Переделка сварочного аппарата из переменки в постоянку
Как переделать сварочный аппарат переменного тока на постоянный?
Время чтения: 7 минут
Сварочные аппараты переменного и постоянного тока используются повсеместно как профессионалами, так и любителями. Традиционно к аппаратам переменного тока причисляют сварочные трансформаторы, а к аппаратам постоянного тока — инверторы и выпрямители.
Аппараты переменного тока на сегодняшний день используются не так часто, как аппараты переменного. Хотя в 20 веке именно трансформаторы, работающие на переменке, были самым востребованным и распространённым типом сварочного оборудования.

В этой статье мы напомним, что такое переменный и постоянный ток, чем они отличаются, на каком токе сварка проще и качественнее. Вы так же узнаете, как переделать сварочный аппарат с переменки на постоянку, и зачем это нужно.
Общая информация
Переменный или постоянный ток — что лучше? В 21 веке этот вопрос не дает покоя многим сварщикам. Раньше сварочный аппарат в любом случае работал на переменке, и у мастера фактически не было выбора. Но с появлением на рынке выпрямителей и инверторов, выбор увеличился в сотни раз. И теперь уже непросто разобраться, какой аппарат выбрать.
Мы решили помочь вам и рассказать об особенностях как переменного, так и постоянного тока.
Начнем с переменки. Переменный ток — это основа. Именно его мы получаем из розетки, когда подключаем сварочный аппарат или любой другой электроприбор. Сварочники старого формата (трансформаторы) работали на переменном токе. Такой аппарат позволял из 220 Вольт получить сварочный ток силой в несколько сотен Ампер. Чего более чем достаточно для ручной дуговой сварки.
![]()
Но времена изменились. Технологический прогресс не стоял на месте, и со временем появились аппараты, которые научились преобразовывать поступающий из сети переменный ток в постоянный. К таким аппаратам относится выпрямитель и инвертор. Учтите, что когда говорят сварочный инвертор переменного тока, имеют в виду, что данное устройство использует для питания переменный ток, но преобразовывает его в постоянный.
Что все это значит на практике?
Когда в продаже появились аппараты постоянного тока, сварщики получили уникальную возможность сравнить их с традиционными аппаратами на переменке. И они были удивлены. По сравнению с современными инверторами и выпрямителями, трансформаторы были гораздо сложнее в применении.
Все дело в характеристиках переменного тока. Из-за них дуга поджигается неохотно, горит нестабильно. В итоге швы получаются менее ровными и прочными. Это особенно заметно, когда работу выполняет не совсем опытный мастер.
Также оказалось, что аппараты на переменном токе генерируют бОльший шум, который влияет на работоспособность сварщика. К тому же, классический трансформатор потребляет больше сварочных электродов, а металл в процессе работ постоянно разбрызгивается.

На этом месте вы наверняка подумали: «Ну и зачем тогда нужны аппараты на переменном токе, если у так много недостатков?». На самом деле, не все так просто. Не зря вопрос «Что лучше: постоянный или переменный ток?» вызывает столько вопросов и обсуждений.
Аппараты на переменке (трансформаторы) незаменимы, когда необходим недорогой, но при этом мощный и надежный сварочник. Также сварка на переменном токе отлично зарекомендовала себя при сварке металлов, на поверхности которых есть окисная пленка. Это, прежде всего, алюминий и нержавеющая сталь.Трансформаторы хорошо справляются и со сваркой загрязненных деталей, ели нет возможности их очистить и зашлифовать.
Также аппараты переменного тока легко переносят сварку в полевых условиях, неприхотливы к хранению и эксплуатации, могут варить даже самый толстый металл благодаря большому запасу по мощности.
Пара слов о сварочной дуге
Выше мы упомянули, что при сварке на переменном токе дуга горит нестабильно. Это действительно так, и эта проблема требует особого внимания, если вы начинающий сварщик. Когда мы говорим о нестабильности, мы имеем в виду, что дуга как бы «гуляет» при формировании шва. Она отклоняется от оси, и порой это даже заметно невооруженным глазом.
Также новичкам порой непросто поджечь дугу, поскольку аппарат переменного тока практически никак не способствует этому. Новички часто поджигают дугу неправильно, и во время сварки она может погаснуть из-за слишком сильного колебания.

Эти особенности отталкивают многих новичков от покупки трансформатора, поскольку они беспокоятся о качестве работ. Но мы считаем, что трансформатор — это наоборот отличный тренажер для оттачивания мастерства сварки. Если вы научитесь варить трансформатором, то сможете использовать любой другой аппарат без каких-либо трудностей. К тому же, трансформатор — это отличная основа для переделки и модификации. Его можно легко переделать в аппарат постоянного тока, если вы обладаете знаниями в области электротехники.
Зачем переделывать аппарат?
Теперь вы знаете, что вопрос «Так какой ток лучше: переменка или постоянка?» не имеет ответа. Аппараты на переменке и аппараты на постоянке — это два разных явления со своими достоинствами и недостатками. И в идеале лучше иметь в своем арсенале универсальное оборудование, способное варить и на постоянном, и на переменном токе.
В продаже встречаются такие аппараты, но они стоят несравнимо дорого. Если вы профессионал, то есть смысл купить такое устройство. Но если вы любитель, и варите пару раз в год у себя на даче или в гараже, то лучше приобрести трансформаторный аппарат и немного доработать его. Трансформатор, работающий на переменном токе, можно снабдить возможностью переключения на постоянный ток. Так вы получите недорогой универсальный аппарат, который к тому же будет мощным и надежным.
Переделываем аппарат своими руками
Переделка сварочного аппарата из переменки в постоянку не так сложна, как может показаться на первый взгляд. Вам даже не придется покупать отдельный сварочный аппарат, работающий на постоянном токе. Вы можете самостоятельно собрать так называемую «приставку» для имеющегося у вас сварочного трансформатора переменного тока. Приставка подключается в к трансформатор и преобразовывает переменный ток в постоянный.
Ниже показана простая схема такой приставки.

