Сварочная проволока по нержавейке для полуавтомата
Нержавеющая сварочная проволока
Коррозионностойкая хромоникелевая сварочная проволока для полуавтоматической сварки аустенитных нержавеющих сталей c содержанием хрома
8% типа 03Х17Н14М2, 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304 и т.
Коррозионностойкая хромоникелевая сварочная проволока для полуавтоматической сварки аустенитных нержавеющих сталей c содержанием хрома
8% типа 03Х17Н14М2, 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304 и т.
Сварочная проволока Св-04Х19Н9 применяется для сварки ответственных узлов конструкций из коррозионностойких хромоникелевых сталей марок 08Х18Н10,12Х18Н9,08Х18Н10Т и им подобных, в среде инертного газа (аргон) или под флюсом, когда к металлу шва не предъявляют жёсткие требования стойкости к межкристаллитной коррозии
Сварочная нержавеющая проволока активно используется в машиностроительной, химической, нефтяной и пищевой отраслях для достижения максимального качества сварочного соединений, которые выдерживают высокие ударные и температурные нагрузки.
AG ER-321Si является хромоникелевой 19Сr/9Ni сварочной проволокой с добавлением ниобия, предназначенной для сварки изделий из коррозионностойких хромоникелевых сталей.
Сварочная нержавеющая проволока активно используется в машиностроительной, химической, нефтяной и пищевой отраслях для достижения максимального качества сварочного соединений, которые выдерживают высокие ударные и температурные нагрузки.
Сварочная нержавеющая проволока активно используется в машиностроительной, химической, нефтяной и пищевой отраслях для достижения максимального качества сварочного соединений, которые выдерживают высокие ударные и температурные нагрузки.
Коррозионно-стойкая хромоникелевая сварочная проволока М-308L для сварки аустенитных нержавеющих сталей с содержанием хрома-18% и никеля -8% типа 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304L, 308L и т.
Сварочная проволока СВ-04Х19Н11М3 для ручной дуговой сварки оборудования из коррозионностойких хромоникелевых и хромоникелемолибденовых сталей, работающего в агрессивных средах при температуре до 350°С и не подвергающегося термообработке после сварки
Высоколегированную сварочную проволоку Св-07Х25Н13 используют для сваривания ответственных конструкций, сталей марок 20Х23Н13 и 20Х23Н18, а также для изделий, работающих при температурах до 1000оС в окислительных средах.
Сварочная нержавеющая проволока активно используется в машиностроительной, химической, нефтяной и пищевой отраслях для достижения максимального качества сварочного соединений, которые выдерживают высокие ударные и температурные нагрузки.
Коррозионно-стойкая хромоникелевая сварочная проволока М-308L для сварки аустенитных нержавеющих сталей с содержанием хрома-18% и никеля -8% типа 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304L, 308L и т.
AG ER-347Si является хромоникелевой 19Сr/9Ni сварочной проволокой с добавлением ниобия, предназначенной для сварки изделий из коррозионностойких хромоникелевых сталей.
Коррозионно-стойкая хромоникелевая сварочная проволока М-308L для сварки аустенитных нержавеющих сталей с содержанием хрома-18% и никеля -8% типа 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304L, 308L и т.
Высоколегированную сварочную проволоку Св-07Х25Н13 используют для сваривания ответственных конструкций, сталей марок 20Х23Н13 и 20Х23Н18, а также для изделий, работающих при температурах до 1000оС в окислительных средах.
Сварочная нержавеющая проволока активно используется в машиностроительной, химической, нефтяной и пищевой отраслях для достижения максимального качества сварочного соединений, которые выдерживают высокие ударные и температурные нагрузки.
Сварочная нержавеющая проволока активно используется в машиностроительной, химической, нефтяной и пищевой отраслях для достижения максимального качества сварочного соединений, которые выдерживают высокие ударные и температурные нагрузки.
Сварочная нержавеющая проволока активно используется в машиностроительной, химической, нефтяной и пищевой отраслях для достижения максимального качества сварочного соединений, которые выдерживают высокие ударные и температурные нагрузки.
Сварочная проволока EWC 308LSi из аустенитной нержавеющей стали с низким содержанием углерода, что уменьшает возможность межкристаллитного выделения карбидов, при этом увеличивая устойчивость к межкристаллитной коррозии без использования стабилизаторов, таких как ниобий или титан
Коррозионно-стойкая хромоникелевая сварочная проволока М-308L для сварки аустенитных нержавеющих сталей с содержанием хрома-18% и никеля -8% типа 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304L, 308L и т.
Сплошная коррозионностойкая хромоникелевая проволока для сварки аустенитных нержавеющих сталей c содержанием хрома
8% типа 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304 и т.
AG ER-347Si является хромоникелевой 19Сr/9Ni сварочной проволокой с добавлением ниобия, предназначенной для сварки изделий из коррозионностойких хромоникелевых сталей.
