Сварочная дуга ее особенности строение и характеристика
Что называют сварочной дугой и какие её характеристики?
Современная промышленная сфера подразумевает под собой сварочные процессы, которые используются в разных направлениях.
Для того чтобы провести эту работу качественно, надежно, быстро и без затрат особых усилий, необходимо разобраться в понятии сварочная дуга – что это такое, каковы её особенности и другие моменты, пригодившиеся в работе.
- Что собой представляет сварочная дуга?
- Природа и строение
- Разновидности
- Условия горения
- Итог
Что собой представляет сварочная дуга?
Характеризуется рассматриваемый элемент для сварки повышенной температурой, плотностью тока, за счет чего механизм может расплавить любой металл с температурой плавления больше, чем 3000 градусов.
Кроме этого данная деталь в сварочном инструменте выступает газовым проводником, c помощью которого преобразовывается тепловая энергия из электрической. Электрический заряд, в свою очередь, – это прохождение тока под напряжением сквозь газы.
Можно выделить несколько основных типов электрического заряда, при помощи которого происходит процесс горения:
- Тлеющий.
Можно возникнуть из-за низкого давления. Используется для процесса освещения в люминесцентной лампе и плазменного экрана. - Искровой.
Появляется, после того, как давление сравняется с атмосферным. Имеет прерывистую форму. Механизм действия можно сравнить с молнией. Эксплуатируется для розжига двигателя внутреннего сгорания. - Дуговой.
Используется во время сварочных работ либо для простого освещения. Имеет непрерывистую форму, появляется за счет атмосферного давления. - Коронный.
Появляется в случае, если электрод структурно шероховатый, неоднородный, дополнительного электрода нет, иными словами появляется струйка. Используются для очистки газовой смеси от грязи и других инородных предметов.
Природа и строение
По своим особенностям, характеристика сварочной дуги и её природа достаточно легкие в понимании. Максимальная температура в электрическом рассматриваемом элементе для сварки может быть до 10 тысяч градусов.
Это получается за счет прохождения электрического тока через катоды, куда он попадает в ионизированный газ, а затем, после разряда с яркой вспышкой, дает возможность разогреться до необходимой температуры.
После ток попадает на металл, который подвергается сварке и дальнейшей обработке.
Поскольку температура достаточно большая, то данный элемент для сварки излучает инфракрасные и ультрафиолетовые лучи, которые является опасными для организма человека. От этого может нарушиться зрение, либо возникнуть сильный ожог на кожном покрове.
Чтобы защитить себя от негативных последствий необходимо изучить ее свойства, характеристики, а также обеспечить себя или мастера надежной защитой.
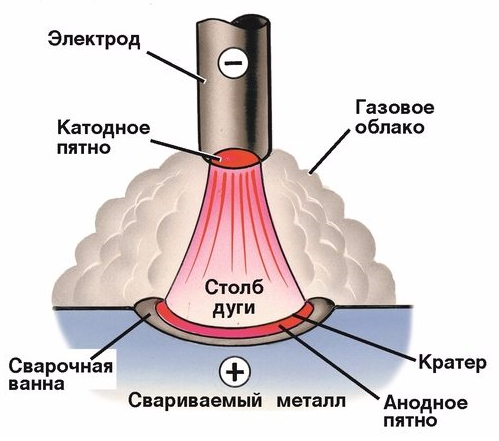
Ещё одним немаловажным аспектом является строение сварочной дуги. Вопрос о том, из скольких частей состоит сварочный элемент, достаточно интересный и познавательный. В первую очередь стоит отметить, что она обладает тремя главными зонами: анодной, катодной и столбом.
Когда горит механизм на катоде или аноде, появляются небольшого размера пятна – места, где температура имеет максимальное значение. Сквозь эти области и протекает электрический ток, а анодное и катодное места на поверхности подразумевают под собой пониженное действие напряжения.
Столб зачастую находится посреди этих локаций, и напряжение может незначительно спадать в нем. За счет этого сварочный элемент имеет длину, которая включает в себя все перечисленные области.
Самым оптимальным размером длины детали является 5 миллиметров, благодаря чему температура горения становиться постоянной, благоприятной и стабильной.
Разновидности
Существует несколько классификаций рассматриваемого элемента, которые имеют различные схемы подвода тока и среды, где он появляется.
Сварка дугой делится на следующие виды:
- С прямым действием.
В данном случае оборудование устанавливается в параллель изделию из металла, которое необходимо сварить. Дуга, в свою очередь, становится под прямым углом по направлению к электродам и металлической поверхности. - С косвенным действием.
Появляется при использовании двух электродов, которые находятся от свариваемого изделия под углом в 50 градусов. Дуга появляется между электродом и свариваемым материалом.
Возникновение сварочной дуги.
Помимо этого, можно поделить по принципу атмосферы, где появляется сварочная дуга:
- Открытая сфера.
Дуга может гореть на открытом пространстве с образованием газовой фазы, где содержится пар металла, электрода и поверхностей после обработки сварочным инструментом. - Закрытая сфера.
Дуга горит под флюсом. В газовой фазе возле дуги попадает пар материала, электродов и самого флюсового слоя. - С подачей газовой смеси.
В дуге могут находиться сжатый газ, такой как гелий, углекислый газ, водород, аргон и иные примеси газовых веществ. Они необходимы, чтобы свариваемая поверхность изделия не подвергалась окислению. Благодаря их подаче среда восстанавливается либо становиться нейтральной к внешним факторам. В дугу попадает газ, который подается для работы, пар от свариваемого изделия и электродов.
Помимо перечисленных классификаций можно также выделить виды по длительности действия:
- классический используется для постоянной эксплуатации;
- импульсный – для одноразового использования.
Также можно выделить разновидности в зависимости от материала, применяемого электрода – уголь, вольфрам, плавящийся либо неплавящийся электрод соответственно.
Одним из самых востребованных деталей является стальной, т.е. плавящийся электрод. Однако на сегодняшний день большинство профессионалов отдают предпочтение неплавящемуся, из чего можно сделать вывод, что типы рассматриваемых элементов достаточно различны между собой.