Эта приставка, по сути, играет роль мини-выпрямителя. Собирается на диодах (VD1-VD4). Есть дроссель (L1). Благодаря ему дуга поджигается гораздо проще и горит стабильнее. Приставка не встраивается в трансформатор, а является отдельно стоящим устройством. Как уже говорилось выше, подключается прямо к трансформатору переменного тока.
Немного о деталях. В качестве диодов рекомендуем выбрать В200, Д161-320 или Д161-250. Они крепятся на радиаторы. Дроссель собирается на сердечнике от трансформатора типа ТС-270. Его можно купить с рук или демонтировать с лампового телевизора. Все обмотки нужно удалить и намотать новые. Рекомендуем 20-30 витков. Используйте медные провода. Оптимальная сечение — 16-22 мм2. Между половинками сердечника нужно положить прокладки из текстолита. Их оптимальная толщина — 0.3-0.5 мм.
Вместо заключения
Универсальный аппарат — мечта любого сварщика. Вы можете прийти в магазин и купить универсальный сварочный инвертор переменного и постоянного тока, но его цена наверняка неприятно удивит большинство мастеров. Профессионалы своего дела могут купить такой аппарат, поскольку зарабатывают с его помощью. А вот любителю вряд ли захочется тратить все свои финансы на покупку дорогостоящего оборудования.
В такой ситуации спасают самоделки. Вы можете купить недорогой сварочный трансформатор, работающий на переменном токе, и сделать к нему приставку-выпрямитель, с помощью которой аппарат будет варить на постоянке. Если постоянка вам не понадобится, приставку легко можно отключить от аппарата и варить дальше на переменном токе. Удобно? Конечно! Самоделка собирается из недорогих деталей, которые можно найти даже у себя дома или купить с рук.
Электросварка — с переменного на постоянный ток
Вы здесь
Вопросы задавать можно только после регистрации. Войдите или зарегистрируйтесь, пожалуйста.
Здравствуйте. Хочу сделать электросварку с переменного на постоянный ток. Возможно ли применить вот такие диоды для мостика Д132-80 Д132-80Х ДЛ132-80? Прошу посоветовать в выборе нужных деталей. Параметры сварки на фото.
Спасибо.



С диодами всё верно. У меня стоят диоды Д-180 и холодильники аллюминиевые и еще необходимо применить трансформатор тока,чтобы дуга не прирывалась.
Диоды не выдержат. Через каждый будет протекать ток равный сварочному току, только в разные полупериоды переменного напряжения. Можно поставить по две штуки параллельно в каждом плече диодного моста. Тогда ток поделится на двоих. Но опять же диодов нужно будет 8 штук.
и еще необходимо применить трансформатор тока,чтобы дуга не прирывалась.
Нужен дроссель. А если использовать в качестве дросселя трансформатор тока, то на тонкой обмотке в момент зажигания дуги будет появляться напряжение в десятки тысяч вольт. Что не есть хорошо.
могу порекомендовать после мостика и дросселя поставить по электролитическому конденсатору на несколько десятков микрофарад и напряжением вольт на 200 или больше. Можно из старой ламповой аппаратуры.

Простой установкой диодов и какого попало дросселя ничего не добьешься. Аппарат маломощный, с диодами ток еще меньше станет. Советую не заморачиаться, а купить инвертор. Только не самый дешевый китайский. Я инвертором за 10000р. фирмы Ресанта спокойно варил нержавейку 3 мм электродами, инвертер даже не грелся. Еще есть вариант, даже дешевле — найти б/у сварочник типа ВД-360 — вечная техника, но тяжелый — килограмм 150 весит.
Спасибо за советы. Не факт, то что написано (китайцы всякое может написать) на сварке может не соответствовать реальным параметрам(130A). Такой 900V 200A диод сварка наверное непотянет?! А возможно как нибудь измерить её реальные параметры?


