СП сварочные работы в строительстве
Журнал сварочных работ
Журнал сварочных работ – важный документ в работе профессиональных строителей. В этом реестре сотрудником ведется учет всех проводимых сварочных работ на объекте. Вести его имеет право только сварщик третьего разряда и выше. Приказ о его ведении издается руководителем и подписывается сотрудником, который назначен для его ведения.
Обязанность вести журнал сварочных работ должна быть прописана в трудовом договоре или должностной инструкции работника. Трудовое законодательство в этом случае ясно дает понять, что невнимательность здесь недопустима. Ведь уровень ответственности при проведении всех строительных, в частности, сварочных, работ колоссальный.
Как заполняются графы
В документе на титульном листе ясно и четко даны конкретные названия граф, ошибиться здесь трудно. Так, в грамотно оформленном документе могут присутствовать:
- Название компании, которая выполняет поставленную задачу.
- На каком объекте выполняются сварные работы, его адрес и название.
- ФИО и должность сотрудника, который выполняет работы и заносит данные об их выполнении в журнал (в этом пункте предусмотрено место для подписи).
- Название компании, которая разрабатывала проектную документацию на выполнение работ. В этом пункте может стоять прочерк, если проектная деятельность не велась, а сотрудник действовал по готовым схемам и чертежам.
- Шифр проекта.
- Кто изготавливал соединяемые конструкции.
- ФИО представителя заказчика выполняемых сварочных работ с должностью и подписью сотрудника технического надзора.
- Датировка: начало и окончание ведения журнала.
Важный момент! Даже если на стройплощадке работают сразу две бригады сварщиков от разных организаций, они ведут отдельные журналы сварочных работ. И наоборот. Одна организация при переходе на другой объект обязана завести новый журнал.
После титульного листа материально ответственному лицу следует заполнить таблицу с данными о инженерно- техническом персонале, который занимался выполнением сварочных работ. В основном это инженеры и главные инженеры. Именно эти сотрудники сочли нужным соединять металлические элементы в конкретном месте и именно таким образом.
Список может состоять из одной или нескольких строк, это зависит от количества занятых в процессе проектировки и разработки технического задания сотрудников. В любом случае надо записывать данные о работниках максимально полно, с указанием ФИО, образования, категории, специализации и должности.
Два отдельных столбца посвящены дате начала и окончания работы на описываемом объекте. Если будет происходить судебное разбирательство, то по этим данным можно будет установить виновных в происшествии лиц. Обязательно должна присутствовать в этой таблице информация, есть ли у инженера, ответственного за корректное выполнение сварочных работы, отметка об аттестации по этому виду строительной деятельности.
В случае ее отсутствия руководитель не имеет права допускать этого специалиста к контролю за выполнением сварочных работ.
После таблицы с данными об инженерах следуют данные о собственно сварщиках, которые несут ответственность за качество проделанной работы и заверяют это своими подписями в последней графе. Помимо нее, в состав второй таблицы о персонале включена информация о:
- ФИО.
- Квалификационном разряде сотрудника.
- Номере личного клейма (оно ставится на каждом выполненном ответственно сварном соединении).
- Удостоверении сварщика (срок его действия, номер, в каком пространственном положении он имеет право сваривать швы).
- Качестве сварки предоставленных пробных образцов (удовлетворительно либо неудовлетворительно).
Клеймо сварщика представляет собой заготовку, состоящую из двух строк чисел высотой в 5 мм и 3 мм в рамке или без оной. Оно помогает определить, кто из сотрудников сваривал то или иное соединение. Особенно это касается сосудов, находящихся под давлением и других металлических соединений, от которых напрямую могут зависеть жизни людей.
Выполнение работы
О том, какие и в каком объеме проводились работы, рассказывает основная таблица журнала, чьи графы содержат:
- Дату выполнения работ, смену.
- Название соединяемых элементов, их марку стали.
- Место и номер сварочного соединения – определяется по чертежу либо схеме.
- Отметку о сдаче и приемке сваренного узла.
- Какие применялись сварочные материалы, номер партии их поставки.
- Климатические условия (обычно указывается только температура, но скорость ветра, наличие осадков тоже желательно прописывать).
- Данные сварщика, номер его удостоверения.
- Номер клейма и личную подпись сотрудника.
- Подпись ответственного за производство работ (мастер участка, главный инженер и пр., это обязательный пункт в каждой графе.).
- Состоялся ли прием сварного соединения. Если да, то ставится «удовлетворительно».
- Примечания либо замечания к выполненной работе.
В самом конце журнала отмечается, сколько в нем страниц прошито. Прошивка журнала предполагает соединение его отдельных страниц нитями, нумерацию каждой и заклеивание этой конструкции бумажной полоской. Здесь же должна быть печать организации. Она должна частично захватывать корешок прошивки журнала. Подпись руководителя, у которого на хранении должен находиться документ, дополняет картину.
Внимание! Храниться журнал сварочных работ должен не менее 10 лет с момента составления. А если сотрудники работали во вредных условиях труда, то все 75. При желании документацию такого рода передают в архив.
Где еще описаны рекомендации по заполнению
Документ подробно описывается и приводится в СНиП 3.03.01-87. Именно в этом акте прописана документация, которая заполняется для контроля строительных работ. Иногда журнал антикоррозийной защиты совмещают с журналом сварочных работ, так как антикоррозийная защита может производиться теми же лицами сразу же после сварки.
Организация охраны труда сварщиков на строительной площадке
Организация охраны труда сварщиков на строительной площадке
Документы, регламентирующие охрану труда сварщиков
Опасности сварочных работ на стройплощадке и их последствия
Как бороться с нарушениями охраны руда сварщиков
Несмотря на развитие применяемых технологий в производстве, на протяжении многих, многих лет профессия сварщика была и остается одной из самых востребованных. В последние годы обозначилась тенденция активного освоения данной профессии женщинами.
Повышенные требования к охране труда сварщиков связаны с вредными факторами, которые сопутствуют их деятельности. Регулируют правовые отношения в этой области следующие нормативные акты:
статья 212 Трудового кодекса;
Правила по охране труда при выполнении электросварочных и газосварочных работ (утверждены приказом Минтруда России от 23 декабря 2014 г. № 1101н ) (далее – Правила охраны труда сварщиков);
Технический регламент Таможенного союза ТР ТС 019/2011 «О безопасности средств индивидуальной защиты»;
ГОСТ 12.0.003-74 «Система стандартов безопасности труда. Опасные и вредные производственные факторы. Классификация»;
ГОСТ 12.4.103-83 «Система безопасности труда. Одежда специальная защитная, средства индивидуальной защиты рук и ног. Классификация»;
ГОСТ Р ИСО 11611-2011 «Национальный стандарт Российской Федерации. Система стандартов безопасности труда. Одежда специальная для защиты от искр и брызг расплавленного металла при сварочных и аналогичных работах. Технические требования»;
ПОТ РО 14000-005-98 «Положение. Работы с повышенной опасностью. Организация проведения»;
ГН 2.2.5.1313-03 (утверждены постановлением Главного государственного санитарного врача России от 30 апреля 2003 г. № 76 );
СНиП 12-03-2001 «Безопасность труда в строительстве»;
Кроме того, важно не забывать о пожарной безопасности при сварочных работах. Ее стандарты установлены постановлением Правительства РФ от 25 апреля 2012 г. № 390 «О противопожарном режиме», ГОСТ 12.1.004-91.