Условия горения
Со стандартными условиями температура в столбе сварочной дуги достигает 7000 градусов, в максимальном своем значении. Используя катод, необходимо добиться постоянной температуры, при которой будет возникать и горечь дуга. В этом случае также учитываются такие факторы, как диаметр, размер и температура окружающей среды.
Классификация сварочной дуги.
Важно следить за тем, чтобы значение не колебалось, благодаря чему можно сваривать абсолютно любой материал. Исправный источник питания — залог постоянного показателя температуры элемента, именно это дает влияние на свойство работы элемента.
Основные области сварочной дуги – это работа ионизированного газа, а также применение щелочной либо щелочно-земельной группы в виде калия или кальция, чтобы способствовать надежному и хорошему горению сварочной дуги. Вопрос, в какой среде может гореть сварочная дуга достаточно актуальный.
Необходимо учитывать много физических и химических факторов, уметь рассчитывать, сколько энергии затрачивается для отрыва электрона от атома, в зависимости от природы газового новообразования и т.д.
Исходя из всего сказанного, можно сделать вывод, что при сварке дуговой металлические конструкции скрепляются надежнее всего. Сварочные работы сильно влияют на промышленную сферу сегодняшнего дня, из-за возможности под высокой температурой сварочной дуги припаивать различные материалы друг к другу.
Чтобы получить качественный и надежный шов нужно задействовать силы, действующие в сварочной дуге, изучить всю её характеристику, понимать каждое значение плотности тока, температуры, напряжения, что даст возможность провести процедуру быстро и без трудностей.
Все о сварочной дуге
В современной промышленности сварка имеет большое значение, она имеет очень широкую область применения во всех отраслях промышленности. Для осуществления сварочного процесса необходима сварочная дуга.

Что такое сварочная дуга, ее определение
Сварочной дугой считается очень большой по величине мощности и длительности электрический разряд, который существует между электродами, на которые подано напряжение, в смеси газов. Ее свойства отличаются высокой температурой и плотностью тока, благодаря которым она способна расплавлять металлы, имеющие температуру плавления выше 3000 градусов. Вообще можно сказать, что электрическая дуга – это проводник из газа, который преобразует электрическую энергию в тепловую. Электрическим зарядом называется прохождение электрического тока через газовую среду.
Существует несколько видов электрического разряда:
- Тлеющий разряд. Возникает в низком давлении, применяется в люминесцентных лампах и плазменных экранах;
- Искровой разряд. Возникает, когда давление равно атмосферному, отличается прерывистой формой. Искровому разряду соответствует молния, также применяется для зажигания двигателей внутреннего сгорания;
- Дуговой разряд. Применяет при сварке и для освещения. Отличается непрерывистой формой, возникает при атмосферном давлении;
- Коронный. Возникает, когда тело электрода шероховато и неоднородно, второй электрод может отсутствовать, то есть возникает струя. Применяется для очистки газов от пыли;
Природа и строение

Природа сварочной дуги не так уж и сложна, как может показаться на первый взгляд. Электрический ток, проходя через катод, затем проникает в ионизированный газ, происходит разряд с ярким свечением и очень высокой температурой, поэтому температура электрической дуги может достигать 7000 – 10000 градусов. После этого ток перетекает на обрабатываемый свариваемый материал. Так как температура настолько высока дуга выделяет вредное для человеческого организма ультрафиолетовое и инфракрасное излучения, оно может навредить глазам или оставить световые ожоги на коже, поэтому при проведении сварочного процесса необходима надлежащая защита.
Строение сварочной дуги представляет собой три главные области: анодная, катодная и столб дуги. Во время горения дуги на катоде и аноде образуются активные пятна – области, в которых температура достигает самых высоких значений, именно через данные области проходит весь электрический ток, анодные и катодные области представляют собой более большие падения напряжения. А сам столб располагается между этими областями падение напряжения в столбе очень незначительно. Таким образом, длина сварочной дуги представляет собой сумму вышеперечисленных областей, обычно длина равна нескольким миллиметрам, когда анодные и катодные области, соответственно, равны 10-4 и 10-5 см. Самая благоприятная длина примерно равна 4-6мм, при такой длине обеспечивается постоянная и благоприятная температура.
Разновидности
Виды сварочной дуги отличаются схемой подвода сварочного тока и средой, в которой они возникают, наиболее распространенными вариантами являются:
- Прямое действие. При таком способе сварочный располагается параллельно свариваемой металлической конструкции и дуга возникает под углом девяносто градусов по отношению к электроду и металлу;
- Сварочная дуга косвенного действия. Возникает, когда используется два электрода, которые располагаются под углом 40-60 градусов к поверхности свариваемой детали, дуга возникает между электродами и сваривает металл;
Также существует классификация в зависимости от атмосферы, в которой они возникают:
- Открытый тип. Дуга данного типа горит на воздухе и вокруг нее образовывается газовая фаза, содержащая пары свариваемого материала, электродов и их покрытий;
- Закрытый тип. Горение такой дуги происходит под слоем флюса, в газовую фазу, образовавшуюся вокруг дуги входят пары металла, электрода и флюса;
- Дуга с подачей газов. В горящую дугу подаются сжатые газы – гелий, аргон, углекислый газ, водород и другие различные смеси газов, подаются они для того, чтобы не окислялся свариваемый металл, их подача способствует восстановительной или нейтральной среде. В газовую фазу вокруг дуги входят – подающийся газ, пары металла и электрода;
Также различают по длительности действия – стационарная (для долгого применения) и импульсная (для однократного), по материалу используемого электрода – угольные, вольфрамовые – неплавящиеся электроды и металлические – плавящиеся. Самый распространенный плавящийся электрод – стальной. На сегодняшний день наиболее часто применяется сварка с неплавящимся электродом. Таким образом, виды сварочных дуг разнообразны.
