Разъем сварочного кабеля к инвертору
Собираем качественные и надежные сварочные кабели, которые будут служить годами
Комплект сварочных кабелей для ручной дуговой сварки включает в себя два кабеля (провода), один из которых имеет на конце электрододержатель, а другой клемму для подключения к массе. Как правило, стандартный набор, поставляемый в комплекте с недорогим сварочным аппаратом, не самого лучшего качества и выходит из строя после нескольких месяцев использования. Если покупать такой комплект отдельно, то бюджетные модели также не могут похвастаться качеством, а вполне нормальные соизмеримы по цене самого сварочного аппарата. Довольно часто встречаются модели, где упор сделан на одну из трех составляющих, т.е. либо электрододержатель качественный, а кабеля (провода) так себе, либо провода отличные, а все остальное не очень. Поэтому чтобы не играть в рулетку и не переплачивать деньги, предлагаю самостоятельную сборку из проверенных комплектующих. Если заинтересовались, милости прошу.

Содержание
- Электрододержатель:
- Силовые кабеля (провода):
- Зажим массы:
- Вилка кабельная:
- Сборка:
- Выводы:
Электрододержатель:
Электрододержатель – один из самых важных компонентов, экономить на котором категорически не стоит. От качества его изготовления и конструкции зависит комфортная и удобная работа, а также конечный результат. Я не буду вдаваться в подробности, а отмечу лишь, что существует три распространенных типа электрододержателей: вилочные, пружинные и винтовые. Первые, как правило, самодельные и изготавливаются сварщиками самостоятельно. Они надежны, не очень удобны в использовании и зачастую не изолированы. Вторые самые распространенные, но в низшей и средней ценовой категории их качество оставляет желать лучшего. Качественные пружинные электрододержатели удобны в работе и особых нареканий не имеют. Винтовые электрододержатели достаточно надежно фиксируют электрод под необходимым углом и имеют хорошее качество даже в средней ценовой категории. Отлично подходят новичкам на первых порах, т.к. при неумелом отрыве «прилипшего» электрода не портят контактную площадку держака.
Я не стал идти путем проб и ошибок, поэтому сразу же купил проверенный электрододержатель винтового типа ESAB Handy 200:

Электрододержатель ESAB Handy 200 я покупал здесь
Китайский проверенный аналог на Аliexpress
Я сварщик-любитель, поэтому под мои нужны и возможности сварочного аппарата тока в 200А хватит за глаза. Учитывая хорошее качество изготовления, данного электрододержателя хватит надолго. Если вы профессионал и вам приходится много варить более толстыми электродами, в линейке есть более мощные модели, рассчитанные на больший ток и более толстые электроды. Но даже эта модель без особых проблем позволит варить током 250А без повреждений, поддерживаемый диаметр электродов от 2мм до 4мм.
Из проверенных производителей можно отметить следующие: Корд (Россия), ESAB (Швеция), FoxWeld (Италия/Китай), FUBAG (Германия), ABICOR BINZEL (Германия) и другие. Огромный выбор держаков здесь и здесь
ESAB Handy 200 имеет хорошее качество и невысокую стоимость, поэтому пользуется большим спросом. Комплект поставки:


Центральный стержень выполнен из латуни (сплав меди и цинка, с небольшим добавлением олова и других металлов), никакого омедненного железа и прочего дешмана, которое зачастую применяется в дешевых держаках. Все это позволяет пропускать значительные тока без заметного нагрева и повреждений. Для удержания служит прорезиненная рукоять со специальной накаткой, благодаря чему электрододержатель уверенно лежит в руке и выдерживает небрежное отношение. Если сравнивать с недорогими пружинными держаками, у которых ручка выполнена из карболита или пластика, то разница налицо. Тем более последние на холоде или от постоянного нагрева становятся хрупкими и могут разломиться при падении с небольшой высоты.
Крепеж позволяет зажимать провода и кабеля сечением вплоть до 50мм2:

Силовые кабеля (провода):
Вторыми по значимости элементами являются силовые кабеля (провода). От их качества зависит максимальный рабочий ток и уверенный поджиг дуги. Особенно актуально это при работе с недорогим сварочным инвертором, у которого предельный ток еле-еле дотягивает до 120-130А (уверенная сварка 3мм электродом). Тут все упирается в закон Ома: чем выше сопротивление, тем ниже ток, а учитывая «предельные» возможности сварочника, с плохими проводами он может уже «не вытянуть».
С выбором кабеля я не раздумывал и взял проверенный временем кабель КГ-ХЛ 1х25:

Покупйте в проверенных магазинах по продаже электротоваров. Можно посмотреть здесь
Расшифровывается как кабель гибкий с медными токопроводящими жилами, с изоляцией и оболочкой из резины без защитных покровов (брони) в холодостойком исполнении («ХЛ»). На работе я уже не раз изготавливал и ремонтировал подобные сварочные кабеля, нареканий по ним нет вообще. Если планируются работы на холоде, выбирайте именно в холодостойком исполнении («ХЛ»). Если не ошибаюсь, то с прошлого года все ГОСТовские кабеля КГ производятся полностью в холодостойком исполнении, поэтому при маркировке КГ, кабель на морозе не дубеет. Это не относится к «старым» запасам с маркировкой «КГ» и не ГОСТовским вариантам. Кабеля по ТУ хуже, хоть и дешевле. При заявленном сечении 25мм2, в зависимости от производителя, реальное сечение варьируется от 20 до 23мм2. От себя добавлю, что из этих кабелей я делал провода для прикуривания и дорабатывал провода для автопускача (JumpStarter), даже при -20°С не стоят колом.
При выборе ориентируйтесь на несколько параметров: ток, цена, длина и вес. Сечение кабеля для сварочного аппарата подбирается исходя из тока, отдавайте этому параметру наивысший приоритет. Ориентируйтесь по следующим значениям: 16 кв. мм – до 190А, 25 кв. мм – до 240А, 35 кв. мм – до 290А. Чем выше сечение, тем меньше сопротивление и ниже потери на нагрев. Ценники на медь кусачие, поэтому кабель не из дешевых. Цена, длина и вес кореллируются между собой. Помните, что переносить 25м бухту кабеля 1х25 то еще удовольствие, причем, не дешевое.
Какое сечение выбрать – дело каждого, но я решил перестраховаться и выбрал 25мм2, поскольку сварочник у меня китайский и лишние потери мне не к чему. В принципе, для моих задач хватилобы и 16мм2, но взял с запасом. Тем более как оказалось, кабель изготовлен по ТУ (не ГОСТ):
Зажим массы:
Сварочные кабеля я делал на скорую руку, поэтому приобретал то, что было под рукой в близлежащих магазинах. Нормального зажима я не нашел и временно заказал зажим Диолд 3М-300-02 на 300А:

Качество удовлетворительное, но зато цена привлекательная (около 150р). Изначально хотел купить клемму заземления КЗ-25 (КЗ-31) «Корд» из латуни на 250А, но их нигде не было, даже в онлайн-магазинах по приемлемым ценникам:

Решил взять дешевую клемму Диолд, доработать ее немного и после покупки нормальной, оставить в качестве запасной. Выглядит она следующим образом:

Приобретал в ближайшем строймаге, но вполне можно заказать и на Алиэкспресс здесь
Ничего хорошего по ней сказать не могу. Выполнена из стали (плюс надежности), в остальном печаль: губки стальные омедненные, роздвиг небольшой, жестяная перемычка коротка и зачастую не позволяет нормально зацепить зажим. Розоватый оттенок на губках – это небольшое напыление меди на сталь для лучшей токопроводимости последней:

Слой меди небольшой, при 120А будет греться:

Про доработку таких дешманских зажимов расскажу позже, если будет интерес, но на первое время хватит. Моя доработанная при 120А не греется особо, поэтому менять не спешу. Многие профессиональные сварщики в качестве зажимов массы используют небольшие тисочки или струбцины (Корд, ПТК, Brima, Sirio и другие):

Вариант хороший, но для минимизации потерь и, соответственно, нагрева, лучше использовать бронзовые или латунные вместо стальных.
У китайцев есть хорошие зажимы по гораздо привлекательным ценам здесь
также есть готовые провода с массой здесь
Вилка кабельная:
Кабельные вилки (сварочные разъемы), как правило, идут в комплекте со сварочным аппаратом. При необходимости можно приобрести отдельно. У меня как раз они были в комплекте:

Купить отдельно можно здесь
Качество хорошее, на твердую четверку. Огорчило присутствие жестяных омедненных полосок под винты вместо медных:

Я их вырезал из медной фольги в несколько слоев:

Сборка:
Когда все элементы куплены, можно приступать к сборке. Ничего сложного в этом нет. Первым делом определяемся с метражом под кабеля. Самый оптимальный и распространенный вариант – кабель с держаком на 1-2 метра длиннее. При покупке 8м кабеля, оптимальным будет вариант «5м + 3м». При этом будет запас кабеля по высоте и периметру при работе с габаритной конструкцией. Если сделать «4м + 4м», то иногда придется передвигать сварочный аппарат.
После того, как определились с размерами, зачищаем концы проводов. Штангенциркулем или какой-нибудь спицей измеряем глубину и на это расстояние зачищаем изоляцию:

Можно воспользоваться так называемыми стрипперами для снятия изоляции, очень удобный инструмент для монтажников и не только. Купить можно здесь
При зажиме кабеля в электрододержателе не забываем про специальную проставку под винт, иначе последний разломит часть проводков и контакт будет хуже:

Получается такая замечательная конструкция:

С кабельной вилкой поступаем аналогичным образом:

Не забываем также установить прокладку под винт:
В итоге имеем качественные универсальные кабеля, которые имеют минимальное сопротивление и не греются даже при значительных токах:

При использовании кабеля КГХЛ ими прекрасно можно работать на морозе.
Выводы:
Винтовой электрододержатель ESAB Handy 200 очень понравился: не греется, в руке лежит удобно, имеет два угла установки электрода. Перестановка электрода занимает около 10 секунд и каких-либо неудобств не доставляет. Особенно полезен будет новичкам, т.к. при неумелом отрыве прилипшего электрода не портит сам держак. По стоимости такой самосборный комплект выходит несколько дешевле, а по качеству на голову лучше большинства заводских. При этом он с легкостью переживет даже несколько сварочных аппаратов и не сломается, поэтому рекомендуется к повторению…
Если тема будет интересной, сделаю краткий обзор на проверенную и надежную экипировку, аксессуары и приспособления для сварки, о которых некоторые и не догадываются вовсе.
Разъемы для сварочных кабелей в Москве
- Компьютерные кабели, разъемы, переходники
- СКС
- Провода, кабели для строительства и ремонта
- Сварочные аппараты
- Аппараты для плазменной резки

Кабельная вилка Сварог 88655
Вилка кабельная Сварог 10-25, ISQ0070
Кабельный разъем QUATTRO ELEMENTI розетка кабельная сварочного аппарата SК 16-25 (до 200 А/45В 2 шт в блистере)
Вилка Сварог 35-50 ISQ0077 (88654)
Разъем силовой Сварог (16–25) + б/р, ISQ0040
Комплект Quattro Elementi сварочных проводов KIT-20 до 200 А, держатель, масса, провода 5+4 м, коннекторы TK 16-25 648-731
ROCKDALE SP001(4P) Кабельный разъём типа Speakon четырёхконтактный
Кабельная вилка Калибр 00000064965
Кабельный штекер ABI-CM 10-25
СКРП-50 гнездо имп.
Кабеледержатели для инверторных сварочных аппаратов: мама кабеля сечен. от 10 до 25 мм2
Кабельная розетка Сварог ISQ0097
Кабельная вилка 35-50 для сварочного аппарата
Кабельный разъем QUATTRO ELEMENTI вилка сварочного кабеля ТК 35-50 (до 315А, 2шт, блистер)
Кабельная вилка 10-25 для сварочного аппарата
Разъем ESAB Terminal, 19 штырьков, мама
Разъем RCA металлический, BV24165
Штекер кабельный ESAB TSB 10/25 стержень: 9 мм, для кабеля 10-25 мм (2шт.)
Панельная вилка Сварог 10-25 ISQ0060
Ilsintech HS-IN — держатель дроп-кабеля для сварочных аппаратов серий S, K, KF4 (1 шт)
Разъем для преобразователей термоэлектрических овен Вилка стандарт, тип S



