Расход сварочной проволоки на 1 тонну металлоконструкций
Расход материалов при сварочных работах – методы расчета
Содержание:
- Основные формулы для расчета нормы расходов сварочных материалов.
- Как рассчитать расход сварочной проволоки.
- Расчет расходов защитного газа.
Для определения себестоимости сварных изделий очень важно правильно рассчитать расход материалов при сварочных работах. Кроме того, количество необходимых электродов, сварочной проволоки, флюсов, защитных газов и других расходных материалов необходимо знать и для того, чтобы обеспечить непрерывность рабочего процесса, создав на складе достаточный их запас.
Расчет необходимого количества материалов для сварки ведется на основе существующих норм их потребления при применении того или иного метода сварки.
Норма расхода сварочных материалов – это их количество, необходимое для полного изготовления сварного изделия с учетом всех потерь и отходов. Данная норма включает в себя расход материалов на всех этапах технологического процесса, связанного со сваркой, а именно – во время проведения подготовительных работ (изготовление прихваток), ведения самих сварочных работ, а также возможной последующей правки конструкции.
Для каждого типа сварного шва и каждого метода сварки существуют свои нормативы расхода материалов. Кроме того, при определении количества нужных материалов учитываются и неизбежные при ведении сварки потери, причем существует также определенная норма таких потерь, которая зависит от применяемого метода сварки и ее режима, длины шва и сложности всей сварной конструкции.
Основные формулы для расчета нормы расходов сварочных материалов.
Существуют определенная нормативная формула, помогающая рассчитать расход материалов при сварочных работах. Эта формула позволяет понять, сколько сварочных материалов потребуется на один метр шва:
N – норма расхода сварочных материалов на один метр сварного шва
G – масса наплавленного металла сварного шва, длина которого равна 1 метру
K – коэффициент перехода от массы наплавленного металла к расходу материалов для сварки
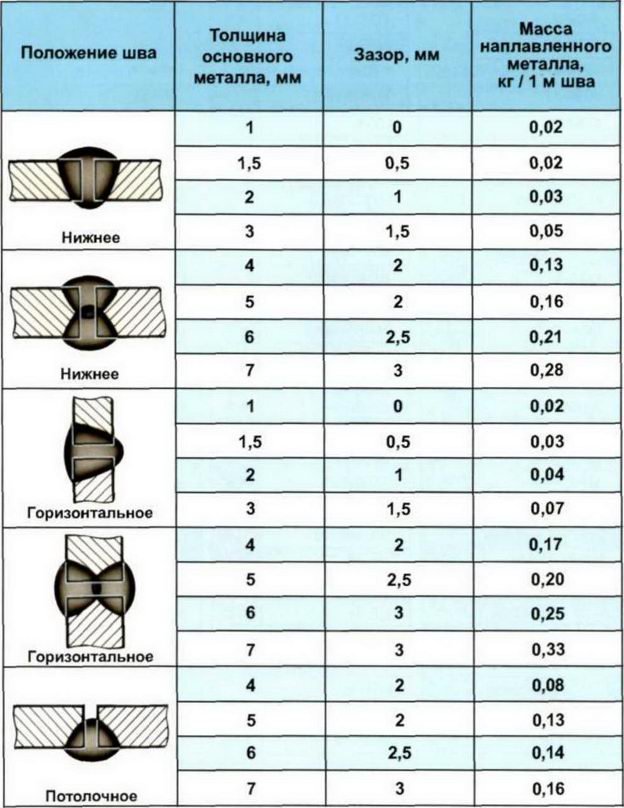
А для того, чтобы определить массу наплавленного металла на 1 метр сварного шва (G), можно воспользоваться следующей формулой:
F – площадь поперечного сечения сварного шва (в мм 2 )
y – удельная масса металла (г/см 3 )
L – длина сварного шва (она равна 1 метру).