Пробовал я выпрямлять четырьмя диодами и конденсаторов ставил от ламповых телевизоров-тысяч на 8 микрофарад насобирал. Правда без дросселя. Трансформатор самодельный. Результат — что с диодами, что без них. Сейчас трехфазный трансформатор с шестью диодами. Вот это вещь.
После покупки «полуавтомата» на углекислом газе я «электродной» сваркой пользуюсь в основном для «резки» тонкого металла.
Полуатомат—это вещь. 
Сварка в среде аргона еще лучше. Вопрос в себестоимости сварки. Если нужно варить большие и толстые железяки, то зачем он нужен этот полуавтомат? Да и постоянка тоже не нужна, если эти железяки не из нержавейки или чугуна сделаны.
У нас электроды ОЗС-4 стоят 300-350 рублей за пачку 5 кг. Проволока примерно как у вас. Все-таки если варишь не жесть автомобиля, обычная сварка удобнее и дешевле получается.
Купите китайский инвертер и не партесь
Купите китайский инвертер и не партесь
И выбросьте его не распаковывая. Ничего хорошего и дешевого не бывает.
И выбросьте его не распаковывая. Ничего хорошего и дешевого не бывает.
покажите не китайский
И выбросьте его не распаковывая. Ничего хорошего и дешевого не бывает.
покажите не китайский
Полностью согласен. Все что написано сделано в России- сделано в Китае-те же Калибры и Энергомаши. У меня китаец Бествелд — не скажу что супер, но работает нормпльно.
не скажу что супер, но работает нормпльно.
ДА СЕЙЧАС ВЕЗДЕ КИТАЙ. начиная от иголки и до автмобилей
Прибалтийские Ресанта работают хорошо. Только не самые дешевые — слабенькие они очень. Около 10-12 тыс. руб. Уже не перегреваются, не горят. А китайских у нас было штук 5 — ни один долго не прожил.
Здравствуйте, Иван поверьте Ресанта не прибалтика. а тот же Китай, это точно. И качество у Ресанты сейчас уже не то что 3 года назад даже кабеля аллюминий с опылением под медь.
Вообще очень неплохие инверторы у Fubag двухсотой серии, они даже 5 электродом могут варить, миниатюрные и весят всего несколько килограмм.
Но я всё равно всем бы посоветовал иметь в хозяйстве сварочный трансформатор, он очень неприхотлив, им легче варить чем инвертором
Хоть жизнь собачья, зато слава казачья!
А я вот незнаю куда деть сварочный трансформатор ТДМ-505, в чермет сдать жалко а так стоит без дела только место занимает.
Дай обьявление на форуме уверен сразу заберут тдм есть тдм это не китайские коробочки гордо именуемые инверторами.
потребление мощности из сети у инверторов меньше.
Привет всем. Я бы не сказал, свет в доме мигает от стационарного тр-ра
гораздо меньше чем от инвертора, т.к. потребляемая мощность
делится на две фазы. Провар сравните от инвертора и трансформатора,
Все инверторы это бытовые св.аппараты, в инструкциях это указано
только не все выполняют и поэтому все вытекающие проблемы.
У меня проблема -выпрямитель на сварочный тр-р ТС-500У
какой площадью и толщиной делать охладители и как проще сделать
дроссель? Лучше этого аппарата не вижу, хотя тяжёлый, не удобный
то есть стационарный. Есть и сварка переносная и инвертор и как говорят
из всякого овоща свое блюдо. Я ни на один аппарат не обижаюсь т.как
использую только по назначению и инструкции по использованию. 
Инициативный дурак -хуже вредителя.
Успех-повод выпить, неуспех-повод выпить как следует.
. А если использовать в качестве дросселя трансформатор тока, то на тонкой обмотке в момент зажигания дуги будет появляться напряжение в десятки тысяч вольт. Что не есть хорошо.
Почему? Обоснуйте пожалуйста.
Инициативный дурак -хуже вредителя.
Успех-повод выпить, неуспех-повод выпить как следует.
потребление мощности из сети у инверторов меньше.
Привет всем. Я бы не сказал, свет в доме мигает от стационарного тр-ра
гораздо меньше чем от инвертора, т.к. потребляемая мощность
делится на две фазы. Провар сравните от инвертора и трансформатора,
Все инверторы это бытовые св.аппараты, в инструкциях это указано
только не все выполняют и поэтому все вытекающие проблемы.
У меня проблема -выпрямитель на сварочный тр-р ТС-500У
какой площадью и толщиной делать охладители и как проще сделать
дроссель? Лучше этого аппарата не вижу, хотя тяжёлый, не удобный
то есть стационарный. Есть и сварка переносная и инвертор и как говорят
из всякого овоща свое блюдо. Я ни на один аппарат не обижаюсь т.как
использую только по назначению и инструкции по использованию.
Каждый сварочник индивидуален. лично моя ресанта саи140 не садит сеть  ,почему,незнаю,
,почему,незнаю,
Унас воздушка -ей уже лет 50 с копейками так что при малейших
нагрузках напряжение садится очень здорово. Начнется зима и опять проблемы
со светом, обрывы, нарушения контактов в соединениях. Летом еще терпимо,
но бабы с холодильниками маются. Цель электрогенератор только поэтому.
Инициативный дурак -хуже вредителя.
Успех-повод выпить, неуспех-повод выпить как следует.
ДОРАБОТКА СВАРОЧНОГО АППАРАТА
Выбор бытовых сварочных аппаратов на современном рынке огромен — от трансформаторных и инверторных до аппаратов плазменной резки. Основная область использования данной электроаппаратуры в бытовых целях — ремонт авто — мототехники, сварочные работы на малых строительных площадках (дачное строительство). В данной статье предлагаю рассмотреть некоторые моменты по модернизации бытовых трансформаторных сварочных аппаратов на примере сварки фирмы BlueWeld модель Gamma 4.185.