Опасности сварочных работ на стройплощадке и их последствия
Представить строительную площадку без сварщика практически невозможно. К безопасности сварщиков предъявляются специфические требования, связанные как с особенностями профессии, так и с особенностями строительства.
В первом случае речь идет об общих вредных и опасных факторах сварки. К ним, как правило, относятся:
излучения – ультрафиолетовое и инфракрасное;
вредные вещества, выделяющиеся в процессе работы (газы и аэрозоли);
яркость слепящего света;
искры и брызги плавящегося металла.
Напомним, что производственные факторы трудового процесса могут быть опасными или вредными. Их классификация содержится в ГОСТ 12.0.003-74 .
Во втором случае нужно говорить о работе на высоте, в холодную или жаркую погоду, иногда в замкнутых пространствах.
Опасные факторы на сварочных работах
Требования к вентиляции во время сварочных работ особенно жесткие, если работы проводятся внутри емкостей и полостей конструкций. Скорость движения воздуха в емкости должна быть от 0,3 до 1,5 м/с. А если сварка ведется с использованием сжиженных газов (пропан, бутан, аргон), должен быть оборудован отсос воздуха снизу.
Опасным является фактор, воздействие которого (даже кратковременное) может привести к травме ( ч. четвертая ст. 209 ТК РФ ). А сварочные работы относятся к категории повышенной опасности ( ПОТ РО 14000-005-98 ).
Видов сварки очень много, но каждый из них постоянно сопровождают сразу несколько опасных факторов. Чаще всего от их воздействия страдают глаза.
Так, высокая интенсивность света, с которым сопряжены любые сварочные работы, приводит к фотохимическому повреждению сетчатки глаза.
Искры и брызги расплавленного металла, получающиеся в результате термического воздействия на металл, могут попасть в глаза, что вызывает тяжелейшие поражения глаз, способные привести к слепоте или травматической потере органов зрения. Поэтому работа сварщика не должна проводиться без применения средств индивидуальной защиты органов зрения.
Однако на практике сварщики настолько привыкают, что слизистая глаз часто воспалена, что иногда при попадании в глаза инородных тел в процессе работы не сразу это понимают. Пытаясь домашними средствами снять воспаление и неприятные ощущения, теряют время и обращаются к врачу через несколько дней.
Особенность стройплощадки в том, что на ограниченном пространстве могут работать сразу несколько сварщиков. Поэтому следует ставить ограждения между ними, чтобы искры от одного не летели в сторону соседей. Такие же ограждения нужны в местах интенсивного движения людей.
Вредные факторы сварщиков
Вредный производственный фактор – это фактор производства, воздействие которого изо дня в день вызывает в нашем организме постепенные изменения ( ч. третья ст. 209 ТК РФ ). В итоге они могут привести к возникновению профессионального заболевания.
Концентрация сварочного аэрозоля вокруг сварщика во время выполнения работ очень высокая. В составе их твердой фазы содержатся различные металлы: железо, марганец, кремний, хром, никель, медь, титан, алюминий, вольфрам и др. Кроме самих металлов присутствуют их окислы и другие соединения. Также содержатся газообразные токсические вещества: фтористый водород, тетрафторид кремния, озон, окись углерода, окислы азота и т. д. Поэтому сварочные работы без применения вентиляционных систем не должны проводиться.
Необходимо тщательно следить за износом СИЗ сварщиков. Они подвержены не только естественному старению. Основной причиной выхода из строя спецодежды является воздействие высоких температур от брызг металла, от соприкосновения с неровными и острыми краями плохо обработанных металлических поверхностей, бетона.
Уровень предельно допустимой концентрации (далее – ПДК) вредных веществ на рабочем месте сварщика не может превышать нормативов, установленных:
Правила по охране труда сварщиков требуют снижать уровень ПДК при помощи различных мероприятий. К ним, в первую очередь, относится обустройство вытяжной вентиляции или местных отсосов воздуха.
На практике некоторые работодатели считают, что системы вытяжки обустраивать не нужно, поскольку большая часть сварочных работ в строительстве происходит на открытом воздухе. Однако получить достоверные данные об уровне вредных веществ позволяют только лабораторные исследования воздуха рабочей зоны. После проведения исследований вполне может оказаться, что даже на открытом воздухе нужно устраивать отсосы воздуха из рабочей зоны сварщика.
Нельзя не отметить также негативное воздействие физических факторов, таких как напряженность электромагнитного поля, шум, ультразвук, локальная вибрация, статические нагрузки на верхние конечности сварщика и др.
Профессиональные заболевания
Каждый фактор в отдельности может вызвать возникновение профессионального заболевания, а все они вместе усугубляют негативное воздействие друг друга.
Уровень профессиональных заболеваний сварщиков от воздействия промышленных аэрозолей располагается на третьем месте после таких профессий, как проходчик и горнорабочий очистного забоя. Такие данные предоставлены Федеральным центром гигиены и эпидемиологии Роспотребнадзора за 2010–2013 годы.
Таблица 1. Количество профзаболеваний, вызванных воздействием промышленных аэрозолей
Кол-во заболеваний в 2010 году (%)
Кол-во заболеваний в 2011 году (%)
Кол-во заболеваний в 2013 году (%)
Горнорабочий очистного забоя
Снизить их позволяет использование высокоэффективных СИЗ, которые становятся все более технически сложными и дорогостоящими. Анализ данных по профзаболеваниям сварщиков за период с 2010 по 2013 годы показывает снижение их уровня: с 5,26 до 3,94 процента. В этом имеется немалая заслуга СИЗ.
Кроме того, в качестве методов профилактики профзаболеваний сварщиков необходим комплекс мероприятий. Самой эффективной мерой является, несомненно, развитие производства и внедрение новых безопасных способов и технологий. Кроме применения современных СИЗ необходимо:
совершенствовать и применять системы вентилирования воздуха;
качественно проводить периодические медицинские осмотры, выявляя первые признаки профессиональных заболеваний на ранних стадиях;
ограничивать стаж работы сварщиков.
Как бороться с нарушениями охраны труда сварщиков
Cамый эффективный способ борьбы с нарушениями охраны труда, и не только у сварщиков, – это обучение и воспитание. Каждый работник должен понимать, что обмануть специалиста по охране труда он может, а обмануть судьбу и свой организм еще ни у кого не получалось. Сварщик может целый день проводить сварочные работы без СИЗ органов дыхания и надевать их только при появлении специалиста по охране труда. Работник может даже радоваться, как ловко он провел специалиста по охране труда, вдыхая в себя целый день сварочный аэрозоль, забивая свои легкие дымами и газами. Часто работники даже не задумываются о том, что может произойти.