Приведенные выше формулы позволяют рассчитать нормы расхода материалов для сварочного шва в наиболее простом – нижнем положении. Если же сварочные работы ведутся в вертикальном или потолочном положении, то полученный норматив необходимо умножить на поправочный коэффициент, который как раз и учитывает особенности расхода материалов при различных положениях сварного шва:
- для нижнего положения шва этот коэффициент равен 1,00
- при полувертикальном положении шва берется коэффициент 1,05
- при вертикальном (горизонтальном) положении шва коэффициент равен 1,10
- при потолочном положении шва полученная предварительно норма умножается на коэффициент 1,20.
Рассмотрим, на какие особенности следует обращать внимание при определении необходимого количества конкретных сварочных материалов – сварочной проволоки и защитного газа.
Как рассчитать расход сварочной проволоки.
Для того, чтобы рассчитать количество сварочной проволоки, которое потребуется для изготовления сварной конструкции, необходимо учесть следующие параметры:
- Если применяется полуавтоматический метод сварки, то количество сварочной проволоки зависит от следующих факторов:
- характеристик подвергаемого сварке металла
- диаметра сварочной проволоки
- особенностей и технических характеристик самого сварочного оборудования
- присутствия или отсутствия защитного газа.
- Расчет расхода сварочной проволоки можно произвести, исходя из массы всей сварной конструкции – как правило, максимальное количество проволоки равняется 1,5% массы сварной конструкции.
- Также массу проволоки можно определить, исходя из массы наплавляемого металла. При этом методе расчета учитывается, что требуемая масса проволоки превышает вес наплавляемого металла на 2-6%.

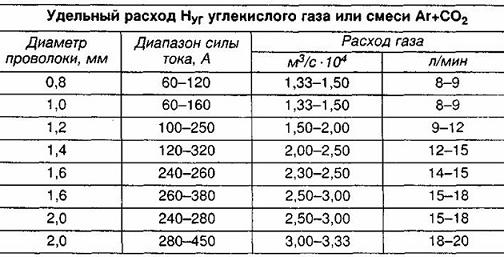
Расчет расходов защитного газа.
Правильный расчет количества необходимого для ведения сварочных работ защитного газа дает возможность добиться высокого качества и непрерывности сварных работ в среде защитного газа. Количество необходимого газа зависит от того, какой именно металл подвергается сварке:
- для сварки конструкции из алюминия потребуется 15-20 литров защитного газа (аргона) в минуту
- сварка медной конструкции в среде защитных газов потребует 10-12 литров газа в минуту
- для магниевых сплавов потребуется 12-14 литров аргона в минуту
- при сварке сплавов никеля «уйдет» 10-12 литров газа в минуту
- титан и его сплавы требуют более значительного расхода газа при проведении сварочных работ – 35-50 литров в минуту.
А вот для сварки изделий из стали защитный газ расходуется более экономно.
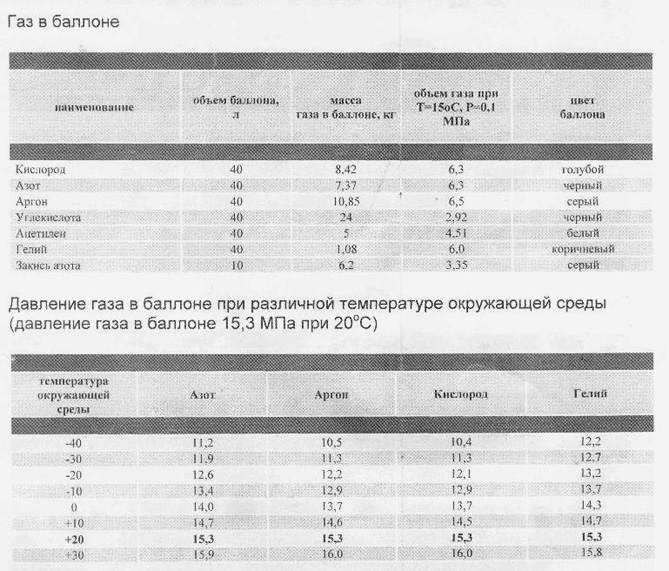
Для того, чтобы не расходовать лишнее количество газа при сварке, баллоны с газом снабжаются специальным регулятором.