Условия горения
При стандартных условиях, то есть температуре в 25 градусов и давлении в 1 атмосферу газы не способны проводить электрический ток. Для того, чтобы образовалась дуга необходимо, чтобы газы между электродами были ионизированы, то есть имели в своем составе различные заряженные частицы – электроны или ионы (катионы или анионы). Процесс образования ионизированного газа будет называться ионизацией, а работа, которую необходимо затратить на отрыв электрона у атомной частицы для образования электрона и иона – работой ионизации, которая измеряется в электрон-вольтах и называется потенциалом ионизации. Какую именно энергию необходимо затратить для отрыва электрона от атома зависит от природы газовой фазы, значения могут быть от 3,5 до 25 эВ. Самый маленький потенциал ионизации имеют металлы щелочной и щелочно-земельной группы – калий, кальций и, соответственно, их химический соединения. Такими соединениями покрывают электроды, для того, чтобы они способствовали устойчивому существованию и горению сварочной дуги.
Также для возникновения и горения дуги необходима постоянная температура на катод, которая зависит от природы катода, его диаметра, размера и температуры окружающей среды. Температура электрической дуги поэтому должна быть постоянной и не колебаться, благодаря огромным значениям силы тока температура может достигать 7 тысяч градусов, таким образом, сваркой можно присоединять абсолютно все материалы. Постоянная температура обеспечивается с помощью исправного источника питания, поэтому его выбор при конструировании сварочного аппарата очень важен, он оказывает влияние на свойства дуги.
Возникновение
Она возникает при быстром замыкании, то есть когда электрод соприкасается с поверхность свариваемого материала, из-за колоссальной температуры поверхность материала расплавляется, а между электродом и поверхность образуется небольшая полоса из расплавившегося материала. К моменту расхождения электрода и свариваемого материала образуется шейка из материала, которая моментально разрывается и испаряется из-за высокого значений плотности тока. Газ ионизируется и возникает электрическая дуга. Возбудить ее можно с помощью касания или чирканья.
Особенности
Она имеет следующие особенности по сравнению с другими электрическими зарядами:
- Высокая плотность тока, которая достигает нескольких тысяч ампер на квадратный сантиметр, благодаря чему достигается очень высокая температура;
- Неравномерность распределения электрического поля в пространстве между электродами. Вблизи электродов падение напряжения очень велико, когда в столбе – наоборот;
- Огромная температура, которая достигает самых больших значений в столбе из-за высокой плотности тока. При увеличении длины столба температура уменьшается, а при сужении – наоборот увеличивается;
- С помощью сварочных дуг можно получать самые различные вольт-амперные характеристики – зависимости падения напряжения от плотности тока при постоянной длине, то есть установившемся горении. На данный момент существует три вольтамперные характеристики.
Первая – падающая, когда при увеличении силы и ,соответственно, плотности тока, напряжение падает. Вторая- жесткая, когда изменение силы тока никак не влияет на значение величины напряжения итретья – возрастающая, когда при увеличении силы тока напряжение также увеличивается.
Таким образом, сварочную дугу можно назвать самым лучшим и надежным способом скрепления металлических конструкций. Сварочный процесс оказывает большое влияние на сегодняшнюю промышленность, потому что только высокая температура сварочной дуги способна скреплять большинство металлов. Для получения качественных и надежных швов необходимо правильно и верно учитывать все характеристики дуги, следить за всеми значениями, благодаря этому процедура пройдет быстро и наиболее эффективно. Также необходимо учитывать свойства дуги: плотность тока, температуру и напряжение.
Что такое сварочная дуга
Сварочная дуга используется человечеством для неразъемного, герметичного соединения металлов более века назад. Ее изучением занимался физик Вольт. Затем появились устройства для сварки. Электрический разряд возникает в момент короткого замыкания между электродом и свариваемой деталью. Электрическая энергия преобразуется в тепловую, образуется ванна расплава. Создается диффузный однородный слой металла на месте свариваемого стыка.
Изучив вольт-амперные характеристики процесса, ученые усовершенствовали процесс сварки, создали сварочные аппараты, поддерживающие стабильное горение дуги.

Что такое сварочная дуга, определение
Что можно назвать сварочной дугой – это, по сути, длительный проводник, состоящий из ионизированных частиц, существующий во времени благодаря поддерживающему электрическому полю. Дуговой разряд характеризуется непрерывной формой, высокой температурой, возникает в газовой среде, способной к ионизации.
В учебниках сварщика определение сварочной электродуги звучит следующим образом: это длительный электрический разряд в плазме, состоящей из смеси ионизированных воздушных или защитных газов, а также испарившихся компонентов присадочного и основного металла.
Природа и строение
За короткое время разогреть металл до температуры плавления можно мощной сварочной дугой. Ее свойства характеризуются плотностью тока, вольтамперными показателями. С точки зрения электротехники, дуговой столб – ионизированный газовый проводник между катодом и анодом с большим сопротивлением, способностью к свечению. Детальное рассмотрение строения сварочной дуги поможет понять сущность температурного воздействия. Длина электродуги в среднем составляет 5 мм, она делится на основные зоны:
- анодную, она не более 10 микрон;
- катодную, она в 10 раз меньше анодной;
- столб – видимая светящаяся полоска.
За температуру сварочной дуги отвечает поток свободных электронов. Они образуются на катодном пятне. Оно разогревается до 38% температуры плазмы. В дуговом столбе электроны двигаются к аноду, а положительные частицы – к катоду. У столба нет собственного заряда, он остается нейтральным. Внутри частицы разогреваются до 10 000°С, металл при этом в среднем нагревается до 2350°С, стандартная температура ванны расплава составляет 1700°С.
Место входа и нейтрализации электронов называют анодным пятном. Его температура выше, чем катодного на 4–6%.
Напряжение в анодной и катодной зонах существенно снижается, свечения не возникает. Видима только плазма, излучающая ультрафиолетовые, инфракрасные и световые волны. Они вредны для органов зрения, кожи. Поэтому сварщики используют индивидуальные средства защиты.
