СНИП на сварочные работы металлоконструкций
СНиП III-42-80 : Сборка, сварка и контроль качества сварных соединений трубопроводов
4.1. Перед сборкой и сваркой труб необходимо:
произвести визуальный осмотр поверхности труб (при этом трубы не должны иметь недопустимых дефектов, регламентированных техническими условиями на поставку труб);
очистить внутреннюю полость труб от попавшего внутрь грунта, грязи, снега;
выправить или обрезать деформированные концы и повреждения поверхности труб;
очистить до чистого металла кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм.
При стыковой сварке оплавлением следует дополнительно зачищать торец трубы и пояс под контактные башмаки сварочной машины.
4.2. Допускается правка плавных вмятин на торцах труб глубиной до 3,5 % диаметра труб и деформированных концов труб безударными разжимными устройствами. При этом на трубах из сталей с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2) допускается правка вмятин и деформированных концов труб при положительных температурах без подогрева. При отрицательных температурах окружающего воздуха необходим подогрев на 100—150°С. На трубах из сталей с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и более — с местным подогревом на 150—200° С при любых температурах окружающего воздуха.
Участки и торцы труб с вмятиной глубиной более 3,5 % диаметра трубы или имеющие надрывы необходимо вырезать.
Допускается ремонт сваркой забоин и задиров фасок глубиной до 5 мм.
Концы труб с забоинами и задирами фасок глубиной более 5 мм следует обрезать.
4.3. Сборка труб диаметром 500 мм и более должна производиться на внутренних центраторах. Трубы меньшего диаметра можно собирать с использованием внутренних или наружных центраторов. Независимо от диаметра труб сборка захлестов и других стыков, где применение внутренних центраторов невозможно производится с применением наружных центраторов.
4.4. При сборке труб с одинаковой нормативной толщиной стенки смещение кромок допускается на величину до 20 % толщины стенки трубы, но не более 3 мм при дуговых методах сварки и не более 2 мм при стыковой сварке оплавлением.
4.5. Непосредственное соединение на трассе разнотолщинных труб одного и того же диаметра или труб с деталями (тройниками, переходами, днищами, отводами) допускается при следующих условиях:
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых 12 мм и менее) не превышает 2,5 мм;
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых более 12 мм) не превышает 3 мм.
Соединение труб или труб с деталями с большей разностью толщин стенок осуществляется путем вварки между стыкуемыми трубами или трубами с дeтaлями переходников или вставок промежуточной толщины, длина которых должна быть не менее 250 мм.
При разнотолщинности до 1,5 толщины допускается непосредственная сборка и сварка труб при специальной разделке кромок более толстой стенки трубы или детали. Конструктивные размеры разделки кромок и сварных швов должны соответствовать указанным на рис. 1.
Смещение кромок при сварке разностенных труб, измеряемое по наружной поверхности, не должно превышать допусков, установленных требованиями п. 4.4 настоящего раздела.
Подварка изнутри корня шва разностенных труб диаметром 1000 мм и более по всему периметру стыка обязательна, при этом должен быть очищен подварочный слой от шлака, собраны и удалены из трубы огарки электродов и шлак.
Рис. 1. Конструктивные размеры разделки кромок и сварных швов разнотолщинных труб (до 1,5 толщины стенки)
4.6. Каждый стык должен иметь клеймо сварщика или бригады сварщиков, выполняющих сварку. На стыки труб из стали с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2) клейма должны наноситься механическим способом или наплавкой. Стыки труб из стали с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и более маркируются несмываемой краской снаружи трубы.
Клейма наносятся на расстоянии 100—150 мм от стыка в верхней полуокружности трубы.
4.7. Приварка каких-либо элементов, кроме катодных выводов, в местах расположения поперечных кольцевых, спиральных и продольных заводских сварных швов, не допускается. В случае если проектом предусмотрена приварка элементов к телу трубы, то расстояние между швами трубопровода и швом привариваемого элемента должно быть не менее 100 мм.
4.8. Непосредственное соединение труб с запорной и распределительной арматурой разрешается при условии, что толщина свариваемой кромки патрубка арматуры не превышает 1,5 толщины стенки стыкуемой с ней трубы в случае специальной подготовки кромок патрубка арматуры в заводских условиях согласно рис. 2.
Во всех случаях, когда специальная разделка кромок патрубка арматуры выполнена не в заводских условиях, а также когда толщина свариваемой кромки патрубка арматуры превышает 1,5 толщины стенки стыкуемой с ней трубы, соединение следует производить путем вварки между стыкуемой трубой и арматурой специального переходника или переходного кольца.
Рис. 2. Подготовка промок патрубков арматуры при непосредственном соединении их с трубами
4.9. При сварке трубопровода в нитку сварные стыки должны быть привязаны к пикетам трассы и зафиксированы в исполнительной документации.
4.10. При перерыве в работе более 2 ч концы свариваемого участка трубопровода следует закрыть инвентарными заглушками для предотвращения попадания внутрь трубы снега, грязи и т. п.
4.11. Кольцевые стыки стальных магистральных трубопроводов могут свариваться дуговыми методами сварки или стыковой сваркой оплавлением.
4.12. Допускается выполнение сварочных работ при температуре воздуха до минус 50°С.