В заключение хотелось бы отметить, что правильный расчет расхода материалов для сварочных работ дает возможность не только обеспечить сварщика вовремя всем необходимым, но и сэкономить затраты на производство сварных конструкций, а значит, снизить себестоимость продукции и повысить конкурентоспособность ее на рынке.
Расчет норм расхода сварочной проволоки
Автор: Игорь
Дата: 27.07.2016
- Статья
- Фото
- Видео
Во время сварочного процесса используются различные присадочные и дополнительные материалы, которые со временем заканчиваются. Расчет норм расхода сварочной проволоки во время соединения и ремонта металлических поверхностей очень важно знать по нескольким причинам. С одной стороны, это нужно для определения необходимого количества металла для заданной процедуры, с другой – помогает рассчитать себестоимость ремонта в конкретном случае и использовать эти данные для сравнения с другими способами.

Стоит отметить, что различные виды сварочной проволоки имеют различный коэффициент наплавки. С учетом того, что такие материалы часто применяются для автоматов и полуавтоматов, а также при ручной обработке желательно не прерывать шов, то лучше знать заранее расход сварочной проволоки при сварке полуавтоматом, чтобы все проходило беспрерывно. Норма расхода является понятием, которое показывает количество материалов, что требуются для создания сварочного шва на определенном участке. Сюда входят отходы, потери и прочие величины, которые не остаются непосредственно на соединении. Иными словами, здесь включены все этапы изготовления, включая подготовительные, чтобы технологический процесс прошел максимально качественно. Если проходит правка конструкции, то эти данные также учитываются для конкретного случая.

Виды сварочной проволоки
Для каждого типа сварки, будь то аргонодуговая сварка или обыкновенная газовая, существуют свои нормы расхода, определенные многими годами использования приведенной технологии. Ведь у каждого из способов имеются свои особенности, касающиеся потерь, не говоря уже о нюансах используемого сплава и его физико-химических свойств. При соединении листов наиболее полезной будет информация, какой будет расход сварочной проволоки на 1 метр шва. Этот расчет можно считать эталонным, на который уже можно опираться. При других разновидностях могут быть иные значения, но они все же будут приближены к этому. Простым примером будет сравнение соединения листов, где нужно минимум дополнительных процедур, и сложных металлоконструкций, где необходимы прихватки, временные швы и прочее. Расчеты проводятся согласно ГОСТ 14771-76
Особенности расчета 
Существует формула, которая позволяет осуществить расчет сварочной проволоки на 1 метр шва. Она выглядит так:
В данном случае N означает искомый параметр, а именно, норму расхода, которая будет востребованная для создания шва длиною в 1 метр. Параметр G в формуле показывает вес металла на уже готовом соединении длиною в 1 метр. К – это коэффициент перехода, который зависит от массы наплавленного материала к расходу металла, который потребовался для сварки. Длина в 1 метр взята для удобства расчетов и последующего использования.
Чтобы выяснить G (вес наплавленного материала на отведенном участке), требуется следующая формула:
Здесь F показывает площадь поперечного сечения шва в квадратных миллиметрах. Следующее значение «у», обозначает удельную массу металла или его сплава в используемой проволоке, отсюда и возникает большая разница значений для каждой отдельной марки. L – берется за 1, так как показывает количество метров созданного шва. Соответственно, благодаря изменению L можно рассчитать параметр и для других значений длины.
Данные формулы предназначены для вычисления нижнего положения сваривания. Для других требуется итоговый параметр умножать еще на коэффициент поправки К. Соответственно, конечная формула будет N*К.
- Для нижнего положения коэффициент = 1;
- Для полувертикального положения коэффициент = 1,05;
- Для вертикального положения коэффициент = 1,1;
- Для потолочного положения коэффициент = 1,2.
При полуавтоматической сварке учитываются такие факторы как:
- Наличие и тип защитного газа;
- Характеристики оборудования для сварки;
- Диаметр присадочного материала;
- Характеристики основного металла.