Виды сварочной дуги
Существует несколько критериев классификации сварочной дуги. По типу сварочного тока и положению электрода относительно свариваемых элементов выделяют следующие разновидности:
- прямого действия, разряд перпендикулярен заготовке, параллелен электроду;
- косвенного действия, разряд возникает между двух электродов, наклоненных друг к другу под углом от 40 до 60°, и металлом.
Классификация состава плазмы столба:
- открытого типа возникает в воздушной атмосфере благодаря испаряемым из обмазки и металла компонентам;
- закрытая, возникающая под слоем флюса за счет газообразной фазы, образовавшейся из частиц электрода, металла, компонентов флюса при прохождении разряда;
- с подачей газовой смеси или однокомпонентного защитного газа.
Классифицируют дуговую сварку по материалу разжигающего электрода. Используют электроды:
- вольфрамовые тугоплавкие
- угольные или графитовые;
- стальные с различным типом обмазки, в состав которой входят ионизирующие компоненты.
По длительности воздействия различают стационарную (постоянную) электродугу и импульсную, применяемую при контактной сварке.
Условия горения
Сущность сварочного процесса заключается в преобразовании электрической энергии в тепловую.
Для поддержания сварочного столба необходимо создать условия для быстрой ионизации газа: детали прогревают, чтобы воздух вокруг них был теплым, или подают в рабочую зону газ, способный ионизироваться. Легче всего ионизируются частицы щелочных и щелочноземельных металлов. При пропускании тока через стержень их частицы становятся активными.
Чтобы дуговой столб не угасал, важно поддерживать постоянную температуру в катодной области. Она напрямую зависит от химического состава катода, его площади. Нужная температура поддерживается источником тока, в промышленных условиях она достигает 7 тысяч градусов.
Как возникает электрическая сварочная дуга
Как и любой электрический разряд, сварочная электродуга появляется при замыкании цепи. Возникновение тока при касании электрода к свариваемому металлу приводит к выработке большого количества тепла. В точке замыкания появляется расплав, он тянется за кончиком электрода, образуется шейка, которая мгновенно распыляется из-за сильного тока. Происходит ионизация молекул воздуха и защитного облака, они переносят поток электронов.
Направленность потока зависит от рода тока. Дуга разжигается на постоянном токе обратной и прямой полярности, на переменном. Частота угасания и розжига электродуги зависит от параметров рабочего тока.
Чем определяется мощность сварочной дуги
На мощностные параметры электродуги влияют несколько факторов:
- напряжение, возрастание приводит к увеличению мощности только в небольшом диапазоне, существуют ограничения по размеру электрода;
- сила тока, большой ампераж обеспечивает стабильное горение;
- величина напряжения плазмы, пропорциональна мощности.
Длиной сварочной дуги называют расстояние от сварного кратера до кончика электрода. От этой величины зависит объем выделившегося тепла.
По мощности сварочной дуги определяют скорость плавления металла. От этой характеристики зависит время выполнения сварочных работ. Регулировка силы тока производится для корректировки температуры в рабочей зоне, даже на длинном столбе электродуга не будет затухать при большом ампераже. Напряжение редко изменяют в процессе сварки.
Вольт-амперная характеристика
ВАХ описывает зависимость токовых параметров. С помощью этого графика определяют:
- мощность дуги;
- время горения,
- условия гашения.
Динамическая ВАХ описывает неустановившееся состояние электродуги, когда ее длина колеблется. Статическая вольт-амперная характеристика отражает зависимость вольтажа от ампеража при постоянной дуговой длине. График делится на три области:
- падающая – при подъеме силы тока напряжение резко спадает, это связано с формированием столба: площадь сечения плазменного потока возрастает, электропроводность плазмы изменяется;
- жесткая, это участок стабильной плотности тока и падения напряжения, с ростом ампеража от 100 до 1000 А пропорционально увеличивается диаметр дугового столба (анодное и катодное пятна, соответственно, изменяются);
- возрастающая, характеризуется постоянным размером катодного пятна, она ограничена диаметром электрода, при увеличении ампеража по закону Ома увеличивается U, R дугового столба.
ВАХ процесса обычной ручной сварки с использованием плавящихся и неплавящихся электродов на воздухе или в облаке защитного газа ограничена двумя первыми областями, до третьей ампераж не доходит. Механизированной сварки с использованием флюсов соответствует графику II и III областей, сварка плавящимся электродом в облаке защитной атмосферы – III.
При использовании оборудования, генерирующего переменный ток, возбуждение сварочной дуги происходит в каждом полупериоде, на пике зажигания. При переходе через ноль электродуга затухает, нагрев активных пятен прекращается. Покрытия электродов, содержащие активные щелочные металлы, повышают устойчивость ионизации. Защитное облако затрудняет розжиг на переменном токе, но поддерживают горение на постоянном. Между полюсами возникает ионизация молекул газа.
При выборе оборудования необходимо это учитывать, что вольт-амперная характеристика электродуги зависит от внешней ВАХ. Работу сварочного аппарата рассматривают как наложение графиков. Для ручной сварки необходимы источники питания с падающими областями ВАХ (повышенным напряжением холостого хода), чтобы была возможность изменять длину дуги, регулируя ампераж. Сила тока короткого замыкания во время падения капли с плавящегося электрода на свариваемый металл на 20–50% выше дугового тока. Для сварки плавящимся электродом используют дугу размыкания. Для розжига дуги вольфрамовым или угольным электродом желателен вспомогательный разряд.
При высоких значениях тока короткого замыкания возрастает риск прожогов металла. При падении капли происходит замыкание, затем резко возрастает до первоначальных значений – ампераж возрастает до величины тока короткого замыкания, образовавшийся мостик перегорает, дуга возбуждается снова. Изменения тока и напряжения в столбе происходят моментально, за доли секунды. Сварочное оборудование должно быстро реагировать на колебания, стабилизировать напряжение.
Особенности дуги
Благодаря особым свойствам, электрическая дуга используется при сварке с тугоплавкими и плавящимися электродами. Она быстро разогревает металл, образуя ванну расплава. Электрический ток эффективно преобразуется в тепловую энергию с минимальными потерями.