При ветре свыше 10 м/с, а также при выпадении атмосферных осадков производить сварочные работы без инвентарных укрытий запрещается.
4.13. Монтаж трубопроводов следует выполнять только на монтажных опорах. Применение грунтовых и снежных призм для монтажа трубопровода не допускается.
4.14. К прихватке и сварке магистральных трубопроводов допускаются сварщики, сдавшие экзамены в соответствии с Правилами аттестации сварщиков Госгортехнадзора России, имеющие удостоверения и выдержавшие испытания, регламентируемые требованиями пп. 4.16—4.23 настоящего раздела.
4.15. Изготовление сварных соединительных деталей трубопровода (отводов, тройников, переходов и др.) в полевых условиях запрещается.
4.16. При производстве сварочных работ каждый сварщик (бригада или звено сварщиков в случае сварки стыка бригадой или звеном) должен (должны) сварить допускной стык для труб диаметром до 1000 мм или половину стыка для труб диаметром 1000 мм и более в условиях, тождественных с условиями сварки на трассе, если:
он (они) впервые приступил(и) к сварке магистрального трубопровода или имел(и) перерыв в своей работе более трех месяцев;
сварка труб осуществляется из новых марок сталей или с применением новых сварочных материалов, технологии и оборудования;
изменился диаметр труб под сварку (переход от одной группы диаметров к другой — см. а — в на рис. 3);
изменена форма разделки торцов труб под сварку.
Рис. 3. Схема вырезки образцов для механических испытаний
а — трубы диаметром до 400 мм включительно; б — трубы диаметром от 400 мм до 1000 мм; в — трубы диаметром 1000 мм и более; 1 —образец для испытания на растяжение (ГОСТ 6996-66, тип XII или XIII); 2 — образец на изгиб корнем шва наружу (ГОСТ 6996—66, тип XXVII или XXVIII) или на ребро; 3 — образец на изгиб корнем шва внутрь (ГОСТ 6996—66, тип XXVII или XXVIII) или на ребро
4.17. Допускной стык подвергается:
визуальному осмотру и обмеру, при котором сварной шов должен удовлетворять требованиям пп. 4.26; 4.27 настоящего раздела;
радиографическому контролю в соответствии с требованиями п.4.28 настоящего раздела;
механическим испытаниям образцов, вырезанных из сварного соединения в соответствии с требованиями п. 4.19 настоящего раздела.
4.18. Если стык по визуальному осмотру и обмеру или при радиографическим контроле не удовлетворяет требованиям пп.4.26,4.27, 4.32 настоящего раздела, то производится сварка и повторный контроль двух других допускных стыков; в случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков бригада или отдельный сварщик признаются не выдержавшими испытание.
4.19. Механическими испытаниями предусматривается проверка образцов на растяжение и изгиб, вырезанных из сварных соединений. Схема вырезки и необходимое количество образцов для различных видов механических испытаний должны соответствовать указанным на рис. 3 и в табл. 3.
Диаметр трубы, мм
Количество образцовдля механических испытаний
Металлические конструкции СНиП III-18-75 (с изм. 1978, 1985, 2 1995)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СОВЕТА МИНИСТРОВ СССР ПО ДЕЛАМ СТРОИТЕЛЬСТВА
ГОССТРОЙ СССР
СНиП III-18-75
Металлические конструкции
Глава СНиП III-18-75 “Металлические конструкции” разработана проектным институтом Промстальконструкция Минмонтажспецстроя СССР и ЦНИИпроектстальконструкция Госстроя СССР с участием ВНИИмонтажспецстроя Минмонтажспецстроя СССР, СКБ Мосгидростали и Энергосетьпроекта Минэнерго СССР и ЦНИИС Минтрансстроя.
С введением в действие главы СНиП III-18-75 отменяется глава СНиП III-В.5-62* “Металлические конструкции. Правила изготовления, монтажа и приемки”.
В настоящей главе приведены ссылки на ГОСТы, действующие на 1 января 1975 г., согласно “Указателю государственных стандартов СССР”; все последующие изменения ГОСТов должны учитываться при пользовании этой главой.
Редакторы — инженеры В. Г. Кривошея (Госстрой СССР), Л. М. Копп, Б. Я. Мойжес (институт Промстальконструкция), В, В. Волков (ЦНИИпроектстальконструкция) и канд. техн. наук К. П. Большаков (ЦНИИС Минтрансстроя).
Государственный комитет Совета Министров СССР по делам
Строительные нормы и правила
строительства (Госстрой СССР)
Взамен главы СниП III -8.5-62*
1. ОБЩИЕ ПРАВИЛА ДЛЯ ВСЕХ ВИДОВ КОНСТРУКЦИЙ
ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящая глава Строительных норм и правил содержит требования изготовления, монтажа и приемки стальных конструкций зданий и производственных сооружений (доменных цехов и газоочисток, цилиндрических вертикальных резервуаров для нефти и нефтепродуктов, мокрых газгольдеров, мачтовых и башенных сооружений объектов связи, гидротехнических сооружений, опор линий электропередачи напряжением свыше 1000 В, а также при изготовлении и приемке стальных конструкций мостов).
Правила настоящей главы распространяются на конструкции из углеродистой и низколегированной стали классов С38/23 — С60/45.