Сварочная проволока Св-07Х25Н13 для сварки ответственного оборудования из литья и проката жаростойких сталей марок: 20Х23Н13, 20Х23Н18 и им подобных. Работающего в окислительных средах при температуре до 1000°С. Возможна сварка хромистой стали марки 15Х25Т и ей подобных, стали марки 25Х25Н20С2, а также сварка углеродистых и низколегированных сталей с высоколегированными сталями аустенитного класса.
Сварочная проволока IT-SG2 универсальная омеднённая сварочная проволока, предназначенная для сварки изделий из конструкционных нелегированных и низколегированных сталей с пределом текучести до 420 МПа.
Коррозионностойкая хромоникелевая сварочная проволока для полуавтоматической сварки аустенитных нержавеющих сталей c содержанием хрома
8% типа 03Х17Н14М2, 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304 и т.
Коррозионностойкая хромоникелевая проволока для сварки аустенитных нержавеющих сталей с содержанием хрома-18% и никеля 8% типа 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304L, 308L и т.
Проволока для нержавеющей стали ∅ 0,8 мм, 0,5 кг
Сварочная нержавеющая проволока активно используется в машиностроительной, химической, нефтяной и пищевой отраслях для достижения максимального качества сварочного соединений, которые выдерживают высокие ударные и температурные нагрузки.
Коррозионностойкая хромоникелевая проволока для сварки аустенитных нержавеющих сталей с содержанием хрома-18% и никеля 8% типа 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304L, 308L и т.
Коррозионно-стойкая хромоникелевая сварочная проволока М-308L для сварки аустенитных нержавеющих сталей с содержанием хрома-18% и никеля -8% типа 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304L, 308L и т.
Сплошная коррозионностойкая хромоникелевая проволока для сварки аустенитных нержавеющих сталей c содержанием хрома
8% типа 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304 и т.
Сварочная нержавеющая проволока активно используется в машиностроительной, химической, нефтяной и пищевой отраслях для достижения максимального качества сварочного соединений, которые выдерживают высокие ударные и температурные нагрузки.
AG ER-309LSi является коррозионностойкой проволокой аустенитного типа 23Cr12Ni, наплавляющая сварной металл с низким содержанием углерода.
Коррозионностойкая хромоникелевая проволока для сварки аустенитных нержавеющих сталей с содержанием хрома-18% и никеля 8% в среде защитных газов (Ar).
Коррозионно-стойкая хромоникелевая сварочная проволока М-308L для сварки аустенитных нержавеющих сталей с содержанием хрома-18% и никеля -8% типа 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304L, 308L и т.
Коррозионно-стойкая хромоникелевая сварочная проволока М-308L для сварки аустенитных нержавеющих сталей с содержанием хрома-18% и никеля -8% типа 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304L, 308L и т.
Сварочная проволока СВ-04Х19Н11М3 для ручной дуговой сварки оборудования из коррозионностойких хромоникелевых и хромоникелемолибденовых сталей, работающего в агрессивных средах при температуре до 350°С и не подвергающегося термообработке после сварки
Сплошная коррозионностойкая проволока для сварки ферритных нержавеющих сталей, содержащих Cr 13%, когда к сварному соединению предъявляются требования по равнопрочности и однородности в среде защитных газов Ar+(1-3%)O2; Ar+(1-3%)CO2.
Коррозионно-стойкая хромоникелевая сварочная проволока М-308L для сварки аустенитных нержавеющих сталей с содержанием хрома-18% и никеля -8% типа 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304L, 308L и т.
Классификация: EN ISO 14343-A:2009 : G 22 9 3 N L EN ISO 14343-B:2009 : SS 2209 AWS A5.
AG ER-309LSi является коррозионностойкой проволокой аустенитного типа 23Cr12Ni, наплавляющая сварной металл с низким содержанием углерода.
Сварочная проволока EWC 308LSi из аустенитной нержавеющей стали с низким содержанием углерода, что уменьшает возможность межкристаллитного выделения карбидов, при этом увеличивая устойчивость к межкристаллитной коррозии без использования стабилизаторов, таких как ниобий или титан.
AG ER-316LSi является коррозионностойкой хромоникелемолибденовой 19Сr/12Ni/2.5Mo сварочной проволокой с пониженным содержанием углерода.
Проволока для нержавеющей стали ∅ 0,8 мм, 1,0 кг
Высоколегированную сварочную проволоку Св-07Х25Н13 используют для сваривания ответственных конструкций, сталей марок 20Х23Н13 и 20Х23Н18, а также для изделий, работающих при температурах до 1000оС в окислительных средах.
Коррозионностойкая хромоникелевая сварочная проволока для полуавтоматической сварки аустенитных нержавеющих сталей c содержанием хрома
8% типа 03Х17Н14М2, 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304 и т.
Коррозионностойкая хромоникелевая проволока для сварки аустенитных нержавеющих сталей с содержанием хрома-18% и никеля 8% типа 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304L, 308L и т.
Коррозионно-стойкая хромоникелевая сварочная проволока М-308L для сварки аустенитных нержавеющих сталей с содержанием хрома-18% и никеля -8% типа 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304L, 308L и т.
Коррозионно-стойкая хромоникелевая сварочная проволока М-308L для сварки аустенитных нержавеющих сталей с содержанием хрома-18% и никеля -8% типа 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304L, 308L и т.
Нержавеющая проволока