По природе происхождения электрическую сварочную дугу можно сравнить с другими видами электрических зарядов. Основные отличительные характеристики дуги:
- высокая температура, создаваемая плотным током (ампераж зависит от длины столба, достигает тысяч А на см 2 );
- небольшие значения анодного и катодного падения напряжения, слабо зависящие от первоначально заданного вольтажа;
- неравномерность распределения напряжения электрического поля между полюсами;
- пространственная устойчивость;
- саморегулирование мощности, ВАХ;
- четко очерченные границы, ясно видимые в окружающей среде.
Зажигание производится двумя способами:
- коротким касанием (электрод подводится впритык, повышается риск залипания);
- чирканьем (невозможен в труднодоступных местах).
Сварочная дуга. Характеристика сварочной дуги
Различают два режима работы этой системы: 1) статический, когда величины напряжения и тока в системе в течение достаточно длительного времени не изменяются; 2) переходной (динамический), когда величины напряжения и тока в системе непрерывно изменяются. Однако во всех случаях режим горения сварочной дуги определяется током (IД), напряжением (UД), величиной промежутка между электродами (так называемым дуговым промежутком) и связью между ними.
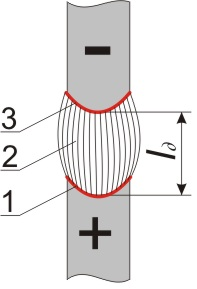
В дуговом промежутке IД (рис. 1, а) различают три области: анодную 1, катодную 2 и столб дуги 3. Падение напряжения в анодной и катодной областях постоянно для данных условий сварки. Падение напряжения в единице длины столба дуги — также величина постоянная. Поэтому зависимость напряжения дуги от ее длины имеет линейный характер (рис. 1, б).
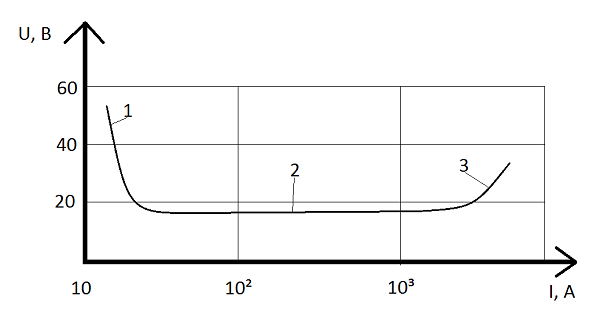
Устойчивость сварочной дуги определяется соотношением между током и напряжением. Графическое изображение этой зависимости (рис. 2) при постоянной длине дуги называется статической вольт-амперной характеристикой дуги. На графике отчетливо видны три основных участка: увеличение тока на участке I сопровождается понижением напряжения на дуге; на участке II напряжение на дуге изменяется мало; на участке III напряжение возрастает. Режимы горения сварочной дуги, соответствующие первому участку, неустойчивы при напряжениях существующих источников питания. Практически сварочная дуга будет устойчивой на втором и третьем участках вольт-амперной характеристики. С увеличением или уменьшением длины дуги характеристики сместятся соответственно в положение 2 и 3 (см. рис. 2). Для электродов меньшего диаметра характеристики смещаются влево, большего диаметра — вправо.
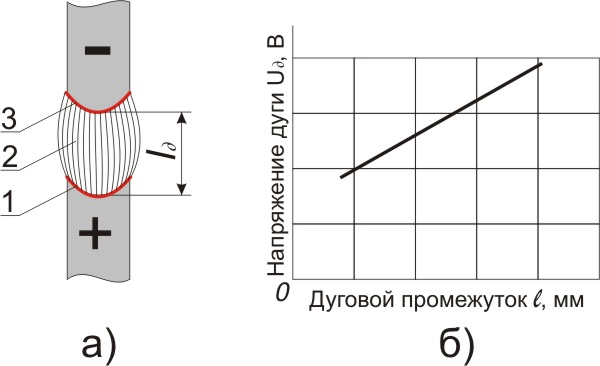
Рис. 1. Сварочная дуга, горящая между неплавящимися электродами:а — схема дуги, б — зависимость напряжения дуги (Уд) от величины дугового промежутка (/д): 1 — анодная область, 2 — катодная область, 3 — столб дуги
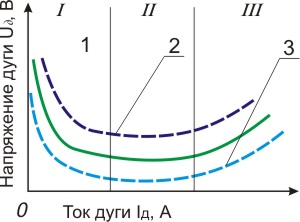
Рис.2 Вольт-амперная характеристика дуги (ВАХ)
Показанная на рис. 2 вольт-амперная характеристика дуги снята при постоянной длине сварочной дуги. При сварке плавящимся электродом непрерывно меняется длина дугового промежутка. В этих случаях следует пользоваться характеристиками, определяющими зависимость между напряжением и током дуги при постоянной скорости подачи электродной проволоки (рис. 3, кривые 1 и 2). Каждой скорости подачи соответствует определенный диапазон токов, при котором устойчиво горит сварочная дуга и плавится электрод. В этом случае при малых изменениях тока напряжение изменяется в больших пределах. Эту зависимость принято называть характеристикой устойчивой работы. Она так же, как и вольт-амперная характеристика, зависит от длины вылета электрода и скорости подачи.
Эти закономерности справедливы для постоянного и переменного тока, так как род тока не влияет на форму вольт-амперных характеристик электрической дуги. На форму характеристики влияют геометрия и материал электродов, условия охлаждения столба дуги и характер среды, в которой происходит разряд.
Устойчивость сварочной дуги и режима сварки зависят от условий существования дугового разряда и свойств, параметров источников питания и электрической цепи. Внешней характеристикой источника питания (кривая 3 на рис. 3) называется зависимость напряжения на его зажимах от тока нагрузки. Различаются следующие внешние характеристики источников питания (рис. 4): падающая 1, полого-падающая 6, жесткая 5, возрастающая 3 и вертикальная 2. Источник питания с той или иной внешней характеристикой выбирается в зависимости от способа сварки. Регулировочное устройство каждого источника дает ряд внешних характеристик («семейство характеристик»). Установившийся режим работы системы: «сварочная дуга — источник питания» определяется точкой пересечения А внешней характеристики источника питания (1, 2, 3, 5 или 6) и вольт-амперной характеристики 7 сварочной дуги.