Правила настоящей главы не распространяются на конструкции из стали класса С60/45, подвергающиеся непосредственному воздействию вибрационных или динамических нагрузок, либо возводимые или эксплуатируемые в районах с расчетной температурой ниже минус 40° С и на конструкции, изготовление, монтаж и приемка которых должны производиться в соответствии с правилами, утвержденными Госгортехнадзором СССР.
Внесены Минмонтажспец строем СССР
Утверждены постановлением Государственного комитета Совета Министров СССР по делам строительства от 20 октября 1975 г. № 181
Срок введения в действие
1 января 1977 г.
1.2. Стальные конструкции должны изготовляться и монтироваться в соответствии с чертежами КМД (конструкции металлические, деталировка), разработанными по рабочим чертежам КМ (конструкции металлические).
При разработке чертежей КМД следует учитывать требования, определяемые технологией монтажных работ (членение на отправочные элементы, указания по общим и контрольным сборкам, укомплектование деталями для сборки, установки и сварки на монтаже и др.), и технологические возможности предприятия-изготовителя.
Организация, разрабатывающая чертежи КМД, несет ответственность за соответствие их чертежам КМ, за расчетную прочность всех заводских и монтажных соединений конструкций, не предусмотренных чертежами КМ, за правильность размеров элементов конструкций и увязку их между собой, а также за выполнение требований, определяемых технологией монтажных работ. Отступления от чертежей КМ, как правило, не допускаются. В случае необходимости они должны быть согласованы с составителями чертежей КМ.
1.3. Изготовление и монтаж стальных конструкций должны производиться технически совершенными методами с механизацией работ, а также укрупнением отправочных элементов и обеспечением возможности укрупнения их на монтаже.
Изготовление и монтаж конструкций должны производиться в соответствии с инструкциями и руководствами, проектом производства работ и технологическими картами.
1.4. При изготовлении и монтаже стальных конструкций должен быть обеспечен контроль за выполнением правил настоящей главы, чертежей КМД, технологических карт, проекта производства работ с занесением результатов контроля в заводскую межцеховую сдаточную документацию или журналы промежуточной приемки, а также в исполнительную документацию на монтажные работы (акты, журналы).
Контроль должен осуществляться на следующих стадиях изготовления, монтажа и приемки при:
а) изготовлении деталей;
б) сборке элементов и конструкций под клепку, сварку или сбалчивание;
в) клепке, сварке и постановке болтов;
г) общей или контрольной сборке;
д) предварительном напряжении конструкций;
е) подготовке поверхностей под грунтование;
ж) подготовке поверхности под окраску;
з) грунтовании и окраске;
и) укрупнительной сборке и установке;
к) испытании конструкций.
Контроль за качеством при изготовлении конструкций осуществляется отделом технического контроля (ОТК) предприятия-изготовителя, а при монтаже — линейным инженерно-техническим персоналом.
1.5. Качество и марки материалов, применяемых в соответствии с проектом при изготовлении и монтаже конструкций, должны удовлетворять требованиям соответствующих стандартов и технических условий и удостоверяться сертификатами или паспортами заводов-поставщиков; в виде исключения допускается удостоверять качество и марки лабораторными испытаниями в соответствии с требованиями, установленными стандартами.
1.6. Изготовление стальных конструкций из стали классов до С52/40 включительно, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40° С и до минус 65° С включительно, следует производить при положительной температуре.
1.7. Для стали классов до С52/40 включительно при температуре ниже минус 25° С, а для стали класса С60/45 — при температуре ниже 0° С запрещаются ударные воздействия при изготовлении и монтаже, а также резка на ножницах и продавливание отверстий.
1.8. При изготовлении, монтаже и приемке стальных конструкций кроме общих правил настоящей главы следует руководствоваться соответствующими дополнительными правилами для отдельных видов сооружений, изложенными в последующих разделах настоящей главы.
ИЗГОТОВЛЕНИЕ
Хранение стали и сварочных материалов
1.9. Вся сталь должна быть проверена на соответствие ее действующим ГОСТам или техническим условиям (на основании документов), рассортирована, замаркирована, сложена по профилям, маркам и плавкам и перед подачей в производство выправлена, очищена от окалины, ржавчины, масла, влаги, снега, льда и других загрязнений и защищена от коррозии грунтовкой, позволяющей производить сварку.
1.10. Сталь следует, как правило, хранить в закрытых помещениях с укладкой в устойчивые штабеля. При хранении стали на открытом воздухе ей следует придавать уклон, обеспечивающий сток воды.
Стальные плоские подкладки и прокладки, используемые в штабелях, должны иметь кромки с закругленными углами, без заусенцев и завалов. При выполнении транспортных операций необходимо применять приспособления, исключающие образование остаточных деформаций и смятия стали.
1.11. Сварочные материалы (электроды, флюс, проволока) должны храниться отдельно по маркам и партиям в теплом и сухом помещении. Флюс, кроме того, следует хранить в закрытой таре.
Электроды и флюсы перед употреблением должны просушиваться или прокаливаться по режимам, указанным в технических условиях и паспортах, и храниться отдельно от непросушенных и непрокаленных. Сварочная проволока должна очищаться от ржавчины, жиров и других загрязнений.