Пример
Бригада рабочих получила задание заменить участок трубопровода, расположенного на высоте около трех метров над уровнем пола. Получив наряд-допуск и пройдя инструктаж, приступили к работе. Замена трубопровода проводилась частями: вырезалась часть старой трубы, на ее место приваривалась новая. При этом использовались разборные подмости, которые передвигались вдоль трубопровода.
Когда подмости уперлись в смонтированное рядом с трубопроводом оборудование, бригада решила сэкономить время. Подмости не стали разбирать и переносить дальше. Вместо этого использовали приставные лестницы, опорой для которых служил сам трубопровод. Сварщика со второй лестницы страховал другой рабочий.
После обрезки одного из стыков труба начала смещаться под своей тяжестью и давлением лестниц. Люди потеряли равновесие.
Сварщик падал спиной и ударился затылком о бетонный пол. Напарник, пытаясь удержать его, упал рядом. В итоге, подручный сварщика получил перелом трех ребер. Сам сварщик получил тяжелую черепно-мозговую травму, компрессионные переломы нескольких позвонков и многочисленные ушибы. Он выжил, оставшись инвалидом первой группы на всю оставшуюся жизнь.
Так попытка сэкономить 20–30 минут времени привела к трагедии. Чаще всего работники не думают о плохом. Каждый считает, что несчастье может произойти с кем угодно, только не с ним.
Нужно помнить, что получение травмы или профессионального заболевания – это трагедия не только для сварщика и его семьи. Пострадать могут и руководитель организации, непосредственный руководитель сотрудника и специалист по охране труда. Наверняка найдется аргумент, чтобы наказать их за недосмотр за рабочими вплоть до лишения свободы.
Поэтому наилучший способ борьбы с нарушениями охраны труда – добиться того, чтобы человек стал понимать необходимость соблюдения правил. Для этого нужно постоянно рассказывать работникам, чем может обернуться их халатное отношение к требованиям безопасности. К сожалению, данный путь самый трудоемкий и долгий, так как менталитет нашего рабочего меняется очень медленно и трудно.
В ходе объяснений работникам можно использовать такие аргументы:
«Да, вы сварщик и работаете сегодня без очков, может быть, все обойдется. Может быть, глаза просто покраснеют, глазные капельки – и все пройдет. А если не обойдется? Может, это приведет к потере глаза? Кто может предсказать? Вы готовы к такому риску?»
Большинство работников после таких бесед начинает задумываться о последствиях и, как правило, применять СИЗ и соблюдать правила техники безопасности.
И еще один надежный способ предотвратить нарушение правил безопасности – это постоянный контроль! Он должен быть организован со стороны мастера, бригадира, специалиста по охране труда. Пожалуй, это самый лучший способ добиться соблюдения правил охраны труда.
Самые необходимые нормативные акты
Приказ Минтруда России от 23 декабря 2014 г. № 1101н
Уточнить, какие правила охраны труда действуют в настоящее время для электрогазосварщиков
ТР ТС 019/2011 «О безопасности средств индивидуальной защиты»
Выяснить, какие технические требования предъявляются к СИЗ
Раздел 9 СНиП 12-03-2001. Безопасность труда в строительстве
Ознакомиться с требованиями безопасности к сварочным работам на стройке
Узнать, какие предельно допустимые нормы вредных веществ установлены для рабочей зоны сварщиков
Уточнить, какая существует классификация вредных и опасных производственных факторов
1 Работа сварщика сопряжена с опасными и вредными производственными факторами. Поэтому к вопросам охраны труда нужно относиться очень внимательно.
2 Сварщикам обязательно необходимо применять СИЗ защиты глаз, оборудовать их рабочие места вытяжной вентиляцией или отсосами воздуха.
3 Самый лучший способ добиться соблюдения правил охраны труда сварщиками – вести постоянный контроль за их выполнением работниками.
- О центре
- Специальности
- Профстандарт
- Прайс-лист
- Для клиентов
- Акции
- Статьи
- FAQ
- Новости
- Расписание
- Контакты
г. Серпухов,
142200, МО, г. Серпухов, пл. Ленина, д. 6
г. Москва,
107031, ул.Петровка д.15 офис 448
Законодательная база Российской Федерации

Бесплатная горячая линия юридической помощи
- Энциклопедия ипотеки
- Кодексы
- Законы
- Формы документов
- Бесплатная консультация
- Правовая энциклопедия
- Новости
- О проекте
Бесплатная консультация
Навигация
Федеральное законодательство
- Конституция
- Кодексы
- Законы
Действия

- Главная
- «ИЗГОТОВЛЕНИЕ И КОНТРОЛЬ КАЧЕСТВА СТАЛЬНЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ. СВОД ПРАВИЛ ПО ПРОЕКТИРОВАНИЮ И СТРОИТЕЛЬСТВУ. СП 53-101-98» (утв. Постановлением Госстроя РФ от 17.05.99 N 37)

12.1 Сварку стальных конструкций следует осуществлять по разработанному на предприятии технологическому процессу, оформленному в виде типовых или специальных технологических инструкций, карт и т.п., в которых должны учитываться особенности и состояние производства.
12.2 Механические свойства металла сварных соединений должны соответствовать следующим требованиям ГОСТ 6996:
— временное сопротивление металла шва должно быть не ниже, чем у основного металла;
— твердость металла: не выше 350HV (340НВ, 53HR_B) — конструкций группы I согласно СНиП II-23-81* и не выше 400HV (380НВ, 100HR_B) для конструкций остальных групп;
— ударная вязкость на образцах типа VI при отрицательной температуре, указанной в проекте, должна быть не ниже 29 Дж/см2, за исключением соединений, выполняемых электрошлаковой сваркой;
— относительное удлинение не ниже 16%.
1 Испытаниям на ударную вязкость подвергают металл стыковых или тавровых соединений с проплавлением кромок.
2 При испытаниях на ударную вязкость металла границы сплавления норма может быть ниже, но не более чем на 5 Дж/см2.
3 При необходимости оценки ударной вязкости на образцах других типов ее нормы следует указывать в проектной документации.
12.3 Оборудование для сварки должно обеспечивать возможность эффективного выполнения сварных соединений по технологическому регламенту, разработанному на предприятии. Стабильность параметров режима, заданного в технологическом регламенте, которая обеспечивается оборудованием, должна оцениваться при операционном контроле процесса сварки. Контроль работы оборудования, включая поверку установленных на нем измерительных приборов, необходимо проводить в рамках действующей на предприятии системы управления качеством производства.
12.4 В зависимости от преобладающей номенклатуры производства и специализации завода-изготовителя металлоконструкций наряду с универсальным сварочным оборудованием (автоматы, полуавтоматы, источники питания сварочным током и т.д.) сборочно-сварочные цехи и участки должны быть оснащены стендами, кантователями, манипуляторами и другими устройствами, обеспечивающими условия для высокой производительности и стабильного качества продукции сварочного производства. Наиболее эффективным видом оборудования для производства сварных конструкций являются автоматизированные стенды, в которых совмещаются процессы сборки и сварки.