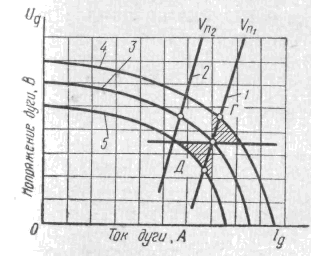
Рис.3 Вольт-амперная характеристика сварочной дуги (ВАХ) 1,2 при постоянной скорости подачи проволоки (характеристика устойчивой работы) и внешние характеристики источников питания 3, 4 и 5
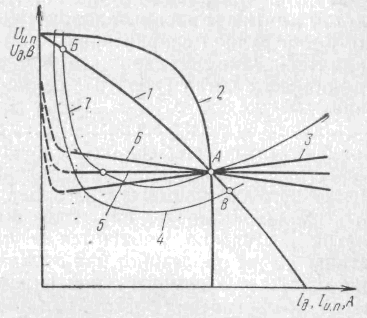
Рис.4 Внешние характеристики источников питания 1, 2, 3, 5, 6 и вольт-амперные характеристики сварочной дуги 4, 7
Процесс сварки будет устойчив, если в течение длительного времени дуговой разряд существует непрерывно при заданных значениях напряжения и тока. Как видно из рис. 4, в точках А и В пересечения внешних характеристик дуги 7 и источника питания будет иметь место равновесие по току и напряжению. Если по какой-либо причине ток в сварочной дуге, соответствующий точке А, уменьшится, напряжение ее окажется меньше установившейся величины напряжения источника питания; это приведет к увеличению тока, т. е. к возврату в точку А. Наоборот, при случайном увеличении тока установившиеся напряжения источника питания оказываются меньше напряжения дуги; это приведет к уменьшению тока и, следовательно, к восстановлению режима горения сварочной дуги. Из аналогичных рассуждений ясно, что в точке Б сварочная дуга горит неустойчиво. Всякие случайные изменения тока развиваются до тех пор, пока он не достигнет величины, соответствующей точке устойчивого равновесия А или до обрыва дуги. При пологопадающей внешней характеристике (кривая 6) устойчивое горение дуги будет также происходить в точке А.
При работе на падающем участке вольт-амперной характеристики дуги внешняя характеристика источника в рабочей точке должна быть более крутопадающей, чем статическая характеристика сварочной дуги. При возрастающих характеристиках дуги внешние характеристики источника могут быть жесткими 5 или даже возрастающими 3.
При ручной сварке, когда возможны изменения длины дуги, она должна обладать достаточным запасом устойчивости.
При прочих равных условиях запас устойчивости возрастает с ростом крутизны внешней характеристики источника питания. Поэтому для ручной сварки применяют источники с крутопадающими характеристиками: сварщик может удлинить дугу, не опасаясь, что она оборвется, или укоротить ее, не боясь чрезмерного увеличения тока.
Саморегулирование сварочной дуги. При автоматической или полуавтоматической сварке плавящимся электродом скорость подачи его (va) равна скорости плавления. При случайном уменьшении дугового промежутка (кривая 4 на рис. 4) ток увеличивается и проволока начнет плавиться быстрее. В итоге дуговой промежуток постепенно увеличится и сварочная дуга достигнет первоначальной длины. То же произойдет при случайном удлинении дуги. Это явление называется саморегулированием сварочной дуги, так как восстановление исходного режима происходит без воздействия какого-либо регулятора. Саморегулирование происходит тем активнее, чем положе внешняя характеристика источника питания и больше скорость подачи электрода. Поэтому для механизированной сварки плавящимся электродом следует выбирать источники питания с пологопадающими внешними характеристиками. При сварке на постоянном токе в защитных газах, когда статическая характеристика сварочной дуги приобретает возрастающую форму, для систем саморегулирования рационально применять источники с жесткой характеристикой. Однако их напряжение холостого хода невелико и может быть даже меньше рабочего напряжения дуги, что затрудняет ее первоначальное возбуждение. В этих случаях желательно применение источников питания, у которых внешняя характеристика в рабочей части жесткая или пологовозрастающая вольт-амперная характеристика, а напряжение холостого хода несколько повышенное, как это показано пунктиром на рис. 4.
Сварочная дуга переменного тока требует от источников питания надежного повторного возбуждения сварочной дуги. Это достигается правильным выбором соотношений между напряжениями холостого хода, зажигания и горения дуги и параметрами сварочной цепи. Наиболее простой способ получения устойчивой сварочной дуги — включение в сварочную цепь реактивного сопротивления. Благодаря этому, в момент повторного возбуждения дуги напряжение на дуге может резко увеличиться (рис. 5) до значения напряжения зажигания (U3). Пунктирная кривая t/xx изображает напряжение источника питания при холостом ходе. При нагрузке, в связи с наличием реактивного сопротивления, сварочный ток отстает по времени от напряжения.
При обрыве дуги напряжение на дуговом промежутке должно подняться до величины, соответствующей мгновенному значению напряжения холостого хода источника питания. Благодаря отставанию тока от напряжения, такое напряжение оказывается достаточным для повторного возбуждения сварочной дуги (Un).
Перенос металла в сварочной дуге и требования к динамическим свойствам источников питания. Различают следующие виды переноса металла электрода в сварочную ванну: крупнокапельный, характерный для малых плотностей тока; мелкокапельный, струйный, когда металл стекает с электрода очень мелкими каплями. Капли расплавленного металла периодически замыкают дуговой промежуток, либо если не происходят короткие замыкания, периодически изменяют длину дуги. При большой плотности тока в электроде наблюдается мелкокапельный перенос металла, без заметных колебаний длины и напряжения сварочной дуги.