На рабочее место сварщика флюс и электроды должны подаваться только в просушенном или прокаленном состоянии в количестве, необходимом для работы в одной смене. Для сварки стали класса С60/45 электроды должны подаваться непосредственно из сушильной печи с температурой не ниже плюс 45° С и должны быть использованы в течение 2 ч. У рабочего места электроды и флюс необходимо хранить в условиях, исключающих увлажнение.
СНиП III-18-75 (с изм. 1978, 1985, 2 1995) МЕТАЛЛИЧЕСКИЕ КОНСТРУКЦИИ
Добавил: Александр Кулагин
Дата: [04.10.2013]
СНиП III-18-75 (с изм. 1978, 1985, 2 1995) МЕТАЛЛИЧЕСКИЕ КОНСТРУКЦИИ
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СОВЕТА МИНИСТРОВ СССР ПО ДЕЛАМ СТРОИТЕЛЬСТВА
ГОССТРОЙ СССР
СНиП III -18-75
МЕТАЛЛИЧЕСКИЕ КОНСТРУКЦИИ
Глава СНиП III -18-75 “Металлические конструкции” разработана проектным институтом Промстальконструкция Минмонтажспецстроя СССР и ЦНИИпроектстальконструкция Госстроя СССР с участием ВНИИмонтажспецстроя Минмонтажспецстроя СССР, СКБ Мосгидростали и Энергосетьпроекта Минэнерго СССР и ЦНИИС Минтрансстроя.
С введением в действие главы СНиП III -18-75 отменяется глава СНиП III -В.5-62* “Металлические конструкции. Правила изготовления, монтажа и приемки”.
В настоящей главе приведены ссылки на ГОСТы, действующие на 1 января 1975 г., согласно “Указателю государственных стандартов СССР”; все последующие изменения ГОСТов должны учитываться при пользовании этой главой.
Редакторы — инженеры В. Г. Кривошея (Госстрой СССР), Л. М. Копп, Б. Я. Мойжес (институт Промстальконструкция), В, В. Волков (ЦНИИпроектстальконструкция) и канд. техн. наук К. П. Большаков (ЦНИИС Минтрансстроя).
Государственный комитет Совета Министров СССР по делам
Строительные нормы и правила
строительства (Госстрой СССР)
Взамен главы СниП III -8.5-62*
1. ОБЩИЕ ПРАВИЛА ДЛЯ ВСЕХ ВИДОВ КОНСТРУКЦИЙ
1.1. Настоящая глава Строительных норм и правил содержит требования изготовления, монтажа и приемки стальных конструкций зданий и производственных сооружений (доменных цехов и газоочисток, цилиндрических вертикальных резервуаров для нефти и нефтепродуктов, мокрых газгольдеров, мачтовых и башенных сооружений объектов связи, гидротехнических сооружений, опор линий электропередачи напряжением свыше 1000 В, а также при изготовлении и приемке стальных конструкций мостов).
Правила настоящей главы распространяются на конструкции из углеродистой и низколегированной стали классов С38/23 — С60/45.
Правила настоящей главы не распространяются на конструкции из стали класса С60/45, подвергающиеся непосредственному воздействию вибрационных или динамических нагрузок, либо возводимые или эксплуатируемые в районах с расчетной температурой ниже минус 40° С и на конструкции, изготовление, монтаж и приемка которых должны производиться в соответствии с правилами, утвержденными Госгортехнадзором СССР.
Внесены Минмонтажспец строем СССР
Утверждены постановлением Государственного комитета Совета Министров СССР по делам строительства от 20 октября 1975 г. № 181
Срок введения в действие
1 января 1977 г.
1.2. Стальные конструкции должны изготовляться и монтироваться в соответствии с чертежами КМД (конструкции металлические, деталировка), разработанными по рабочим чертежам КМ (конструкции металлические).
При разработке чертежей КМД следует учитывать требования, определяемые технологией монтажных работ (членение на отправочные элементы, указания по общим и контрольным сборкам, укомплектование деталями для сборки, установки и сварки на монтаже и др.), и технологические возможности предприятия-изготовителя.
Организация, разрабатывающая чертежи КМД, несет ответственность за соответствие их чертежам КМ, за расчетную прочность всех заводских и монтажных соединений конструкций, не предусмотренных чертежами КМ, за правильность размеров элементов конструкций и увязку их между собой, а также за выполнение требований, определяемых технологией монтажных работ. Отступления от чертежей КМ, как правило, не допускаются. В случае необходимости они должны быть согласованы с составителями чертежей КМ.
1.3. Изготовление и монтаж стальных конструкций должны производиться технически совершенными методами с механизацией работ, а также укрупнением отправочных элементов и обеспечением возможности укрупнения их на монтаже.
Изготовление и монтаж конструкций должны производиться в соответствии с инструкциями и руководствами, проектом производства работ и технологическими картами.
1.4. При изготовлении и монтаже стальных конструкций должен быть обеспечен контроль за выполнением правил настоящей главы, чертежей КМД, технологических карт, проекта производства работ с занесением результатов контроля в заводскую межцеховую сдаточную документацию или журналы промежуточной приемки, а также в исполнительную документацию на монтажные работы (акты, журналы).