Благодаря таким простым расчета можно легко определить нормы расхода проволоки при сварке под флюсом и другими методами. Некоторые данные, такие как вес 1 метр сварочной проволоки, можно узнать самостоятельно, другие же приходится узнавать из справочников и прочих мест.
Пример расчета
Для более понятной схемы стоит привести пример, какой будет расход проволоки при сварке полуавтоматом. В примере будет использоваться обыкновенная сталь. Для этого начнем определять весь наплавленного металла по формуле G = F*y*L
G=0,0000055 (м2) * 7850 (кг) * 1 (метр) = 0,043 кг
После этого можно приступать к вычислению основного значения по формуле N=G*К
N = 0,043 * 1 = 0,043 кг
С учетом того, что сваривание проводилось в нижнем положении, то коэффициент поправки равен единице и итоговое значение остается таким же.
Проведение расчета расхода сварочной проволоки на метр шва (формула, примеры, таблицы)

Чтобы приступить к сварке, под рукой необходим сам аппарат, сопутствующие материалы, клеммы, проволока.
Чтобы заняться процессом, нужно включить агрегат в розетку и творить, пока есть желание и вдохновение на работу. А сопутствующие материалы могут закончиться в самую неподходящую минуту.
Во избежание таких неприятных сюрпризов, нужно знать соотношение между количеством расходников с объёмом работ.
Надо заранее рассчитывать предполагаемый расход. Каждый сварщик , перед тем как взяться за объект просчитывает все до мелочей и озвучивает заказчику ориентировочную стоимость.
Сварочная проволока продается в катушках или бобинах. Иногда обрабатывается раствором для увеличения срока хранения.
В нашем обзоре мы подробно расскажем, как рассчитать метраж проволоки, покажем наглядно в расчетах.
- Специфика проволоки
- Расход проволоки
- Как произвести расчет
- Пример
- Подведем итог
Специфика проволоки
Чтобы правильно определить расход сварочной проволоки, нужно знать все ее характеристики эксплуатации, состав, качество.
Присадочный материал должен быть чист от примесей, содержать минимум газов и шлаков, иметь различные показатели плавки, что формирует расчет.
При сварке автоматом или полуавтоматом над созданием шва работают без отрыва. Поэтому нужно точно определить метраж проволоки, которая будет израсходована.
В противном случае, результат без дефектов не будет достигнут. Во время аргонодуговой сварки просчеты рекомендуемы, но не обязательны.
Хотя настоящие профи, не приступают к работе, пока не рассчитают количество требуемого материала.
Есть фиксированные рамки использования расходуемого материала. При расчете метража присадочной проволоки, обращают внимание и на такие нюансы как брак в работе.
Естественно его нужно исправлять, и не важно, возник он по вине специалиста или под влиянием посторонних факторов.
А для этого потребуется дополнительный объем рабочего материала. Необходимо брать в расчет пробную сварку перед стартом основного процесса.
Как работодатель, так и исполнитель, обязаны располагать данными о требуемых материалах, а соответственно и финансах для завершения объекта. Для этого и составляют проектно-финансовую документацию.
Расход проволоки

Каждый вид сварочных работ имеют свою специфику. При той или иной сварке используются материалы, у каждого из которых свои физико-химические свойства.
Чтобы правильно составить таблицу их расхода нужно учитывать все факторы, вид сварного аппарата, шва, присадочного материала, квалификацию мастера.
То есть индивидуально подходить к каждому варианту. Конечно невозможно идеально произвести расчет расхода используемых в работе средств.
Но благодаря исследованиям в этой отрасли, опираясь на всевозможные показатели, все-таки выведены среднестатистические данные.
Вы можете взять их за основу, но все показатели просчитывать рекомендуется самостоятельно, исходя из конкретного задания.
Самый удобный способ расчета расхода проволоки – это ее расход на один метр шва. Зная расход присадочной проволоки на 1 метр, даже новичок сможет правильно прикинуть, сколько ее уйдет на весь шов.
И как мы уже упоминали, нужно закладывать в смету немного большее количество материалов.