Напряжение, ток и длина дуги претерпевают периодические изменения от холостого хода к короткому замыканию; в рабочем режиме происходит горение дуги, образование и рост капли. В дальнейшем при коротком замыкании между каплей и ванной ток резко увеличивается. Это приводит к сжатию капли и к разрушению мостика между каплей и электродом. Напряжение почти мгновенно возрастает и сварочная дуга снова возбуждается, т. е. процесс периодически повторяется. Смена режимов происходит в течение долей секунды. Поэтому источник питания должен обладать высокими динамическими свойствами, т. е. большой скоростью повышения напряжения при разрыве цепи и нужной скоростью нарастания тока.
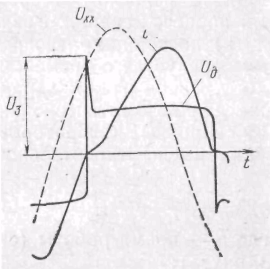
Рис. 5 Осциллограмма тока и напряжения дуги при сварке переменным током.
При малой скорости нарастания тока в ванну поступает нерасплавленная проволока. Она сравнительно медленно разогревается па большом участке, которым затем разрушается. Если ток возрастает слишком быстро, мостик между ванной и каплей электродного металла быстро перегревается и разрушается со взрывом. Часть расплавленного металла разбрызгивается и не попадает в шов.
Чтобы избежать разбрызгивания, необходимо повысить электромагнитную инерцию источника питания путем увеличения индуктивности сварочной цепи.
Что такое электрическая дуга

Метод сварки используется людьми для герметичного соединения металлов уже больше века. Изучал его еще физик Вольт. Его работы были использованы в процессе создания первого сварочного аппарата. Генерируется электрический разряд в момент, когда между электродом и рабочей поверхностью образуется короткое замыкание. Подаваемая на сварочный аппарат электрическая энергия преобразуется в тепловую, в результате чего появляется ванна расплава. В таких условиях формируется на месте стыка образуется однородный металлический шов.
Со временем, детально проанализировав вольтамперные характеристики, ученые сделали сварку более совершенной. Были созданы современные устройства, которые отлично поддерживали стабильность сварочной дуги.
- Что такое сварочная дуга
- Строение и температура сварочной дуги
- Виды сварочной дуги
- Условия горения
- Как образуется электрическая дуга и причины ее возникновения
- Чем определяется мощность сварочной дуги
- Вольт-амперная характеристика сварочной дуги
- Особенности электрической дуги
Что такое сварочная дуга

Генерируемая сварочным аппаратом электрическая дуга представляет собой ни что иное, как состоящий из ионизированных частиц проводник. Он существует в определенном временном промежутке благодаря тому, что поддерживается электрическим полем. Такой разряд образуется в способной к ионизации газовой среде, характеризуется непрерывной формой и высокой температурой.
В учебных пособиях по сварочному делу данное явление определяется как электрический разряд в плазме длительного характера. Плазма является смесью защитных, ионизированных атмосферных газов в сочетании с испарениями от металлов, которые образуются под воздействием высокой температуры.
Строение и температура сварочной дуги

Разогреть металл до температуры плавления за очень короткое время можно, но для этого потребуется мощная электрическая дуга. Основные ее характеристики – вольтаж, ампераж и плотность потока заряженных частиц. Как электротехническое явление дуговой столб представляет собой проводник между полярными полюсами, состоящий из газовой среды. При этом он обладает большим сопротивлением и способен светиться.
Детальный анализ построения дуги помогает разобраться с течением температурного воздействия на металл. Сравнительно небольшая длина электрической дуг – 5 см, которые состоят из трех зон:
- собственно, столб – это видимая светящаяся часть;
- катодная – 1 микрон;
- анодная – 10 микрон.
Поток свободных электронов определяет температуру сварочной дуги. Они формируются на катоде, который нагревается до 38% от температуры плазмы. В газовой среде отрицательные частички – электроны двигаются по направлению к аноду, в то время как положительные элементы направляются к катоду. Столб лишен какого-либо заряда и все время остается нейтральным.
Температура частиц внутри достигает 10 000 градусов Цельсия. Воздействуя на металл, они разогревают его до 2350 градусов. Точка входа электронов среди специалистов называется анодным пятном. По сравнению с катодным оно имеет температуру на 6% выше. Поскольку плазма генерирует ультрафиолетовые, световые и инфракрасные волны, то она находится в видимом для человека спектре. Но важно учесть, что данные волны вредны для человека: и для кожи, и для глаз. Поэтому для сварщиков были разработаны специальные средства защиты.
Виды сварочной дуги

Классифицируется сварочная дуга по нескольким параметрам. В зависимости от пространственного положения электрода и типу тока она бывает:
- прямого действия. Разряд располагается перпендикулярно по отношению к рабочей поверхности и параллельно относительно электрода;
- косвенного действия. Разряд образуется между электродом, который располагается относительно рабочей поверхности под углом 40-60 градусов и самим металлом.
По составу плазменный столб делится на:
- открытый. Образуется в атмосферных газах. Питающей средой являются компоненты, испаряемые из обмазки и заготовки;
- закрытый. Генерируется под флюсом при условии присутствия газообразной фазы, которая получается из частиц, испаряемых от металла, электрода и компонентов флюса;
- с подачей инертного газа или другой защитной смеси.
Сварочная дуга отличается и в зависимости от применяемого расходного материала. В работах используются электроды:
- тугоплавкие из вольфрама;
- графитовые или угольные;
- стальные с обмазкой, содержащей ионизирующие включения.
В зависимости от времени воздействия принято различать дугу постоянную и импульсную.
Условия горения

Сварочный процесс основан на преобразовании электрической энергии в тепловую. Сварочный столб может удерживаться как угодно долго при условии быстрой ионизации газа. Свариваемые заготовки прогреваются, воздух вокруг них теплый и насыщен испаряемыми компонентами. Альтернативный метод – в рабочую зону специально подается газ, который может ионизироваться. Лучше всего ионизации поддаются частицы щелочноземельных и щелочных металлов. Они становятся активными сразу, как только начинает проходить ток.