Рассмотрим принципиальную схему аппарата — как видите ничего сложного-обычный силовой трансформатор,с первичной обмоткой на 220/400В, с тепловой защитой и вентилятором охлаждения.
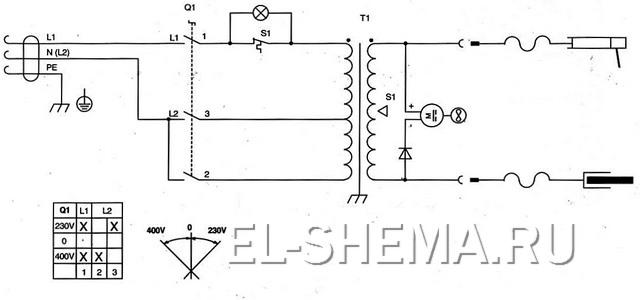
Рабочий ток прибора (от 25 до 160А) регулируется посредством выдвижной части сердечника трансформатора.Аппарат расчитан на работу с покрытыми электродами от 1,5 до 4мм диаметром. Что же явилось предпосылкой к модернизации данного устройства? Прежде всего нестабильность питающего напряжения в том районе, где планировалось использование данного аппарата — в иные дни оно едва достигало 170В (кстати, некоторые инверторные аппараты просто не запускаются при таком напряжении питания). Кроме того, аппарат изначально не предназачен для выполнения сварных швов с высокими эстетическими характеристиками (например при применении электродуговой сварки в процессе художественной холодной ковки металла или при сварке тонкостенных профильных труб) — в общем основным назначением аппарата было»спаять» между собой две железных болванки. Помимо всего прочего, »зажечь» дугу этой сваркой было весьма затруднительно даже при номинальном напряжении питания — про пониженное напряжение вообще говорить не приходится. В итоге было решено прежде всего перевести аппарат на постоянный ток (для стабильности электрической дуги и как следствие увеличения качества сварного соединения) а также повысить напряжение выхода для более стабильного и легкого розжига электрода. Для этих целей идеально подошла схема выпрямителя/умножителя конструкции А.Трифонова — принципиальная электрическая схема (а) и вольт-амперные характеристики (б) показаны на рисунке.
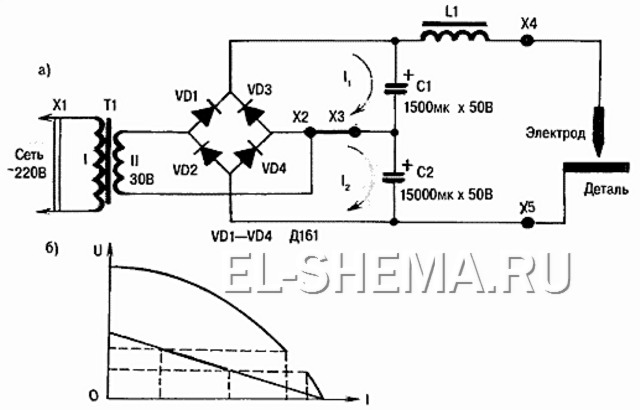
Особую роль в этом техническом решении казалось бы обычного выпрямителя, играет перемычка Х1Х3-вставив ее,получают из обычного диодного моста VD1-VD4 с низкочастотным фильтром C1C2L1 выпрямительное устройство, на выходе которого в режиме холостого хода мы имеем удвоенное напряжение (по сравнению с вариантом работы прибора без перемычки). Рассмотрим более подробно работу схемы. Положительная полуволна напряжения поступает на полупроводниковый вентиль VD1 и зарядив конденсатор С1 до максимума возвращается к началу обмотки трансформатора. В другой полупериод, заряд проходит к конденсатору С2, а от него к вентилю VD2 и далее к обмотке. Конденсаторы С1 и С2 соединены таким образом, что результирующее напряжение оказывается равным суммарному (удвоенному) напряжению, которое и подводится через дроссель на держатель электрода и таким образом способствует стабильному разжиганию дуги. Вентили VD3 и VD4 при замкнутой перемычке Х2Х3 и отсутствии сварочной дуги в работе схемы не участвуют. Главным достоинством схемы является то,что при применении обычной схемы моста имеет место резкое снижение выпрямленного напряжения при увеличении тока нагрузки в момент зажигания дуги-приходится ставить электролитические конденсаторы огромной емкости — 15000мкф, и все это при том, что в момент касания электродом свариваемых поверхностей и мнгновенного разряда конденсатора большой емкости, происходит микровзрыв плазмы с разрушением покрытия электрода, а это ухудшает розжиг. Теперь немного о деталях конструкции.

В качестве вентилей диодного моста применимы полупроводниковые диоды Д161 или В200 со стандартными радиаторами для них.

Если у вас в наличии имеются 2 диода Д161 и 2 диода В200 вы можете сделать мост более компактным — диоды исполнены с разной проводимостью и радиаторы можно скрепить шпильками прямо между собой, не применяя прокладок. В качестве конденсаторов, перестраховавшись, применил набор неполярных конденсаторов МБГО (можно МБГЧ,МБГП).

Емкость каждого получилась по 400 мкф, чего вполне хватило для стабильной работы аппарата. Токовый дроссель L1 намотан на сердечнике от трансформатора ТС-270 проводом сечением 10мм квадратных.

Мотаем до полного заполнения окна. При сборке, между половинами сердечника трансформатора закладываем пластины из текстолита толщиной 0,5мм. Так как планировалось применение аппарата для сварки тонкостенных профильных труб, отрицательный вывод выпрямителя был подведен к электрододержателю, а положительный к »крокодилу» массы. Проведенные испытания показали следующие результаты: стабильный розжиг дуги; уверенное поддержание горения дуги; отличный тепловой режим при долговременной работе (10 электродов к ряду); хорошее качество сварных швов (по сравнению с использованием аппарата без выпрямителя). Вывод — модернизация сварочного аппарата с использованием выпрямителя Трифонова заметно улучшают его показатели по всем параметрам. Автор: Элетродыч.
Originally posted 2019-03-26 10:09:35. Republished by Blog Post Promoter
Переделываем сварочный аппарат своими руками
Переделываем сварочный аппарат своими руками
Если очень нужно, то однофазный сварочный аппарат, работающий на переменном токе, легко можно переделать на «постоянку». А если вам требуется профессиональное сварочное оборудование или комплектующие вот отличный сайт советуем посетить — https://profi-tehnika.com/uslugi Но прежде чем рассказать, как это можно сделать, давайте ответим на другой, не менее интересный вопрос: «А стоит ли вообще переделывать переменку на постоянку?»
Стоит или не стоит — тут каждый решает сам для себя. Однако определенные преимущества в электросварке на постоянном токе все же имеются.
Во-первых, на сварочном аппарате, который функционирует на «постоянке», можно варить металл любыми электродами. Тогда как для аппарата, работающего на переменном токе, подходят только определенный тип электродов.