12.5 Основные способы сварки, используемые при изготовлении конструкций, имеют следующие области эффективного применения:
— ручная дуговая сварка применяется для выполнения прихваток при сборке конструкций, при исправлении дефектов сварных соединений, при сварке швов, расположенных в труднодоступных местах или различных пространственных положениях, когда применение механизированной сварки затруднено или нецелесообразно;
— автоматическая сварка под флюсом применяется в основном при укрупнении листовых заготовок, при сварке связующих швов в элементах составного сечения, при изготовлении полотнищ резервуаров и т.п.;
— механизированная сварка в защитных газах является универсальным и наиболее широко применяемым способом сварки в условиях преобладающего на заводах металлоконструкций единичного характера производства.
12.6 Детальные требования к технологии и технике сварки, обеспечивающие повышение качества и снижение трудоемкости работ (режимы сварки, последовательность операций, технические приемы и т.д.), а также технологические особенности разновидностей дуговой сварки, применяемых с целью повышения эффективности производства (сварка с дополнительным присадочным материалом, многодуговая сварка, односторонняя сварка на формирующей подкладке и т.д.), должны быть изложены в технологических инструкциях предприятий.
12.7 Сварку конструкций следует выполнять только после проверки правильности сборки конструкций производственным или контрольным мастером.
12.8 Свариваемые кромки и прилегающая к ним зона металла шириной не менее 20 мм, а также кромки листов в местах примыкания выводных планок перед сборкой должны быть очищены от влаги, масла, грата и загрязнений до чистого металла. Непосредственно перед сваркой при необходимости очистка должна быть повторена, при этом продукты очистки не должны оставаться в зазорах между собранными деталями.
12.9 Сварку следует производить, как правило, в пространственном положении, удобном для сварщика и благоприятном для формирования шва (нижнее, «в лодочку»). При этом не допускается чрезмерно большой объем металла шва, наплавляемого за один проход, чтобы избежать несплавления шва со свариваемыми кромками.
12.10 Для сокращения непроизводительного расходования наплавленного металла и обеспечения технологической возможности выполнения швов, у которых отклонения размеров от проектных значений удовлетворяют требованиям стандартов, не следует использовать форсированные режимы сварки. Это достигается ограничением диаметров электродов, которые при ручной сварке не должны превышать 4-5 мм, при полуавтоматической сварке в защитных газах должны составлять 1,4-1,6 мм, при автоматической сварке под флюсом — 2-4 мм.
12.11 Выполнение каждого валика многослойного шва допускается производить после очистки предыдущего валика, а также прихваток от шлака и брызг металла. Участки слоев шва с порами, раковинами и трещинами должны быть удалены до наложения следующего слоя.
12.12 При двухсторонней сварке швов стыковых соединений, а также угловых и тавровых соединений со сквозным проплавлением необходимо перед выполнением шва с обратной стороны зачистить корень шва до чистого металла.
Примечание При сварке неответственных конструкций типа переходных площадок, ограждений, лестниц, настилов и т.п., а также конструкций, в которых напряжения не превышают 0,4 расчетного сопротивления, корень шва разрешается не удалять.
12.13 При вынужденном перерыве в работе сварку разрешается возобновлять после очистки концевого участка шва длиной 50 мм и кратера от шлака; этот участок и кратер следует полностью перекрыть швом.
Кратеры на концах швов должны быть тщательно заварены и зачищены.
При сварке поперечных швов полотнищ резервуаров допускается начинать и заканчивать сварной шов на основном металле, при этом должно быть проверено качество начала и конца каждого шва.
12.14 Начало и конец стыкового шва, а также выполняемого автоматической сваркой углового шва в тавровом соединении, как правило, должны выводиться за пределы свариваемых деталей на выводные планки. Эти планки после сварки удаляются кислотной резкой, а места их установки зачищаются шлифмашинкой.
12.15 При сварке пересекающихся стыковых швов усиление шва, выполненного первым, следует удалить заподлицо с основным металлом в зоне пересечения, если стыковое соединение не имеет разделки кромок, или придать ему форму разделки пересекающего шва.
12.16 Отклонения размеров швов от проектных не должно превышать значений, указанных в ГОСТ 5264, ГОСТ 14771, ГОСТ 8713, ГОСТ 11533, ГОСТ 11534, ГОСТ 23518. Размеры углового шва должны обеспечивать его рабочее сечение, определяемое величиной проектного значения катета с учетом предельно допустимой величины зазора между свариваемыми элементами; при этом для расчетных угловых швов превышение указанного зазора должно быть компенсировано увеличением катета шва.
12.17 Требование плавного перехода поверхности стыковых и угловых швов к основному металлу должно быть обосновано в проектной документации расчетами на выносливость или прочность с учетом хрупкого разрушения. Для обеспечения плавного перехода следует использовать дополнительную обработку поверхности путем ее сплавления неплавящимся электродом в инертном газе, пластического обжатия («обстукивания») или механической обработки способами, не оставляющими надрезов, зарубок и других дефектов. Возможность обеспечения плавного перехода путем подбора режимов сварки ограничивается дуговой сваркой под флюсом угловых швов.
12.18 Стыковые соединения труб диаметром до 800 мм включительно независимо от толщины стенки должны выполняться односторонним швом на остающемся подкладном кольце, при этом разделка кромок и зазор между свариваемыми элементами должны обеспечивать полным провар стенки трубы. При диаметре труб более 800 мм стыковые соединения выполняются двусторонними швами, в первую очередь накладывается шов с внутренней стороны, а затем, после зачистки корня шва — с наружной стороны.
12.19 В качестве эффективного метода предотвращения или снижения опасности образования горячих, холодных и слоистых трещин в сварных соединениях необходимо использовать предварительный подогрев свариваемых элементов до температуры 120-160°С.
Предварительный подогрев следует производить при сварке в защитных газах и ручной сварке конструкций: из стали С390 при толщине элементов от 30 мм, из стали С440 — при толщине элементов от 25 мм, а также при сварке корневых проходов стыков и тавровых соединений элементов из этой стали толщиной от 20 мм. Увеличение жесткости сварных узлов и понижение температуры стали могут сделать необходимым применение подогрева при сварке элементов меньшей толщины, а также конструкций из стали классов меньшей прочности.
12.20 Швы сварных соединений и конструкции по окончании сварки должны быть очищены от шлака, брызг и натеков металла. Приваренные сборочные приспособления надлежит удалять без применения ударных воздействий и повреждения основного металла, а места их приварки зачищать до основного металла с удалением всех дефектов.
12.21 Около шва сварного соединения должен быть поставлен номер или знак сварщика, выполнившего этот шов. Номер или знак проставляется на расстоянии не менее 4 см от границы шва, если нет других указаний в проектной или технологической документации. При сварке сборочной единицы одним сварщиком допускается производить маркировку в целом; при этом знак сварщика ставится рядом с маркировкой отправочной марки.
12.22 Контроль качества сварных соединений должен проводиться в рамках системы управления качеством продукции, разработанной на предприятии, в которой установлены области ответственности и порядок взаимодействия технических служб и линейного персонала.
Контроль качества содержит две последовательно осуществляемые группы мероприятий: операционный контроль, приемочный контроль (входной контроль рассмотрен в разделе 4).