Другое обязательное условие для поддержания сварочного столба – постоянная высокая температура на катоде. Ее значение зависит от химического состава и площади катода. Для этого требуется источник электричества. В условиях производства показатель температуры катодной области может доходить до 7 000 градусов.
Как образуется электрическая дуга
Сварочная дуга является ничем иным, как электрическим разрядом. Возникает она в случае замыкания цепи. В тот момент, когда электрод прикасается к поверхности свариваемого металла, начинает вырабатываться тепловая энергия в большом количестве. В точке соприкосновения металл начинает плавиться. Расплав притягивается к окончанию расходника, образуя тонкую шейку. Она почти что мгновенно распыляется под влиянием сильного электрического поля. В это время молекулы газа ионизируются, образуется защитное облако и обеспечивается свободное перемещение электродов.
Вид тока определяет направленность потока. Поджечь дугу можно на токе прямой и обратной полярности, переменном или постоянном. Частота, с какой дуга гаснет и разжигается напрямую зависит от выбранных сварщиком параметров тока.
Чем определяется мощность сварочной дуги
Основные факторы, оказывающие влияние на параметры мощности:
- напряжение. Увеличение мощности сварки достигается за счет увеличения питающего напряжения. Но в сравнительно небольшом диапазоне значений. Есть определенные ограничения и по размеру расходных материалов;
- сила тока. Прямая зависимость: чем больше показатель – тем стабильнее горит дуга;
- величина напряжения плазмы находится в прямой зависимости от мощности.
Длиной дуги принято называть расстояние от электрода доя рабочей поверхности в момент выполнения сварочных работ. От данного показателя зависит величина продуцированного тепла.
Мощность дуги определяет скорость плавления металла. Данная характеристика имеет большое значение, поскольку от нее зависит скорость выполнения операций по соединению металлов. Силой тока меняется рабочая температура в зоне плавления. Даже длинная электрическая дуга не будет затухать при большой силе тока. Во время сварочных работ изменение настроек ампеража требуется очень редко.
Вольт-амперная характеристика сварочной дуги
Выражают параметры питания. Данные позволяют определить:
- время горения;
- мощность дуги;
- условия гашения.
Динамика вольтамперных показателей показывает изменение длины электрической дуги в период ее нестабильности. Статическая вольт-амперная характеристика дуги, наоборот, указывают на зависимость между напряжением и силой тока в период стабильности длины электродуги. Ее свойства выражены графиком, разделенным на три сектора:
- падающий. В случае увеличения силы тока резко уменьшается напряжение. Связано это с образованием столба: возрастает площадь потока плазмы и изменяется показатель ее электропроводимости;
- жесткий. Характерные особенности сектора – понижение напряжения при неизменной плотности тока. Наблюдается рост показателей силы тока в диапазоне значений 100-1000А. Прямо пропорционально увеличивается дуговой столб в диаметре. Помимо этого, изменяются анодное и катодное пятна;
- растущий. Размер катодного пятна стабилен и зависит от диаметра электрода. При увеличении силы тока в большую сторону меняются показатели дугового столба.

Вольтамперные характеристики (ВАХ) ручной дуговой сварки с неплавящимися или плавящимися электродами не доходят до третьего сектора графика, а варьируются только в первых двух. Механизированная сварка, подразумевающая использование флюсов, описывается показателями графика второго и третьего сектора. Третий сегмент в полной степени соответствует сварке плавящимся электродом в защитной среде.
В случае использования сварочного аппарата в режиме переменного тока. В каждом полупериоде на пике розжига случается возбуждение сварочной дуги. При переходах через нулевую отметку электрическая дуга затухает. Прекращается нагрев активных пятен. Ионизация газов удерживается стабильной за счет испарений активных щелочных металлов, которые присутствуют в покрытии электродов. При работе на переменном токе труднее разжечь дугу в защитной среде, нежели в случае постоянного тока.
При выборе оборудования для выполнения конкретного вида работ важно учесть, что ВАХ электрической дуги напрямую зависят от внешних вольтамперных показателей. К примеру, для ручной дуговой сварки требуется питание с падающими характеристиками вольт-ампер (повышенное напряжение на холостом ходу). При этом специалист будет иметь возможность с помощью регулятора ампеража менять длину дуги.
Сила тока при коротком замыкании во время плавления электрода на 20-50% выше показателя силы тока дуги. Выполнение работ плавящимися электродами оптимально в случае использования дуги размыкания. Для того, чтобы разжечь электродугу угольным или вольфрамовым электродом, не помешает вспомогательный разряд.
Высокие показатели силы тока при коротком замыкании могут спровоцировать прожиг заготовки. Короткое замыкание имеет место в момент, когда падает капля расплава электрода. После этого показатели резко возвращаются к исходным значениям. Возрастает ампераж до уровня тока короткого замыкания, мостик, образовавшийся между металлом и электродом быстро перегорает, и электрическая дуга снова возбуждается. Все эти изменения в столбе происходят моментально. Установка должна успеть за этот период отреагировать на изменения с тем, чтобы стабилизировать рабочие показатели.
Особенности электрической дуги
Благодаря широкому диапазону значений, электродуга совместима как с тугоплавкими, так и с привычными плавящимися электродами. Под ее воздействием металл быстро разогревается, после чего образуется ванна расплава. Преобразование электроэнергии в тепловую происходит с минимальными потерями.
По своей природе электрическая дуга сопоставима с другими видами зарядов. Ее отличительные особенности:
- созданная плотным током высокая температура;
- небольшое снижение катодного и анодного напряжения, которое в малой степени зависит от изначально заданного вольтажа;
- электрическое поле между полюсами распределяется неравномерно;
- устойчивость электрической дуги в пространстве;
- мощность и вольтамперные характеристики саморегулируются;
- границы электродуги четко очерчены.
Зажечь дугу можно одним из двух способом: чирканьем или коротким прикасанием.