Во-вторых, при сварке на постоянном токе дуга разжигается более плавно и горит мягче, а сами швы получаются более ровными.
Также нужно отметить, что на сварочном аппарате постоянного тока можно варить нержавейку, алюминий и некоторые виды высокоуглеродистых сталей, которые очень плохо свариваются на переменном токе. В общем, плюсов много, поэтому иногда действительно имеет смысл переделать сварочный аппарат «переменку» на «постоянку».
Что для этого нужно?
В большинстве случаев сварочные однофазные трансформаторы устроены таким образом, чтобы выдавать на выходе 70–100 V. Поэтому первым делом необходимо будет понизить напряжение в два раза, чтобы на выходе получалось примерно 40–50 V.
Сделать это можно двумя способами: отмотать вторичную обмотку или, наоборот, добавить витки, только они должны быть накручены в обратную сторону. То есть, если родная вторичная обмотка трансформатора намотана против часовой стрелки, то добавляем необходимое количество витков по часовой стрелке.
После того, как напряжение будет понижено до требуемого значения, нужно будет дополнительно подключить диодный мост.
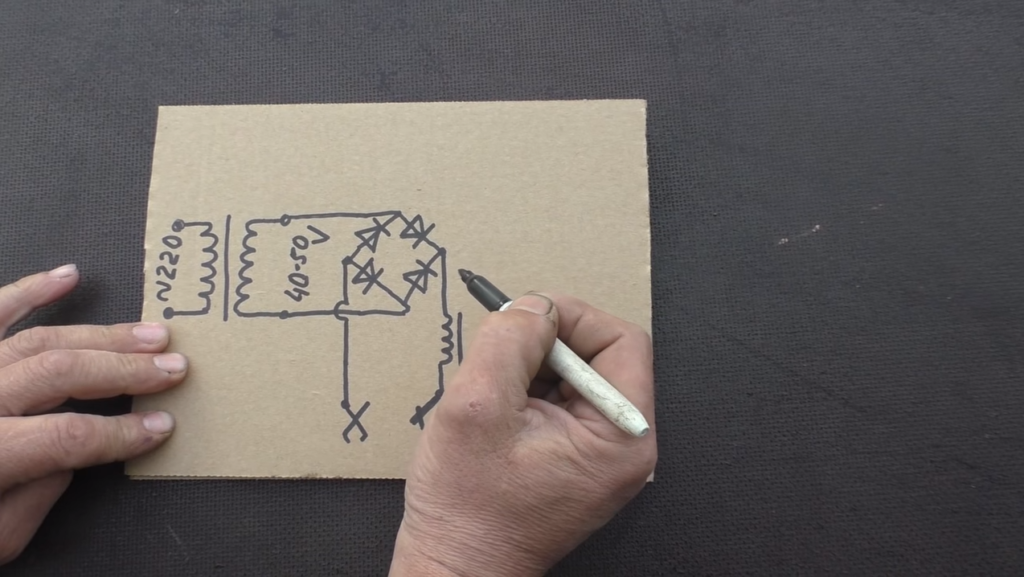
Причем в схеме обязательно должен присутствовать дроссель. Что же касается выбора самих диодов, то в данном случае необходимо использовать любые диоды выше 150 Ампер, причем желательно, чтобы они были еще советского производства. Но перед тем, как купить диод (особенно с рук), обязательно проверьте его тестером — он должен пропускать ток в одну сторону.
Иногда бывает две обмотки. В этом случае их можно соединить таким образом, чтобы получилась средняя точка. Тогда из нее можно взять один полюс, а из двух диодов — второй. Опять же, в схеме должен присутствовать дроссель. Причем дроссель можно поставить как на массу, так и на сам держак — особой разницы нет.
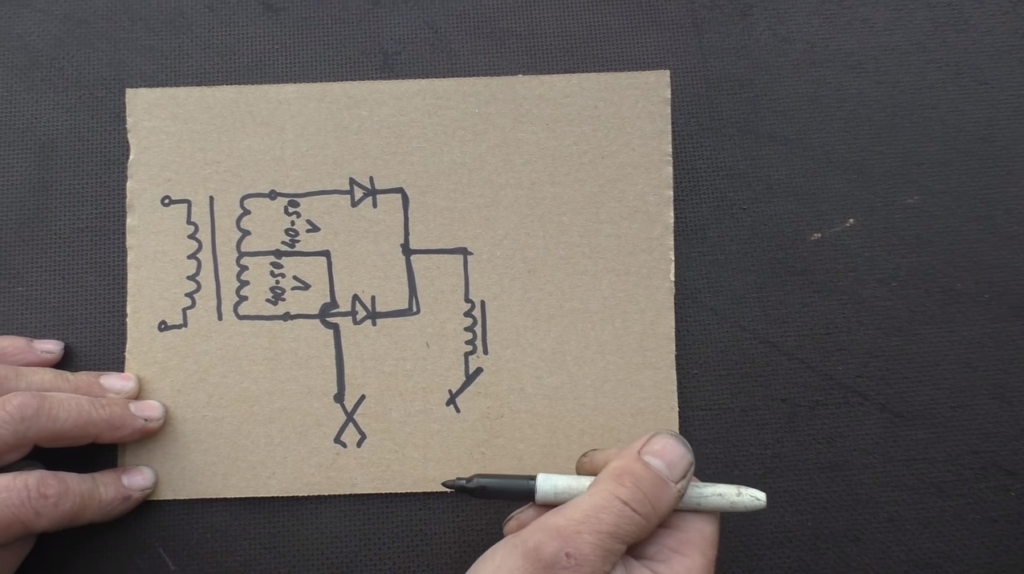
А вот балластный резистор в данной схеме не обязательно должен присутствовать (при наличии нормального переключателя тока он там не особо и нужен). И обратите внимание еще вот еще на какой момент — при использовании второй схемы со средней точкой напряжение может немного понизиться после выпрямителя. Тогда как в случае с первой схемой напряжение повышается в 1.4, поэтому придется на пару вольт еще уменьшить на трансформаторе.
Понятно, что сейчас многие переходят на инверторы, и трансформаторы заслуженно уходят «на пенсию», но есть еще люди, которые пользуются такими аппаратами, поэтому, возможно, данная информация им пригодится.
Ремонт и доработки сварочных инверторов своими руками
Характеристики большинства бюджетных инверторов нельзя назвать выдающимися, в то же время мало кто откажется от удовольствия использовать оборудование со значительным запасом надёжности. Между тем существует немало способов усовершенствовать недорогой сварочный инвертор.