Как произвести расчет
Существует специальная формула для расчета количества рабочего материала на один метр шва:
Где «N» — это определяемая величина, то есть количество расхода сварных расходников на метр шва. «G» — это масса наплавленного металла на метровом сварном шве.
«К» – показатель перехода от массы продукта наплавки к расходу металла, использованного в работе.
Для вычисления показателя G нужно воспользоваться такой системой:
«F» — это площадь поперечного сечения шва в мм2. «у» — удельный вес материала, из которого произведена проволока.
Величина «у» особенно важна.

Сегодня много производителей сварочной проволоки. У каждого своя специфика и технология производства. Поэтому сварная проволока отличается своими свойствами. В зависимости от металла, из которого она изготовлена, проволока имеет определенную толщину.
Величина «L» подразумевает цифру 1, расчет происходит на один метр. Соответственно от количества метража, который нужно определить меняется “L”.
Этот способ подходит для расчета расхода проволоки при сварке в нижнем положении. При остальных видах работ показатель «N» необходимо умножить на величину «К».
Для правильного определения формулы, нужно зать, что существуют определенные положения сварки. Для каждого из них величина “K” своя:
- при нижнем — 1
- при полувертикальном — 1.05
- при вертикальном — 1.1
- при потолочном — 1.2
При сварке полуавтоматом в расчет нужно брать специфику эксплуатации аппарата для сварки, защитный газ, толщину сечения сварочной проволоки, характеристики деталей.
Уважаемые читатели, в своих расчетах расхода будьте грамотны и внимательно применяйте данные рекомендации, учитывать все нюансы и сопутствующие факторы. Тогда Вы сможете безошибочно и с легкостью получить искомые величины и цифры.
Пример

Чтобы легче применять все формулы на практике, рассмотрим пример.
Давайте вычислим количество использования сварной проволоки в работе полуавтоматом, если рабочим материалом будет сталь.
Чтобы правильно произвести расчет, первым шагом будет определение массы наплавки на шве. Используем формулу G = F*y*L.
G=0,0000055 (м2) * 7850 (кг/м3) * 1 (метр) = 0,043 кг
Далее приступим к главной величине с помощью формулы N=G*К
N = 0,043 * 1 = 0,043
Подведем итог
Ознакомившись с нашими материалами, вы узнали, как подготовить предварительный расчет количества присадочной проволоки при работе автоматом, полуавтоматом, аргоном при разных положениях.
Эта информация будет очень полезна для вашей дальнейшей работы.
Будет здорово, если Вы поделитесь своими знаниями просчетов расхода с начинающими сварщиками. Всем легкой работы!


Профессиональный сварщик 6-го разряда с 15+ летним практическим опытом работы (не считая обучения)
Регулярно проверяю опубликованные статьи и отвечаю на ваши вопросы! Спрашивайте, не стесняйтесь! =)
Расход электродов при сварке на 1 тонну металлоконструкций
Неотъемлемой частью процесса возведения любой металлоконструкции является грамотное и точное планирование расхода материалов для составления сметы и подсчета предстоящих финансовых затрат. Вычисляется не только количество задействованного в строительстве материала, но и то, сколько электродов потребуется затратить при проведении сварочных работ.
Умение правильно рассчитывать расход электродов на тонну металлоконструкций — одно из приоритетных требований к профессиональным сварщикам, работающим в крупных компаниях. Без проведения правильных расчетов невозможно узнать точную себестоимость металлоконструкции, предполагаемую прибыль. Все эти нюансы важны для фирм, задействованных в сфере возведения металлических конструкций.
Расход электродов при сварке
Оказывает прямое влияние на производительность и продолжительность рабочего процесса. Отработанное присадочное изделие для сварки необходимо заменить новым.
Если под рукой сварщика не окажется нужных электродов, это отразится на сроках проведения сварки в сторону увеличения. Докупить присадочный материал не является основной проблемой. Все усложняется тем, что он требует предварительной подготовки. Электроды надо прокалить и просушить. Это занимает от полутора до двух часов.