Контроль должен осуществляться на следующих стадиях изготовления, монтажа и приемки при:
а) изготовлении деталей;
б) сборке элементов и конструкций под клепку, сварку или сбалчивание;
в) клепке, сварке и постановке болтов;
г) общей или контрольной сборке;
д) предварительном напряжении конструкций;
е) подготовке поверхностей под грунтование;
ж) подготовке поверхности под окраску;
з) грунтовании и окраске;
и) укрупнительной сборке и установке;
к) испытании конструкций.
Контроль за качеством при изготовлении конструкций осуществляется отделом технического контроля (ОТК) предприятия-изготовителя, а при монтаже — линейным инженерно-техническим персоналом.
1.5. Качество и марки материалов, применяемых в соответствии с проектом при изготовлении и монтаже конструкций, должны удовлетворять требованиям соответствующих стандартов и технических условий и удостоверяться сертификатами или паспортами заводов-поставщиков; в виде исключения допускается удостоверять качество и марки лабораторными испытаниями в соответствии с требованиями, установленными стандартами.
1.6. Изготовление стальных конструкций из стали классов до С52/40 включительно, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40° С и до минус 65° С включительно, следует производить при положительной температуре.
1.7. Для стали классов до С52/40 включительно при температуре ниже минус 25° С, а для стали класса С60/45 — при температуре ниже 0° С запрещаются ударные воздействия при изготовлении и монтаже, а также резка на ножницах и продавливание отверстий.
1.8. При изготовлении, монтаже и приемке стальных конструкций кроме общих правил настоящей главы следует руководствоваться соответствующими дополнительными правилами для отдельных видов сооружений, изложенными в последующих разделах настоящей главы.
Хранение стали и сварочных материалов
1.9. Вся сталь должна быть проверена на соответствие ее действующим ГОСТам или техническим условиям (на основании документов), рассортирована, замаркирована, сложена по профилям, маркам и плавкам и перед подачей в производство выправлена, очищена от окалины, ржавчины, масла, влаги, снега, льда и других загрязнений и защищена от коррозии грунтовкой, позволяющей производить сварку.
1.10. Сталь следует, как правило, хранить в закрытых помещениях с укладкой в устойчивые штабеля. При хранении стали на открытом воздухе ей следует придавать уклон, обеспечивающий сток воды.
Стальные плоские подкладки и прокладки, используемые в штабелях, должны иметь кромки с закругленными углами, без заусенцев и завалов. При выполнении транспортных операций необходимо применять приспособления, исключающие образование остаточных деформаций и смятия стали.
1.11. Сварочные материалы (электроды, флюс, проволока) должны храниться отдельно по маркам и партиям в теплом и сухом помещении. Флюс, кроме того, следует хранить в закрытой таре.
Электроды и флюсы перед употреблением должны просушиваться или прокаливаться по режимам, указанным в технических условиях и паспортах, и храниться отдельно от непросушенных и непрокаленных. Сварочная проволока должна очищаться от ржавчины, жиров и других загрязнений.
На рабочее место сварщика флюс и электроды должны подаваться только в просушенном или прокаленном состоянии в количестве, необходимом для работы в одной смене. Для сварки стали класса С60/45 электроды должны подаваться непосредственно из сушильной печи с температурой не ниже плюс 45° С и должны быть использованы в течение 2 ч. У рабочего места электроды и флюс необходимо хранить в условиях, исключающих увлажнение.
Разметка, правка и гибка
1.12. Разметку следует производить с помощью рулеток, соответствующих точности второго класса по ГОСТ 7502 — 69, и линеек измерительных металлических по ГОСТ 427 — 56. При разметке необходимо учитывать припуски на механическую обработку и усадку от сварки, указываемые в технологической документации.
1.13. Правка стали должна производиться способами, исключающими образование вмятин, забоин и других повреждений на поверхности стали.
1.14. Радиус кривизны
Допускаемые отклонения при гибке и правке не должны превышать величин, приведенных в табл. 9.
1.15. Обработка деталей из стали классов до С46/33 включительно в горячем состоянии (давлением) должна производиться после нагрева до температуры 900 — 1000° С, а из стали классов С52/40 и С60/45, поставляемой в нормализованном состоянии, — до температуры 900 — 950° С; обработка должна прекращаться при температуре не ниже 700° С. Скорость охлаждения деталей после окончания обработки должна исключать закалку, коробление, появление трещин и надрывов. Термически улучшенную сталь нагревать до температуры выше 700° С запрещается. Запрещается правка стали путем наплавки валиков дуговой сваркой.
1.16. При гибке деталей из углеродистой стали на кромкогибочных прессах внутренние радиусы закругления должны быть не менее 1,2 толщины стали для конструкций, воспринимающих статическую нагрузку, и 2,5 толщины для конструкций, воспринимающих динамическую нагрузку, а из низколегированной стали — на 50% больше, чем для углеродистой. Внутренние радиусы закруглений в стали класса С60/45 должны быть не менее трех толщин стали. В деталях из низколегированной стали классов до С60/45 включительно до гибки следует прострогать кромки, пересекающие линии сгиба, и удалить заусенцы.