12.23 Операционный контроль проводится по всем этапам подготовки и выполнения сварочных работ, основные положения которых изложены в настоящем документе, а именно: подготовка и использование сварочных материалов, подготовка кромок под сварку, сборка, технология сварки, надзор за наличием и сроками действия удостоверений сварщиков на право выполнения сварочных работ и соответствием выполняемых работ присвоенной квалификации.
12.24 Контроль за соблюдением требований к технологии и технике сварки должен осуществляться на соответствие требованиям технологических инструкций и технологических карт, разработанных на предприятии, в которых должна учитываться специфика используемого оборудования и контрольно-измерительных приборов. При этом стабильность работы оборудования должна являться самостоятельным объектом операционного контроля.
12.25 Приемочный контроль качества швов сварных соединений осуществляется следующими основными методами, применяемыми в различном сочетании в зависимости от назначения конструкции, условий эксплуатации и степени ответственности: внешним осмотром и измерением, ультразвуком, радиографическим, капиллярным, пузырьковым, механическими испытаниями контрольных образцов и др.
Методы и объемы контроля применяются в соответствии с указаниями настоящего документа, если в проектной документации не даны иные требования. По согласованию с проектной организацией могут быть использованы другие эффективные методы контроля взамен или в дополнение с указанными.
12.26 В зависимости от конструктивного оформления, условий эксплуатации и степени ответственности швы сварных соединений разделяются на I, II и III категории, характеристика которых приведена в таблице 8. Методы и объемы контроля качества сварных соединений указаны в таблице 9.
Контроль должен осуществляться на основании требований соответствующих стандартов и нормативно-технической документации. Заключение по результатам контроля должно быть подписано дефектоскопистом, аттестованным на уровень не ниже 2-го разряда.
Журнал сварочных работ. Как правильно его оформить
В прошлой статье я рассказывал как заполнять общий журнал работ. Сегодня продолжу данную тематику и расскажу как правильно оформить журнал сварочных работ. Также объясню где взять актуальный бланк журнала и напишу тонкости при его ведении.
- Что такое ЖСР
- Нормативная база
- Заполнение
- Титульный лист
- Список ИТР
- Список сварщиков
- Основная таблица
- Пример заполнения основной таблицы
- Скачать журнал сварочных работ
Что такое ЖСР
Журнал сварочных работ, коротко ЖСР, это документ в который вносятся записи о выполнении сварочных работ при строительстве объектов капитального строительства. Ведет его ответственный производитель работ совместно с сварщиками. Предназначен он для контроля сварных соединений. В нем содержатся все необходимые сведения для этого.
Нормативная база
Требование вести ЖСР устанавливает свод правил СП70.13330.2012 «Несущие и ограждающие конструкции».
Также бланк журнала приведен в приложении «Б» к СП70.13330.2012. В интернете на различных сайтах представлены старые бланки журнала сварочных работ. Поэтому скачивайте их только с официальных сайтов или с электронных правовых систем типа «Консультант».
Заполнение
Вести ЖСР должно ответственное лицо, назначенное по приказу. Назначать кого-то руководителем сварочных работ можно при наличии у него специального сварочного образования или свидетельства о повышении квалификации.
Сперва журнал нумеруется прошивается и закрепляется печатью организации и подписью руководителя.
Титульный лист
Заполнение журнала начинается с титульного листа. Сперва журналу присваивается номер. Заполняются сведения по организации, выполняющей сварочные работы, прописывается наименование объекта капитального строительства.
Согласно ч. 10.1.1 СП 70.13330.2012 вносится запись о руководителе сварочных работ.
Указываются на титульном листе ЖСР сведения о проектной организации и шифр проекта. Также указываются сведения об организации, разработавшей проект производства сварочных работ и его шифр.
Следующим пунктом указываются сведения об организации, изготовившем конструкции и шифр документа качества данных конструкций.
Сведения об ответственном лице заказчика также вносятся в титульный лист ЖСР.
Последним пунктом прописывается дата начала работ и по завершению дата окончания работ. На этом заполнение титульного листа завершается.
Список ИТР
Следующим этапом заполнения ЖСР будет указание сведений об инженерно-техническом персонале, который участвует в выполнении сварочных работ.
Список сварщиков
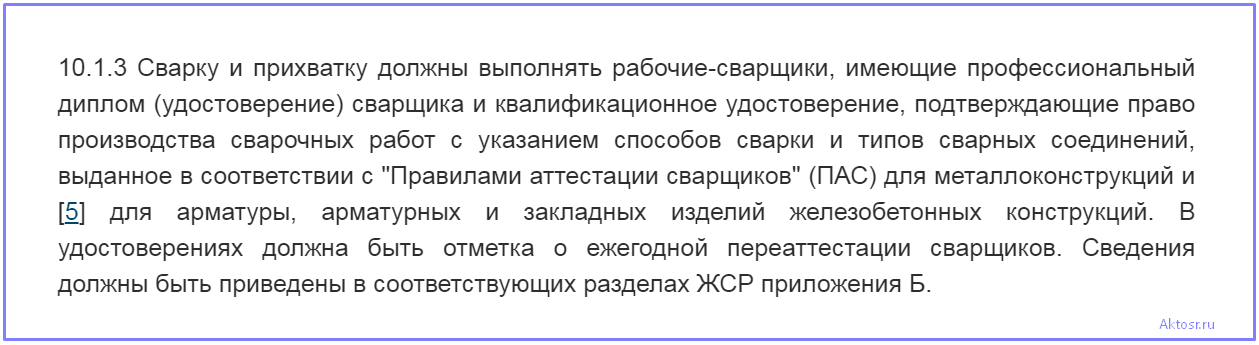
В данной таблице вносятся сведения на сварных, участвующих на сварочных работах. Требования к сварщикам установлено в п. 10.1.3 СП70.13330.2012.
Основная таблица
Производителю работ ответственному за сварочные работы ежедневно приходится заполнять именно эту таблицу. Она состоит из 13 столбцов. Чаще всего производители работ не заполняют столбец №6 и забывают получить подписи сварщиков. В последующем это вытекает в большую проблему при составлении исполнительной документации. Так как атмосферные условия это очень важный пункт при контроле сварных соединений и на него всегда обращают внимание инженеры строительного контроля.
А отсутствие подписей ответственных сварщиков приводит к тому, что сварные периодически увольняются и потом приходится их искать. Не всегда работодатель и работник расстаются полюбовно.
ЖСР изначально нужно вести правильно и заполнять все пункты указанные в таблицах. Это ответственный документ, который помогает контролировать сварочные работы, влияющие на безопасность всего объекта капитального строительства.
Пример заполнения основной таблицы

Скачать журнал сварочных работ
Для скачивания актуального бланка журнала сварочных работ перейдите по ссылке.