Разъем для преобразователей термоэлектрических овен Вилка стандарт, тип J
Разъём центральный кабельный Сварог IZX0078
Разъем Сварог центральный кабельный, IZX0078
Гнездо скрп 35-50 300А Кедр 8001442
Комплект сварочных проводов QUATTRO ELEMENTI KIT-20 до 200 А, держатель, масса, провода 5+4 м, коннекторы TK 16-25
Байонетный разъем для компрессора Blue Weld DINSE
Гнездо панельное ESAB TEB 10/25 стержень: 9 мм, для кабеля 10-25 мм (2шт.)
Кабель сварочной массы, байонетный d10, сечение кабеля 18мм2, длина 4м, электродержатель средней мощности
Гнездо скрп 10-25 200А Кедр 8001441
Комплект кабелей для сварки КГ1-16 (3+3м, в сборе с ДС-300 и ЗМС-300, вилка 10-25)
Гнездо скрп 70-95 500А Кедр 8001512
Кабельная вилка Сварог 70-95 ISQ0078
Комплект из двух разъемов DELTA MC4Y Cable
ACR-68-R Кабельный разъем SPADE /тип- клемма | на проводник D= 7.0 мм
Коннектор кабельный I-образный (клеммник 3PIN) IP68 FreeTools EKF plc-uac-cb3
KLS8-01115-MDD2-250 (SG57643B) (TAI-2M) (BM250), Клемма ножевая 6.3мм, вилка, изолированная, провод 1.5-2.5 (синяя)
Разъем сварочного кабеля к инвертору
Вот уже как несколько десятков лет прошло с советских времён тотального дефицита, с тех времён, когда за чем-либо, представляющим интерес, приходилось отстаивать километровые очереди, либо покупать дороже у перекупщиков на рынке. Сварщики любители, желающие приобрести заводской сварочный аппарат, периодически заглядывали в магазины, типа «Мир Техники», где их постоянно ждало разочарование и, спустя время, вынуждены были обращаться к местным «самоделкиным».
Некоторые сварочные трансформаторы, созданные руками народных умельцев, были неуклюжи и ненадёжны, а некоторые, наоборот, были «ладно собраны» и служили своим будущим владельцам, верой и правдой, долгие годы, но и первые, и вторые были громоздкими и тяжёлыми.
 Штекера для сварочного кабеля не отличались особым изыском и представляли из себя стальную или латунную шпильку с накрученными шайбами и гайками (некоторые мастера даже вытачивали на токарных станках специальные «барашки», облегчающие быстрое откручивание — закручивание без ключа). Сварочный кабель вставлялся в медные кабельные наконечники и специальными зажимными клещами (чаще всего просто обычным молотком и тупым зубилом) плющился. Полученный хвостовик кабеля одевался через отверстие наконечника в шпильку и зажимался гайкой (о современных быстросъёмных обрезиненных разъёмах для сварочного аппарата, в те годы, ещё не слышали). Нельзя сказать, что при работе на небольших токах, например сваривая конструкции электродом 3-4мм, эти шпильки сильно нагревались и выходили из строя, но определённые неудобства сварщикам они всё же доставляли. Например, если нужно было перекинуть концы от сварочного выпрямителя для смены полярности, то редко кто выключал аппарат из сети, а при откручивании кабелей, наконечники прикасались друг к другу и «коротили».
Штекера для сварочного кабеля не отличались особым изыском и представляли из себя стальную или латунную шпильку с накрученными шайбами и гайками (некоторые мастера даже вытачивали на токарных станках специальные «барашки», облегчающие быстрое откручивание — закручивание без ключа). Сварочный кабель вставлялся в медные кабельные наконечники и специальными зажимными клещами (чаще всего просто обычным молотком и тупым зубилом) плющился. Полученный хвостовик кабеля одевался через отверстие наконечника в шпильку и зажимался гайкой (о современных быстросъёмных обрезиненных разъёмах для сварочного аппарата, в те годы, ещё не слышали). Нельзя сказать, что при работе на небольших токах, например сваривая конструкции электродом 3-4мм, эти шпильки сильно нагревались и выходили из строя, но определённые неудобства сварщикам они всё же доставляли. Например, если нужно было перекинуть концы от сварочного выпрямителя для смены полярности, то редко кто выключал аппарат из сети, а при откручивании кабелей, наконечники прикасались друг к другу и «коротили».

Да и сами оголённые шпильки, выступающие, иногда, от корпуса на десять сантиметров, не были показательным образцом правильности изготовления аппарата с точки зрения техники безопасности.
Те времена прошли, на смену допотопным трансформаторам пришли лёгкие и высокотехнологичные сварочные инверторы, которые отличаются от своих прародителей, в лучшую сторону, по всем показателям. В интернет-магазинах, сейчас, можно найти массу интересных моделей сварочных инверторов для ручной дуговой сварки по «вкусным» ценам, но если внимательно присмотреться, то видно, что их сварочные штекера отличаются по размерам (это хорошо заметно, если обратить внимание на врезные гнёзда на передней панели).
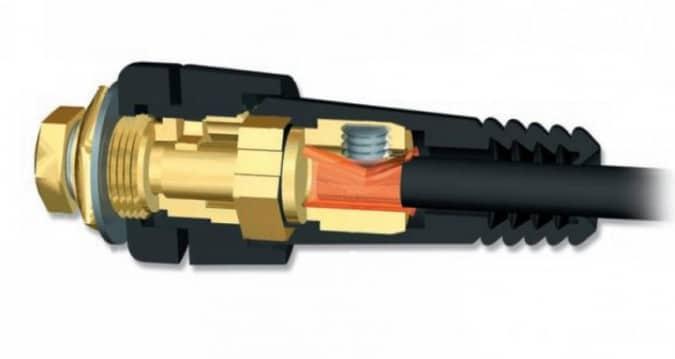
Сварочные штекера и гнёзда
 В тех моделях, которые мы видим на полках рыночных контейнеров и строительных магазинов, есть два вида гнёзд для сварочных аппаратов, а соответственно и штекеров: под кабель сечением до 25мм² и под кабель 35-50мм². Первый вид выдерживает токовую нагрузку до 200 Ампер, а второй до 300 Ампер (при стандартной общепринятой продолжительности включения 60%). Длина рабочей части штыря маленького сварочного штекера 12мм, при диаметре 9мм, а большого 20мм при диаметре 13мм. Врезные гнёзда имеют соответствующие диаметры, но сделанные с небольшим отклонением в плюс, для обеспечения отличного контакта.
В тех моделях, которые мы видим на полках рыночных контейнеров и строительных магазинов, есть два вида гнёзд для сварочных аппаратов, а соответственно и штекеров: под кабель сечением до 25мм² и под кабель 35-50мм². Первый вид выдерживает токовую нагрузку до 200 Ампер, а второй до 300 Ампер (при стандартной общепринятой продолжительности включения 60%). Длина рабочей части штыря маленького сварочного штекера 12мм, при диаметре 9мм, а большого 20мм при диаметре 13мм. Врезные гнёзда имеют соответствующие диаметры, но сделанные с небольшим отклонением в плюс, для обеспечения отличного контакта.
Рабочая часть штекера разъёма для сварочного аппарата выполнена из латуни и имеет квадратный профиль. С одной стороны есть отверстие для подвода кабеля. Многожильный кабель вставляется через медную гильзу (при желании его можно пролудить), которая тоже идёт в комплекте.  Перед тем как его вставлять необходимо на него натянуть резиновую изолирующую муфту. Корпус муфты, со стороны кабеля имеет конусную форму и специальные канавки, по которым можно обрезать лишнее, если кабель не пролазит в отверстие. Резиновая изоляция кабеля удаляется на длину медной гильзы (15мм на маленьком штекере и 25мм на большом штекере). Кабель вставляется в гильзу, а затем в латунный корпус. Фиксация происходит за счёт винта, при затягивании которого, кабель, через медную гильзу сжимается в корпусе сварочного штекера. Затем натягивается резиновая муфта. Штекер готов к работе.
Перед тем как его вставлять необходимо на него натянуть резиновую изолирующую муфту. Корпус муфты, со стороны кабеля имеет конусную форму и специальные канавки, по которым можно обрезать лишнее, если кабель не пролазит в отверстие. Резиновая изоляция кабеля удаляется на длину медной гильзы (15мм на маленьком штекере и 25мм на большом штекере). Кабель вставляется в гильзу, а затем в латунный корпус. Фиксация происходит за счёт винта, при затягивании которого, кабель, через медную гильзу сжимается в корпусе сварочного штекера. Затем натягивается резиновая муфта. Штекер готов к работе.
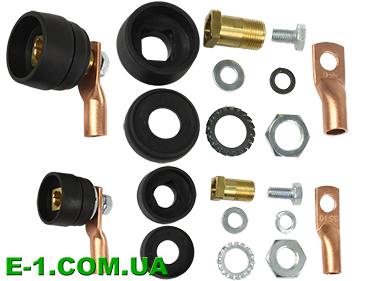
Гнездо для сварочного аппарата состоит из: латунной втулки с внутренней и наружной резьбой, пластикового изолирующего фланца, крепёжного кольца, гайки, болта и двух гроверных шайб.

В отверстие, на корпусе сварочного аппарата, вставляем фланец, латунный корпус и поджимаем с обратной стороны кольцом (фланец имеет направляющий выступ, а кольцо — паз в корпусе).
Собранная конструкция поджимается гайкой через стопорную шайбу с наружными зубьями, а затем к ней, при помощи болтика с шайбой и гровером, подтягивается кабельный наконечник, выходящий с инвертора.
При фиксации штекера для сварочного кабеля в гнездо для сварочного аппарата получается (разъём) высоко контактная комбинация, которая даёт возможность сварщику производить быстрое подсоединение или отсоединение электрододержателя или зажима массы не используя гаечные ключи и прочий инструмент.
 Как удлинить сварочный кабель?
Как удлинить сварочный кабель?
Очень часто, чтобы привлечь покупателя ценой, производители сварочной техники экономят буквально на всём: корпус делают не стальной, а из переработанного пластика; держатель электродов ставят самый примитивный; зажим массы бывает похож на бельевую прищепку, только выполненную из металла; сварочные кабеля метровые; наружные части штекеров не из эластичной резины, а из полужёсткого пластика; про «потрохи» сварочного инвертора, в таких моделях, и говорить нечего.
Сварочный кабель состоит из множества тонких медных (иногда биметаллических) проволочек небольшого диаметра, что позволяет ему быть гибким, и заключён в резиновую изоляцию.  На сварочных форумах, в разных статьях о сварке, вопрос о удлинении кабеля для аппарата довольно часто муссируется. Кто-то говорит, что кабеля удлинять нельзя, мол это отразится на качестве получаемого шва, на работоспособности инвертора и на падении мощности, а кто-то говорит, что в паспортах сварочников такой «инфы» нет, а всё, что не запрещено, то разрешено! Не будем спорить, но короткие сварочные кабеля могут вызывать определённые неудобства. Конечно можно варить, подвесив инвертор, через ремень, на плечо и длина кабелей не нужна больше, чем длина руки, но если инвертор тяжёлый (есть модели весом и по 8кг), то зачем его держать на плече, когда есть возможность поставить на пол. При коротких родных кабелях можно наблюдать картину, когда сварщик, подваривая что-то на потолке и стоя на столе, ставит аппарат на табурет (чтобы он был поближе к нему) и так работает, бегая вокруг стола с табуретом.
На сварочных форумах, в разных статьях о сварке, вопрос о удлинении кабеля для аппарата довольно часто муссируется. Кто-то говорит, что кабеля удлинять нельзя, мол это отразится на качестве получаемого шва, на работоспособности инвертора и на падении мощности, а кто-то говорит, что в паспортах сварочников такой «инфы» нет, а всё, что не запрещено, то разрешено! Не будем спорить, но короткие сварочные кабеля могут вызывать определённые неудобства. Конечно можно варить, подвесив инвертор, через ремень, на плечо и длина кабелей не нужна больше, чем длина руки, но если инвертор тяжёлый (есть модели весом и по 8кг), то зачем его держать на плече, когда есть возможность поставить на пол. При коротких родных кабелях можно наблюдать картину, когда сварщик, подваривая что-то на потолке и стоя на столе, ставит аппарат на табурет (чтобы он был поближе к нему) и так работает, бегая вокруг стола с табуретом.  Неудобно.
Неудобно.
Для удлинения сварочных кабелей существуют специальные переносные гнёзда. Выглядят они как сварочные штекера для кабеля, но их рабочая часть представляет собой не латунный цилиндр с выступом для фиксации, а гнездо с отверстием и проточкой под этот выступ.
Если ваш сварочный инвертор имеет полутора- или двухметровые кабеля и они вас не устраивают, то есть несколько вариантов удлинения: использовать медную опрессовочную втулку, соединить через кабельные наконечники и зажать их болтом с гайкой; скрутить и пропаять или использовать современные высоко контактные переносные гнёзда.
Берём кабель, монтируем с одной стороны переносное гнездо, а с другой сварочный штекер — удлинитель готов.  Если возникает необходимость, то снимаем штатный электрододержатель с кабелем, вставляем в сварочный инвертор удлинитель, а уже в него электрододержатель. Пользоваться разъёмами просто и удобно. А в ситуациях, когда действительно нужно работать, с висящим на плече инвертором, ложим удлинитель на полку и работаем со штатным комплектом (лишние сварочные кабеля будут только мешать).
Если возникает необходимость, то снимаем штатный электрододержатель с кабелем, вставляем в сварочный инвертор удлинитель, а уже в него электрододержатель. Пользоваться разъёмами просто и удобно. А в ситуациях, когда действительно нужно работать, с висящим на плече инвертором, ложим удлинитель на полку и работаем со штатным комплектом (лишние сварочные кабеля будут только мешать).
Какие бывают кабели для сварочного аппарата?
Главная функция кабеля для сварочного инверторного аппарата представляет собой подвод электрического тока к специальному держателю, который будет держать электрод. Чтобы эффективность работы была максимально высокой, следует подбирать кабель по целому ряду параметров, к которым относят площадь поперечного сечения изделия, возможное падение напряжения в сети, общая длина данного оборудования и целый ряд других особенностей.
- Если максимальная сила тока будет составлять 189 А, то наиболее подходящими окажутся марки КГ 1х16;
- При 240 А – КГ 1х25;
- 289 А – КГ 1х35;
- 362 А – КГ 1х50;
- 437 А – КГ 1х70;
- 522 А – КГ 1х95.

Какие существуют виды кабелей для сварки?
Сварочные кабели, которые реализуются по весьма высокой цене, обладают рядом отличий в плане качества изготовления, толщины, проводимостью электрического. Они могут быть определенных разновидностей:
- Одножильный кабель – данное оборудование производится из медной жилы, отличающейся хорошей эластичностью, при сматывании он имеет превосходную гибкость, к тому же такой материал прекрасно проводит электрический ток. В большинстве случаев они используются при работе с переносными инверторными аппаратами;
- Двужильные сочетают в себе катод и анод. Они хорошо проводят электрический ток в случае, если существует необходимость выполнения работ при помощи импульсной сварки. Как правило, подобные кабели для инверторного сварочного аппарата производятся также из меди или же из иных металлических сплавов, хорошо проводящих электрический ток, но обязательно на медной основе;
- Трехжильный кабель сварочный предназначен для автоматического оборудования, которое может быть использовано для производства промышленных трубопроводов, где будет происходить транспортировка нефтепродуктов или газа. Дело в том, что в данных работах должен быть получен идеально ровный шов.
Все основные технические и эксплуатационные характеристики указаны в маркировке кабелей:
- КС говорит о том, что может применяться для проведения сварочных работ;
- П – дополнительное защитное покрытие токопроводящей жилы с помощью полимерных материалов;
- Цифровые обозначения говорят о количестве жил;
- ВЧ (П) предназначен для применения высокочастотного (переменного) напряжения.
Кабели могут хорошо сопротивляться воздействию высоких и низких температур, влаги и других вредных факторов. Они будут нормально себя чувствовать в диапазоне от -50 до +50 градусов. В большинстве случаев всё необходимое идёт в комплекте с новым сварочным оборудованием. Расходные изделия можно приобрести отдельно, однако обязательно следует помнить, что покупать нужно будет продукцию той же маркировки, что и была.
Выбор сечения у сварочного кабеля
Сечение сварочного кабеля является одним из наиболее важных параметров данного материала, так как именно от него будет непосредственно зависеть проводимость и максимальная сила тока. От этого показателя, в свою очередь, также зависит скорость проведения работ, качество формируемого шва.

При использовании сварочного оборудования автоматического типа жилы токопроводящих кабелей имеют наибольшее сечение – оно может составлять порядка 47-49 квадратных миллиметров. Сегодня подобная продукция представлена в соответствующих каталогах, где указана не только маркировка кабеля, но и максимальный вольтаж, сила тока, расчетная масса и длина подобного кабеля.
При подборе сечения и количества жил для сварочного кабеля очень важно подобрать правильную продукцию. Дело в том, что использование неподходящего кабеля может в конечном счете привести к тому, что в аппарате произойдет короткое замыкание, из-за которого реостат может выйти из строя или даже воспламениться.
В случае, если сечение кабеля чересчур маленькое и не подходит для инверторного аппарата заданной мощности, то лишний электрический ток будет конденсироваться на предохранителе. Таким оборудованием будет работать попросту невозможно, так как при попытке зажечь дугу сварочный аппарат будет отключаться, сбрасывая напряжение.
Как правильно подключать и использовать сварочные кабели?
При подключении кабелей к инверторному сварочному аппарату следует учитывать ряд немаловажных правил:
- Подключение производится за счет специальных наконечников, жестко закрепленных на концах кабелей при помощи спаивания или прессовки;
- Провода между собой могут соединятся за счет опрессовки. Здесь главное помнить, что соединение нужно будет изолировать между собой;
- Подключение осуществляется к силовым разъемам и держателям электродов, здесь необходимо соблюдать полярность. Менять ее разрешается только в исключительных случаях, когда параметры тока также претерпят определенные изменения;
- В процессе проведения работ специалист не должен подтягивать к себе аппарат при помощи проводов;
- Подключать к сварочному оборудованию разрешается исключительно кабель, который должен по своей номинальной мощности соответствовать данному аппарату.
Разрешается ли удлинять кабель для сварки?
Данный вопрос является предметом весьма жарких споров среди профессиональных сварщиков. Одни считают, что это недопустимо, объясняя это тем, что чересчур длинные провода могут отрицательно сказаться на работоспособности устройства.
Сварщики, предпочитающие использовать инверторное оборудование, сообщают, что производители ничего об этом не говорят. Это означает, что сварочное оборудование может иметь очень длинный кабель, который позволяет свести необходимость транспортировки аппарата к минимуму. Однако если сила тока будет недостаточной из-за потерь напряжения в слишком длинном кабеле, дуга станет короче, ею управлять будет значительно сложнее.
Замена сварочных проводов в инверторе: важные особенности
Наш современный мир — это мир конкуренции. Постоянное стремление производителей к удешевлению продукции приводит к тому, что на приборы устанавливаются не самые лучшие, но самые дешевые материалы. Многие из них выполняют свою работу, но или неудобны в использовании, либо век такого сырья недолог. Инверторные сварочники китайцы считают излишним комплектовать длинными, толстыми проводами. Обычно в комплекте идут короткие алюминиевые диаметром около 5 мм, которые даже при работе трехмиллиметровым электродом перегреваются, плавятся. Легкие «крокодилы» тоже не выдерживают большого тока. О том, чем заменить заводские провода, будет рассказано в нашей статье.

Какие должны быть провода в сварочном инверторе
Кабель для сварочного инвертора подбирается под требуемую нагрузку и возможную эксплуатацию. Нет ни отечественных, ни импортных универсальных кабелей абсолютно под все условия. Однако производится много видов, удовлетворяющих любым потребностям.

Металлический сердечник должен содержать большое количество мелких жил — от десятков до тысячи. Сечение жилы должно соответствовать мощности аппарата и току электродуги. К примеру, для электродов 2—3 мм зачастую хватает силы тока в 100 А. Подойдет хороший кабель сечением 6 мм2 с устойчивостью к нагрузке до 11 кВт. Чаще же сварочник выдает больший ток, поэтому провод должен быть толще.

Основные требования к сварочным кабелям:
- Подавать ток к сварочным поверхностям с минимумом потерь.
- Быть достаточной длины, веса, толщины. Это обеспечивает минимальный нагрев с возможностью удаленной работы без перемещения самого аппарата.
- Обладать надежной изоляцией проводника от влаги окружающей среды.
- Иметь высокую износостойкость.
- Не поддаваться влиянию низких температур. Например, при работе зимой обязательно выбирается резиновая изоляция с маркировкой КГ или КГ-ХЛ. Причем вторая работает при температурах далеко за -35 градусов. Изоляция из ПВХ категорически не подходит из-за невозможности работы при низких температурах, неустойчивости к ультрафиолету.

- КС – сварочный.
- КГ — кабель гибкий в одинарной или двойной изоляции.
- КГ-ХЛ — кабель гибкий холодоустойчивый для очень низких температур.

Существует 3 типа проводников: с одной, двумя, тремя жилами.
- Одножильный характерен для простых инверторов и чаще используется гаражными мастерами.
- Двухжильный объединяет провода катода, анода. Проводники аналогичны по конструкции. Весь смысл такой конструкции — в удобстве подведения высокочастотного, переменного тока.
- Трехжильный применяется в автоматической сварке длинных металлических конструкций. Большее количество жил дает однородный качественный шов.
Иногда в работе необходимо удлинение сварочного кабеля. Это делается при работе в стесненных условиях или на высоте, чтобы не таскать с собой аппарат. Производители не высказываются однозначно о возможности удлинения проводников. Однако среди сварщиков повелось, что этого делать нельзя. Однако длину кабеля увеличивать можно. Главное — помнить, что удлинение на 1 м должно соответствовать увеличению сечения на 40—50 %. В противном случае, проводник станет неконтролируемо разогреваться, сварочная дуга уменьшится, а управлять ей станет сложнее.
Как заменить
С кабелем меняем все заводские элементы, не отличающиеся качеством:
- Электродержатель бывает трех видов: вилочный, пружинный, винтовой. Первый изготавливается самостоятельно, надежен, но не изолирован. Пружинные удобны, но в низшей ценовой категории не лучшего качества. Винтовые надежно держат электрод, подходят неопытным специалистам.
- Силовой кабель — второй элемент по значимости. Качество актуально при работе со слабым сварочником, сила тока которого едва дотягивает до 120—130 А. Хуже качество — выше сопротивление материала. Лучше выбирать КГ-ХЛ одножильный на предельные величины аппарата с учетом его размера. Стандартная длина — 2—3 м. С увеличением ее меняется площадь проводника. Для тока 160—190 А достаточно 16 мм2 при стандартной длине. Для профессиональных аппаратов на 250 А сечение увеличиваем до 25 мм2.
- Зажим для массы выбираем на большую силу тока, либо покупаем клемму заземления из латуни.
- Сварочные разъемы идут в комплекте с аппаратом. При необходимости приобретаются отдельно. Присутствие медных полосок под винты крайне желательно.

В сборке ничего сложного нет.
- Кабель с держаком делаем на 1—2 м длиннее идущего на массу. Запас кабеля позволит не передвигать сварочный аппарат при работе с массивными, длинными конструкциями.
- Зачищаем концы проводов. Лучше это сделать стриппером для снятия изоляции.
- Зажимаем кабель в держаке с проставкой под винт, чтобы не разломить часть волосков.
- Кабельную вилку монтируем подобным образом.
В итоге получаем универсальные кабеля, помогающие во многих ситуациях, работающие без перегрева. КГ-ХЛ прекрасно служит в условиях крайнего Севера.
По стоимости самосборный комплект несколько дешевле заводских, а по качеству выше.