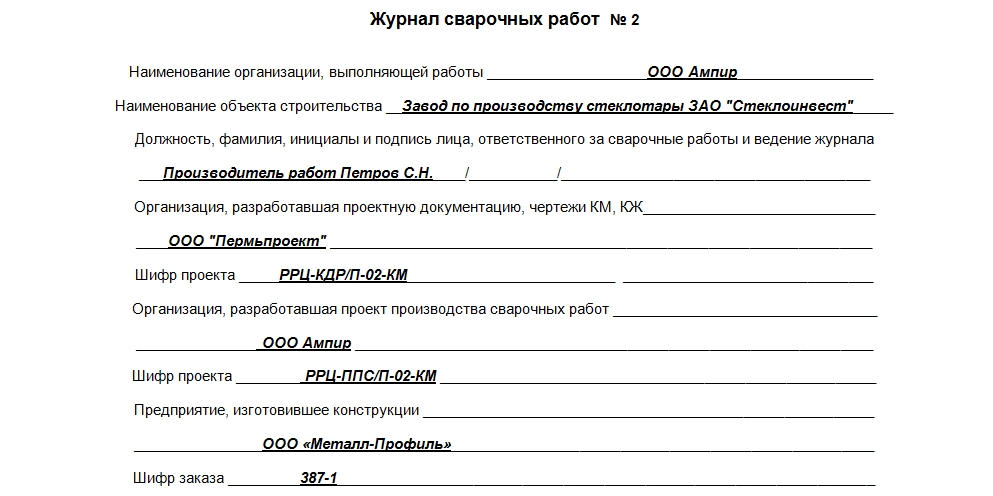
Журнал сварочных работ
Журнал сварочных работ – важный документ в работе профессиональных строителей. В этом реестре сотрудником ведется учет всех проводимых сварочных работ на объекте. Вести его имеет право только сварщик третьего разряда и выше. Приказ о его ведении издается руководителем и подписывается сотрудником, который назначен для его ведения.
Обязанность вести журнал сварочных работ должна быть прописана в трудовом договоре или должностной инструкции работника. Трудовое законодательство в этом случае ясно дает понять, что невнимательность здесь недопустима. Ведь уровень ответственности при проведении всех строительных, в частности, сварочных, работ колоссальный.
Как заполняются графы
В документе на титульном листе ясно и четко даны конкретные названия граф, ошибиться здесь трудно. Так, в грамотно оформленном документе могут присутствовать:
- Название компании, которая выполняет поставленную задачу.
- На каком объекте выполняются сварные работы, его адрес и название.
- ФИО и должность сотрудника, который выполняет работы и заносит данные об их выполнении в журнал (в этом пункте предусмотрено место для подписи).
- Название компании, которая разрабатывала проектную документацию на выполнение работ. В этом пункте может стоять прочерк, если проектная деятельность не велась, а сотрудник действовал по готовым схемам и чертежам.
- Шифр проекта.
- Кто изготавливал соединяемые конструкции.
- ФИО представителя заказчика выполняемых сварочных работ с должностью и подписью сотрудника технического надзора.
- Датировка: начало и окончание ведения журнала.
Важный момент! Даже если на стройплощадке работают сразу две бригады сварщиков от разных организаций, они ведут отдельные журналы сварочных работ. И наоборот. Одна организация при переходе на другой объект обязана завести новый журнал.
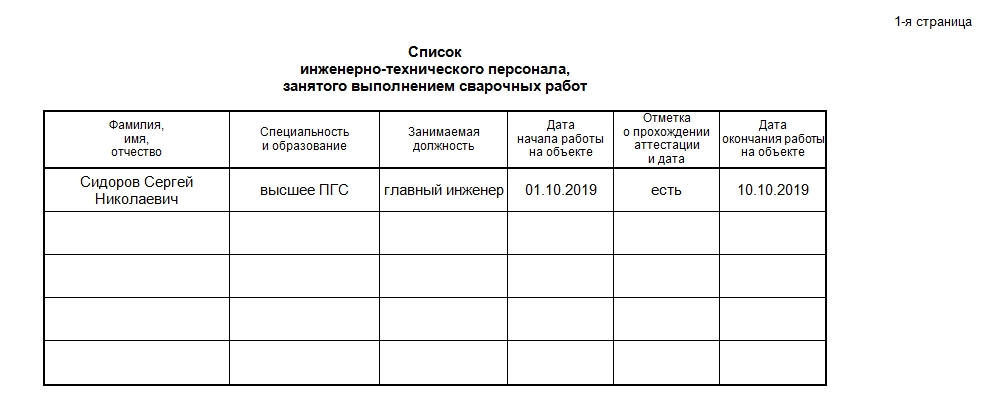
После титульного листа материально ответственному лицу следует заполнить таблицу с данными о инженерно- техническом персонале, который занимался выполнением сварочных работ. В основном это инженеры и главные инженеры. Именно эти сотрудники сочли нужным соединять металлические элементы в конкретном месте и именно таким образом.
Список может состоять из одной или нескольких строк, это зависит от количества занятых в процессе проектировки и разработки технического задания сотрудников. В любом случае надо записывать данные о работниках максимально полно, с указанием ФИО, образования, категории, специализации и должности.
Два отдельных столбца посвящены дате начала и окончания работы на описываемом объекте. Если будет происходить судебное разбирательство, то по этим данным можно будет установить виновных в происшествии лиц. Обязательно должна присутствовать в этой таблице информация, есть ли у инженера, ответственного за корректное выполнение сварочных работы, отметка об аттестации по этому виду строительной деятельности.