Журнал сварочных работ (Приложение Б по СП 70.13330.2012)
Автор — Нурисламов Артур (руководитель проектов)





Ссылка: Приложение Б к СП 70.13330.2012
Актуальность: Действующая форма исполнительной документации
Изменения: с изменениями от 27.06.2018 г. (актуально по сегодняшний день)
Область распространения: на производство и приемку работ, выполняемых при строительстве и реконструкции предприятий, зданий и сооружений во всех отраслях народного хозяйства
Назначение: Освидетельствование сварочных работ в процессе строительно-монтажных работ на объекте
Основной способ соединения металлических конструкций – сварка. Она широко применяется при монтаже на строительной площадке. Сварочные соединения прочные, а также газо- и водонепроницаемые. Все работы по сварке на объекте должны быть занесены в специальный журнал. Для его ведения руководитель издает приказ и назначает сотрудника, который будет ответственен за заполнение документа.
Журнал сварочных работ (ЖСР) необходим для того, чтобы фиксировать выполнение профессиональных обязанностей сварщика и их соответствие нормам. Если в качестве сварки будут обнаружены недочеты, то по документу в процессе судебного разбирательства можно определить лицо, которое понесет за это ответственность. Сварочные работы фиксируют так же, как и все остальные процессы на строительной площадке. Тем самым осуществляют контроль проведения таких серьезных работ, связанных с металлическими конструкциями.
Что зависит от журнала сварочных работ
ЖСР – это один из видов исполнительной документации, обязательный при строительстве объекта. Его должны вести все строительные и промышленные предприятия. В первую очередь, такой документ необходим самой организации, которая занимается возведением объекта. Ведение журнала помогает избежать различных санкций со стороны государства. Документ подлежит регистрации в государственном строительном надзоре, если он предусмотрен для объекта, на котором проводятся сварочные работы.
Если предприятие пренебрегает правилами и не ведет указанный журнал, то государственные проверяющие органы могут подвергнуть его серьезным взысканиям. Когда обнаруживают, что беспорядочное ведение документа или его полное отсутствие является виной конкретного сотрудника, его могут наказать вплоть до увольнения.
Особенности заполнения и составления журнала сварочных работ
Журнал должен быть пронумерован и прошнурован. Отметку он нем делают в разделе 2 «Перечень специальных журналов» в журнале общих работ. Это необходимо, чтобы были сведения, что такой документ есть на строительной площадке.
При заполнении журнала сварочных работ необходимо иметь копии удостоверений сварщиков, а также номера их клейм. Обязанность по его ведению прописывается в трудовом договоре сотрудника, на которого она возложена. Существует еще несколько нюансов ведения такого документа.
- Если на строительной площадке работают две бригады сварщиков от разных организаций, то они должны вести отдельные журналы сварочных работ.
- ЖСР привязан к конкретному объекту строительства. По этой причине при переходе бригады сварщиков на другую площадку для них должен быть заведен новый журнал.
- Документ хранят не менее 10 лет с момента составления. Если работа сварщиков происходила во вредных условиях, то этот срок увеличивается до 75 лет.
к оглавлению ↑
Кто заполняет документ
Назначением ответственного за заполнение ЖСР занимается руководитель сварочных работ. Это мастер-сварщик, имеющий аттестацию не ниже II уровня. В противном случае он не в праве выступать руководителем сварочных работ. Им может быть мастер, прораб или начальник участка, но не сам сварщик, выполняющий работы. Достоверность вносимых данных – это ответственность руководства. Более подробно об этом говорится в п. 10.1.1 СП 70.13330.2012.
Рядовые сварщики не обязаны вносить информацию о своей работе самостоятельно, хотя на практике, если сотрудник опытный, эту процедуру ему иногда все же доверяют. Если заполнением занимается рядовой исполнитель работ, то подпись должен оставлять сотрудник с профильным инженерным образованием.
Разделы журнала сварочных работ
Ошибиться при заполнении ЖСР сложно, поскольку каждая графа и строчка имеют названия. В связи со вступлением в 2013 г. в силу СП 70.13330.2012 (вместо СНиП 3.03.01-87) форма журнала несколько изменилась. Бланк представлен в приложении Б указанного документа. Скачать журнал сварочных работ можно на сайте. Всего в документе выделяют четыре раздела.
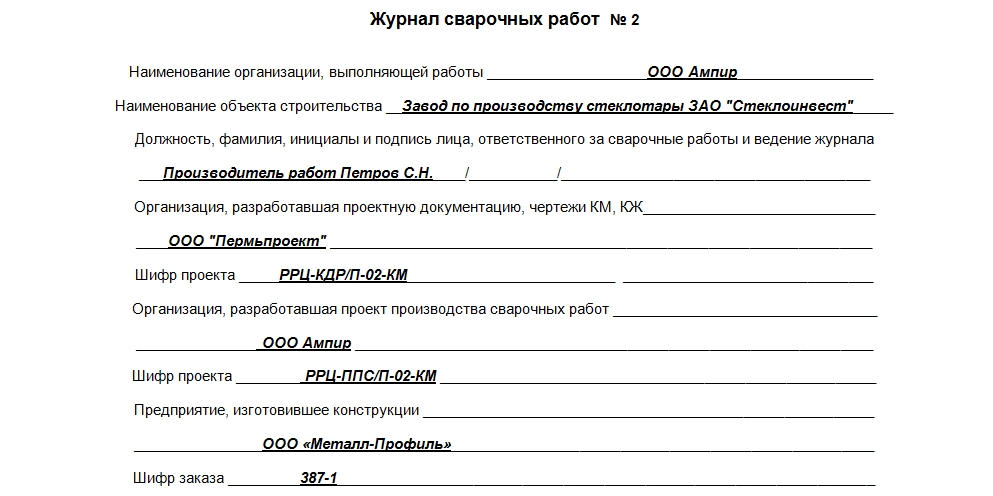
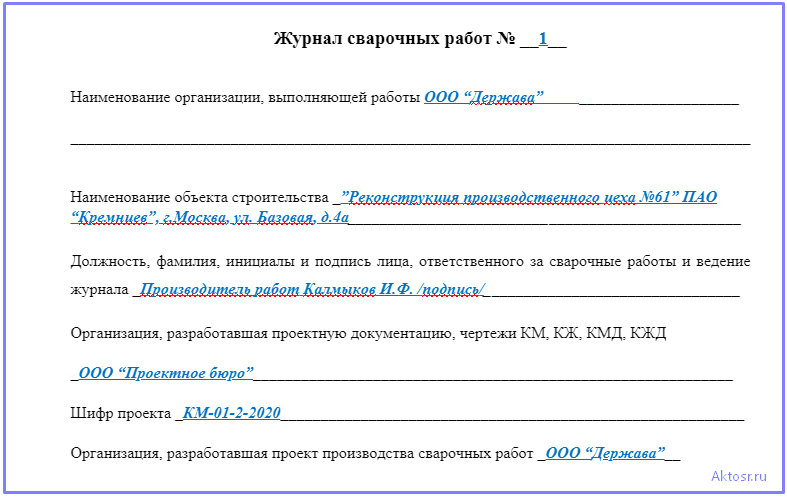
- Обложка. Как видно в образце, это своеобразный титульный лист, где указывают основную информацию об объекте строительства, организациях, которые разработали проектную документацию.
- Список ИТП (инженерно-технического персонала), который был занят выполнением сварочных работ.
- Список сварщиков, непосредственно выполнявших сварку и ответственных за ее качество.