Типовая схема и принцип работы инвертора
Чем дороже сварочный инвертор, тем больше в его схеме вспомогательных узлов, задействованных в реализации специальных функций. А вот сама схема силового преобразователя остаётся практически неизменной даже у дорогостоящего оборудования. Этапы превращения сетевого электрического тока в сварочный достаточно легко проследить — на каждом из основных узлов схемы происходит определённая часть общего процесса.
С сетевого кабеля через защитный выключатель напряжение подаётся на выпрямительный диодный мост, сопряжённый с фильтрами высокой ёмкости. На схеме этот участок легко заметить, здесь расположены внушительные по размеру «банки» электролитических конденсаторов. У выпрямителя задача одна — «развернуть» отрицательную часть синусоиды симметрично вверх, конденсаторы же сглаживают пульсации, приводя направление тока практически к чистой «постоянке».
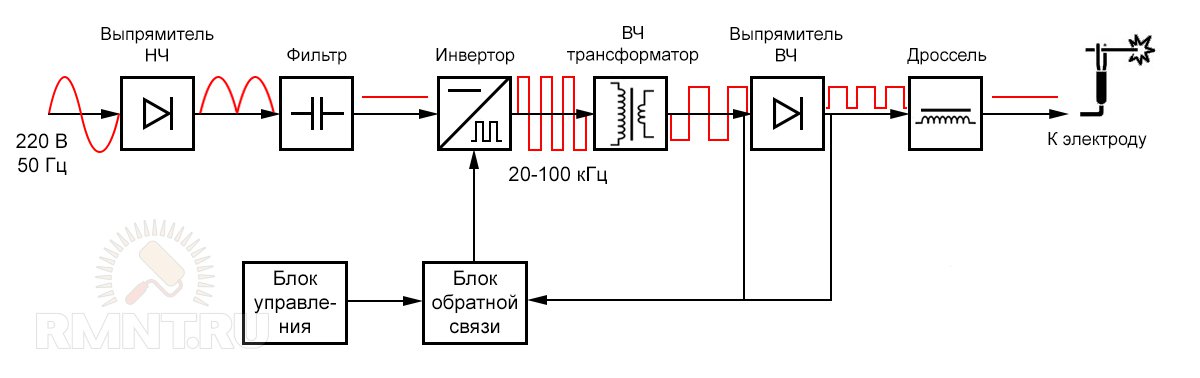 Схема работы сварочного инвертора
Схема работы сварочного инвертора
Далее по схеме находится непосредственно инвертор.
С понижающего трансформатора напряжение снимает выходной выпрямитель, ведь мы хотим сварку именно на постоянном токе. Благодаря выходному фильтру природа тока меняется с высокочастотного пульсирующего до практически прямой линии. Естественно, в рассмотренной цепи преобразований есть множество промежуточных звеньев: датчиков, управляющих и контрольных цепей, но их рассмотрение выходит далеко за рамки любительской радиоэлектроники.
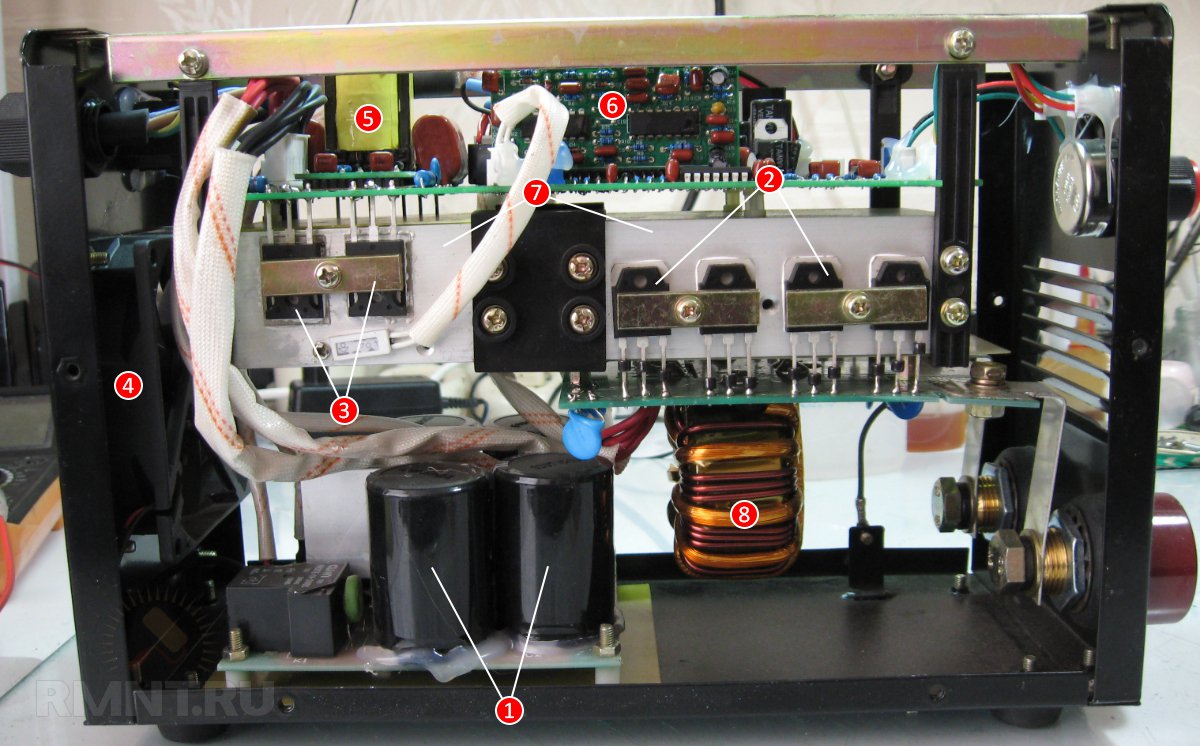 Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Узлы, пригодные к модернизации
Важнейший параметр любого сварочного аппарата — вольт-амперная характеристика (ВАХ), за счёт неё и обеспечивается стабильное горение дуги при разной её длине. Правильная ВАХ создаётся микропроцессорным управлением: маленький «мозг» инвертора на ходу меняет режим работы силовых ключей и мгновенно подстраивает параметры сварочного тока. К сожалению, каким либо образом перепрограммировать бюджетный инвертор нельзя — управляющие микросхемы в нём аналоговые, а замена на цифровую электронику требует незаурядных знаний схемотехники.
Однако «умений» управляющей схемы вполне достаточно, чтобы нивелировать «криворукость» начинающего сварщика, ещё не научившегося стабильно удерживать дугу. Гораздо правильнее сосредоточиться на устранении некоторых «детских» болезней, первая из которых — сильный перегрев электронных компонентов, ведущий к деградации и разрушению силовых ключей.
Вторая проблема — использование радиоэлементов сомнительной надёжности. Устранение этого недостатка сильно снижает вероятность возникновения поломок через 2–3 года эксплуатации аппарата. Наконец, даже начинающему радиотехнику будет вполне по силам реализовать индикацию фактического сварочного тока для возможности работы со специальными марками электродов, а также провести ряд других мелких доработок.
Улучшение теплоотвода
Первый недостаток, которым грешит подавляющее большинство недорогих инверторных аппаратов — плохая схема отвода тепла с силовых ключей и выпрямительных диодов. Начинать доработку в этом направлении лучше с увеличения интенсивности принудительного обдува. Как правило, в сварочных аппаратах устанавливают корпусные вентиляторы с питанием от служебных цепей напряжением 12 В. В «компактных» моделях принудительное воздушное охлаждение может вовсе отсутствовать, что для электротехники такого класса, безусловно, нонсенс.
Достаточно просто увеличить воздушный поток путём установки нескольких таких вентиляторов последовательно. Проблема в том, что «родной» кулер скорее всего придётся снять. Чтобы эффективно работать в последовательной сборке, вентиляторы должны иметь идентичную форму и число лопастей, а также скорость вращения. Собрать одинаковые кулеры в «стопку» крайне просто, достаточно стянуть их парой длинных болтов по диаметрально противоположным угловым отверстиям. Также не стоит беспокоиться о мощности источника служебного питания, как правило её достаточно для установки 3–4 вентиляторов.

Если внутри корпуса инвертора недостаточно места для установки вентиляторов, можно приладить снаружи один высокопроизводительный «канальник». Его установка проще по той причине, что не требуется подключение к внутренним цепям, питание снимается с клемм кнопки включения. Вентилятор, разумеется, должен устанавливаться напротив вентиляционных жалюзеек, часть которых можно вырезать, чтобы снизить аэродинамическое сопротивление. Оптимальное направление потока воздуха — на вытяжку из корпуса.
Второй способ улучшить теплоотвод — замена штатных алюминиевых радиаторов на более производительные. Новый радиатор нужно выбирать с наибольшим количеством как можно более тонких рёбер, то есть с наибольшей площадью контакта с воздухом. Оптимально в этих целях использовать радиаторы охлаждения компьютерных ЦП. Процесс замены радиаторов довольно прост, достаточно соблюдать несколько простых правил:
- Если штатный радиатор изолирован от фланцев радиоэлементов слюдой или резиновыми прокладками, их нужно сохранить при замене.
- Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
- Если радиатор нужно подрезать, чтобы он поместился в корпус, обрезанные рёбра нужно тщательно обработать надфилем, чтобы снять все заусенцы, иначе на них будет обильно оседать пыль.
- Радиатор должен быть плотно прижат к микросхемам, поэтому предварительно на нём нужно разметить и просверлить крепёжные отверстия, возможно, потребуется нарезать резьбу в теле алюминиевой подошвы.

Дополнительно отметим, что нет смысла менять штучные радиаторы отдельно стоящих ключей, замене подвергаются только теплоотводы интегральных схем или нескольких высокомощных транзисторов, установленных в ряд.
Индикация сварочного тока
Даже если на инверторе установлен цифровой индикатор установки тока, он показывает не реальное его значение, а некую служебную величину, масштабированную для наглядного отображения. Отклонение от фактической величины тока может составлять до 10%, что неприемлемо при использовании специальных марок электродов и работе с тонкими деталями. Получить реальное значение сварочного тока можно путём установки амперметра.
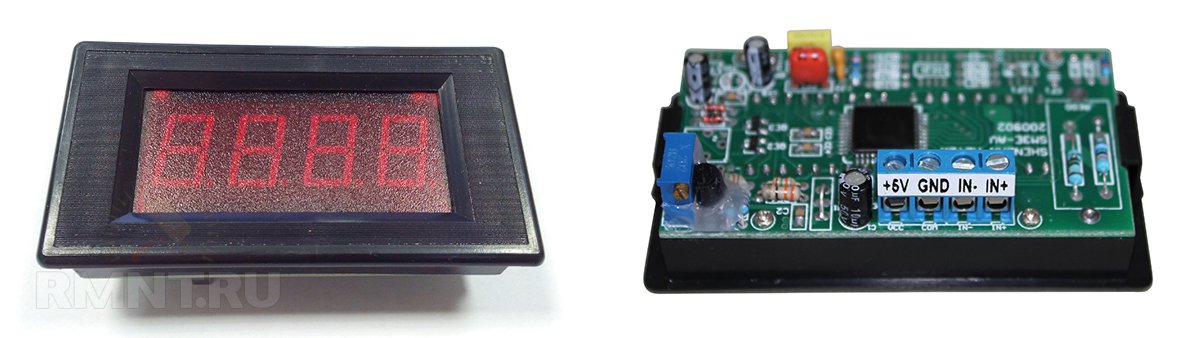
В пределах 1 тысячи рублей обойдётся цифровой амперметр типа SM3D, его даже можно аккуратно встроить в корпус инвертора. Основная проблема в том, что для измерения столь высоких токов требуется подключение через шунт. Его стоимость находится в пределах 500–700 рублей для токов в 200–300 А. Обратите внимание, что тип шунта должен соответствовать рекомендациям производителя амперметра, как правило, это вставки на 75 мВ с собственным сопротивлением порядка 250 мкОм для предела измерения в 300 А.