В случае ее отсутствия руководитель не имеет права допускать этого специалиста к контролю за выполнением сварочных работ.
После таблицы с данными об инженерах следуют данные о собственно сварщиках, которые несут ответственность за качество проделанной работы и заверяют это своими подписями в последней графе. Помимо нее, в состав второй таблицы о персонале включена информация о:
- ФИО.
- Квалификационном разряде сотрудника.
- Номере личного клейма (оно ставится на каждом выполненном ответственно сварном соединении).
- Удостоверении сварщика (срок его действия, номер, в каком пространственном положении он имеет право сваривать швы).
- Качестве сварки предоставленных пробных образцов (удовлетворительно либо неудовлетворительно).
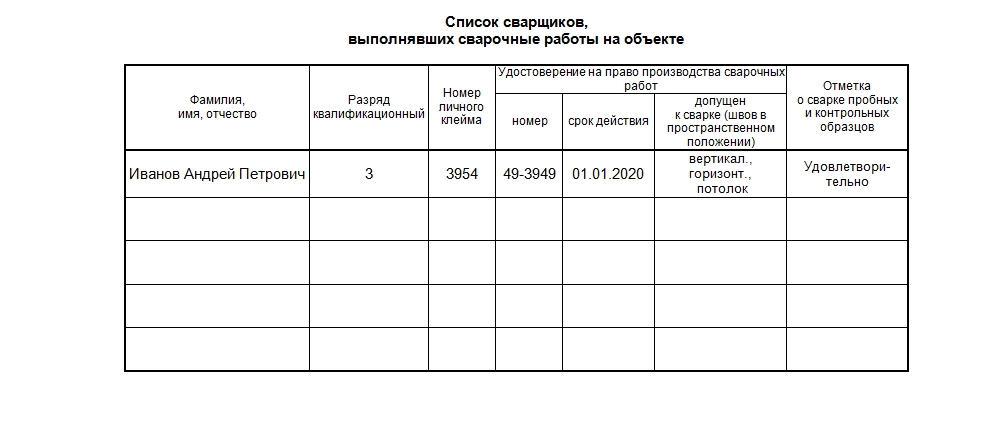
Клеймо сварщика представляет собой заготовку, состоящую из двух строк чисел высотой в 5 мм и 3 мм в рамке или без оной. Оно помогает определить, кто из сотрудников сваривал то или иное соединение. Особенно это касается сосудов, находящихся под давлением и других металлических соединений, от которых напрямую могут зависеть жизни людей.
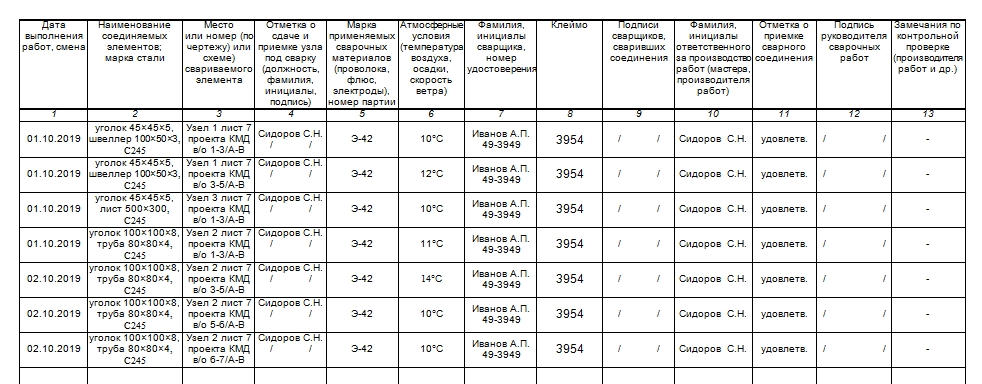
Выполнение работы
О том, какие и в каком объеме проводились работы, рассказывает основная таблица журнала, чьи графы содержат:
- Дату выполнения работ, смену.
- Название соединяемых элементов, их марку стали.
- Место и номер сварочного соединения – определяется по чертежу либо схеме.
- Отметку о сдаче и приемке сваренного узла.
- Какие применялись сварочные материалы, номер партии их поставки.
- Климатические условия (обычно указывается только температура, но скорость ветра, наличие осадков тоже желательно прописывать).
- Данные сварщика, номер его удостоверения.
- Номер клейма и личную подпись сотрудника.
- Подпись ответственного за производство работ (мастер участка, главный инженер и пр., это обязательный пункт в каждой графе.).
- Состоялся ли прием сварного соединения. Если да, то ставится «удовлетворительно».
- Примечания либо замечания к выполненной работе.
В самом конце журнала отмечается, сколько в нем страниц прошито. Прошивка журнала предполагает соединение его отдельных страниц нитями, нумерацию каждой и заклеивание этой конструкции бумажной полоской. Здесь же должна быть печать организации. Она должна частично захватывать корешок прошивки журнала. Подпись руководителя, у которого на хранении должен находиться документ, дополняет картину.
Внимание! Храниться журнал сварочных работ должен не менее 10 лет с момента составления. А если сотрудники работали во вредных условиях труда, то все 75. При желании документацию такого рода передают в архив.