- Катушка: 15 кг
- Диаметр: 1.6 мм
| C | Mn | Si | Cr | Ni | Mo | Cu | S | P | Nb |
| max 0,80 | 1,60-2,50 | 0,65-1,00 | 19,00-21,50 | 9,00-11,00 | max 0,75 | max 0,75 | max 0,03 | max 0,03 | 10xC-1,00 |

- Катушка: 15 кг
- Диаметр: 1.2 мм
| C | Mn | Si | Cr | Ni | Mo | Cu | S | P | Nb |
| max 0,80 | 1,60-2,50 | 0,65-1,00 | 19,00-21,50 | 9,00-11,00 | max 0,75 | max 0,75 | max 0,03 | max 0,03 | 10xC-1,00 |

- Катушка: 15 кг
- Диаметр: 1.0 мм
| C | Mn | Si | Cr | Ni | Mo | Cu | S | P | Nb |
| max 0,80 | 1,60-2,50 | 0,65-1,00 | 19,00-21,50 | 9,00-11,00 | max 0,75 | max 0,75 | max 0,03 | max 0,03 | 10xC-1,00 |

- Катушка: 15 кг
- Диаметр: 1.6 мм
| C | Mn | Si | Cr | Ni | Mo | Cu | S | P |
| max 0,030 | 1,60-2,50 | 0,65-1,00 | 18,00-20,00 | 11,00-14,00 | 2,00-3,00 | max 0,75 | max 0,03 | max 0,03 |

- Катушка: 15 кг
- Диаметр: 1.2 мм
| C | Mn | Si | Cr | Ni | Mo | Cu | S | P |
| max 0,030 | 1,60-2,50 | 0,65-1,00 | 18,00-20,00 | 11,00-14,00 | 2,00-3,00 | max 0,75 | max 0,03 | max 0,03 |

- Катушка: 15 кг
- Диаметр: 1.6 мм
| C | Mn | Si | Cr | Ni | Mo | Cu | S | P |
| max 0,030 | 1,50-2,50 | 0,65-1,00 | 23,00-25,00 | 12,00-14,00 | max 0,75 | max 0,75 | max 0,03 | max 0,03 |

- Катушка: 15 кг
- Диаметр: 1.2 мм
| C | Mn | Si | Cr | Ni | Mo | Cu | S | P |
| max 0,030 | 1,50-2,50 | 0,65-1,00 | 23,00-25,00 | 12,00-14,00 | max 0,75 | max 0,75 | max 0,03 | max 0,03 |

