Оборудование сварочного поста для ручной дуговой сварки
Оборудование сварочного поста для ручной дуговой сварки
Рабочее место сварщика — это сварочный пост (рис. 20), который оснащен необходимым инструментом и оборудованием для выполнения работ. Сварочные посты могут быть оборудованы как в производственном помещении, так и на открытой производственной площадке (строительно-монтажные условия работы). В зависимости от условий работы сварочные посты могут быть стационарными или передвижными. Сварочные посты необходимо размещать в специальных сварочных кабинах. В кабинах в качестве источников питания размещаются наиболее распространенные однопостовые сварочные трансформаторы типа ТДМ для сварки на переменном токе, или сварочные выпрямители типа ВД или ВДУ для сварки на постоянном токе. Применяются также и многопостовые источники питания на несколько независимых постов.

Рис. 20. Сварочный пост для ручной сварки: 1 — сеть
электрического питания; 2 — рубильник или магнитный пускатель; 3 — источник питания; 4 — сварочные провода; 5 — электрододержатель; 6 — зонд местной вытяжки воздуха
Кабина сварочного поста должна иметь размеры: 2(1,5) или 2(2) м и высоту не менее 2 м. В кабине устанавливается металлический стол, к верхней части кабины подводится зонд местной вытяжки воздуха от вентиляционной системы. В столе предусматриваются выдвижные ящики для хранения необходимого инструмента и приспособлений. Сварочный пост комплектуется источником питания, электрододержателем, сварочными проводами, зажимами для токонепроводящего провода,
сварочным щитком с защитными светофильтрами, различными
зачистными и мерительными инструментами. Сварщики обеспечиваются средствами личной защиты, спецодеждой. Электрододержатель — приспособление для закрепления электрода и подвода к нему тока (рис. 21). Среди всего многообразия применяемых электрододержателей наиболее безопасными являются пружинные, изготовляемые в
соответствии с существующими стандартами: I типа — для тока до 125 А; II типа — для тока 125—315 A; III типа — для тока 315- 500 А. Эти электрододержатели выдерживают без ремонта 8 000—10 000 зажимов. Время замены электрода не превышает 3—4 с. По конструкции различаются винтовые, пластинчатые, вилочные и пружинные
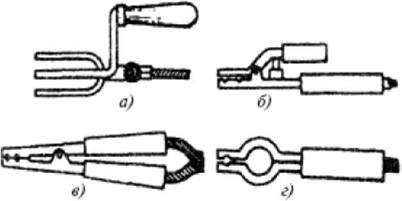
Рис. 21. Типы электрододержателей: а — вилочный; б — 111игатовый; в — завода «Электрик»; г — с пружинящим кольцом
Щитки сварочные изготавливаются двух типов: ручные и головные из легких негорючих материалов. Масса щитка не должна превышать 0,50 кг. Защитные светофильтры (затемненные стекла), предназначенные для защиты глаз от излучения дуги, брызг металла и шлака, изготавливаются 13 классов или номеров. Номер светофильтра
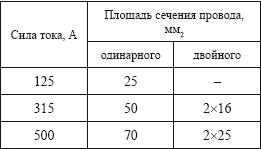
подбирается в первую очередь в зависимости от индивидуальных особенностей зрения сварщика. Однако следует учитывать некоторые объективные факторы: величину сварочного тока, состав свариваемого металла, вид дуговой сварки, защиту сварочной ванны от воздействия газов воздуха. Размер светофильтра 52×102 мм. При сварке покрытыми электродами следует ориентироваться на применение светофильтров различных номеров в зависимости от величины сварочного тока: 100 А — №С5; 200 А-№С6; 300 А-№С7; 400 А-№С8; 500 А -№С9 ит. д. При сварке плавящимся электродом тяжелых металлов в инертном газе следует пользоваться светофильтром на номер меньше, а легких металлов — на номер больше по сравнению со светофильтром при сварке покрытыми электродами. При сварке в среде С02 применяют следующие светофильтры: до 100 А-№С1; 100-150 А-№С2; 150-250 А — № СЗ; 250—300 А -№С4; 300—400 А-№С5 ит. д. Светофильтры вставляются в рамку щитка, а снаружи светофильтр защищают обычным стеклом от брызг металла и шлака. Прозрачное стекло периодически заменяют. Кабели и сварочные провода необходимы для подвода тока от источника питания к электрододержателю и изделию. Кабели изготавливают многожильными (гибкими) по установленным нормативам для электротехнических установок согласно ПУЭ (Правила устройства и эксплуатации электроустановок) из расчета плотности тока до 5 А/мм2 при токах до 300 А. Электрододержатели присоединяются к гибкому (многожильному) медному кабелю марки ПРГД или ПРГДО. Кабель сплетен из большого числа отожженных медных проволочек диаметром 0,18— 0,20 мм. Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи. Рекомендуемые сечения сварочных проводов для подвода тока от сварочной машины или источника питания к электрододержателю и свариваемому изделию приведены в (табл. 2).
Организация сварочного поста
Сварка относится к категории работ повышенной опасности. Поэтому для ее выполнения обустраивают сварочный пост. Это небольшая зона, которая размещается внутри или вне помещения. В зависимости от вида работы пост оснащается соответствующим оборудованием и инструментами.

Виды сварочных постов
В сущности, сварочные посты это рабочие места, на которых созданы условия для безопасной и удобной работы. В зависимости от источника энергии они бывают газо- и электросварочного вида. К рабочим местам для газовой сварки предъявляются повышенные требования по воздухообмену. На электросварочных постах обеспечивают надежную защиту от поражения электротоком.
Классификация по конструкции подразделяется на стационарные и передвижные виды. Первые оборудуют на отведенном месте для сварки заготовок небольшого размера, так как площадь столешницы верстака ограничена. Вторые делают в виде каркасов на колесах с установленным оборудованием. Мобильность рабочего места удобна для сварки сложных объектов.
Оборудование поста электросварщика
При оборудовании сварочного поста (стационарного или передвижного) для электросварки должны соблюдаться следующие условия:
- заземление подключается к рабочему столу и корпусам оборудования;
- хорошая освещенность поверхности рабочего стола (допускается сочетание искусственного света с естественным);
- пол из огнестойкого материала;
- крышка стола из стали или чугуна, толщиной не меньше 20 мм, с подключенным кабелем массы;
- ящики или карманы для хранения инструмента, электродов, технической документации;
- табурет с сидением из изоляционного материала для сварки сидя;
- наличие на полу возле стола резинового коврика.
Когда сварка проводится на открытом воздухе, рабочее место накрывают навесом или тентом из водонепроницаемого материала для защиты от дождя, снега, солнца.
Стационарный
Сварочные посты стационарного типа делают в виде кабинок без верхнего перекрытия.

При обустройстве учитывают требования нормативных документов:
- Площадь не ниже 3 м², стенки высотой от 2 м. На входе навешивают ширму из брезента или негорючего пластика.
- От пола до нижнего края стенок оставляют вентиляционные зазоры размером не меньше 50 мм. При работе с инертным газом промежуток увеличивают до 300 мм. Зазоры закрывают металлической сеткой с мелкими ячейками.
- Устанавливают стол со столешницей не меньше 1 м². Для работы в положении сидя его высота 60 — 70 см, для сварки стоя от 85 см.
- Стенки делают из листового железа, асбоцементных плит или негорючих материалов, обработанных огнеупорным составом.
- Над столом устанавливают светильник.
- Стенки покрывают краской светло-серого цвета, обладающей способностью поглощения ультрафиолетового излучения (составы на цинковой основе или титановые белила).
- Устанавливают вытяжку или при организации сварочного поста в цеху подключают к централизованной системе приточно-вытяжного воздухообмена.
- Пол заливают бетоном или закладывают кирпичом.
- Внутри кабины устанавливают рубильник для быстрого отключения электрооборудования, если возникнет нештатная ситуация.

Передвижной
При оборудовании передвижных сварочных постов для ручной сварки не требуется организация воздухообмена, соблюдение размеров рабочего места. Однако требования ПБ, которые предъявляются к стационарному типу, должны соблюдаться. Тележка для перемещения оборудования должна быть с удобными колесами, обеспечивающих перевозку поста без приложения чрезмерных усилий.

Для проведения сварки используют переносной сварочный аппарат с комплектом кабелей, который перемещают вдоль объекта. Для защиты от непогоды передвижной пост комплектуется щитами для установки навеса. Инструменты и электроды хранят в тумбах и креплениях. Чтобы защитить находящихся рядом людей от светового излучения, рабочее место огораживают переносными щитами. При прокладке протяженных трубопроводов передвижные сварочные посты обустраивают в небольших вагончиках на колесах от автомобилей с автономным электрогенератором.
Организация газосварочного поста
Основной комплект оборудования газового поста состоит из следующих элементов:
- генератора ацетилена или баллона со сжиженным метаном, пропаном или бутаном;
- баллона с кислородом;
- горелки;
- шлангов, редукторов для регулирования давления кислорода и газа, контрольных манометров.
На передвижном посту обустраивают место с креплениями для установки баллонов. Двухколесную тележку для перемещения оборудования делают из труб. После прибытия к месту работы оператор раскручивает шланги на требуемую длину, открывает вентили на баллонах, приступает к сварке.

Стационарный газосварочного пост оборудуют:
- металлическим столом;
- приточно-вытяжной вентиляцией;
- светильником.
По правилам пожарной безопасности генератор ацетилена необходимо размещать на расстоянии не меньше 10 м от места проведения сварочных работ. Для хранения газовых баллонов должно быть выделено помещение или вместительный металлический шкаф с замками. Их переносят на пост к началу сварочных работ.
Требования к сварочным постам
При организации сварочного рабочего места необходимо выполнять не только требования техники безопасности, но также соблюдать санитарные нормы. Чтобы были хорошо видны мелкие детали, нужно обеспечить освещенность не ниже 80 лк с условием, что свет не будет раздражать глаза. Светильники размещают так, чтобы на рабочем столе не было теней.
Поскольку при сварке выделяются вредные для здоровья газы, организация вентиляции должна быть выполнена в строгом соответствии со всеми требованиями. По санитарным нормам вытяжка должна действовать на территории радиусом 4 м, обеспечивая воздухообмен не меньше 40 мᶾ/час. Если объем сварочных работ невелик эти условия выполнит естественная приточно-вытяжная вентиляция.

В цехах, где одновременно работают несколько сварщиков, устанавливают централизованную приточно-вытяжную систему, к которой подсоединяют каждое рабочее место. Для регулирования интенсивности воздухообмена вентиляционные рукава оснащают заслонками. При работе внутри замкнутого пространства (цистерны, емкости для хранения жидкостей и пр.) приточный воздух подают под маску.
Если на рабочем месте установлено однофазное оборудование, в его составе должен быть осциллятор. Для трехфазного напряжения наличие магнитного контактора обязательно. Если по технологии требуется резка металла нужно выделить место, где будет размещаться режущий инструмент.
Если часто приходится заниматься ремонтом металлических изделий на дому пост для сварочных работ не будет лишним в хозяйстве. Однако, чтобы работа была комфортной и безопасной необходимо выполнение всех требований. Особенно к вентиляции.
Сварочный пост для ручной дуговой сварки плавящимся электродом
Специально оборудованное рабочее место для сварки называют сварочным постом.
Сварочный пост (рис. 12.1) состоит из сварочного аппарата — источника питания дуги электрическим током, пусковой аппаратуры, комплекта сварочных проводов, электрододержателя и самого рабочего места, на котором работает сварщик. При постоянном расположении сварочный пост называют стационарным, при переменном — передвижным.
Стационарные сварочные посты размещают в цехах для изготовления сварных строительных конструкций. К посту подают собранную под сварку конструкцию, и при выполнении нескольких сварных швов сварщик передвигается и его рабочее место меняется от шва к шву, а источник питания током и пусковая аппаратура остаются на месте. Передвижение сварщика может быть в пределах длины сварочного кабеля — не более 30—40 м; при большей длине растет падение напряжения в сварочной цепи, что препятствует нормальному процессу сварки.

Рис. 12.1. Сварочный пост для ручной дуговой сварки
1 — источник питания; 2 — пусковой аппарат; 3 — срарочные провода, 4 — электрододержатель; 5 — рабочее место сварщика (свариваемая деталь)
При сварке небольших изделий сварочный пост оборудуют в кабине (рис. 12.2) размерами в плане 2х1,5; 2х2; 2х3 м и высотой не менее 2 м, которую изготавливают из любых несгораемых материалоз (тонкие стальные листы, асбестоцементные плиты и т. п.). Вход в кабину делают в виде штор из брезента с огнестойкой пропиткой, а пол — из огнестойких материалов.

Рис, 12.2. Кабина для стационарного сварочного поста
1 — стол, 2 — стул. 3 — сварочный аппарат, 4 — пусковой аппарат
Между стенками кабины и полом должен быть зазор не менее 50 мм для вентиляции. В кабине устанавливают металлический сварочный стол высотой 0,5—0,6 м для работы сидя или 0,9 ч для работы сюя. Вместо стала может быть установлен кантователь или другое механическое оборудование, облегчающее поворот изделия для удобства сварки швов. К столу прикрепляют «карманы» для электродов и огарков или устанавливают металлические ящики около кантователя. Для работы сидя ставят стул с подъемным сиденьем. Сварочный аппарат и пусковую аппаратуру, как правило, устанавливают в кабине, однако они могут быть вынесены за ее пределы. В этом случае сварочные аппараты располагают на растоянии не более 15 м от кабины или места сварки в свободных от конструкций промежутках между колоннами по продольной оси цеха. Кабину, как правило, оборудуют вентиляцией и консольным краном для подачи изделий под сварку. Питание постов сварочным током может быть централизованным. В цехе устраивают центральный машинный зал, оснащенный мощными сварочными аппаратами, от которых проводят медные шины вдоль колонн для подачи сварочного тока к 20—30 постам. Посты оборудуют распределительной пусковой аппаратурой, подсоединяемой к шине, и балластным реостатом для регулирования сварочного тока.
Передвижные сварочные посты применяют при строительстве различных зданий и сооружений непосредственно на строительной площадке. Эти посты размещают в передвижных машинных залах (рис, 12.3), изготовленных из стального каркаса, обшитогэ тонким листовым железом. В зале расмещают 1—3 сварочных аппарата, пусковую аппаратуру, печь для прокалки электродов, шкаф для инструмента и сварочного кабеля. Передвижные машинные залы имеют внизу полозья для перемещения на короткое расстояние волоком, а в верхних углах — приваренные проушины для зацепления стропами и перемещения по высоте краном или погрузки на машины и вагоны.

Рис 12.3. Передвижной сварочный пост (машинный зал)
1 — сварочные аппараты; 2 — пусковые аппараты, 3 — печь для прокалки электродов, 4 — инструментальный шкаф
Для выполнения сварочных работ на небольших объектах допускается размещение передвижных постов непосредственно на строительной площадке, но обязательно под навесом и недалеко от мест сварки; при размещении их на высоте более 2 м площадки должны быть оборудованы ограждениями и лестницами.
Сварочный пост и его виды
Что такое электро- или газосварочный пост? Если просто, то это рабочее место сварщика, которое полностью оборудовано необходимыми приборами, аппаратами, инструментами и расходными материалами. Здесь же должна быть вытяжка для удаления всевозможных газов, которые сопровождают сварочный процесс, это требования безопасности. Обязательно наличие верстака, стула и других атрибутов мастерской.

Виды сварочных постов
В классификацию сварочных постов входит два вида: стационарный и передвижной (переносной). Последний можно перевозить на разные объекты. Особенность деятельности в стационарном посту – это заготовка приносится к сварщику. В передвижном варианте сварщик приезжает к заготовке.
Стационарный сварочный пост
Размеры сварочного поста определяются объемом выполняемых сварщиком работ. Но высота кабины обычно не меньше 2 м. Пол, потолок и стены изготавливаются из негорючих материалов. Это требования безопасности.
Освещение рабочего места не должно быть меньше 80 Люкс. Идеально, если будет комбинация искусственного освещения с дневным. Подключение всех видов электрического оборудования к системе заземления здания цеха обязательно. Пост для ручной дуговой сварки стационарного типа должен оборудоваться хорошо работающей вентиляцией. Основное к ней требование – это воздухообмен в пространстве поста 40 м³/ч.
Поверхность рабочего верстака – это чугунная плита толщиною 20-25 мм. При этом ее поверхность должна находиться на высоте 50-70 см над уровнем пола. Внутри каждой рабочей кабины должен устанавливаться рубильник и магнитный пускать, обеспечивающие включение и отключение сварочного трансформатора.
Внимание! Сварочное оборудование может устанавливаться как внутри помещения, так и снаружи. При этом максимальное расстояние от него до сварного аппарата не должно превышать 15 м.
Передвижной сварочный пост

По сути, это рабочее место электро- или газосварщика на открытом воздухе. Поэтому к данному месту не такие жесткие требования безопасности. Здесь нет системы вентиляции, из поверхностей лишь потолок, который является крышей навеса, закрывающего пространство от природных осадков.
В основном используется дневное освещение, но каждый верстак снабжен локальной осветительной системой, которая работает независимо от других объектов. Но, как и на стационарном посту, на переносном также организуется система заземления. Некоторые переносные сварочные кабины закрываются со всех сторон защитными панелями. Но есть к его обустройству одно требование – между панелями должен всегда оставляться зазор в пределах 50 см. Это и будет своеобразная система вентиляции сварочного поста.
Что касается оборудования сварочного поста для ручной дуговой сварки или газосварки (имеется в виду передвижного типа), то кроме верстака и стула устанавливаются тумбы, в которых хранится инструмент и расходный материал для проведения работ.
Существуют передвижные сварочные посты, которые организуются на автомобильных шасси. Это по-настоящему передвижной объект. В его конструкции обычно размещают до трех сварных агрегатов. Такую машину подгоняют к объекту, и работают на нем сразу три сварщика.
Обшивают большую машинную конструкцию тонким листовым железом, тем самым соблюдая требования безопасности. Внутри устанавливают один длинный верстак, здесь же располагаются тумбы, печь для прокалки электродов, ящики для складирования кабелей и шлангов. В общем, это мобильная установка, с помощью которой можно выполнять большой объем работ.
Такие сварочные посты для газовой сварки или электросварки могут располагаться не на автомобильных шасси, а на полозьях. В верхней части его каркаса по углам делаются проушины, за которые всю конструкцию поднимают с помощью крана и переносят на необходимый участок. Или грузят на машину и перевозят на другие объекты.
Оснащение
Так как существует несколько видов сварки, соответственно и рабочее место придется оснащать по-разному. Неизменным лишь остаются заземление, требования безопасности к сварочному посту, освещение и вспомогательные приспособления для удобства работы сварщика.
- Сварка неплавящимися электродами в защитных газах требует организации места для баллонов с газом или компрессора.
- Механизированная сварка или резка металлов – это дополнительный агрегат для подачи расходника или режущего инструмента.
- Использование трехфазного напряжения – это установка контактора необходимой величины.
- Рабочее место электросварщика, работающего на переменном токе, дополнительно оснащается осциллятором. Его назначение – стабилизация электрической дуги.
Оснащение места работы газо- или электросварщика – дело серьезное и ответственное. Здесь действует основное и важное правило – обеспечить максимальную безопасность ведения сварочных работ. Поэтому таким системам, как вентиляция, заземление и освещение, уделяется повышенное внимание.
Грамотное обеспечение сварочного поста для ручной сварки – это не только уменьшение риска заболевания работника, а значит, и сохранение его здоровья, что очень важно. Это повышение качества работы, плюс сокращение сроков выполнения заказа.
Оборудование Сварочного Поста Для Ручной Дуговой Сварки
Рабочее место сварщика – это сварочный пост (рис. 20), который оснащен необходимым инструментом и оборудованием для выполнения работ. Сварочные посты могут быть оборудованы как в производственном помещении, так и на открытой производственной площадке (строительно-монтажные условия работы). В зависимости от условий работы сварочные посты могут быть стационарными или передвижными.
Сварочные посты необходимо размещать в специальных сварочных кабинах.
В кабинах в качестве источников питания размещаются наиболее распространенные однопостовые сварочные трансформаторы типа ТДМ для сварки на переменном токе, или сварочные выпрямители типа ВД или ВДУ для сварки на постоянном токе.
Применяются также и многопостовые источники питания на несколько независимых постов.