- Основная таблица, в которой указывают все данные по поводу смены, названия элементов, условий работы и личных данных каждого сварщика. Ее заполняют непосредственно в день выполнения работ.
к оглавлению ↑
Обложка ЖСР
Первое, что нужно указать на обложке документа, – номер журнала. Далее идет название организации, которая выполняет работы, например, ООО «Сварщик». Затем необходимо заполнить еще несколько строчек.
- Полное наименование объекта строительства.
- Данные лица, ответственного за сварочные работы и ведение по ним журнала. Здесь указывают:
- должность,
- фамилию,
- инициалы,
- подпись.
- Название организации, которая занималась разработкой проектной документации, чертежей КЖ, КЖД, КМ и КЖ.
- Шифр проекта.
- Наименование организации, подготовившей проект производства для сварочных работ.
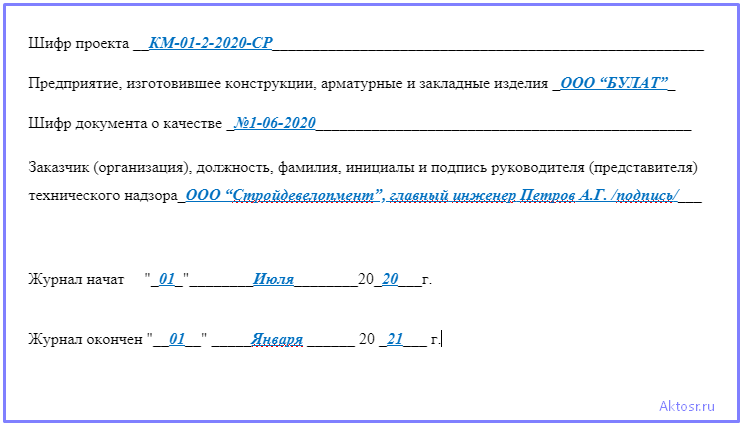
- Шифр ППР на сварку.
- Предприятие по производству закладных и арматурных изделий, а также других металлических конструкций.
- Шифр документа о качестве.
- Наименование организации-заказчика и данные ее представителя или руководителя:
- должность,
- фамилию,
- инициалы,
- подпись.
- Дата начала и окончания ведения журнала.
к оглавлению ↑
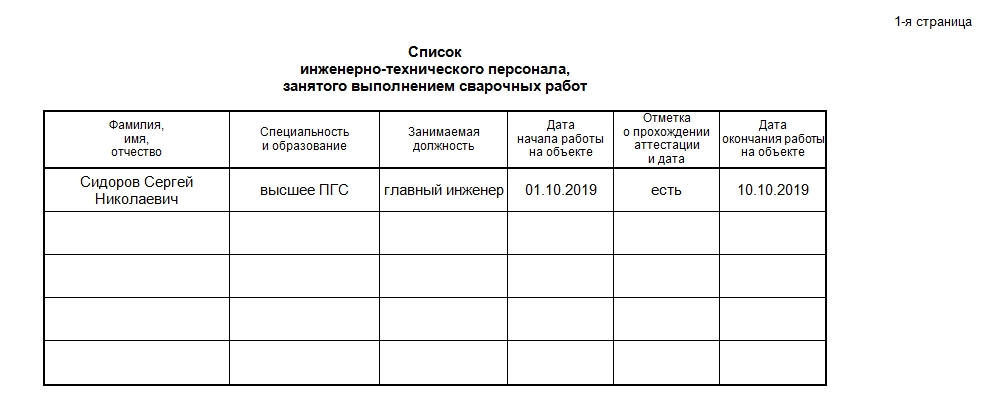
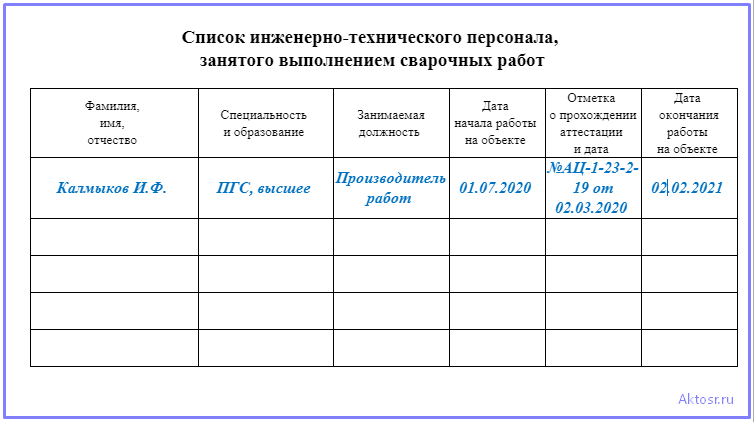
Список инженерно-технического персонала
Раздел, где описывают весь инженерно-технический персонал, включает всех специалистов, которые заняты контролем выполнения сварочных работ. Сварщиков здесь не указывают. Для удобства раздел представлен в форме таблицы из шести столбцов.
- Фамилия, имя, отчество сотрудника: прораба, производителя работ, начальника участка, руководителя сварочных работ и пр. Указывают ФИО полностью, без сокращений.
- Специальность и образование, например, «ПГС», что означает промышленное и гражданское строительство.
- Должность, которую занимает этот сотрудник.
- Дата, когда конкретный специалист начал работы на объекте.
- Дата и отметка по поводу прохождения аттестации: «имеется, 20.05.2015».
- Дата окончания работы специалиста на строительном объекте.
к оглавлению ↑
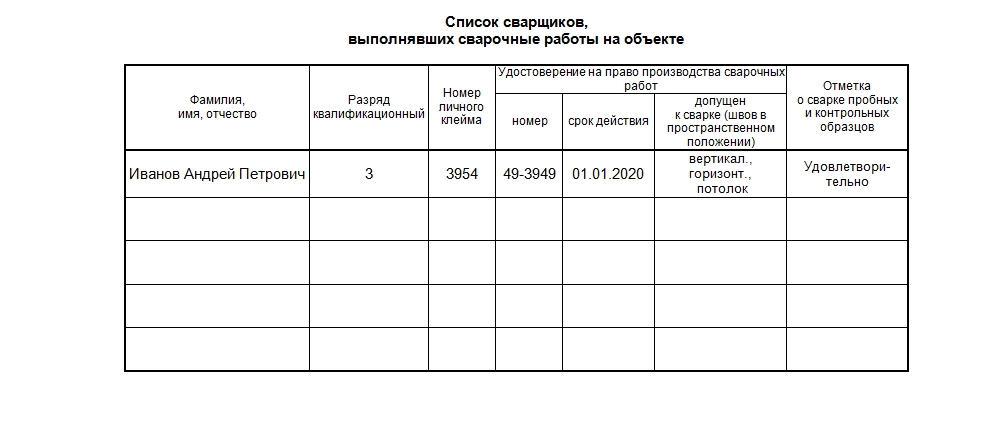
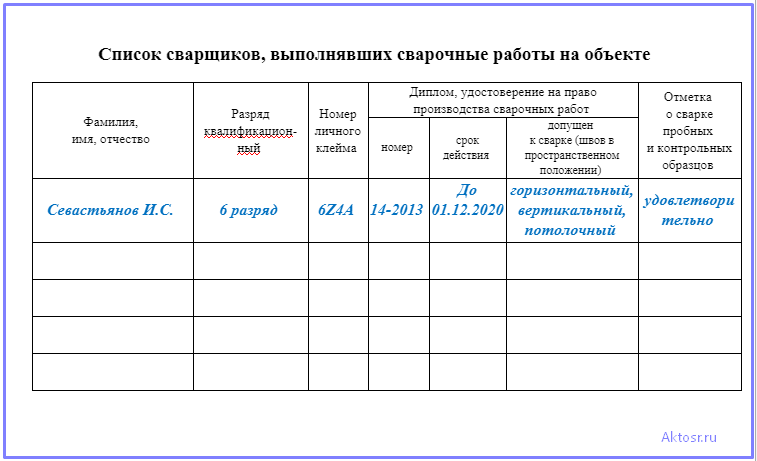
Список сварщиков, выполнявших сварочные работы
Для заполнения этого пункта как раз потребуются данные о дипломе или удостоверении сварщика на производство сварочных работ. Раздел тоже оформляется в виде таблицы. Она содержит семь основных столбцов.