- Катушка: 5 кг
- Диаметр: 1.0 мм
| C | Mn | Si | Cr | Ni | Mo | Cu | S | P |
| max 0,030 | 1,50-2,50 | 0,65-1,00 | 23,00-25,00 | 12,00-14,00 | max 0,75 | max 0,75 | max 0,03 | max 0,03 |

- Катушка: 15 кг
- Диаметр: 1.0 мм
| C | Mn | Si | Cr | Ni | Mo | Cu | S | P |
| max 0,030 | 1,50-2,50 | 0,65-1,00 | 23,00-25,00 | 12,00-14,00 | max 0,75 | max 0,75 | max 0,03 | max 0,03 |

- Катушка: 5 кг
- Диаметр: 0.8 мм
| C | Mn | Si | Cr | Ni | Mo | Cu | S | P |
| max 0,030 | 1,50-2,50 | 0,65-1,00 | 23,00-25,00 | 12,00-14,00 | max 0,75 | max 0,75 | max 0,03 | max 0,03 |

- Катушка: 15 кг
- Диаметр: 0.8 мм
| C | Mn | Si | Cr | Ni | Mo | Cu | S | P |
| max 0,030 | 1,50-2,50 | 0,65-1,00 | 23,00-25,00 | 12,00-14,00 | max 0,75 | max 0,75 | max 0,03 | max 0,03 |

- Катушка: 15 кг
- Диаметр: 1.6 мм
0.80 ведет к увеличению текучести сварочной ванны, улучшает сварные свойства и внешний вид сварного шва.
| C | Mn | Si | Cr | Ni | Mo | Cu | S | P |
| max 0,030 | 1,60-2,50 | 0,65-1,00 | 19,50-22,00 | 9,00-11,00 | max 0,75 | max 0,75 | max 0,03 | max 0,03 |

- Катушка: 5 кг
- Диаметр: 1.2 мм
0.80 ведет к увеличению текучести сварочной ванны, улучшает сварные свойства и внешний вид сварного шва.
| C | Mn | Si | Cr | Ni | Mo | Cu | S | P |
| max 0,030 | 1,60-2,50 | 0,65-1,00 | 19,50-22,00 | 9,00-11,00 | max 0,75 | max 0,75 | max 0,03 | max 0,03 |

- Катушка: 15 кг
- Диаметр: 1.2 мм
0.80 ведет к увеличению текучести сварочной ванны, улучшает сварные свойства и внешний вид сварного шва.
| C | Mn | Si | Cr | Ni | Mo | Cu | S | P |
| max 0,030 | 1,60-2,50 | 0,65-1,00 | 19,50-22,00 | 9,00-11,00 | max 0,75 | max 0,75 | max 0,03 | max 0,03 |

- Катушка: 1 кг
- Диаметр: 1.2 мм
0.80 ведет к увеличению текучести сварочной ванны, улучшает сварные свойства и внешний вид сварного шва.
| C | Mn | Si | Cr | Ni | Mo | Cu | S | P |
| max 0,030 | 1,60-2,50 | 0,65-1,00 | 19,50-22,00 | 9,00-11,00 | max 0,75 | max 0,75 | max 0,03 | max 0,03 |

- Катушка: 5 кг
- Диаметр: 1.0 мм
0.80 ведет к увеличению текучести сварочной ванны, улучшает сварные свойства и внешний вид сварного шва.
| C | Mn | Si | Cr | Ni | Mo | Cu | S | P |
| max 0,030 | 1,60-2,50 | 0,65-1,00 | 19,50-22,00 | 9,00-11,00 | max 0,75 | max 0,75 | max 0,03 | max 0,03 |

- Катушка: 15 кг
- Диаметр: 1.0 мм
0.80 ведет к увеличению текучести сварочной ванны, улучшает сварные свойства и внешний вид сварного шва.
| C | Mn | Si | Cr | Ni | Mo | Cu | S | P |
| max 0,030 | 1,60-2,50 | 0,65-1,00 | 19,50-22,00 | 9,00-11,00 | max 0,75 | max 0,75 | max 0,03 | max 0,03 |

