Споттер своими руками из сварочного аппарата
Как сделать споттер из сварочного аппарата своими руками
 Споттер представляет собой устройство, вычисляемое к категории сварочных аппаратов. Предназначается для точечной сварки. Работает на основе сопротивления тока. Устройство функционирует за счет выделения некоторого количества энергии тепла в зоне соприкосновения со сварочным материалом при подаче электротока. Споттер из сварочного аппарата можно сделать своими руками. Классифицируют его на инверторную и трансформаторную модели.
Споттер представляет собой устройство, вычисляемое к категории сварочных аппаратов. Предназначается для точечной сварки. Работает на основе сопротивления тока. Устройство функционирует за счет выделения некоторого количества энергии тепла в зоне соприкосновения со сварочным материалом при подаче электротока. Споттер из сварочного аппарата можно сделать своими руками. Классифицируют его на инверторную и трансформаторную модели.
- Предназначение споттера и его особенности
- Свойства конструкции агрегата
- Ключевая деталь споттера
- Алгоритм изготовления своими руками
- Оборудование из инверторного аппарата
- Основные этапы сборки
- Этапы производства трансформатора
- Важные нюансы в конструкции
Предназначение споттера и его особенности
Самодельный споттер используют в отношении кузовных работ автомобилей. Делают это тогда, когда по каким-то причинам с внутренней стороны выровнять поверхность детали нет возможности. Можно локально нагревать металл при помощи указанного инструмента, если на кузовной области есть небольшие повреждения. Важно разобраться, как сделать споттер своими руками, чтобы получить качественное и функциональное изделие.
Процесс сварки выглядит так. На место повреждённого металла закрепляется крепёж. К нему подсоединяется устройство и при помощи вспомогательных приспособлений либо своими руками вытягивают вмятины. Инструмент для ремонта кузова дает возможность быстро и качественно восстанавливать автомобиль без покраски поврежденного участка. Споттер хорош тем, что при его эксплуатации удается держать под контролем функционирование каждой детали. Это объясняется тем, что вероятность перегрева и разрыва проводов довольно велика.
Свойства конструкции агрегата
Приспособление состоит из таких компонентов, как коробка, пистолет, кабель, электрод.
 Коробка содержит всю систему аппарата, которая необходима для сварки. Чтобы четко и быстро проводить кузовные работы, надо придерживаться порядка и технологии процесса.
Коробка содержит всю систему аппарата, которая необходима для сварки. Чтобы четко и быстро проводить кузовные работы, надо придерживаться порядка и технологии процесса.
Ели поверхность подверглась деформации, надо очистить ее от любого покрытия. Это может быть ржавчина, краска или лак. Данный этап очень важен, так как качество соединения металлов напрямую влияет на итог всего процесса. На поверхность, которая подверглась корректировке, присоединяют контакты. На очищенную зону повреждённой области приваривают крепёж, к которому и подсоединяется рассматриваемое устройство.
Вслед за этим захватывается устройство пистолетом, после чего вмятина вытягивается. Для выравнивания прибегают к использованию молотка, гидроцилиндров и других приспособлений. Обращают внимание на толщину металла. Здесь следует понять, какое оборудование даст возможность производить рихтовку машины, чтобы не нанести ей вреда. Обратный молоток не используется в сочетании с алюминием. К тому же не каждый агрегат может справиться с оцинкованным кузовом. Когда рихтовка кузова закончена, скручивают приваренную деталь. Место контакта зачищают шлифовальной машинкой.
Ключевая деталь споттера
 Сварочный пистолет — это основная деталь устройства. Для непрерывной работы используют устройство фабричного изготовления. Можно сделать его на основе пистолета из строительного клея своими руками. Альтернативным способом будет применение деталей из полуавтоматической сварки. Из текстолита вырезают одинаковые части с показателями длины от 12 до 14 мм. Их должно быть 2. В них устанавливают кронштейн, применяемый в качестве крепления электрода для сварки. При желании можно смонтировать лампочку для подсветки, как и переключатель импульса.
Сварочный пистолет — это основная деталь устройства. Для непрерывной работы используют устройство фабричного изготовления. Можно сделать его на основе пистолета из строительного клея своими руками. Альтернативным способом будет применение деталей из полуавтоматической сварки. Из текстолита вырезают одинаковые части с показателями длины от 12 до 14 мм. Их должно быть 2. В них устанавливают кронштейн, применяемый в качестве крепления электрода для сварки. При желании можно смонтировать лампочку для подсветки, как и переключатель импульса.
Кронштейн можно сделать из меди. У него может быть сечение — прямоугольное или квадратное. В качестве электрода для сварки используют медный прут с толщиной от 8 до 10 мм. Пистолет должен иметь такую конструкцию, которая позволяла бы поменять электрод без разборки. Чтобы подключить пистолет к устройству, используют комбинацию из сварочного кабеля с необходимым показателем сечения и 5-жильным контрольным кабелем. Подключение последнего осуществляется в соответствии со схемой.
На переключатель проводят три жилы. Ещё две перемещаются на подсвечивающую лампочку и двигатель. Сварочный кабель необходимо зачистить и припаять в специальное отверстие в кронштейне.
Алгоритм изготовления своими руками
Чтобы сделать агрегат самому, нужны некоторые навыки и понимание основ работы с такой техникой. Споттер из сварочного аппарата своими руками можно сделать в соответствии с чертежами. Для этого надо тщательно изучить конструкционные особенности аппарата. Можно использовать подручные детали.
Не всегда является целесообразным приобретение фабричного устройства. Качественный агрегат может обойтись в кругленькую сумму. Необходимо рассматривать конфигурацию приспособления и его чертежи.
Оборудование из инверторного аппарата
Чаще всего агрегат на основе инвертора изготавливается с применением самодельного материала. Основными составляющими устройства являются тиристорное реле и сварочный инвертор. Чтобы собрать приспособление, потребуются:
 тиристор с показателем 200 Вольт;
тиристор с показателем 200 Вольт;- трансформатор для понижения 122 вольт для управления реле посредством кнопки;
- реле с мощностью в 30 ампер;
- мост на диодах;
- кнопка для управления и контроля;
- контактная группа 220 вольт.
Трансформатор подключается с помощью диодного моста. К нему подсоединяется тиристор реле. Трансформатор питает управляющую ветку цепи. Перед изготовлением споттера своими руками надо обеспечить безопасные условия работы. С этой целью кладут под ноги резиновые коврики и придерживаются стандартных правил техники безопасности.
Основные этапы сборки
Чтобы сделать самодельный агрегат, идеально подходит сварочный аппарат Nordic. Необходимо уметь менять конфигурацию устройства так, чтобы споттер постоянного тока на выходе давал 1500 ампер, как минимум. Сборка осуществляется по следующим правилам:
 Снимают с аппарата вторичный слой. Иногда их бывает несколько.
Снимают с аппарата вторичный слой. Иногда их бывает несколько.- Перед установкой определяют количество витков на 1 Вольт. Первичная обмотка для этого оборачивается медной проволокой. Затем измеряют показатель Вольт.
- Полученный показатель делят на количество витков. Результат и будет указывать на число витков на Вольт.
- Из вторичного слоя, который был снят, производят шину. Желательно не допускать, чтобы этот параметр опускался ниже 160 квадратных мм.
- Напряжение должно равняться 6 вольт. Если сечение меньше, можно делить шину на несколько частей. Их скрепляют изоляционной лентой.
Количество фрагментов зависит от изначальных показателей. Допустим, если параметр равен 40 кв. мм., шина разрывается на 4 части. Необходимо взять две шины с обмоткой из изоленты или скотча для малярных работ. Изоляция должна быть последовательной. Сначала идет слой изоляционной ленты, затем — скотча, а сверху наматывается изолента. На открытые зоны можно установить клепки.
Полученные шины перемещаются на трансформатор. Этот процесс не является лёгким и требует определенных навыков. Необходимо наличие молотка и присутствие дополнительного помощника. Благодаря этому шина будет сидеть лучше и не получит каких-либо повреждений. Если показатель мощности нормальный, то приспособление можно считать готовым. Если же нет, придется проводить ряд экспериментов, подключая к первичной обмотке провода.
Этапы производства трансформатора
Сборка трансформатора является обязательным этапом изготовления споттера из сварочного аппарата. Такая работа является наиболее трудной. Обмотка требует большого количества времени, но этот этап не является обязательным. Обмотка осуществляется на кольцевом железе. Провод для вторичной обмотки должен изготавливаться из алюминия или меди. Между мотками следует прокладывать качественную изоляцию. Для этого подходит трансформаторная бумага в несколько слоев. Для максимальной надежности ее пропитывают парафином.
Пистолет делают из полуавтомата. К нему потребуются некоторые дополнения, чтобы закрепить инструмент на приборе для рисования. Чтобы сделать клещи, подойдёт простая труба 20 на 20 мм. Силовые провода, соединяющие трансформатор и пистолет, должны иметь идентичное сечение. Как альтернатива, они должны превышать сечение шины. Не стоит использовать слишком большие по длине провода. Максимальный их размер должен быть равен 2,5 м. Рабочий кабель, соединяющий трансформатор и пистолет, должен быть сделан на основе коммутирующего кабеля с термоизоляцией. При каждом нагревании этот слой будет стягиваться.
Важные нюансы в конструкции
Наибольшие сложности в адаптации трансформатора заключаются в увеличении показателя выходной силы тока. Для этого экспериментируют с шиной, которая ставится вместо вторичной обмотки. Опыт дает понять, что показатель сечения должен быть не меньше 160 кв. мм. Что касается напряжения в шине, то она не должна быть меньше 6 вольт. Важнейшим моментом при сборке трансформатора является соблюдение оптимальной изоляции сетевых обмоток. Если накладка была сделана неправильно, это приведет к нежелательным последствиям.
Три простых схемы сборки споттера своими руками
Как сделать самодельный споттер — пошаговые инструкции. Доступные компоненты и несложное изготовление. Схемы по сборке устройства из микроволновки, аккумулятора и инвертора.

Споттер — это обиходное название аппарата односторонней точечной сварки, предназначенного для ремонта кузовных деталей автомобилей. По своей конструкции он достаточно прост, поэтому изготовить споттер своими руками по силам любому домашнему мастеру, имеющему опыт работы с электротехническими устройствами.
Единственное, в чем нельзя ошибиться, — это выбор мощности, расчет силы тока и количества обмоток. Народные умельцы используют в качестве источников питания различные устройства, но не все они способны обеспечить оптимальные рабочие режимы.
К примеру, самодельный споттер из микроволновки даже при применении нескольких трансформаторов от этого бытового прибора, в основном, пригоден для выполнения прогрева. В случае отсутствия достаточно мощной электросети в месте ремонта используют аппараты с автономным источником, состоящие из аккумулятора и схемы прерывания напряжения.
Такие устройства имеют один существенный недостаток — ограниченное время работы. При сборке самодельного споттера можно воспользоваться различными системами управления: от простой кнопки с реле до инверторного источника. В последнем случае ток, поступающий из инвертора к месту сварки, регулируется с высокой точностью как по длительности, так по и амплитуде импульса.

Можно ли сделать споттер с заводскими характеристиками
Если правильно рассчитать параметры, выбрать надлежащие компоненты и качественно изготовить не только источник питания, но и инструментальные принадлежности, то самодельный споттер по своим функциональным возможностям ничем не будет отличаться от своего заводского собрата.
При наличии некоторых радиолюбительских навыков блок питания и необходимые провода несложно изготовить своими руками. В качестве сварочного пистолета можно использовать любое изделие подходящей формы, конструкция которого позволяла бы укрепить на его концах резьбовые контакты и была бы удобна в работе.
Для пистолета и обратного молотка потребуются несколько деталей, которые лучше всего выточить на токарном станке. Часть наконечников-электродов может быть сделана своими руками с применением обычного слесарного инструмента, но некоторые все же лучше заказать или приобрести готовыми.
Для того, чтобы работать самодельным аппаратом, могут потребоваться дополнительные приспособления (пуллеры, гребенки, штанги), которые также могут быть изготовлены самостоятельно. Расходные материалы для споттера (сварочные шайбы, шпильки, волнистая проволока, угольные электроды и пр.) стоят недорого и свободно продаются в специализированных магазинах.

Основные компоненты для сборки
- Корпус. Коробчатая конструкция из листового металла с передней и задней панелями. Обязательно наличие вентиляционных отверстий и клеммы заземления.
- Источник питания. В самом простом виде это переделанный своими руками трансформатор с защитным автоматом в первичной цепи.
- Кабели питания. Сварочный кабель должен иметь клемму для подключения к питанию и резьбовой контакт для присоединения к пистолету, а кабель массы — клемму и контактную площадку для сварного присоединения к кузовной детали.
- Схема управления. В минимальном варианте включает в себя кнопку-выключатель на пистолете, реле отключения входного напряжения, провода управления и блок питания цепи управления.
- Сварочный пистолет. На одном конце находится контактное резьбовое соединение для присоединения электродов и адаптеров, а на другом — гнездо для подключения сварочного кабеля.
- Оснастка. В базовом варианте включает в себя электроды для шайб и шпилек, обратный молоток и адаптер для подключения угольного электрода.
При условии, что все компоненты изготовлены без отклонений и ничего не придется подгонять и переделывать, для сборки своими руками потребуется обычный слесарный и электроинструмент. Из измерительных приборов могут понадобиться рулетка, штангенциркуль и мультиметр.

Сборка обратного молотка (инопуллера) своими руками
- стальной пруток длиной 60 см, диаметром 17 мм, с резьбой на обоих концах;
- стальная втулка со сквозным отверстием диаметром 15 мм, длиной 15 см и диаметром 40 мм;
- возвратная пружина;
- гайки и шайбы ограничителя хода;
- адаптеры для крепления электродов.
Вначале на конец прутка, предназначенный для крепления в пистолет, надевается шайба и плотно затягивается гайка. Затем пруток пропускается через втулку и возвратную пружину. На последнем этапе на нижнюю резьбу крепятся шайба и гайка, а затем навинчивается адаптер электрода.
Во время работы массивная втулка будет отталкиваться от пружины и совершать возвратно-поступательные движения между двумя шайбами.
Изготовление рабочего пистолета
Это связано с тем, что пистолет для споттера состоит всего из трех деталей: корпуса, контактного стержня и выключателя. Контактный стержень обычно изготавливают из латуни. На одном его конце находится резьба для крепления обратного молотка, а на другом — зажим для подключения питания.
Для тех, делает такие устройства собственными руками, поместить его в пистолетный корпус или использовать как есть — дело личных предпочтений. При этом, несмотря на низкое напряжение сварки, он должен быть обязательно заизолирован: таковы требования правил техники безопасности.

Трансформатор для споттера
При этом авторы этих поделок не сообщают, на какой ток рассчитаны их устройства, а это очень важно, т. к. проплавление поверхности металла при работе споттера должно происходить за доли секунд, никак не проявляясь с обратной стороны детали. Фабричные аппараты имеют мощность 3÷5 кВт при напряжении холостого хода 7÷8 В (напряжение при сварке – 1.5÷2 В).
Для споттера, собранного своими руками и предназначенного только для кузовного ремонта, достаточно мощности 1.5÷2 кВт. Рассчитать, сколько должно быть витков во вторичной обмотке трансформатора, несложно.
Для этого количество витков первичной обмотки (новой) надо разделить на частное от деления 220 на 7÷8. Обычно получается буквально несколько витков.
Если количество витков в сетевой обмотке неизвестно, то вторичное напряжение можно подобрать опытным путем, отматывая или добавляя витки. Необходимо отметить, что для массы и пистолета следует использовать кабели с одинаковым сечением, соответствующим максимальному току вторичной обмотки.
Схема блока управления
Во многих из предлагаемых устройств реализованы регулировки тока и напряжения холостого хода, а также управление длительностью сварочного импульса. Их изготовление предполагает определенную квалификацию, а применяемые детали не так уж и дешевы.
Выбор одной из таких схем целесообразен, если предполагается делать споттер для коммерческого использования в небольшой автомастерской. А для устройств, которые изготавливаются своими руками и используются в домашних условиях, имеются более простых решений.
Схема споттера на базе сварочного аппарата
Для народного умельца, который имеет минимальные навыки в электротехнике и использует собранный своими руками аппарат для ремонта собственной автотехники и автомобилей знакомых, вполне достаточно устройства на базе старого сварочного трансформатора средней мощности с простым блоком управления.
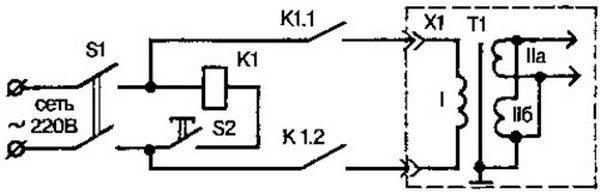
В этом случае оптимальный вариант — это система управления споттером из простых и доступных деталей, схема которой была опубликована в журнале «Моделист-конструктор» (см. ниже).

Автор использует серийный сварочный трансформатор мощностью 1 кВт с первичной обмоткой 200 витков (можно применить любой другой с подобными характеристиками). Вторичную он заменил двумя параллельными обмотками в 3 витка общим сечением 100 мм².
Расчетное напряжение холостого хода по этой схеме — примерно 6.5 В. S1 – это входной автомат устройства. S2 — кнопка отключения, при замыкании которой подается напряжение на контактор K1 и размыкаются его контакты K1.1 и K1.2. Контроль за длительностью сварочного процесса визуальный.
В принципе, данную схему управления споттером из сварочного аппарата несложно дополнить реле времени (в т. ч. электронным) и системой регулировки величины тока.
Корпус для споттера и финальная сборка
Иногда народные умельцы начинают эксплуатировать споттер, детали и провода которого просто разложены на верстаке или даже на полу. Этот вариант подходит только для отладки и подбора параметров, в постоянном режиме такой электрический установкой пользоваться нельзя.
Поскольку существуют различные варианты изготовления споттеров своими руками, то их компоновки корпусов могут быть также различными. К примеру, если сварочный трансформатор предназначен для работы на открытом воздухе, то в этом случае аппарат может иметь вид устойчивого основания с трансформатором, клеммной колодкой и отдельным корпусом системы управления.
В других случаях варианты с корпусами могут быть иными, но элементы системы управления всегда должны быть надежно защищены от внешнего воздействия.
На базе аккумулятора
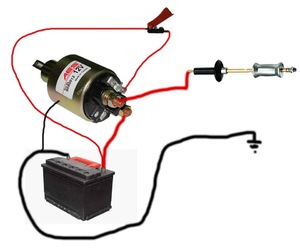
Корпус такого самодельного споттера может состоять из небольшой опорной рамы для установки АКБ, к которой крепится клеммная колодка и реле, управляющее выключением. Если это разовая работа, то можно обойтись вообще без корпуса, прикрепив реле хомутом к аккумулятору.
На базе бытовой микроволновки
Для изготовления споттера своими руками также подойдет трансформатор из микроволновки. В этом случае единственным ограничением является его мощность, поскольку большинство печей СВЧ рассчитаны на потребление менее 1 кВт.
Для решения этой проблемы можно использовать два-три трансформатора, включенные параллельно. Плюсом такого источника питания является небольшой размер используемых трансформаторов, которые можно разместить в ряд внутри малогабаритного корпуса.
В результате получится довольно компактный и мобильный споттер. Единственно, чем придется озаботиться, — охлаждение внутреннего пространства такого устройства.
Как сделать электрод для споттера
- для колец;
- для точечной сварки;
- для волнистой проволоки;
- для сварки угольным электродом;
- для треугольных шайб;
- для шпилек и гвоздей.
Изготовить их самостоятельно не так уж и сложно, но требуются определенные навыки и наличие соответствующего оборудования. Как вариант, можно своими руками изготовить только самые простые насадки, а более сложные заказать в мастерской с токарным и сверлильным оборудованием.
В аккумуляторных споттерах в качестве источника питания обычно используют батареи емкостью 40÷60 А·ч. Если кому-нибудь приходилось работать с такими устройствами, напишите, пожалуйста, в комментариях: насколько быстро разряжается аккумулятор и как изменяется качество сварки по мере его разрядки.
Как сделать споттер своими руками
1. Что вам понадобится
- Электрический трансформатор на 220 В
- Трансформатор переменного тока (подойдет для галогенных ламп)
- Кабель
- Магнитный пускатель
- Диодный мост (от автомобиля)
- Тиристор ПТЛ-50 (или любой с напряжением в 220 В и силой тока 50 А)
- Реле 12 В (от автомобиля или трактора)
- Электропровод с вилкой
- Реле времени с регулировкой импульса
- Мультиметр
- Паяльник
- Электромонтажный инструмент
- Электроды для точечной сварки
2. Этапы работ
Собираем источник тока
При наличии базовых знаний в области электрики собрать споттер своими руками не составит труда. Начинают всегда с проработки электросхемы. Ниже идет описание ее составляющих и наглядное изображение.
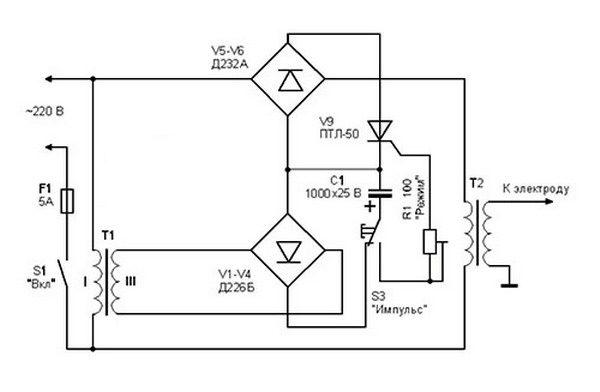
Основой для получения сварочного тока служит трансформатор (на схеме Т2). Можно взять старый от микроволновки или от системы освещения. Главное, чтобы его обмотка была целой. Если же она повреждена, то необходимо выполнить новую первичную обмотку магнитопроводом – 200 витков провода 2,5 кв. мм. Самостоятельно выполняют сетевую обмотку изолированным кабелем. Предпочтительно сечение в 50 кв. мм – от 3 до 7 витков. К электросети она подключается через диодный мост (на схеме V5-V8) – можно взять диодный мост от автомобиля. В его диагональ включается тиристор электронного реле (на схеме V9). Реле используется на 12 В – подойдет реле от любого транспортного средства.
Трансформатор с сетевой обмоткой
Еще один важный компонент схемы – это вспомогательный трансформатор, от которого идет питание цепи управления тиристором (на схеме Т1). Можно установить обычный электротрансформатор, который применяется при подключении галогенных ламп.
Вспомогательный трансформатор

Также в цепи имеется выключатель для подачи питания напряжением в 220 В (на схеме S1), конденсатор (С1), переключатель (S3), выпрямительный мост (V1-V4), переменный резистор (R1). Эти компоненты можно купить в магазине радиотехники или вытащить из ненужных приборов, если они в рабочем состоянии.
Схема споттера для сварки
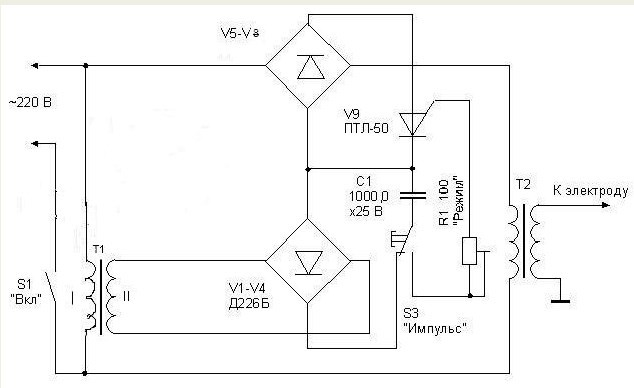
Согласно этой схеме можно описать последовательность работы всех компонентов. Выключатель замыкает контакты, что способствует подаче тока с напряжением 220 В на первичную обмотку вспомогательного трансформатора, узла управления тиристором. Начинается заряд конденсатора, который подключен к выпрямительному мосту через замкнутые контакты переключателя. Пока тиристор закрыт, главный трансформатор обесточен – на его первичную обмотку не подается ток. Для начала работы нужно нажать кнопку переключателя, тогда заряженный конденсатор подключится к управляющему электроду тиристора через переменный резистор. За счет этого сетевое напряжение поступит на первичную обмотку главного трансформатора. А во вторичной его обмотке появится мощный импульс тока, который и необходим для точечной сварки. Чтобы регулировать длительность этих импульсов в цепь встраивается реле времени – максимальная длительность может составлять 0,1 сек. За этот короткий промежуток сила тока во вторичной обмотке трансформатора может быть 350 – 500 А. Как только конденсатор разрядится, устройство переходит в исходное состояние – рабочий цикл заканчивается.
Важно помнить! При самостоятельном изготовлении трансформатора и выполнении электрических соединений следует хорошо сделать изоляцию обмоток. Ведь от этого будет зависеть безопасность эксплуатации оборудования. Первичные обмотки трансформатора рекомендуется заизолировать лакотканью или бумагой, вымоченной в парафине – не меньше 5 – 6 слоев.
Если вы не хотите собирать все по частям, есть более простой вариант. За основу берется старый сварочный инвертор – в нем уже имеется вся электрическая схема. Вам останется ее доработать, чтобы аппарат мог варить в режиме точечной сварки, как это описано выше. Необходим тиристор на 200 В, трансформатор с понижением напряжения до 122 В для управления реле с кнопки, реле с силой тока в 30 А, диодный мост. Также нужна контактная группа на 220 В и кнопка управления. Предстоит увеличить силу тока, выдаваемую инвертором. Для этого с катушки снимают вторичную обмотку и делают из нее 2 шины (сечение не менее 160 кв. мм, а значение напряжения 6 В). Шины изолируют с помощью изоленты и малярного скотча в таком порядке: слой изоленты, слой скотча, слой изоленты. Затем их наматывают на трансформатор в несколько витков. Такое решение помогает повысить выходную силу тока до 1500 А, что и необходимо для импульсной сварки.
Выполняем корпус
Компоновка всех элементов схемы делается в корпусе. Можно взять металлический короб от старого оборудования или сварить новый, специально под размер, чтобы разместить внутри все детали. Для каркаса, к примеру, подойдет металлический уголок в 25 мм, а стенки можно обшить стальными листами толщиной не более 1 мм. Для охлаждения в боковой стенке можно прорезать вентиляционные отверстия. Хорошо, если крышка или одна из стенок будет съемной. Тогда сделанный своими руками споттер можно разбирать для доработки или замены электрокомпонентов.
Пример размещения деталей в корпусе
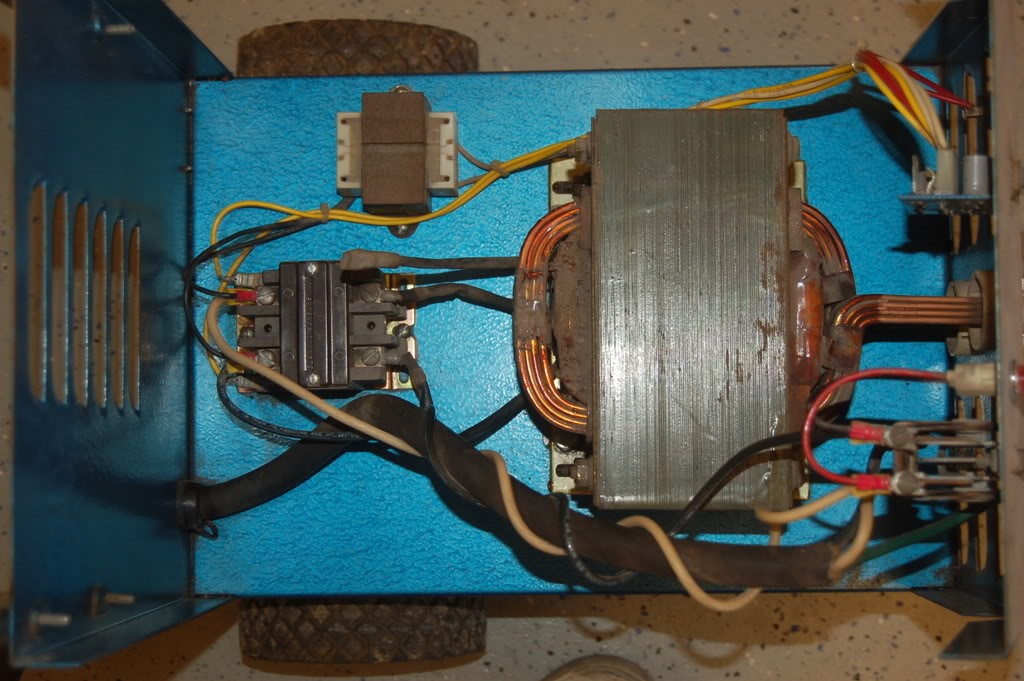
Совет: для крепления электрокомпонентов в корпусе можно взять металлические планки и посадить их на шурупы.
До сборки и установки крышки обязательно протестируйте споттер, замерьте силу тока и мощность, чтобы убедиться в правильном функционировании.
Подключаем сварочный пистолет
Итак, источник сварочного тока собран и соответствует необходимым рабочим параметрам. Теперь нужно присоединить к нему инструмент. Вы можете купить готовую консоль для электродов и клещи, либо сделать рабочий инструмент самостоятельно. Многие умельцы используют для этой цели каркас строительного пистолета, в котором можно закрепить электрод и присоединить к нему провод. Получается вполне пригодное для односторонней сварки приспособление. Его соединяют с источником тока гибким кабелем (сечение не менее 50 кв. мм). А длина должна быть не более 2,5 м. Кроме того, понадобится кабель массы. Его можно купить готовый – вместе с клеммой. У него длина не должна превышать 1,5 м.
В этой статье изложено лишь несколько идей по сборке споттера своими руками. Увлеченные мастера экспериментируют и с другими способами создания такого аппарата, например, в качестве источника тока используют аккумулятор, мастерят двухсторонние клещи для электродов и т.д. Вы действительно загорелись этой идеей? Тогда советуем изучить форумы, посмотреть видеоролики и фотографии готового оборудования. Ведь в рамках одной публикации вместить все знания и опыт умельцев довольно проблематично. Наша статья подготовит вас к более глубокому изучению темы. Если вы потратите достаточно времени на сбор информации и подготовку, то у вас получится рабочий самодельный споттер. А необходимый инструмент вы можете заказать на нашем сайте.
Как своими руками собрать споттер из сварочного аппарата

Споттер (spot с английского – место, точка) – это устройство для сварки по точкам, оно активно используется в процессе работ по рихтовке автомобиля. Кузовные работы требуют от исполнителя предельной точности и воссоздания изначальной геометрии элемента. Необходим специальный инструмент для создания идеального внешнего вида. Рихтовщики часто применяют споттеры, которые помогают без демонтажа вернуть изначальное состояние детали. Аппарат относительно дорогостоящий, но возможно изготовить споттер своими руками.
Особенности применения споттера
Аппарат в работах по рихтовке применяют для:
- корректировки поверхности кузова без демонтажа;
- сварки кузовных элементов.
Особенно удобен и эффективен аппарат для воздействия на участки или детали машины со скрытым либо неудобным расположением. Споттер применяется при невозможности использовать альтернативные методы рихтовки из-за ограниченного доступа к повреждённой области.
Принцип работы инструмента сводится к нескольким основным этапам:
- Зачистка повреждённой области от лакокрасочного покрытия, шпаклёвки, остатков грунтовки и т. д.
- Приваривание особых деталей крепежа к деформированному участку.
- За фиксатор зацепляют инерционный молоток, им выравнивают металл.
Полезное свойство устройства – способность прогревать деталь. В процессе нагрева и остывания быстрее и эффективнее восстанавливается форма и жёсткость.

Иногда, когда возникает необходимость выполнить срочные работы по сварке, мастеру никак не обойтись без специального аппарата
Как работает споттер?
В устройства задействуется инвертор, но также используется аккумулятор и трансформатор для споттера. В основе инструмента лежит принцип работы молотка, он воздействует на одну точку, единственным отличием является обратная направленность эффекта.
Стандартный пример работы:
- обратный молоток – это направляющая и утяжелитель на ней, который прикрепляется к деформированному участку;
- тяжёлая шайба движется по направляющей в сторону, противоположную вмятине. Инструмент обеспечивает расправление металла по точкам.
Стандартное электрическое приспособление для рихтовки способно работать в двух режимах:
- непродолжительный. Направляющая фиксируется в желаемом месте с помощью колец;
- сварочный. Для сварки установка переводится на минимальные показатели мощности и вставляется угольный электрод.
Споттер своими руками на основе инверторов
Существует ряд схем, по которым изготавливается самодельный споттер. Споттер из сварочного аппарата своими руками является самым известным и простым в исполнении методом изготовления установки. Чертёж споттера из инвертора распространён в сети в различных модификациях, популярность обусловлена высокой мощностью установки.

Собрать споттер своими руками из сварочного аппарата
Аппарат причисляют к разновидностям контактного вида сварки, для использования не требуются клещи. По указанному параметру споттер сравним с электродуговой сваркой, где ток проходит через корпус авто. Клемму «минус» фиксируют на кузове, а в роли контакта на «плюс» будет использоваться насадка и шток.
Схема инверторного споттера
Самодельный споттер своими руками, который собирается из полуавтомата, требует использование двух основных запчастей:
- реле тиристора;
- сварочного инвертора.
Своими руками собрать самый простой споттер легко при наличии:
- трансформатора, он призван снижать напряжение до 12 В, его требуется установить для управления реле через кнопку;
- тиристора 200 В;
- реле 30 А;
- диодного моста;
- переключателя контактов на 220 В;
- кнопки для регулировки работы.
Мост из диодов включается в сеть до трансформатора. К мосту подключают тиристор от реле. Трансформаторная установка пригодится для питания ветки управления в цепи тиристора.

Схема инверторного споттера
Споттер своими руками из полуавтомата имеет следующую схему:
- Когда произойдёт нажатие на кнопку управления S3, активируется разряжение конденсатора C1, кратковременно активируется резистор R1 вместе с тиристором V9.
- Напряжение поступает на обмотку трансформатора через блок диодов Д232.
- Запускается процесс сварки кузова посредством электрода.
- Когда конденсатор C1 потеряет заряд, закрывается тиристор и напряжение с трансформатора перенаправляется.
- После обесточивания обмотки процесс сварки завершается, теперь конденсатор С1 переходит в режим накопления энергии от трансформатора T1.
Если перед тем как сделать споттер своими руками, не удалось найти мост диодов и тиристор, есть возможность их замены симисторами.
Для качественной работы споттера на основе автомата важно тщательно продумать конструкцию и схему устройства. Даже дешёвые устройства должны соответствовать минимальным требованиям к установке.
Материалы
Споттер из сварочного аппарата потребует наличие материалов и инструментов для создания установки. Необходимо листовое железо 35-40 см2, так как сделать споттер без него не получится из-за риска перегрева. Температура на самодельном оборудовании повышается только в местах после кабеля, дополнительно сильный нагрев наступает на штоке из железа в диаметре 16 мм. Для снижения температуры на штоке предпочтительно использовать латунь.

Сварочный трансформатор под споттер, предназначенный для точечных работ, несколько отличается от классической конструкции
Характеристика силового кабеля определяется в зависимости от мощности споттера, но предпочтительно выбирать 70 мм2 и больше. Провод на массу лучше взять длиной 1,7 м, а для подключения молотка – 2,1 м. Споттер своими руками из аккумулятора желательно оснащать управлением с посредством импульсов через тиристор ТЧ-40.
Изначально наружная обмотка трансформатора наносится с помощью шины из меди с размерами 6, 5, 4 на 3-м слое обмотки. Допускается при использовании батареи заменять провод на алюминиевый. На вторую обмотку наносится дополнительно ещё две. В конце работ аппаратура на основе аккумулятора должна получиться из алюминия или меди с площадью 250 мм2 (5 обмоток по 6 витков).
Важно обращать внимание не только на функциональность установки, но и на удобство эксплуатации. Конструкция инерционного молотка создаёт условия для безопасного и лёгкого использования аппарата. Преимущественно используется запчасть клеевого пистолета.
На силовой кабель обязательно накладывается слой термоизоляции и провод для коммутации. Термоизоляцию стоит накладывать с запасом, так как при нагреве она стягивается и участок может оголиться.
Ключевые функции и технические характеристики споттера
Независимо от рода устройства: заводская (используется в промышленности) или самодельная конструкция, у них одинаковые функции:
- сваривание элементов корпуса с использованием ремонтных шайб;
- точечная сварка электродом из металла. Штырь подбирается прочный, чтобы с его помощью удалось вытянуть корпус;
- способность нагревать детали корпуса посредством электрода углеродного типа и резко охлаждать основу. Подобная функция способствует созданию осадки металла;
- за счёт двух режимов работы улучшается эффективность и простота применения устройства. При активации первого режима наступает стабильная работа, он предназначен для использования с углеродным электродом. Второй режим подразумевает непродолжительное включение, время активности выставляется вручную. Используется вместе с железным электродом, нередко применяется для установки шайб;

Споттеры для точечной сварки должны быть ограничены временем сваривания детали
В аппарат встроена охладительная система и термостат для деактивации в случае сильного нагрева. Отключение и включение выполняется автоматически при достижении установленных отметок.
Базовые характеристики споттеров:
- напряжение в сети питания для правильной работы установки – 220 В (иногда 380 В);
- частота переменного тока – от 50 до 60 Гц;
- предельная мощность аппарата – 10 кВт;
- сила тока в режиме максимальной нагрузки – 1300 А;
- напряжение во 2-м слое обмотки сварочной установки – 8-9В;
- диапазон времени активности – от 0 до 1,2 с;
- 2 режима работы: с включением таймера (для сварки по точкам) и непрерывная работа в стандартном режиме и темперировании;
- производительность при установке режима точечной сварки при соотношении с предельной мощностью на выходе – 15%;
- производительность в случае использования угольной сварки в отношении к максимальной мощности на выходе – 75%;
- усилие на разрыв иглы – свыше 100 кг;
- тяговое усилие в отношении шайбы – свыше 100 кг;
- габариты конструкции – 380х290х840 мм;
- масса – 32 кг.
Как сваривать детали с помощью споттера?
Сегодня разработана единая технология использования установки, которая применяется всеми профессиональными рихтовщиками. Чаще всего методика уместна для работы с деформированными деталями, находящимися в труднодоступных местах. Такая сварка используется для рихтовки повреждённых крыльев, дверей, стоек. Споттер пригодится для корректировки любой поверхности, которая нуждается в выравнивающих усилиях с обратным направлением.

Контактная сварка нуждается в коротком импульсе напряжения
Сварка по точкам задействует передающийся ток для создания сцепления с деталью. Далее, к участку прикрепляется упор или инерционный молоток. Перечисленные манипуляции обеспечивают быстрое и качественное восстановление кузова.
После довода кузовного элемента к изначальному состоянию зацеп убирается, а поверхность зачищается. Шлифовка необходима из-за наличия на корпусе остатка металла от сварки, иначе гладкую поверхность установить не получится.
Технология работы со споттером:
- Повреждённый участок детали очищают от всего покрытия, должен создаться качественный контакт с металлом.
- К зачищенному месту подключают контакт для заземления.
- Приваривают крепеж для зацепа инструментов.
- При помощи инструментов для выравнивания металлов зацепляются за фиксатор.
- Вытягивают участок до восстановления изначального состояния или близкого к нему.
- Прикреплённый зацеп круговыми движениями отрывают вручную.
- Зачищают поверхность до восстановления гладкого состояния и готовят её к шпаклёвке и окрашиванию.
Споттер по типу работы подобен сварочной установке, для его использования желательно иметь базовые навыки выполнения сварки. В процессе манипуляций обязательно нужно следить за правилами эксплуатации и личной защиты. Аппарат пригодится для всех типов восстановительных работ с кузовом авто, где требуется точечное воздействие.
Советы специалистов
Мастера с опытом выполнения кузовных работ рекомендуют:
- следить за заземлением корпуса – это обязательная мера безопасности. От аккумулятора следует отключать клемму «минус»;
- дополнить схему споттера вспомогательными элементами цепи для предотвращения перегрузки и повышения мощности;
- при желании рихтовать аппаратом силовые элементы авто выбор отдавать более мощным аппаратам. В них устанавливается стальной прут вместо электрода.
Собственноручно создать споттер несложно при наличии всех материалов и времени, только важно продумать расположение и тип элементов схемы. Простейшее устройство позволяет рихтовать авто в гараже, но на производствах его будет недостаточно.
Споттер из сварочного аппарата своими руками
Споттер – это сварочный агрегат, используемый специально для организации точечной сварки, а также позволяющий заниматься работами по рихтовке тонких листовых заготовок. Особо распространен этот вид сварки в мастерских, сотрудники которых занимаются рихтовочными работами, требующими предварительной разборки кузова. Использование споттера позволяет избежать обязательного демонтажа несущих частей автомобиля и выполнять рихтовку поверхностей, обходясь без обратного молотка (рисунок далее по тексту).

В данном случае сварочная процедура применяется с целью точечного закрепления на восстанавливаемой поверхности дополнительного держателя, потянув за который удаётся выправить имеющуюся вмятину.
Свойства точечной сварки
Конструкция этого устройства несколько отличается от типовых агрегатов с непрерывно горящей дугой. Изготовить споттер из сварочного аппарата своими руками можно лишь при условии знания основных принципов формирования рабочего тока. Дело в том, что при контактном методе сваривания разогрев происходит не путём расплавления металла, а путём концентрации тепла в точечной зоне между заготовкой и электродом.
В случае ошибочно выбранного режима контактного сваривания (при недостатке опыта у оператора) нередко наблюдается залипание электрода, что может привести к неприятным последствиям в виде КЗ или даже к поломке агрегата. Именно поэтому точечный сварочный аппарат изготавливается с тем расчётом, чтобы время сваривания было строго ограничено и не превышало секунды.
Помимо этого, такое устройство рассчитывается на небольшие значения действующего напряжения (поскольку розжига дуги в данном случае не требуется) и на значительные по величине рабочие токи. В связи с этим входящий в его состав трансформатор (ТТ) также должен выдерживать большие токовые нагрузки, достаточные для качественного прогрева места сварки.
Особенности переделки
Изготовить аппарат точечной сварки своими руками удаётся без излишних усилий, если воспользоваться вариантом переделки его из ненужного сварочного устройства. При подготовке к работам необходимо будет обратить внимание на следующие моменты:
- Для рядового ТТ напряжение при работе на холостом ходу (х. х.), как правило, выбирается не более 70 Вольт;
- В ситуации с агрегатом для точечной сварки этот показатель не должен превышать 6-ти Вольт;
- Для реализации данного условия потребуется новая вторичная обмотка, рассчитанная на пониженное значение выходного напряжения.
Обратите внимание! Изготовить новую низковольтную катушку можно и путём её намотки поверх имеющейся вторичной обмотки (если место позволяет).
В противном случае лучше размотать прежнюю «вторичку» и воспользоваться её проводом для формирования новой рабочей обмотки.
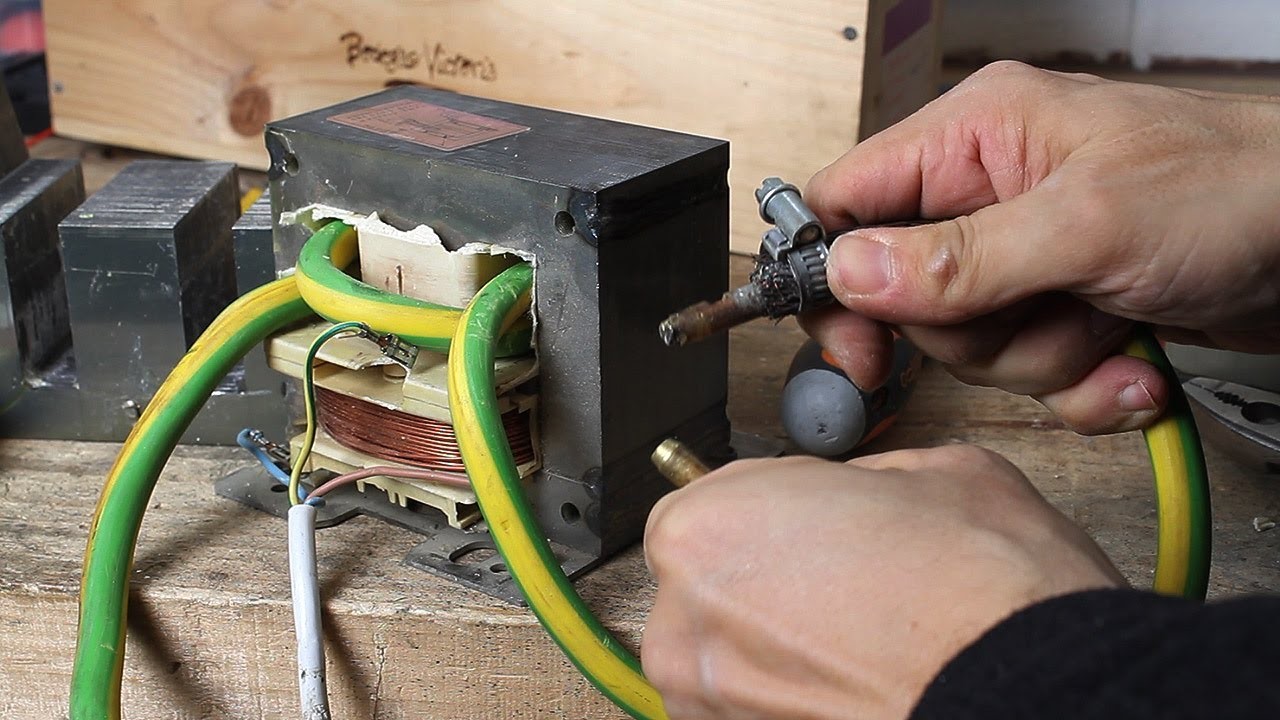
Перед тем, как сделать точечную сварку с обновлённым трансформатором, желательно ознакомиться с существующими типами этих электротехнических изделий и постараться выбрать наиболее подходящий из них.
Типы сердечников
Сердечники, используемые в сварочных трансформаторах, могут иметь несколько различных исполнений (рисунок ниже).
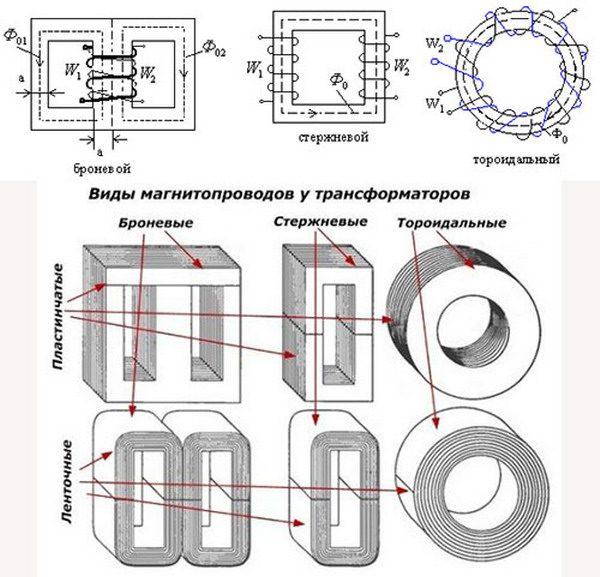
Среди них особо выделяются следующие типы ТТ:
- С так называемым «Ш-образным» или броневым сердечником;
- Со стержневым основанием (в виде буквы «О»);
- И, наконец, с сердечником, выполненным в виде тора.
Из всех перечисленных вариантов самым подходящим для рассматриваемых целей является трансформатор с тороидальным сердечником, имеющий небольшие габариты и сравнительно малый вес (смотрите рисунок далее по тексту).
![]()
Дополнительная информация. Сечение такой жилы в любом трансформаторе будет определяться предполагаемым током сварки.
Чтобы точечная сварка своими руками работала нормально, выходной ток агрегата должен быть не менее 1000 Ампер. Последнее означает, что в выходной обмотке ТТ должен использоваться достаточно толстый провод. Данному требованию полностью удовлетворяет выбранный вариант тороидального сердечника, поскольку места для размещения выходной обмотки в нём имеется предостаточно.
Вторичная обмотка
Выбор параметров
При переделке ТТ основное внимание следует уделить параметрам вторичной обмотки, определяющим выходные характеристика аппарата (его нагрузочный ток, в частности). При этом важно подобрать такое сечение шины, которое бы обеспечивало плотность тока порядка 8 А/мм² (при площади сечения около 120 мм²). Поскольку при намотке на тор обращаться с такой толстой шиной очень трудно, чаще всего ограничиваются значением в 80 мм².
Обратите внимание! Указанное сечение удаётся получить, если сложить вместе несколько проводов чуть меньшей толщины.
Для облегчения условий переделки ТТ под точечный агрегат желательно предварительно рассчитать требуемое для его перемотки количество провода. После этого можно будет (исходя из занимаемого обмоткой места) определиться с тем, войдет ли она в оставшееся на торе свободное пространство или нет.
Важно! В том случае, когда новая намотка не вмещается в тор, старую вторичную катушку придется полностью разобрать (демонтировать).
Для удобства обращения с новыми проводами в процессе намотки их рекомендуется обмотать изоляционной лентой на основе ткани. Для определения точного числа витков, влияющих на величину выходного напряжения, советуем воспользоваться методом пробной намотки проводом небольшого сечения в изоляции.
Поскольку обмотка в этом случае не подключается к нагрузке, сечение пробного провода большого значения не имеет. Опыт показал, что при прикидочных испытаниях достаточно использовать не более 10-ти витков. После их намотки трансформатор следует включить в сеть и измерить выдаваемое пробной катушкой напряжение, после чего оно делится на число витков. В результате получается цифра, показывающая количество витков, необходимых для получения на выходе одного вольта.
Так как в данном случае необходимо получить 6 Вольт, умножив полученное по итогам пробного подключения число на 6, получим требуемое количество витков.
Для того чтобы изготовить новый аппарат своими руками, предварительно следует рассчитать нужное для перемотки ТТ количество провода. После этого можно будет (исходя из занимаемого шинной обмоткой места) определяться с тем, войдет ли она в оставшееся на торе свободное пространство.
Схемы обмотки и её размещение
Схема включения и порядок размещения «вторички» зависят от типа выбранного сердечника. При заявленном нами тороидальном основании ТТ её удобнее разделить на две половинные обмотки, включаемые последовательно (по 3 Вольта каждая).
С целью повышения нагрузочной способности (увеличения сварочного тока) можно сделать две обмотки по 6 Вольт каждая и соединить их параллельно. Выходное напряжение в этом случае не изменится, а нагрузочный ток может быть увеличен вдвое. Такой вариант исполнения позволяет решить вопрос большого сечения вторичной шины, которое после этого может быть уменьшено наполовину.
Различные виды соединений таких обмоток показаны на картинке, размещённой ниже по тексту.

Порядок их подключения очень важен для получения требуемых выходных параметров, а допущенные при этом ошибки могут привести к совсем другим показателям. Так, в частности, если ошибиться при монтаже и включить две обмотки встречно, в результате они окажутся замкнутыми одна на другую и на выходе выдадут нулевое напряжение, что равнозначно КЗ.
На концах уже готовых вторичных обмоток следует обустроить методом обжима специальные наконечники.
Схема управления
Для управления сварочным процессом используются короткие импульсы, формируемые в специальной электронной схеме. При изготовлении споттера на основе старого агрегата также необходимо предусмотреть блок управления, позволяющий коммутировать значительный по величине выходной ток.
Для решения этой задачи сформированные вручную импульсы подаются на первичную обмотку ТТ (простейшая управляющая схема изображена на рисунке ниже).
К недостаткам такого управления следует отнести:
- Посредством приведённой на рисунке кнопки коммутируется сетевое напряжение, что крайне опасно;
- При размыкании механических контактов происходит сильное искрообразование;
- Даже если заменить включатель сети тяговым реле от стартера, управляемым кнопочным механизмом, то такая схема, несмотря на усовершенствование, всё равно будет недоработанной.
Обратите внимание! Для реализации тягового принципа допускается использование комбинации «мощный пускатель плюс автомобильное реле» (причем последнее может быть любой марки).
При выборе этого сочетания реле срабатывает при подаче напряжения 12 Вольт, а его переключение вызывает срабатывание силового контактора. Однако и данный вариант управления не лишён недостатков, поскольку в этом случае не удаётся точно задавить интервал воздействия (ширину импульса).
Для тех, кто владеет азами электроники и умеет обращаться с паяльником, подойдёт более сложная в исполнении, но зато надёжная в эксплуатации электронная схема управления (смотрите фото ниже).
Здесь на входную обмотку ТТ рабочие импульсы поступают с электронного прибора – тиристора, открываемого при воздействии напряжением на его управляющий электрод. Включённый в его цепь конденсатор (С1) при разомкнутом кнопочном контакте заряжается через элементы V1-V4 диодного моста. При нажатии кнопки емкость разряжается через резистор R1 и непосредственно через цепь управляющего электрода тиристора, что приводит к его включению.
Находиться во включённом состоянии электронный прибор будет до тех пор, пока конденсатор полностью не разрядится (этот интервал можно подстроить переменным резистором R1). Для последующей операции запуска кнопку нужно сначала отпустить, а затем опять нажать (её выдержкой и определяется сварочный интервал).
Трансформатор T1 может быть любого типа (с напряжением на вторичной обмотке 12 Вольт). Параметры тиристора должны удовлетворять условиям эксплуатации, то есть допускать его работу при напряжениях до 400 Вольт и токах не менее 50 Ампер. Для этих целей вполне подойдёт электронное изделие марки Т132-50.
В заключительной части обзора напомним, что сварочное оборудование типа «споттер» чаще всего востребовано при кузовном ремонте и подобных ему работах с листовым металлом. В связи с этим при выборе выходной мощности самодельного агрегата обязателен учёт толщины листового материала, с которым преимущественно предстоит работать.