Рис. 20. Сварочный пост для ручной сварки:
1 – сеть электрического питания;
2 – рубильник или магнитный пускатель; 3 – источник питания; 4 – сварочные провода; 5 –электрододержатель; 6 – зонд местной вытяжки воздуха
Кабина сварочного поста должна иметь размеры: 2(1,5) или 2(2) м и высоту не менее 2 м. В кабине устанавливается металлический стол, к верхней части кабины подводится зонд местной вытяжки воздуха от вентиляционной системы. В столе предусматриваются выдвижные ящики для хранения необходимого инструмента и приспособлений.
Сварочный пост комплектуется источником питания, электрододержателем, сварочными проводами, зажимами для токонепроводящего провода, сварочным щитком с защитными светофильтрами, различными зачистными и мерительными инструментами.
Сварщики обеспечиваются средствами личной защиты, спецодеждой.
Электрододержатель – приспособление для закрепления электрода и подвода к нему тока (рис. 21). Среди всего многообразия применяемых электрододержателей наиболее безопасными являются пружинные, изготовляемые в соответствии с существующими стандартами: I типа – для тока до 125 А; II типа – для тока 125—315 A; III типа – для тока 315– 500 А. Эти электрододержатели выдерживают без ремонта 8 000—10 000 зажимов. Время замены электрода не превышает 3—4 с. По конструкции различаются винтовые, пластинчатые, вилочные и пружинные электрододержатели.

Рис. 21. Типы электрододержателей: а – вилочный; б – 111игатовый; в – завода «Электрик»; г – с пружинящим кольцом
Щитки сварочные изготавливаются двух типов: ручные и головные из легких негорючих материалов. Масса щитка не должна превышать 0,50 кг.
Защитные светофильтры (затемненные стекла), предназначенные для защиты глаз от излучения дуги, брызг металла и шлака, изготавливаются 13 классов или номеров. Номер светофильтра подбирается в первую очередь в зависимости от индивидуальных особенностей зрения сварщика. Однако следует учитывать некоторые объективные факторы: величину сварочного тока, состав свариваемого металла, вид дуговой сварки, защиту сварочной ванны от воздействия газов воздуха. Размер светофильтра 52×102 мм. При сварке покрытыми электродами следует ориентироваться на применение светофильтров различных номеров в зависимости от величины сварочного тока: 100 А – № С5; 200 А – № С6; 300 А – № С7; 400 А – № С8; 500 А – № С9 и т. д.
При сварке плавящимся электродом тяжелых металлов в инертном газе следует пользоваться светофильтром на номер меньше, а легких металлов – на номер больше по сравнению со светофильтром при сварке покрытыми электродами.
При сварке в среде С02 применяют следующие светофильтры: до 100 А – № С1; 100—150 А – № С2; 150—250 А – № СЗ; 250—300 А – № С4; 300—400 А – № С5 и т. д. Светофильтры вставляются в рамку щитка, а снаружи светофильтр защищают обычным стеклом от брызг металла и шлака. Прозрачное стекло периодически заменяют.
Кабели и сварочные провода необходимы для подвода тока от источника питания к электрододержателю и изделию. Кабели изготавливают многожильными (гибкими) по установленным нормативам для электротехнических установок согласно ПУЭ (Правила устройства и эксплуатации электроустановок) из расчета плотности тока до 5 А/мм 2 при токах до 300 А. Электрододержатели присоединяются к гибкому (многожильному) медному кабелю марки ПРГД или ПРГДО. Кабель сплетен из большого числа отожженных медных проволочек диаметром 0,18—0,20 мм. Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи. Рекомендуемые сечения сварочных проводов для подвода тока от сварочной машины или источника питания к электрододержателю и свариваемому изделию приведены в (табл. 2).
Таблица 2
Площадь поперечного сечения сварочных проводов
Токоподводящий провод соединяется с изделием через специальные зажимы. В сварочном поворотном приспособлении должны быть предусмотрены специальные клеммы. Закрепление провода должно быть надежным. Самодельные удлинители токоподводящего провода в виде кусков или обрезков металла не допускаются. Некоторые виды зажимов приведены на рис 22.