Где еще описаны рекомендации по заполнению
Документ подробно описывается и приводится в СНиП 3.03.01-87. Именно в этом акте прописана документация, которая заполняется для контроля строительных работ. Иногда журнал антикоррозийной защиты совмещают с журналом сварочных работ, так как антикоррозийная защита может производиться теми же лицами сразу же после сварки.
СНиП III-18-75. Металлические конструкции. Правила производства и приемки работ
СНиП III-18-75. Металлические конструкции. Правила производства и приемки работ
Утверждены постановлением Государственного комитета Совета Министров СССР по делам строительства от 20 октября 1975г. №181
Госстрой СССР. — М.: ЦИТП Госстроя СССР, 1975. — 160 с
Взамен главы СНиП III-В.5-62*
Срок введения в действие 1 января 1977г
Общие положения:
1.1. Настоящая глава Строительных норм и правил содержит требования изготовления, монтажа и приемки стальных конструкций зданий и производственных сооружений (доменных цехов и газоочисток, цилиндрических вертикальных резервуаров для нефти и нефтепродуктов, мокрых газгольдеров, мачтовых и башенных сооружений объектов связи, гидротехнических сооружений, опор линий электропередачи напряжением свыше 1000 В, а также при изготовлении и приемке стальных конструкций мостов).
Правила настоящей главы распространяются на конструкции из углеродистой и низколегированной стали классов С38/23-С60/45.
Правила настоящей главы не распространяются на конструкции из стали класса С60/45, подвергающиеся непосредственному воздействию вибрационных или динамических нагрузок, либо возводимые или эксплуатируемые в районах с расчетной температурой ниже минус 40о С и на конструкции, изготовление, монтаж и приемка которых должны производиться в соответствии с правилами, утвержденными Госгортехнадзором СССР.
1.2. Стальные конструкции должны изготовляться и монтироваться в соответствии с чертежами КМД (конструкции металлические, деталировка), разработанными по рабочим чертежам КМ (конструкции металлические).
При разработке чертежей КМД следует учитывать требования, определяемые технологией монтажных работ (членение на отправочные элементы, указания по общим и контрольным сборкам, укомплектование деталями для сборки, установки и сварки на монтаже и др.), и технологические возможности предприятия-изготовителя.
Организация, разрабатывающая чертежи КМД, несет ответственность за соответствие их чертежам КМ, за расчетную прочность всех заводских и монтажных соединений конструкций, не предусмотренных чертежами КМ, за правильность размеров элементов конструкций и увязку их между собой, а также за выполнение требований, определяемых технологией монтажных работ. Отступления от чертежей КМ, как правило, не допускаются. В случае необходимости они должны быть согласованы с составителями чертежей КМ.
1.3. Изготовление и монтаж стальных конструкций должны производиться технически совершенными методами с механизацией работ, а также укрупнением отправочных элементов и обеспечением возможности укрупнения их на монтаже.
Изготовление и монтаж конструкций должны производиться в соответствии с инструкциями и руководствами, проектом производства работ и технологическими картами.
1.4. При изготовлении и монтаже стальных конструкций должен быть обеспечен контроль за выполнением правил настоящей главы, чертежей КМД, технологических карт, проекта производства работ с занесением результатов контроля в заводскую межцеховую сдаточную документацию или журналы промежуточной приемки, а также в исполнительную документацию на монтажные работы (акты, журналы).
Контроль должен осуществляться на следующих стадиях изготовления, монтажа и приемки при:
а) изготовлении деталей;
б) сборке элементов и конструкций под клепку, сварку или сбалчивание;
в) клепке, сварке и постановке болтов;
г) общей или контрольной сборке;
д) предварительном напряжении конструкций;
е) подготовке поверхностей под грунтование;
ж) подготовке поверхности под окраску;
з) грунтовании и окраске;
и) укрупнительной сборке и установке;
к) испытании конструкций.
Контроль за качеством при изготовлении конструкций осуществляется отделом технического контроля (ОТК) предприятия-изготовителя, а при монтаже — линейным инженерно-техническим персоналом.
1.5. Качество и марки материалов, применяемых в соответствии с проектом при изготовлении и монтаже конструкций, должны удовлетворять требованиям соответствующих стандартов и технических условий и удостоверяться сертификатами или паспортами заводов-поставщиков; в виде исключения допускается удостоверять качество и марки лабораторными испытаниями в соответствии с требованиями, установленными стандартами.
1.6. Изготовление стальных конструкций из стали классов до С52/40 включительно, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40о С и до минус 65о С включительно, следует производить при положительной температуре.
1.7. Для стали классов до С52/40 включительно при температуре ниже минус 25о С, а для стали класса С60/45 — при температуре ниже 0о С запрещаются ударные воздействия при изготовлении и монтаже, а также резка на ножницах и продавливание отверстий.
1.8. При изготовлении, монтаже и приемке стальных конструкций кроме общих правил настоящей главы следует руководствоваться соответствующими дополнительными правилами для отдельных видов сооружений, изложенными в последующих разделах настоящей главы.
Формат: doc (rar)
Страниц: 160 стр
Размер: 1,60 Мб (534 Кб)
Скачать СНиП с нашего сервера без ожидания и рекламы: