Сварка без сварочного аппарата и электричества
Как легко и правильно сваривать металл электродами начинающим
На сегодня без сварки трудно себе представить современную жизнь, а поэтому, число людей соприкасающихся с ней в работе или быту, постоянно растет. Стать хорошим сварщиком — задача не из простых. Но это значит обеспечить себя востребованной, интересной и высокооплачиваемой работой. И даже если у вас уже есть другая профессия, умение самостоятельно сварить какую-либо металлоконструкцию будь то забор, гараж, теплица или что-либо иное, не останется невостребованным. Как правильно варить дуговой сваркой электродами, для начинающих это серьезный вопрос. Разберемся с ним в данной статье.
Азы электросварки

Итак, подробно рассмотрим с чего лучше начать, или же дуговая сварка для начинающих.
Во-первых, вкратце разберемся с теорией сварочных работ. Чтобы понять суть процесса, прежде нужно расшифровать несколько терминов:
Сварочная дуга – это длительный электрический разряд (создающийся с помощью сварочного аппарата) существующий благодаря поддерживаемому электрическому полю, расплавляющий участок стыкуемого элемента. Температура сварочной дуги очень высока, она колеблется от 6000 до 8000 °С.
Длина дуги – это расстояние от конца электрода до изделия. Длина дуги бывает:
- короткая — 1-1,5мм;
- нормальная-1,5-2мм;
- длинная -более 3мм.
Эффективно использование короткой дуги. Именно так обеспечиваются хорошая защита и малое тепловложение при сварке. Чем больше длина дуги, тем хуже защита и выше напряжение на дуге, а вследствие выше и температура шва.
Повышенная температура шва может привести к перегреву металла. Последующим деформациям, а в случае с легированными сталями и к выгоранию легирующих компонентов.
Электрод – металлический стержень, на который нанесен слой того или иного покрытия, улучшающий его свойства. При сварке сердечник электрода расплавляется и формирует шов. Они подсоединяются к сварочному аппарату и через него подводится ток к свариваемому элементу.
Сварочная ванна – расплавляемый при сварке участок стыкуемого элемента, где происходит смешивание частиц элемента и расплавленного электрода.
Температура сварочной ванны выше чем температура плавления свариваемого металла, обычно превышение над температурой плавления составляет 100-500°С.
Как происходит сварка плавящимся электродом?
Процесс происходит таким образом: зажигается дуга, металл стыкуемой детали и электрода плавятся и перемешиваются в сварной ванне, при остывании расплавленного металла получается сварочный шов. Чем больше сварочный ток, тем глубже проплавляется металл (провар).
Дуговая сварка может осуществляться под воздействием постоянного (DC) так и переменного тока (АС).
Процесс проводимый на переменном токе на практике используется довольно редко из-за того, что горение дуги нестабильно. В основном на переменном токе сваривают толстолистовой металл, поскольку именно при переменном токе возможно получить наибольшую температуру, требующуюся для проплавления деталей.
Также незаменима в случае сваривания намагниченного металла, поскольку в данном случае использование постоянного тока исключается. Из оборудования необходим трансформатор и специализированный сварочный аппарат.
Процесс на постоянном токе наиболее распространена, поскольку сварочная дуга в процессе горит более стабильно, что позволяет получить шов при меньших трудозатратах, также при данном виде сварки образуется меньше брызг, что тоже упрощает работу сварщика. Из оборудования необходим выпрямитель или инвертор.
Обозначениями типов сварки
Зачастую, новички в сварочном деле сталкиваются с различными обозначениями типов сварки MMA, MIG, MAG, TIG. Что же значат эти буквы? Давайте поподробнее разберем каждый из перечисленных типов.
ММА — это ручная дуговая сварка плавящимся штучным электродом. Это ростой вид сварки, используемый как в промышленности, так и в быту.

MIG — это дуговая сварка в среде инертного газа, механизированная. В качестве плавящейся присадки применяется проволока.
MАG — это дуговая сварка в среде активного газа, с плавящимся проволочным электродом.
MIG/MАG наиболее производительны по сравнению с ММА.

TIG — это дуговая сварка, неплавящимся электродом в среде инертного газа. Как видно из названия, для неё применяют вольфрамовые электроды, имеющие очень высокую температуру плавления (более 3000°С).
Перечислим основные достоинства:
- Невысокая цена материалов и сварочного оборудования;
- можно осуществлять в различных положениях;
- Широкий спектр металлов;
- Возможно проведение в стесненном пространстве;
Перечислим основные недостатки:
- Сильное влияния на качество сварного шва профессионализма исполнителя;
- Наличие значительного выделения вредных веществ, воздействию которых подвергается сварщик;
- Невысокая производительность;
- Отклонение дуги из-за намагничивания металла
Какие же электроды применяют?
- с основным покрытием
- с кислотным покрытием
- электроды с целлюлозным покрытием
- электроды с рутиловым покрытием
Многие сталкиваются с вопросом как же выбрать необходимый электрод? Подбор диаметра электродов осуществляется по таблице, предоставляемой производителем (обычно указываемой на упаковке), выбирают по толщине заготовки. Подробнее читайте в нашей статье.
Что нужно для работы инвертором
Сварочный аппарат инверторного типа или источник питания необходимый для создания сварочной дуги. Существует огромное количество различных производителей и марок инверторов, разумеется, цены на инверторы значительно отличаются.
Однако, принцип работы всех инверторов одинаков, различия существуют в вольт-амперной характеристике и качестве оборудования.
Чтобы приступить к работе необходимо:
- Сварочный аппарат;
- Электроды;
- Маска;
- Сварочные краги;
- Спецодежда (роба) и спецобувь
- Молоток (секач) сварщика
- Щетка по металлу
Если вы в первый раз решили попробовать себя, выбирайте недорогие материалы и инструменты. Для обучения подойдет сварочный инвертор средней ценовой группы (который можно взять в аренду), электроды 3 мм и маска Хамелеон.
Как правильно сварить металл?

Для правильного выполнения процесса необходимо изучить и поэтапно выполнить все операции, описанные ниже.
Также необходимо помнить, что новичку нужно в первую очередь следить за качеством работы, тщательностью выполнения операций и отработкой навыков, а не за скоростью производства работ.
Итак, первый этап – подготовка:
- Собираем все необходимые инструменты и приспособления, надеваем спецодежду;
- выполняем зачистку кромок детали, обезжириваем их;
- подключаем электрод;
- выполняем предварительную сборку на прихватки; размер прихватки может быть различным, обычно прихватки выполняют по 10-50 мм, либо в виде точек (для маленьких деталей).
Когда речь идет о работе с трубами, длина прихватки должна быть не менее 2-5 толщин стенки трубы.
Второй этап – сварка элементов. Процесс начинается с розжига дуги. Есть два основных способа:
1ый – касанием: сварочная дуга зажигается при коротком прикосновении к поверхности металла, важно сразу убрать дугу, чтобы не произошло залипание.
2ой – чирканьем: сварочная дуга зажигается при проведении (как спичкой) по поверхности металла. Данный способ предпочтителен, поскольку при нем металлу сложно залипнуть, но он не всегда применим ввиду стесненных условий.
Важный момент при сварке — это наклон электрода. Если вы усвоите как правильно держать электрод, то сможете избежать многих неприятных последствий. Существуют три основные положения:
1.Углом вперед – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя острый угол между дугой и швом. При таком положении выполняют горизонтальные, а также вертикальные швы, потолочные швы, а также выполняют стыковку труб при отсутствии возможности поворота трубы при сварке.
2. Углом назад – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя тупой угол между дугой и швом. Данное положение подходит для угловых и стыковых соединений.
3. Под прямым углом – между дугой и швом образуется угол 90 градусов. Такое положение наиболее часто применимо в труднодоступных местах.
Движения электрода при сварке.
Для получения качественного шва, крайне важно какими будет траектория движения.

Существуют различные способы:
- Круговые или же эллиптические — при вертикальном расположении стыка. При выполнении процесса этим способом равномерно прогреваются и провариваются обе кромки. Сами круговые движения выгоняют шлак из ванны.
- Движения треугольником. Движение по траектории треугольника чаще всего применяют для угловых швов. Так же как и при круговых обеспечивает хороший прогрев кромок и провар корня шва. Данный способ часто применяется при соединении деталей свыше 6мм.
- Проводка электрода по z-образной траектории. Использовать лучше для деталей с толщиной стенки меньше 6мм. Характерен для выполнения процесса в нижнем положении и встык.
Положения при сварке.
Различают следующие положения: нижнее, горизонтальное, вертикальное, а также потолочное.
Сложность работ при разных пространственных положениях шва значительно отличается. Самым простым считается выполнение в нижнем положении, детали находятся внизу, а сварщик над ними. Именно с таких швов следует начинать тому, кто не занимался ранее.
Потому что расплавленный металл не вытекает из сварочной ванны, что делает процесс сварки значительно легче.
Следующими по сложности считаются горизонтальные и вертикальные швы. При выполнении вертикальных и горизонтальных швов электродуговой сваркой, стыкуемые элементы находятся в вертикальном положении.
При таком положении есть риск вытекания расплава из сварочной ванны, а следовательно квалификация сварщика должна быть более высокой. Чтобы получить хороший результат при данном положении, необходимо выполнять процесс на короткой дуге, а также использовать электроды со специальным покрытием, препятствующем вытеканию металла.
При выполнении вертикального шва целесообразно вести процесс снизу вверх, дабы образовывать ступеньку, мешающую вытеканию металла. Ведение электрода сверху-вниз допустимо, но при этом возможно ухудшение качества шва за счет вытекания металла, а также не проплавления шва.
Потолочное положение считается самым сложным, ведь помимо того, что физически трудно держать над собой руку длительное время, еще и сложно обеспечить надлежащее качество шва.
Для того чтобы понять как варить потолочный шов, любому сварщику нужна практика. Для выполнения работы, которую не придется переваривать, рекомендуем выбирать электроды с основным покрытием, а также вести процесс на короткой дуге при небольшом напряжении.
Умение выполнять потолочные швы считается признаком квалифицированности сварщика.
Основные ошибки

Теперь, когда мы разобрались с основными моментами при выполнении работ поговорим о распространенных ошибках, связанных с применением электродов, а также о том, как их предотвратить.
Неумение правильно удерживать сварочную дугу. Это приводит к неравномерному расплавлению металла. Результатом становятся прожёги, грубая чешуйчатость и прочие наружные дефекты.
Применение не просушенных электродов. Это приведет к большому количеству пор. Важно хранить сварочные материалы в сухом месте.
Большая длина дуги. Данная ошибка может привести к прожогу и появлению пор.
Скорость перемещения электрода. В результате чего может образоваться непровара или наплывы. Это зависит то того быстрее или медленнее оптимального значения ведется процесс. Скорость сварки, а также силу тока сварщик индивидуально подбирает. Кто-то варит быстро и ток побольше ставит. Кто-то же наоборот более медленно ставя ток меньше. Это приходит с опытом. В начале нужно придерживаться рекомендованных значений.
Угол наклона. От угла наклона во многом зависит глубина проплавления. Углом вперед варят тонкий металл.
Сварка металла в домашних условиях: что для этого нужно

С появлением компактных инверторных сварочных аппаратов, появился соблазн применения сварки металлов в домашних условиях. А точнее в квартире. Но на самом деле ваша квартира не предназначена для таких целей. Но что делать, если срочно нужно заварить трубу или батарею? Не вызывать же работников ЖЭКа с баллонами и газовой горелкой, которые спалят не только стены, но и квартиру. Хочешь сделать хорошо – сделай тогда сам.
Основные причины отказаться от электросварки в квартире
Всё что ниже будет сказано относится именно к квартире. На даче, в гараже эти проблемы скорее всего вас не коснутся. Так в чём же опасность таких работ в доме.
1. Слабая сеть. Если вы проживаете в постройке советских времён, тогда на все 99,9 % уверенностью можно сказать, что ваша сеть 220В не предназначена для этого. Причина в проводке. Раньше вся проводка была алюминиевой. Этого хватало для подключения телевизора и настольной лампы. С появлением современной бытовой техники её стало не хватать. Алюминий имеет плохую электропроводность, приблизительно в 2 раза хуже меди. В современных постройках такой проблемы не будет, все дома по европейским стандартам прокладывают медные кабеля. Если посмотреть на инверторные сварочные аппараты для ручной дуговой сварки, то они в среднем потребляют 5,5 Вт. От такой мощности Ваша алюминиевая проводка будет испытывать сильную нагрузку. Вилка будет нагреваться и может плавиться.
Решение:
- Варить электродами малого сечения;
- Сварка на малых токах;
- Время сварки не больше 1 мин. Дальше перерыв 1-5 мин.
Это неудобно, но другого выхода у Вас нет. Исключение если вы живёте в новостройке. Ваша проводка должна свободно выдерживать такие нагрузки.
2. Возникновение пожара. Пожар может произойти не только от возгорания проводки, но и от бытовых предметов. Хоть ручная дуговая сварка не отличается большим разбрызгиванием расплавленного металла, всё же брызги летят. Также не стоит забывать про горячие огарки от электрода и нагретый свариваемый металл.
Решение:
- Варить на лестничной площадке;
- Очистить место от мусора;
- Закрыть стены, пол, бытовые предметы плотным брезентом или тугоплавким материалом. Хотя брезент и горит, но это лучше, чем не чего;
- Держите под рукой ведро с водой или песком. Не вздумайте тушить горящие электроприборы водой.
3. Отсутствие вытяжки. В закрытом помещении без искусственной вентиляции, квартира быстро заполнится едким дымом.
Решение:
- При выполнении сварочных работ откройте все окна;
- Создайте сквозняк.
Необходимые средства индивидуальной защиты (СИЗ)
Процесс сварки связан с риском получения травм участков лица, рук, а также глаз и органов дыхания. Далеко не секрет, что в процессе сварки выделяемый дым одержит вредные для здоровья элементы. Всё это заставляет хотя бы минимально соблюдать правила безопасности в ходе выполнения сварочных работ.

К основным средствам индивидуальной защиты относятся:
1. Сварочная маска . Без неё сварку выполнять категорически нельзя. Есть умельцы, которые делают прихватку без сварочной маски. Могу уверить, что это большая ошибка. Нахвататься зайчиков можно и в маске, но варить без неё это большая ошибка. Берегите свои глаза.
Маска сварщика не только поможет защитить глаза, но и лицо от брызг металла. Не носите сварочную маску на голове без шапки. Шапка дополнительно даёт защиту головы от брызг металла.
2. Защитные очки . Служат для защиты глаз при отбивании шлака с поверхности шва. Так как при этом шлак может попасть в глаза. Если вы используете маску Хамелеон можно это делать в ней.
3. Кастум сварщика . Служит для защиты участков тела от ожогов. Изготовляется из брезентовой ткани или плотного материала. Если такой нет используйте штаны и куртку из плотной джинсовой ткани. Конечно, если капля расплавленного металла упадёт на такую ткань, то она её прожжет. Но, это по крайней мере защищает от обычных брызг.
4. Обувь . Используется специальная обувь с металлическим носком. За отсутствием таковой, подойдёт любая закрытая. В обуви в сеточку или в сланцах варить запрещается. Есть опасность травмировать ногу не только от ожога, но и от падения детали.
5. Защита рук . Сварку нужно производить в специальных перчатках – крагах. Не используйте перчатки из синтетики, она горит. Если есть брезентовые рукавицы, используйте их. В таких перчатках будет не удобно, но главное, что будет защита рук.
Заключение
Квартира не лучшее место для проведения сварочных работ. Соблюдая вышеперечисленные меры предосторожности вполне можно варить дома. Старайтесь соблюдать технику безопасности и по возможности улучшайте свои СИЗ. От этого зависит ваше здоровье и комфорт в работе.
Как быстро научиться варить сварочным инвертором
Вы купили сварочный аппарат и желаете освоить сварку инвертором для начинающих.
Трудностей бояться не стоит! Инверторный аппарат прост в обращении, любой человек без опыта и знаний сможет в короткие сроки овладеть процессом сварки.
Оборудование, экипировка, техника безопасности
Техника безопасности . Сварочное производство связано с электрическим напряжением, в простонародье — ток. Ток невидим, но способен поразить человека до летального исхода.
Проверяем сварочные кабеля на исправность и подсоединяем к инверторному оборудованию. Обратный кабель с прищепкой на металл к минусовому разъему. Кабель с электрододержателем к разъему +. Электрод вставляем в электрододержатель.

При подключении аппарата к сети визуально оцениваем токонесущие кабеля на исправность. Убедились в исправности кабелей, включаем вилку в розетку и тумблер на приборе, предварительно установив регулятор тока в наименьшее значение. Если вентилятор охлаждения заработал ровно, без треска и шума, значит все хорошо.
Вес металла. При соединении тяжелых конструкций, соблюдайте меры предосторожности. Многотонные изделия при обрушении могут привести к летальному исходу или инвалидности.
Экипировка . Сварочное производство связано с высокой температурой. Сварщик должен иметь:
- холщовые рукавицы (краги);
- робу (специальный костюм);
- маску со светофильтром;
- респиратор для работы в замкнутых пространствах;
- ботинки на резиновой подошве.
Краги применяются при сварке на высотах, когда руки поднимаются вверх, а рукавицы в остальных случаях.
- сварочный аппарат;
- молоток;
- щетка;
- электроды.
Электроды подбираются под металл (углеродность, добавки) и по диаметру, от толщины металла и технических характеристик инвертора.
Основы сварки инвертором
Для начинающих, опытные сварщики советуют кабель держака приложить к телу, прижать локтем руки и обернуть его вдоль предплечья (от локтя до кисти), взять держак в руку. Так плечевой сустав будет тянуть кабель, а рука с кистью останутся свободными.
Способ поможет с легкостью манипулировать рукой.

Если держак взять просто в руку без обмотки предплечья кабелем, то в процессе сварки рука устанет и кистевые движения приведут кабель в болтающие движения. Что отразится на качестве сварного соединения.
Как варить инверторной сваркой правильно ? Устанавливаем на аппарате сварочный ток согласно диаметру электрода, типу соединения и положению сварки. Инструкция по настройке имеется на аппарате и пачке электродов. Принимаем устойчивую стойку, локоть отводим от тела (прижимать нельзя), одеваем маску и начинаем процесс.
Сварку инвертором для начинающих лучше начинать с металлических заготовок более 20 см.

Известно, что новичок, одевая маску и зажигая дугу перестает дышать, пытаясь на одном дыхании проварить всю длину заготовки. При коротких изделиях, появится привычка варить на одном дыхании. Поэтому, тренируйтесь на длинных заготовках, учась правильно дышать при сварке.
Заготовки (пластины) на рабочем столе можно положить в горизонтальной плоскости — вертикально к себе или горизонтально, без разницы.
Зажатый в держателе электрод вначале сварки ставите под углом 90 градусов (перпендикулярно) и отводите в сторону шва на 30-45 градусов. Зажигаете дугу и начинаете движение.
- Если сварка выполняется углом назад, то наклон 30-45 градусов идет в сторону шва.
- Если соединение происходит углом вперед, то наклон электрода от шва.

Расстояние между свариваемой поверхностью и электродом 2-3 мм, представьте, что вы ведете карандаш по листу бумаги.
Учтите, при сварке электрод сгорая уменьшается — постепенно приближайте плавящийся стержень к поверхности на расстояние 2-3 мм и удерживайте угол наклона 30-45 градусов.
Смотрите полезное видео, как научиться варить электросваркой для начинающих:
Как новичку научиться варить сварочным инвертором?
Сначала учимся зажигать и держать дугу. Чувствуйте грань, когда приближать электрод при сгорании к свариваемой поверхности, чтобы дуга не прерывалась.
Зажигают электрод двумя способами:
- постукиванием;
- чирканьем.

Новый электрод зажигается легко. У работающего стержня появляется шлаковая пленка, препятствующая поджигу. Нужно просто подольше постучать для разбития пленки.
- На инверторных аппаратах для облегчения зажигания дуги встроена функция Hot Start.
- Если новичок быстро приближает электрод к поверхности, включается функция Arc Force (форсаж дуги, антизалипание), увеличивает сварочный ток, предотвращая залипание электрода.
- При залипании плавящегося стержня, функция Anti Stick отключает ток, предотвращая перегрев инвертора.
Видео: что такое форсаж дуги на сварочном инверторе и как его применить.
Новичку лучше сначала учиться на ниточном шве, электрод ведется ровно, без колебательных движений.
После освоения ниточной технологии, переходите к свариванию металла с колебательными движениями. Которые применяются при толстом металле для прогрева, задерживая электрод в определенной точке с помощью движений — елочкой, зигзагами, спиралью или своим методом.

В начале соединения проводим слева-направо несколько движений образуя сварочную ванну и пошли вдоль шва делая колебательные движения. Угол наклона электрода 30-45 градусов. После прохода отбиваем шлак молотком и зачищаем щеткой. Берегите глаза, одевайте очки.
Совет: в конце сварочного шва, делаете колебательные движения в стороны и убираете электрод в сторону наплавленного металла. Эта хитрость придаст сварному соединению красоту (избавит от кратера).
Видео: как варить угловое соединение, встык и внахлест.
- однопроходные (одним проходом восполняется толщина металла);
- многопроходные.
Однопроходной шов выполняется на металлах до 3 мм. Многопроходные швы накладываются при больших толщинах металла.
Сварщики проверяют качество шва молотком — наносят удар рядом со швом. Если шов гладкий, без неровностей, то после удара шлак слетает полностью, ему не за что зацепится. Важно подбирать правильный температурный режим: перегретый шов (каленый) сломается, недогретый — риск непровара.
Ток подбирают исходя от диаметра электрода, в теории 30 А на 1 мм диаметра электрода.
Прямая и обратная полярность при сварке инвертором
Рассмотрим полярность при сварке инвертором. При соединении на постоянном токе, движение электронов постоянное, что уменьшает разбрызгивание расплавленного металла. Шов получается качественным и аккуратным.
На аппарате имеется выбор полярности. Что такое полярность — это направление движения электронов в зависимости от подключения кабелей к разъемам оборудования.

- Обратная полярность при сварке инвертором — минус на заготовке, плюс на электроде. Ток течет от минуса к плюсу (от заготовки на электрод). Электрод нагревается сильнее. Применяется для сварки тонких металлов, уменьшен риск прожога.
- Прямая полярность — минус на электроде, плюс на заготовке. Ток движется от электрода к заготовке. Металл греется больше электрода. Применяется для сварки толстых металлов от 3 мм и резке инвертором.
На пачке с электродами указывается полярность, эта инструкция поможет правильно подсоединить провода к оборудованию.
Сварка тонкого металла инвертором
Суть соединения тонких пластин сводится к подбору электродов малого диаметра и настройке сварочного тока. Например, для металла толщиной 0,8 мм берут электроды диаметром 1,8 мм. Ток на инверторе выставляют в 35 А.
Технология происходит прерывистыми движениями. Посмотрите видеоролик, где подробно показывается соединение тонких пластин.
Как резать металл сварочным инвертором
Чтобы правильно прожечь отверстие в трубе, на аппарате выставляем ток 140 А для электрода в 2,5 мм. Зажигаем электрод, ставя его на одном месте для прогрева металла и вдавливаем. Передвигаем электрод на новое место, прогреваем и вдавливаем. Постепенно, прорезаем в трубе отверстие.

Пластину при резке лучше ставить вертикально, чтобы расплавленные сопли стекали вниз. Если резать в горизонтальном положении, то снизу реза застынут сосульки. Вот и все хитрости!
Новичков терзает вопрос, какая полярность проводов при резке инвертором лучше?
- При резке электросваркой — прямая полярность предпочтительней. Зона расплавления узкая, но глубокая.
- При обратной полярности — зона расплавления широкая, но неглубокая.
Резать электросваркой не рекомендуется (происходит выплавление металла из зоны реза). Лучше взять болгарку и отрезать нужный кусок.
Сварочный аппарат для новичка
Время чтения: 10 минут
Если бы вы начинали постигать азы сварки полвека назад, у вас бы не возникло проблемы выбора сварочного аппарата. В вашем распоряжении мог быть только тяжелый большой трансформатор — классический примитивный сварочный агрегат. Чтобы его использовать, нужно обладать не просто поверхностными знаниями. Даже для банальной регулировки тока нужно механически изменить вторичное напряжение холостого хода. И это только один из способов. У вас не получится просто повернуть один тумблер, и забыть и дополнительных регулировках.

К счастью, сварочные технологии не стоят на месте, и производители сейчас производители могут предложить сварщикам самое разнообразное оборудование. Мы считаем, что большой ассортимент — это простор для выбора. Но для начинающих это скорее минус, чем плюс. Непросто разобраться в технических характеристиках, моделях, производителях и ценах. Мы облегчим вам эту задачу и расскажем, какой выбрать сварочный инвертор для начинающего сварщика.
Выбор сварочного аппарата
Тип аппарата
Какой сварочный аппарат выбрать для начинающего? Ведь теперь у новичков есть больше, чем просто громоздкий трансформатор. На полках магазина вы найдете выпрямители, инверторы, полуавтоматы… Какая между ними разница? Ответ на этот вопрос можно найти в нашей статье, посвященной разновидностям сварочных аппаратов. Рекомендуем прочесть ее, поскольку эта информация пригодится вам в дальнейшем. А пока скажем, что наиболее оптимальный вариант для новичка — это инверторный сварочный аппарат, он же инвертор. И далее мы поясним, почему.
Достоинства инвертора
У сварочного инвертора есть масса достоинств, которые особенно понравятся новичкам. Начнем с того, что инвертор — это самый популярный тип сварочного оборудования. Соответственно, их можно легко найти в продаже и без труда найти мастера по ремонту и обслуживанию. А обслуживание аппарата вам все-таки понадобится. Впрочем, об этом мы расскажем позже.
Еще одно преимущество инвертора — продвинутая электроника, внедренная прямо в корпус аппарата. Трансформаторы и выпрямители — это простейшие агрегаты, у них нет микросхем и дополнительных функций. А вот у инвертора есть. Электронная «начинка» позволяет сделать максимально интуитивное управление аппаратом. Для изменения силы тока достаточно прокрутить ручку регулировки до заданного положения. Например, если вам нужна сила тока 80А, прокрутите ручку до отметки «80». Все очень просто! И так с любыми другими функциями аппарата.

Электронная составляющая инвертора очень компактна, поэтому при производстве можно использовать корпуса разных размеров. В том числе, очень маленьких, весом до 5 кг. Такие аппараты можно повесить на плечо и забраться на высоту, чтобы выполнить там сварку. Так же для их хранения не нужно много места, стоят они недорого и продаются практически везде.
Благодаря всё тем же микросхемам у производителей появилась возможность внедрения новых функций в сварочный аппарат. У крупных брендов есть свои запатентованные функции, которые можно встретить только на их продукции. А некоторые функции уже стали обязательными для инверторов средней и высокой ценовой категории. Во многих моделях есть функция антизалипания электродов, функция быстрого поджига дуги (он же форсаж дуги) и пр. Все это упрощает работу сварщика, особенно если вы новичок.
Недостатки инвертора
Прочитав столько хорошего про инвертор, у вас наверняка появился закономерный вопрос: «Неужели все так хорошо и просто?». Увы, но нет. В мире не существует идеальных вещей и бесперебойных механизмов. Инвертор не стал исключением.
Технологичность инвертора, которую мы так расхваливали выше, может превратиться и в недостаток. Вы должны понимать, что чем сложнее устройство, тем дороже его ремонт. И тем чаще вы будете сталкиваться с поломками. Чтобы нормально отремонтировать инвертор нужно сдать его в сервисный центр или найти толкового мастера. А это лишняя трата времени, сил, и, что самое главное, денег.
Вы можете быть аккуратным и использовать инвертор, соблюдая все правила. Но поломки все равно будут случаться. Микросхемы инвертора очень чувствительны к пыли, грязи, перепадам температур и влажности. Все это приводит к выходу инвертора из строя.
Также хотим развеять миф о дешевизне сварочных инверторов. Конечно, вы без труда найдете аппараты, которые стоят буквально копейки (до 30$ и ниже). Но такие инверторы не годятся даже для учебы, поскольку работают из рук вон плохо и быстро ломаются без возможности ремонта. А качественный аппарат всегда стоит недешево. И маленький инвертор будет стоить дороже, чем огромный трансформатор. Потому что это сложное технологичное устройство. Если вы хотите сэкономить, то покупайте б/у аппараты или российские инверторы, они не так уж плохи.
Все эти недостатки не смогли убедить покупателей отказаться от инвертора. И это правильно. Глупо отказываться от современного удобного аппарата просто потому, что за ним нужен более тщательный уход. Это как отказаться от новенькой иномарки в пользу «копейки». Обслуживать «копейку» проще и дешевле, но она никогда не подарит тех же возможностей, что новое авто от зарубежного производителя.
Рекомендуемые характеристики
Итак, с типом аппарата мы разобрались, это будет инвертор. Теперь пора обратить внимание на технические характеристики. Ни в коем случае не покупайте аппарат «вслепую», ориентируясь лишь на цену и бренд. Обязательно ознакомьтесь с возможностями аппарата.
Начнем с производителей. Новичкам рекомендуем инверторы от фирмы «Aurora», «Fubag», «Elitech», «Patriot», «Ресанта», «Сварог». Эти производители хорошо себя зарекомендовали. У них неплохое качество, доступные цены, сервисное обслуживание. Конечно, существуют еще десятки других производителей, но перечисленные выше идеально подходят для новичка. При этом стоят недорого.

Дадим еще пару рекомендаций касаемо покупки инвертора. Не приобретайте самые дешевые модели и не совершайте покупки на странных сайтах или в полуподвальных магазинах. Лучше зайдите на сайт производителя инверторов и посмотрите список сертифицированных магазинов. Если на сайте нет такого списка, то напишите производителю на email. Спросите, кто является официальным поставщиком их оборудования в вашем городе. Так вы обезопасите себя от подделки и получите официальную гарантию, с которой потом можно обратиться в сервисный центр.
С брендами закончили. Теперь перейдем к самой важной характеристике — сварочном токе. Вы должны понимать, что если инвертор по документам рассчитан на 150А, то выдаст он максимум 100-120А. Это связано с тем, что КПД сварочного аппарата не может быть 100%. Поэтому подбирая силу тока учитывайте этот нюанс и выбирайте с запасом. Мы считаем, что 200А будет достаточно большинству новичков. Не стоит покупать аппараты с силой тока менее 120А. Они малоэффективны.
Также выбирайте инвертор с функцией защиты от перепадов напряжения. Скорее всего, вы будете брать его на дачу, а там напряжение почти всегда нестабильное. Это приводит к плохому качеству работ. А некоторых случаях и к выходу инвертора из строя. Так что не игнорируйте функции защиты от перепадов напряжения.
Эксплуатация аппарата
Вторая часть нашей статьи посвящена эксплуатации сварочного инвертора. Представим, что вы уже выбрали и купили свой первый сварочный аппарат и хотите приступить к работе. Если у вас достаточно времени и терпения, можете прочесть эту статью. Там мы подробно рассказываем обо всех нюансах, связанных с использованием инвертора. Здесь же мы приведем краткую выжимку из той статьи.
Сварочные кабели и их подключение
При работе с инвертором нужно начать не с самого инвертора, а с правильной коммутации. Во время проведения работ вы должны использовать два кабеля, которые подключаются к разъемам «+» и «-» на задней стенке инвертора. Не важно, в какой разъем вы будете подключать каждый из кабелей. Просто наугад вставьте один кабель в плюс, а другой в минус. А далее все будет сложнее.
К одному кабелю нужно будет подключить держак, а к другому деталь. И здесь уже важно, к какому именно кабелю будут они подключаться — к плюсовому или к минусовому. Чтобы разобраться с этой задачей, определитесь с полярностью. Если будете варить на прямой полярности, то подключите к держаку минусовой кабель, а плюсовой — к детали. Если варите на обратной полярности, то выполните те же действия, только наоборот.

Учитывайте, что данные рекомендации применимы только к инверторам, работающим на постоянном сварочном токе. Инверторы на переменном токе нужно подключать иначе. Мы рекомендуем покупать инверторы на «постоянке», они лучше держат дугу и больше подходят для новичка.
Перед началом работ и во время их проведения следите за кабелями. Они должны быть надежно закреплены в гнезде. Если хоть один кабель будет отходить, то дуга будет гореть нестабильно или может вовсе оборваться в самый неподходящий момент. Что касается длины кабелей, то постарайтесь не использовать очень длинные кабели. Оптимальная длина — не более 2 метров. Обычно в комплекте со сварочным аппаратом идут штатные кабели, но мы рекомендуем заменить их на более качественные.
Подбор режима сварки
Подбор режима сварки — это целая наука. Вы можете купить дорогой инвертор, качественные электроды, посмотреть десятки видео-уроков в интернете. Но качество работ все равно будет зависеть от режима сварки. Неправильно подобранный режим может испортить все. Поэтому нужно подходить крайне ответственно.
Итак, что же такое режим сварки? Говоря простыми словами, это совокупность настроек, которые вы выбираете для своих сварочных работ. Для каждой сварки должен быть свой отдельный режим. Поскольку не существует двух совершенно одинаковых деталей (только если это не конвейер). Обычно к режиму сварки относят силу тока, его род, напряжение, выбор электрода и пр.
Поскольку эта тема очень обширная, мы не сможем осветить ее в рамках этой статьи. Рекомендуем вам отдельно ознакомиться с этой и этой статьей. Там мы подробно все объясняем простым языком. Да, придется изучить много информации, прежде чем вы приступите к сварке. Но разобравшись однажды, вы уже не будете испытывать трудностей.
Сварка
Наконец, вы подключили кабели, настроили режим сварки и готовы к работе. Чтобы начать сварку, возьмите в одну руку держак (он же держатель для электродов) и вставьте в него электрод. Зачем зажгите дугу. Это можно сделать двумя способами: постучав концом электрода о поверхность металла или путем чирканья тем же электродом, словно спичкой. Первый метод проще, чем второй, и требует меньшего опыта.
Во время сварки электрод будет плавиться, и уменьшаться в размере. Поэтому, когда его длина достигнет всего 2-3 сантиметров, его нужно сменить. Чтобы заменить сварочный электрод остановите сварку и только после этого достаньте стержень из держателя. Вставьте новый и продолжайте работу.
Обслуживание
После приобретения сварочного инвертора вы должны не только научиться его использовать, но и понять, как его правильно обслуживать. Самое главное, что нужно выполнять регулярно — это очистка самого аппарата и его микросхем от пыли. Такая процедура проводится в любом сервисном центре. Опытные сварщики самостоятельно чистят свои аппараты, но мы не рекомендуем выполнять такие работы новичку. Профессионалы используют для очистки специальные приборы и сжатый воздух. Вряд ли у вас в гараже есть такое оснащение. Поэтому отдайте инвертор специалисту и спите спокойно.

Периодически сами проверяйте исправность всех кабелей. Особенного сетевого. Сетевым называют тот кабель, с помощью которого аппарат подключается к розетке. Не должно быть разрывов или заломов. Желательно проверять кабели раз в месяц.
Вместо заключения
Это все, что вам нужно знать о покупке и эксплуатации сварочного аппарата, если вы новичок. Мы постарались подробно, но в то же время понятно рассказать об основных моментах, на которые нужно обратить внимание, если вы ищете сварочный аппарат для начинающего. Конечно, некоторые нюансы остались в тени, иначе пришлось бы растянуть этот материал до бесконечности. Но, поверьте, этой информации достаточно для выбора своего первого инвертора. Вам даже не понадобится совет от продавца в магазине.
Кстати, о продавцах. Внимательно следите, что вам продают. Если вы решили совершить покупку в первом попавшемся магазине, а не у официального представителя, то попросите сертификат качества. Он подтверждает, что аппарат исправный, подлинный и соответствует всем современным нормам. Сертификаты, конечно, подделывают, но редко и неумело.
Также будьте бдительны при общении с консультантами магазина. Они могут лихо заставить вас купить инвертор намного дороже или намного дешевле, объясняя это абстрактными понятиями. Вроде «нормальный аппарат», «у меня у самого такой же», или «он дороже, потому что качественнее и мой сосед говорит, что он хороший». Все эти аргументы не имеют ничего общего с действительностью. Помните, что задача продавца — продать, а не помочь вам купить самое лучшее. Желаем удачи в работе!
Точечная сварка своими руками из инвертора

Точечную сварку можно встретить не только на производстве, но и в бытовых условиях. Преимущества выбора такого вида сварки заключается в ее надежности. Данным способом крепления легко соединить разноуглеродные стали, цветной металл. При этом, можно строить практически любые конфигурации и совмещения с металлами.
Позволяет создавать изделие под любые фантазии и потребности.

Спектр применения
Чаще всего, точечная сварка получила широкое применение в ремонте кабелей и бытовой техники. Точечная сварка позволяет производить ремонт аккумуляторов и других мобильных переносных устройств.
Технология сварки
Технология сварки аккумуляторов достаточно проста, пример можно посмотреть по видео ниже.
Весь процесс сварки заключается в нагреве рабочей металлической поверхности до пластичного состояния. В таком состоянии изделия легко деформируются и соединяются.
Для обеспечения качества требуется постоянное проведение процесса плавления. Непрерывность и определенная скорость рабочего темпа, сила нажатия являются ключевыми в работе. В дальнейшем эти параметры характеризуют качество изделий.
Основой принципа работы данной сварки служит преобразование электрической энергии в тепловую. Под воздействием тепла металлическая поверхность подвергаются плавлению.

Контакт электродов следует помещать в местах соединения 2 рабочих поверхностей деталей, необходимых для закрепления.
Застывание расплавленной массы происходит в момент отключения тока. Тем самым, исключается эффект растекания поверхности швов. Поэтому, данный вид сварки носит название точечный.

Присоединение частей деталей осуществляется за счёт закрепления поверхности при помощи специальных клещей. Которые, подразделяются на подвесные и ручные.
- Подвесные. Получили широкое применение в условиях завода и промышленных предприятий, подлежат многократному использованию.
- Ручные. Основной функцией служит передача электротока на электроды.
Ряд преимуществ
- Высокая скорость работы;
- Наивысшая степень электробезопасности;
- Обеспечение качественного соединения;
- Изготовить устройство для сварки можно в ручную.
Технический процесс
Вся система построена на элементарной передаче тепла в целях плавления металла в местах закрепления. На качество сварки может повлиять плохая очистка поверхности, видимые окислы.

Ознакомиться с техпроцессом можно по ссылке на видео.
Пользуясь законом теплопроводности, следовало бы учитывать этот параметр для большинства распространенных металлов. Параметры теплопроводности для некоторых из них представлены ниже в таблице.
Температура плавления, Сᵒ
Железо (низкоуглеродистая сталь)
- Теплопроводность;
- Электропроводимость;
- Механическая прочность;
- Скорость обработки.
Электроды недолговечны и требуют бережного отношения. При постоянном воздействии температурного режима, необходимо прерываться. Данная возможность позволяет остыть электродам и свариваемой поверхности. Таким образом, продлевается ресурс электродов.
Диаметр электродов влияет на характеристику силы тока, а соответственно и на качество шва. Диаметр сечения электрода подбирается исходя из толщины рабочей поверхности. Электрод должен быть приблизительно в два раза толще закрепляемых изделий.

Контактная сварка
Контактная сварк а позволяет проводить работы в обычных домашних условиях. Но, чаще всего, этот способ широко применяется в промышленности.
Заводы-изготовители позаботились о том, чтобы домашних условиях не присутствовали громоздкие аппараты по точечной сварке. Уже давно придуманы компактные мобильные устройства. Их предназначение заключается в ремонте домашней бытовой техники.
Такое устройство получило название споттер. Устройство оснащено двумя выводами, предназначенными для закрепления одного из них к рабочей поверхности изделия. Второй же вывод подводится к электроду.
В данной конфигурации в клещах нет необходимости. Источник тока должен располагаться на достаточно близком расстоянии от места проведения работ.
Не стоит обращать на малогабаритное устройство, она достаточно функционально для своего размера.
Наиболее простые устройства используют однофазный ток. Но надеяться на то, чтобы закрепить деталь более одного миллиметра не стоит. Закрепление более сложных деталей производится с привлечением дополнительного трансформатора.
Стоимость споттеров достаточно невелика. В самой дорогой категории находятся инверторные.
Как правило, бытовые устройства не требует больших мощностей. Поэтому, можно обойтись и самодельным аппаратом.
Точечная сварка отличается своим качеством шва. В большинстве случаев, чтобы его разрушить требуется применение серьезных механических воздействий. Чаще всего, для этого используются сверла.

Схема аппарата
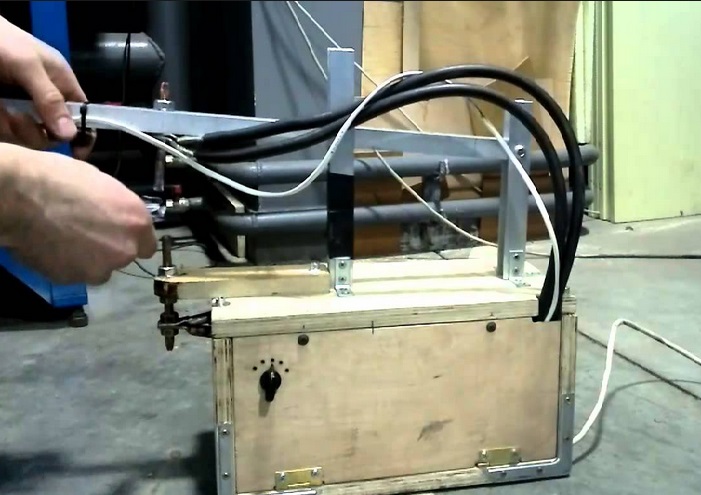
Если существует такая потребность, есть желание сделать устройство самому, то собрать его вполне возможно в домашних условиях.
Размеры аппарата по точечной сварке зависит, прежде всего, от потребностей. Наиболее удобными выступают устройства со средними габаритами.
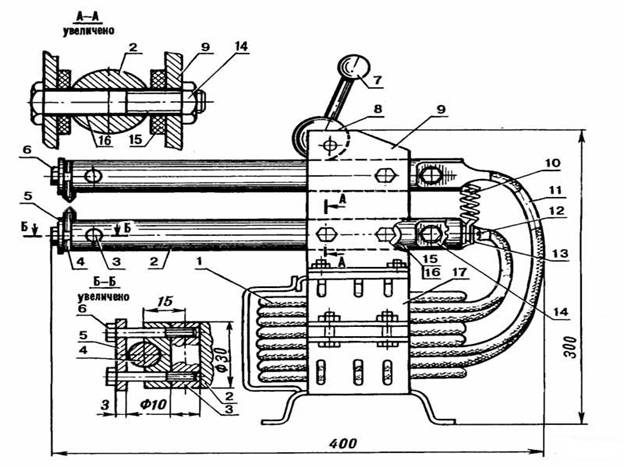
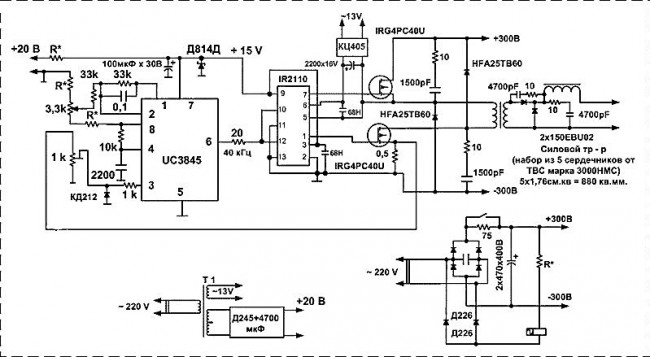
Рисунок. Схема сварочного аппарата по точечной сварке.
Работа устройства заключается на принципе Ленца-Джоуля. Требования физического закона гласит, что проводник должен вырабатывать тепло в количестве равным пропорции с сопротивлением проводника, а также квадратом тока и затраченного времени.
К такому схемному решению обязательна установка выпрямительного моста. Через тиристорный мост происходит заряд конденсатора. Первый тиристор выступает в качестве катода.
Конденсаторный блок является своеобразной защитой и служит в качестве высвободителя тока. Создается принцип качели, постоянная зарядка и разрядка конденсаторов. Данный принцип позволяет создавать эффект точечной пайки. Шов равномерно и своевременно остывает, не позволяя расплываться металлу.
Для увеличения мощности в схему, также добавляются дополнительный тиристор с реле выключения.
Самодельный аппарат
Важной деталью сварочного аппарата служит трансформатор. Минимальное значение по мощности должно составлять 750 Вт.
Видео по созданию собственноручного устройства.
Создать устройство можно при помощи инвертора. Прежде чем, приступать к цели, необходимо обладать некоторыми навыками в области электротехники.
Более простой считается схема с использованием трансформатора взамен инвертора. Но такие устройства недостаточно мощные, чтобы производить работы с металлами достаточной толщины более 1 мм.
Шаги создания устройства
- Извлечь трансформатор из ненужной микроволновки;
- Избавиться от вторичной обмотки, креплений, шунтов;
- Произвести вторичную обмотку более толстым проводом, чем в первичной;
- Проверить собранное устройство на утечку тока;
- Утечки устранять изоляцией при помощи ленты;
- Проверить силу тока. Значение должно быть не более 2 кА.
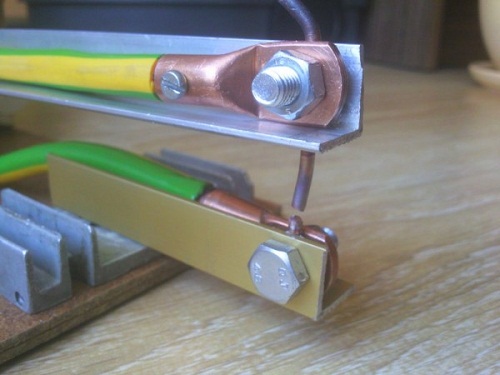
В качестве наконечников или электродов более всего подходит медный провод значительной толщины. Наконечники затачиваются и закрепляются.
Далее необходимо установить тумблер выключателя. Трансформатор следует закрепить к основанию. Для защиты устанавливается заземление. Соединения должны быть изолированы.