18-20%) аустенит сохраняется и в структуре стали после окончательного охлаждения. Размеры аустенитного зерна составляют 0,27-0,8 мкм.
- Карбид железа/цементит. Структура имеет ромбовидную решетку и характеризуется высокой поверхностной твердостью. Размеры зерна находятся в пределах 0,1-0,3 мкм.
- Феррит — низкотемпературная, самая мягкая составляющая микроструктуры, образующаяся в процессе сравнительно медленного остывания металла, что и происходит во время выполнения сварки под слоем флюса. Зерна феррита — округлые в плане, размером 0,7-0,9 мкм.
Еще более сложным составом отличаются легированные стали, в микроструктуре которых появляются карбиды и нитриды составляющих. Кроме того, на размеры зерен сильно влияют скорость охлаждения различных участков деталей, состав атмосферы, в которой выполняется нагрев, интенсивность диффузии материала сварочных электродов и т.п.
Таким образом, основной причиной возникновения напряжений в свариваемых конструкциях являются резко различные размеры зерна в микроструктуре сталей.
Классификация напряжений и деформаций
- Не могут быть выявлены визуальным осмотром.
- Не являются постоянными во времени, иногда увеличиваются при эксплуатации сварного узла.
- Способствуют снижению эксплуатационной стойкости, вплоть до разрушения сварного шва.
Наличие поверхностных напряжений выявляется легко по короблению элементов сварной конструкции, особенно в тонкостенных. Такие напряжения легко исправляются после сварки. Однако, если такие напряжения превышают предел прочности металла, то на поверхности появляются трещины. Для малоответственных изделий их можно заварить, в остальных случаях сварка считается бракованной. Вероятность возникновения напряжений снижается, если сваривать металлы с примерно схожими физико-механическими свойствами. Более опасными считаются объемные сварочные напряжения, поскольку их знак и абсолютное значение трудно оценить обычными методами.
Важной характеристикой качества сварки является коэффициент неравномерности деформации. Он устанавливается по линейным и угловым изменениям исходных размеров деталей по различным координатам. Неравномерность деформации минимальна тогда, когда свариваемые изделия не фиксируются в каком-либо зажимном приспособлении. Например, при контакте с менее нагретыми тисками температурное расширение соединяемого элемента в данном направлении невозможно, поэтому именно там будут сформированы повышенные остаточные напряжения.
Уровень деформаций в зоне сварного шва увеличивается, если ведется сварка резко разнородных между собой металлов. Это объясняется разнице в физических характеристиках материалов — коэффициентах температурного расширения, теплопроводности, теплоемкости, модуле упругости и т.п.
Работоспособность сварочного узла, в котором остаются внутренние напряжения, определяется условиями его эксплуатации. Например, при низких температурах и динамических нагрузках разрушение сварного шва вследствие имеющихся там напряжений более вероятно, чем в обычных условиях.
Таким образом, после выполнения сварки разнородных металлов, а также деталей с резко различными габаритными размерами, следует более тщательно осматривать сваренную конструкцию. При выявлении угловых или линейных деформаций использовать изделие без исправления дефектов нельзя.
Способы устранения напряжений и деформаций

Существует достаточно способов избежать сварочного брака по деформациям и напряжениям, имеющимся в сварном шве.
Минимизация размеров шва — наиболее простой способ снизить опасность разрушения узла. С уменьшением ширины шва уменьшается зона действия напряжений, а также усилия коробления детали, вызванные структурными изменениями в ней. При стыковой сварке положительный эффект достигается тщательной подготовкой кромок: их разделывают в виде букв V, U или X. При угловой сварке того же результата можно добиться правильной формой сечения шва: она должна иметь вид параболического треугольника, когда перепад напряжений является наименьшим. Следует отметить, что сварочные напряжения могут взаимно уравновешивать друг друга, поэтому при двухстороннем шве одну его часть выполняют вогнутым параболическим треугольником, а противоположную — выпуклым.
С увеличением длины шва вероятность возникновения сварочных напряжений и деформаций возрастает. Поэтому для разгрузки практикуют выполнение прерывистого шва, когда между его отдельными участками оставляют зоны, не подвергшиеся тепловому воздействию пламени или сварочной дуги. Если по условиям прочности выполнение прерывистого шва невозможно, то в конструкции предусматривают компенсационные ребра жесткости.
При сварке деталей с резко различной толщиной, либо сложного Z-образного профиля, шов предусматривают вдоль оси симметрии, когда расстояние до обеих кромок примерно одинаково. В таком случае металл по обе стороны оси симметрии остывает примерно в одинаковых условиях.
Для компенсации возникающих сил растяжения-сжатия практикуют выполнение швов в обратной последовательности. В результате напряжения взаимно уравновешиваются. Обратная последовательность возможна не только по длине, но и по глубине шва.
Особую группу способов, чтобы снизить сварочные напряжения и деформации, образуют конструктивные элементы: промежуточные подкладные пластины, водоохлаждаемые тиски и т.д. В первом случае используют металлы, отличающиеся повышенной теплоемкостью, например, медь. Медные же трубки используют и в конструкциях зажимных приспособлений, при этом место подачи воды должно совпадать с местом накладываемого шва. При выполнении длинных швов эффективны дополнительные зажимы, которые предотвращают термическую деформацию металла в зоне сварки. Такие зажимы снимают лишь после полного остывания соединенной конструкции.
Кардинальным методом снятия напряжений и деформаций, возникающих при сварке, является разупрочняющая термическая обработка готовых конструкций — их отжиг.