Когда электроды нужны для наплавки нескольких килограмм металла, ситуация не столь критична, в отличие от сварки габаритных металлоконструкций. Любой простой чреват и временными, и финансовыми затратами. Чтобы процесс работы ничего не тормозило, предельно важно выполнить правильный расчет того, сколько электродов требуется на одну тонну металлоконструкций.

Методы вычисления
Показатель расхода зависит от вводных параметров:
- массы наплавки;
- длины сварочного шва;
- нормы расхода.
Массой наплавки называют вес металла, который заполняет собой стыковочный шов. Точные данные этого параметра приводятся в технологической карте сварки. Его показатель по грубым подсчетам равен от 1 до 1,5% от массы металлоконструкции.
Габариты шва измеряют рулеткой по стыку. Получаемый результат умножают на общее число швов, присутствующих в разделе. Это обусловлено тем, что глубокие стыки заваривают параллельным либо последовательным накладыванием двух-трех швов.
Нормой расхода является масса наплавки на один метр шва. Она вычисляется как для отдельного узла либо детали, так и в зависимости от типа выполняемой сварочной операции.
Учитывая эти нюансы, расчет расхода присадочных изделий должен проводиться и теоретически, и практически.


Теоретический расчет
Основан на использовании различных формул. На практике наибольшее распространение получили два типа расчета:
- по коэффициенту;
- по физическим характеристикам.
Первый способ охватывает собой различные категории расходных материалов и вычисляется по формуле: H = M * K , где М — масса подвергаемого сварке металла, а K — специальный коэффициент расхода присадки.
Второй способ основан на характеристиках и применяемого электрода, и подвергаемой сварке металлоконструкции, рассчитывается формулой: G = F * L * Масса проволоки, в которой F — это площадь поперечного сечения, а L — длина шва.
Если первая формула позволяет вычислить расход, то вторая — массу наплавленного металла. Оба расчета являются «табличными», то есть основываются на стандартных показателях, соответствующих определенным маркам электрода, типу металла, величине шва.

Расчет расхода электродов по коэффициенту
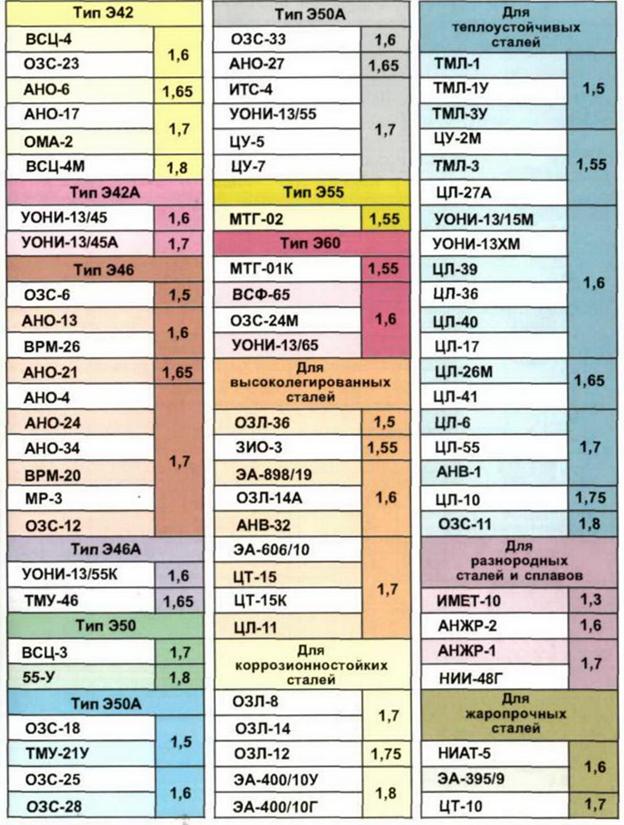
Чтобы выполнить вычисление, нужно знать точный коэффициент электрода (K) который, как и другие параметры, указан в приложении РДС 82-201-96 «правил разработки норм расхода материалов в строительстве».
Значение коэффициента варьируется от 1,5 и до 1,9. Меньший показатель соответствует второй группе электродов, а наивысшей шестой. Если при работе используется марка ЦТ-28 из второй группы, показатель K равен 1,5.