Рис. 22. Токопроводящие зажимы:
а – быстродействующий с пружинным зажимом; б – с винтовым зажимом; в – с винтовой струбциной
Одежда сварщика изготовляется из различных тканей, которые должны удовлетворять двум основным требованиям:
наружная поверхность одежды должна быть огнестойкой и термостойкой;
внутренняя (изнаночная) поверхность одежды должна быть влаго-поглощающей.
Исходя из этих требований одежду для сварщиков – куртку и брюки – шьют из брезента, сукна, замши; иногда комбинируют ткани.
Ассортимент тканей и самой спецодежды постоянно расширяется. Зарубежные и отечественные фирмы изготавливают универсальную спецодежду, применяемую сварщиками, автогонщиками, работниками аварийно-спасательной службы. Наиболее совершенные костюмы для сварщиков изготавливает отечественная фирма «Авто-химэкс». Куртка и брюки изготовлены из двухлицевой ткани, у которой внешняя сторона – из нити типа кевлар, а внутренняя – из хлопчатобумажной пряжи. Ткань обладает повышенной прочностью, малым удлинением, что обеспечивает сохранение формы костюма (куртка, полукомбинезон или комбинезон). Температура, при которой рабочий чувствует себя комфортно длительное время, составляет 200—250 °С.
Все сварщики должны пользоваться защитными рукавицами. При выполнении сварочных работ внутри котлов, емкостей, резервуаров и т. д. сварщики должны обеспечиваться резиновыми ковриками, ботами, галошами, особыми наколенниками и подлокотниками, деревянными подложками и др.
При выполнении сварочных работ сварщик пользуется традиционным инструментом: металлической щеткой для зачистки кромок перед сваркой и удаления остатков шлака после сварки; молотком-шлакоотделителем для удаления шлаковой корки; зубилом, шаблонами для проверки размеров швов, личным клеймом, рулеткой металлической, угольником, чертилкой и т. д. (рис. 23).

Рис. 23. Инструмент для зачистки сварного шва и свариваемых кромок: а – металлическая щетка; б – молоток-шлакоотделитель
Контрольные вопросы:
1. Что называется сварочным постом, где могут быть оборудованы сварочные посты в зависимости от условий работы?
2. Какие источники питания применяются для оснащения сварочного поста?
3. Что вы знаете об устройстве кабины для сварочного поста и ее оснащении?
4. Что представляет собой электрододержатель?
5. Расскажите о назначении сварочных щитков и применяемых светофильтров.
6. Какие кабели и сварочные провода применяются при оснащении сварочных постов?
7. Для чего применяются токоподводящие зажимы?
8. Какие основные требования предъявляются к одежде сварщика?
9. Какими инструментами пользуется сварщик при выполнении сварочных работ?
Основные Требования Безопасности Труда При Ручной Дуговой Сварке
При выполнении сварочных работ существуют опасности для здоровья рабочего:
поражение электрическим током;
поражение глаз и открытых поверхностей кожи лучами дуги; отравление вредными газами и пылью;
ожоги от разбрызгивания электродного расплавленного металла и шлака;
ушибы и порезы в процессе подготовки изделий под сварку и во время сварки.
Поэтому, прежде чем приступить к сварочным работам, необходимо изучить на рабочем месте инструкцию по безопасным приемам обращения со сварочным оборудованием и расписаться в регистрационном журнале.
После этого необходимо ознакомиться с порядком включения и выключения питающей сети высокого напряжения, убедиться в наличии актов обязательной ежегодной проверки заземления и сопротивления изоляции коммутационных проводов и электрододержателей.
Во время сварки необходимо работать только в спецодежде. Куртка должна быть надета поверх брюк и застегнута, брюки должны закрывать обувь.
Запрещается пользоваться неисправными сварочными щитками, разбитыми защитными светофильтрами. Нельзя производить сварочные работы при отключенной или неисправной системе вентиляции.
После окончания работы электрододержатель должен находиться в таком положении, при котором исключался бы его контакт с токоведущими частями сварочного поста. Сварочное оборудование в процессе эксплуатации требует внимательного ухода и обслуживания. Сварщику необходимо принимать следующие меры:
перед включением источника питания очистить его от пыли, грязи, случайно попавших огарков электродов или кусков сварочной проволоки;
проверить надежность изоляции сварочных проводов и их соединения, при необходимости подтянуть крепление, изолировать место повреждения сварочного кабеля;
убедиться в наличии заземления.
Эти меры гарантируют длительную, надежную и безопасную работу источника питания.
При включении источника питания могут быть обнаружены его дефекты или неисправности. В этом случае необходимо отключить источник питания и сообщить об этом мастеру, наладчику или электромонтеру для устранения неисправностей источника питания.
Контрольные вопросы:
1. Расскажите об обязанностях обучающихся перед проведением сварочных работ.
2. Каковы правила пользования спецодеждой и сварочными щитками? Расскажите об обязанностях сварщиков по обслуживанию сварочного оборудования.

Папиллярные узоры пальцев рук — маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.