- Полное имя сварщика. Прописывается не как фамилия с инициалами, а полностью фамилия, имя и отчество: «Никитин Петр Иванович».
- Квалификационный разряд, например, «3».
- Номер личного клейма.
- Диплом, удостоверение на право заниматься сварочными работами. Этот пункт разделяется еще на три столбца:
- номер свидетельства;
- срок действия документа;
- пространственное положение швов, к сварке которых допущен сварщик.
- Отметка о сварке пробных и контрольных образцов, например, «удовлетворительно».
к оглавлению ↑
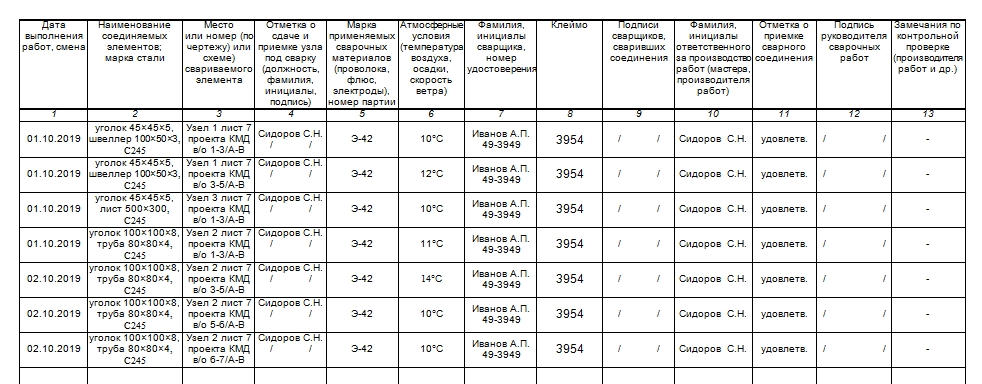
Основная таблица
Самую большую сложность вызывает заполнение последнего раздела ЖСР. Он представлен таблицей из 13 столбцов. Здесь важно правильно заполнить каждый из них, причем работы записывают непосредственно в день их выполнения. Далее представлены названия столбцов и примеры информации, которую в них указывают.
- Дата выполнения работ, смена. К примеру, «10.01.2017, 1 смена».
- Наименование соединяемых элементов и марка стали: балка Б-1, опорный стульчик, ОП-2, С245.
- Номер или место свариваемого элемента: «узел 2, лист 8 проекта КМД. Его определяют по схеме или чертежу».
- Отметка о сдаче и приемке узла под сварку. Указывают должность, фамилию с инициалами. Здесь же специалист ставит свою подпись. Обычно это ответственный производитель работ на объекте.
- Марка сварочных материалов, применявшихся в процессе работ. Это электрод, флюс или проволока. Обязательно указывается номер партии. Пример – «электрод Э-42».
к оглавлению ↑
Окончание основной таблицы
После указания марки сварочных материалов остается заполнить еще восемь столбцов. Они тоже расположены в определенном порядке.
- Атмосферные условия: осадки, скорость ветра, температура воздуха: «+5 °C, без осадков, 3 м/с».
- Фамилия и инициалы сварщика с номером его удостоверения: «Никитин П. И., 48-5660».
- Номер клейма аттестованного сварщика.
- Подпись сварщика, сварившего соединение.
- Фамилия и инициалы специалиста, который ответственен за производство работ. Чаще это мастер или производитель работ.
- Подпись руководителя сварочных работ.
- Отметка о приемке сварного соединения. Ее оставляет представитель испытательной лаборатории (ИЛ).
- Замечания. Здесь указывают нарушения, который были выявлены в процессе контрольной проверки представителем ИЛ или производителем работ. Если замечаний нет, то можно написать фразу «не имеется».
к оглавлению ↑
Что такое клеймо сварщика
В пункте 10.1.15 СП 70.13330.2012 указано, что каждый сварщик по окончании работ должен поставить личное клеймо. Оно располагается в 40-60 мм от границы шва сварного соединения. Если работу выполнил один сварщик, то клеймо должно быть в одном месте, если несколько – в начале и в конце по границе шва.
Клеймо – своеобразная подпись конкретного аттестованного сварщика, по которой в дальнейшем можно распознать именно его работу. Это могут быть числа, написанные в две строчки, в рамке или без нее. Символы имеют высоту 3-5 мм.
Номер клейма обязательно проставляется в журнале сварочных работ. Но взамен этого допускается составлять исполнительную схему, содержащую подписи сварщиков, тоже с фиксацией в ЖСР. Чаще номер клейма тщательно проверяют при сварке очень нагруженных конструкций, труб высокого давления и других элементов, от которых напрямую зависит жизнь людей.
Замечания по контрольной проверке
Контроль в каждодневной практике проводится в основном визуально. При внешнем осмотре специалист может увидеть дефекты размером более 0,1 мм. Визуально могут быть обнаружены и вкрапления окисленных сплавов. Выходящие на поверхность капилляры выявляются только с применением люминесцентно-цветового исследования.
Для обнаружения других дефектов используют магнитный, ультразвуковой и акустический методы. Если они не выявлены, то в таблице можно указать «визуально дефекты не обнаружены». Контроль проводится с периодичностью и выборочно. Частота и характер исследования определяются руководством и инспектирующими организациями. Результаты проверок заносят в журнал сварочных работ.
Окончание ЖСР
После всех описанных разделов документа указывают, сколько страниц в журнале пронумеровано и прошнуровано. После этого идут дата и информацию о руководителе организации, который выдал этот документ. Для специалиста указывают такие данные:
- должность,
- фамилию,
- инициалы,
- подпись.
ЖСР закрепляется печатью организации, которую проставляют в конце документа. Прошивка журнала предполагает соединение его отдельных страниц нитями с последующим заклеиванием этой части бумажной полоской, на которой указывают точное количество страниц и данные о заполнителе. При желании ЖСР после окончания заполнения передают на хранение в архив, чтобы в случае необходимости его можно было вновь изучить и найти виновных лиц.