Используя математический расчет для определения необходимого количества электродов для наплавки тонны металла, получаем значение 1500 кг, то есть H = 1000 * 1,5. Соответственно, расход возрастает, если применяется марка более возрастной группы, к примеру, НЖ-13, имеющая коэффициент, который равен 1,8.
Практический расчет
Подразумевает определение массы металла и проведение сварных тестовых работ. Когда они завершены, выполняют замер огарка, учитывают напряжение и силу тока, длину выполненного шва. Основываясь на этих данных, определяют число требуемых электродов для сварки шва определенной длины.
Точным вычисление будет в том случае, когда и внешние данные, и угол положения при выполнении основных работ останутся аналогичными тем, которые были во время тестирования. Чтобы избежать неточности определения, эксперимент повторяют от трех до четырех раз. Если соблюсти это условие, расчет получится еще точнее, чем при использовании формул.
Погрешность расчета
Никакой метод вычислений не дает стопроцентной точности. Закупать расходный материал для обеспечения полноценного и непрерывного рабочего процесса рекомендуется с запасом. Необходимо учитывать и возможность наличия в партии электродов бракованных и низкокачественных изделий.
Чтобы не приходилось останавливать сварку, следует увеличить полученные при расчетах данные на пять либо семь процентов. Это гарантировано избавит от различного рода форс-мажорных обстоятельств. Учитывают и то, что количество расходного материала зависит как от технологического процесса, так и от типа заполняемого присадками шва.
Как снизить затраты?
Существует несколько условий, которые позволяют сэкономить на расходных материалах для проведения сварочных работ, но при этом никак не отражаются на качестве:
- Наибольшей экономии присадок позволяет добиться использование полуавтоматического либо автоматического сварочного аппарата. Когда работы проводятся вручную, то потери составляют от пяти процентов и выше. При автоматическом и полуавтоматическом процессе этот показатель вдвое ниже. Если и присадки, и аппарат имеют высокое качество, сокращение расходных изделий будет максимальным.
- Показатели силы тока и напряжения должны полностью соответствовать выбираемому присадочному материалу. Поэтому, настраивая сварочный аппарат, нужно уделять особое внимание этим параметрам.
- Количество затрачиваемых электродов при равных условиях может отличаться. Это обусловлено положением расходного изделия при выполнении сварки. Поэтому многие сварщики предпочитают не ограничиваться формулами и прибегают к практическим расчетам, проводя несколько тестов, чтобы найти «идеальное» положение.
Соблюдение этих трех важных условий и грамотный выбор способа сэкономить позволяет сократить количество требуемого присадочного материала практически на тридцать процентов. Это достаточно внушительная сумма в денежном эквиваленте.
Расчет норм расхода сварочной проволоки
Невозможно создать сварной шов без использования каких-либо дополнительных материалов и средств, которые рано или поздно заканчиваются. Использовать сварочную проволоку нужно с умом. Уметь рассчитывать необходимый объем очень важно, так как это нужно для того, чтобы определить перед выполнением сварки, сколько расходного материала вам потребуется.
В случае если вы хотите выполнить сварку один раз и не занимаетесь этим часто, то вам в обязательном порядке нужно приобрести необходимый объем, это, банально, поможет вам сэкономить денежные средства.
Естественно, что различные модели присадочной проволоки имеют разные коэффициенты наплавки, говоря простым языком, одна модель присадочного материала может расходоваться гораздо быстрее, нежели другая. Вне зависимости от метода сварки, используемого вами, будь то классическая ручная или же в автоматическом режиме, прерывать создания шва на половину процесса категорически нельзя. Это в значительной степени повлияет на качество итогового результата. Поэтому лучше купить проволоку с небольшим запасом.
Норма расхода – это определение, которое указывает на количество материалов необходимых для выполнения данной манипуляции. В это значение уже учитываются разнообразные отходы, потери материала, погрешности при работе и т.д. Проще говоря, значение нормы включает в себя все этапы создания сварного шва. Точный учет напрямую оказывает влиянию на качество работы.
Каждый метод сварки имеет свою норму расходы присадочных материалов. Для каждых методов сварки, включая сварку в среде защитного облака из инертных газов, нормы расходов были определены длительным опытом работы. Каждый метод сварки имеет свои особенности выполнения, что, естественно, сказывается на потерях и расходах присадочного материала.
Эталоном можно считать количество проволоки, которое необходимо для создания сварного соединения длинной в один метр, используя тот или иной метод сварки. В качестве несложного примера можно привести сварочные работы, в процессе которых требуется выполнить минимальное количество процедур, без выполнения каких-либо дополнительных манипуляций, с созданием временных швов и т.д. Норма расхода присадочного материала рассчитывается согласно государственным стандартам.
Как рассчитать требуемый объем расходного материала?
Существует несложная специально разработанная формула, следуя которой можно рассчитать необходимое количество присадочного материала для выполнения той или иной манипуляции. Она принимает вид: N = GK.
Символ «N» означает эталонный параметр, если точнее, то это значение требуемого количества присадочного материала, требуемого для создания сварного шва размером в один метр. Символ «G» — это вес сварного соединения после выполнения всех сварочных работ. K – это коэффициент перехода, этот параметр определяется значением массы наплавочного материала к общему расходу металла, который использовался в процессе сварочных работ. Значение длины в один метр берется для упрощения расчетов.
Для того чтобы узнать «G», потребуется выполнить вычисления по следующей формуле: G = FyL.
Буква «Ф» обозначает размеры поперечного сечения готового сварного шва. Значение должно исчисляться в миллиметрах в квадрате. Буква «у» означает долю массы метала в составе присадочной проволоки. Этот параметр может принимать значение из достаточно широкого диапазона. Это обусловлено тем, что существует большое количество разнообразных моделей присадочных проволок для сварки. Последний параметр «L» — это длина сварного соединения, по умолчанию она принимается за один метр, однако именно изменения этого значения можно вычислить нужное количество расходного материала для выполнения той или иной сварочной манипуляции.
Вышеописанный способ вычисления подходит для вычисления количества расходного материала при выполнении сварочных работ в нижнем положении. Для других положения, дополнительно получившийся параметр нужно умножать на значение коэффициента поправки:
- нижнее положение – 1;
- полувертикальная сварка – 1,05;
- вертикальная сварка – 1,1
- потолочная сварка – 1,2.
При вычислении объема требуемого присадочного материала для сварки в полуавтоматическом режиме нужно также учитывать следующие параметры:
- применение защитного облака из инертного газа;
- тип используемого газа;
- технические характеристики сварочного аппарата;
- размер сечения присадочной проволоки;
- основные физические характеристики свариваемого объекта.
С помощью несложных манипуляций и подсчетов без особых проблем можно узнать требуемое количество расходного материала. Большинство нужных параметров для вычисления можно узнать самостоятельно, однако в некоторых случаях может потребоваться специализированная литература.
Можно рассмотреть пример проведения вычислений. Для начала нужно определить вес наплавленного материала с помощью формулы G=FyL. Допустим, что F равно 0,0000055 метра в квадрате (так как предстоит умножать площадь сварного шва на длину соединения, необходимо принимать это значение именно в метрах в квадрате). Пускай масса будет равно 7850 килограмм и будем считать, что длина металлического лица равна одному метру.
После того вычисления мы узнаем что произведение трех вышеописанных значений равно сорока терм тысячным килограмма. Далее значение 0,043 можно подставить в основную формулу и после выполнения второго действия мы сможем узнать количество необходимого материала.
В нашем случае длина равняется одному, следовательно, значение 0,043 нужно умножить на единицу. Результата будет точно таким же. Таким образом, мы узнаем количество проволоки необходимой для выполнения предстоящей операции.
Если сварка будет выполняться в нижнем положении, что полученное значение оставляется таким как есть. Однако если вы будете использовать другое положение, то полученное количество проволоки в килограммах, нужно умножить на коэффициент положения, значения для которого были описаны выше.