Установить шунт можно либо на плюсовую, либо на минусовую клемму изнутри корпуса. Обычно размеров соединительной шины достаточно для подключения вставки длиной около 12–14 см. Изгибать шунт нельзя, поэтому если длины соединительной шины недостаточно, её нужно заменить медной пластиной, косичкой из очищенного однопроволочного кабеля или отрезком сварочной жилы.
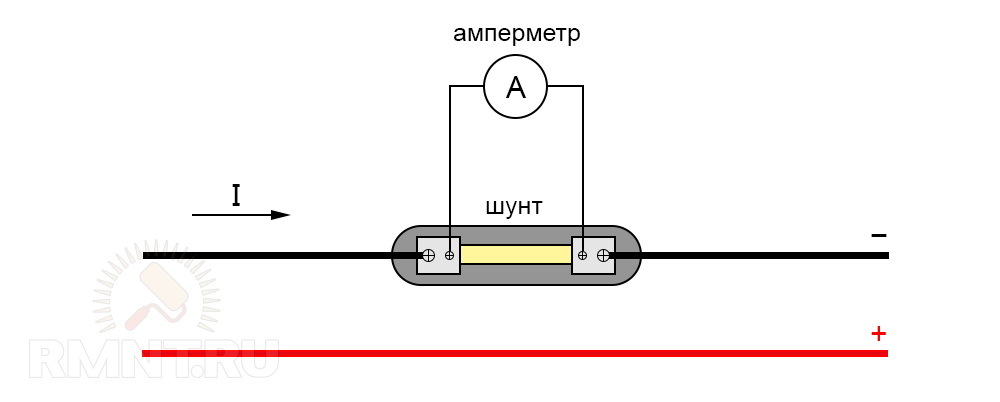
Амперметр подключается измерительными выходами к противоположным зажимам шунта. Также для работы цифрового прибора требуется подать напряжение питания в диапазоне 5–20 В. Его можно снять с проводов подключения вентиляторов или найти на плате точки с потенциалом для питания управляющих микросхем. Собственное потребление амперметра ничтожно.
Повышение продолжительности включения
Продолжительность включения в контексте сварочных инверторов более разумно называть продолжительностью нагрузки. Это та часть десятиминутного интервала, в которой инвертор непосредственно выполняет работу, оставшееся время он должен пребывать на холостом ходу и охлаждаться.
Для большинства недорогих инверторов реальная ПН составляет 40–45% при 20 °С. Замена радиаторов и устройство интенсивного обдува позволяют увеличить этот показатель до 50–60%, но это далеко не потолок. Добиться ПН порядка 70–75% можно путём замены некоторых радиоэлементов:
- Конденсаторы обвязки ключей инвертора нужно поменять на элементы той же ёмкости и типа, но рассчитанные под более высокое напряжение (600–700 В);
- Диоды и резисторы из обвязки ключей следует заменить на элементы с большей рассеиваемой мощностью.
- Выпрямительные диоды (вентили), а также MOSFET или IGBT-транзисторы можно заменить на аналогичные, но более надёжные.

О замене самих силовых ключей стоит рассказать отдельно. Для начала следует переписать маркировку на корпусе элемента и найти подробный даташит на конкретный элемент. По паспортным данным выбрать элемент для замены достаточно просто, ключевыми параметрами служат пределы частотного диапазона, рабочее напряжение, наличие встроенного диода, тип корпуса и предельный ток при 100 °С. Последний лучше рассчитать собственноручно (для высоковольтной стороны с учётом потерь на трансформаторе) и приобрести радиоэлементы с запасом предельного тока около 20%. Из производителей такого рода электроники наиболее надёжными считаются International Rectifier (IR) или STMicroelectronics. Несмотря на довольно высокую цену, крайне рекомендуется приобретать детали именно этих брендов.

Намотка выходного дросселя
Одним из наиболее простых и в то же время самых полезных дополнений для сварочного инвертора будет намотка индуктивной катушки, сглаживающей пульсации постоянного тока, которые неизбежно остаются при работе импульсного трансформатора. Основная специфика такой затеи в том, что дроссель изготавливается индивидуально для каждого отдельного аппарата, а также может со временем корректироваться по мере деградации электронных компонентов или при изменении порога мощности.

Для изготовления дросселя понадобится всего ничего: изолированный медный проводник сечением до 20 мм 2 и сердечник, желательно из феррита. В качестве магнитопровода оптимально подойдёт либо ферритовое кольцо, либо сердечник броневого трансформатора. Если магнитопровод набран из листовой стали, его нужно просверлить в двух местах с отступом около 20–25 мм и стянуть заклёпками, чтобы иметь возможность беспроблемно прорезать зазор.

Дроссель начинает работать, начиная от одного полного витка, однако реальный результат виден, начиная с 4–5 витков. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву. Когда варить с отрывом станет затруднительно, нужно скинуть с катушки один виток и подключить параллельно дросселю лампу накаливания на 24 В.
Тонкая настройка дросселя выполняется с помощью сантехнического винтового хомута, которым можно уменьшить зазор в сердечнике, либо деревянного клина, которым этот зазор можно увеличить. Нужно добиваться, чтобы горение лампы при розжиге дуги было максимально ярким. Рекомендуется изготовить несколько дросселей для работы в диапазонах до 100 А, от 100 до 200 А и более 200 А.

Заключение
Все «навесные» дополнения, такие как дроссель или амперметр, лучше монтировать отдельной приставкой, которая включается в разрыв любой из сварочных жил посредством штекера типа байонет. Таким образом внутри корпуса инвертора сохранится достаточно пространства для вентиляции, а дополнительные устройства можно будет легко отключить за ненадобностью.
Нужно помнить, что кардинальной, глубокой модернизации провести не получится, иными словами, «РЕСАНТУ» в KEMPPI разумными силами и средствами не превратить. Однако изготовление приспособлений и мелкая доработка оборудования — отличный способ лучше изучить технологию дуговой сварки и проникнуться профессиональными тонкостями.
Понравилась статья? Подпишитесь на канал, чтобы быть в курсе самых интересных материалов