- Катушка: 1 кг
- Диаметр: 1.0 мм
0.80 ведет к увеличению текучести сварочной ванны, улучшает сварные свойства и внешний вид сварного шва.
| C | Mn | Si | Cr | Ni | Mo | Cu | S | P |
| max 0,030 | 1,60-2,50 | 0,65-1,00 | 19,50-22,00 | 9,00-11,00 | max 0,75 | max 0,75 | max 0,03 | max 0,03 |

- Катушка: 5 кг
- Диаметр: 0.8 мм
0.80 ведет к увеличению текучести сварочной ванны, улучшает сварные свойства и внешний вид сварного шва.
| C | Mn | Si | Cr | Ni | Mo | Cu | S | P |
| max 0,030 | 1,60-2,50 | 0,65-1,00 | 19,50-22,00 | 9,00-11,00 | max 0,75 | max 0,75 | max 0,03 | max 0,03 |

- Катушка: 15 кг
- Диаметр: 0.8 мм
0.80 ведет к увеличению текучести сварочной ванны, улучшает сварные свойства и внешний вид сварного шва.
ООО «Инокстрейд»
Выберите интересующую Вас продукцию
Отправьте заявку и получите каталог продукции в PDF
В основе металлопроката и изделий из него лежит нержавеющая сталь марок AISI 304(L), 321, 316(L, Ti), 309, 310(S), 409, 430, 436, 439, 441, 444, 904L. Продукция имеет матовую, шлифованную, зеркальную или рифленую поверхность.
Коррозионностойкая нержавейка подходит для использования в широком диапазоне температур, хорошо показывает себя при резких перепадах столбика термометра. На обработанной поверхности не задерживаются частицы веществ, с которыми был контакт. Изделия легко поддаются чистке с применением моющих средств. Металлопрокат из нержавеющей стали химически нейтрален, может контактировать с агрессивными средами.
На заводах изготовители проводят лабораторные испытания, чтобы на рынок поступала продукция без механических дефектов, соответствующая заявленному качеству.
Изделия проверяют на:
- стойкость к сварочной межкристаллитной коррозии;
- растяжение, расплющивание, раздачу;
- соответствие геометрическим размерам
Параметры изделий типовые, соответствуют ГОСТам. Мы принимаем заказы на нетиповую продукцию, если ее размерный сортамент не противоречит стандартам.
Большой выбор видов нержавеющего металлопроката и изделий из него представлено на складах-филиалах компании «Инокстрейд» в 12 крупных городах России. Поставляем товары предприятиям пищевой, химической, строительной, фармацевтической, целлюлозно-бумажной, энергетической промышленности.
Мы всегда готовы предложить широкий ассортимент продукции, в том числе:
 Труба круглая и профильная
Труба круглая и профильная Листовой и сортовой прокат
Листовой и сортовой прокат Запорная арматура и фитинги
Запорная арматура и фитинги Насосное оборудование
Насосное оборудование



БОЛЕЕ 5000 КЛИЕНТОВ В РОССИИ






Из десятков российских поставщиков клиенты выбирают «Инокстрейд» по следующим причинам:
- Более 5000 наименований товарных единиц на складах – можно купить в одном месте все, что нужно для проекта, и закрыть его под ключ.
- Сертификаты качества на каждую продукцию (стандарты РФ, ЕС).
- Сеть представительств в 12 городах страны, откуда можно забрать заказ или оформить доставку транспортной компанией.
- Выгодные цены на нержавеющий металлопрокат от производителя.
- Автоматизированная система учета товара на складах.
- Отгрузка больших партий товара по отсроченной потребности.
- Резка проката по любым размерам.
- Информационная поддержка техническими специалистами.
С нами можно сэкономить на доставке – отгружаем заказ с ближайшего к вам склада. Машина транспортной компании приедет быстрее, а вы заплатите меньше. Для клиентов, у которых есть свой автомобиль подходящей вместимости, доступен самовывоз.
Если вы не уверены в правильности выбора или нуждаетесь в помощи специалиста, наши сотрудники готовы ответить на любые вопросы касательно ассортимента. Телефон для консультаций – +7 (495) 741 75 81.
Преимущества использования нержавеющей проволоки для сварки полуавтоматом
В данной статье будет приведена вся основная информация о сварочной проволоке из нержавеющей стали. Вы узнаете особенности её маркировки, требования, которым должно отвечать качественное изделие, и на что необходимо обращать внимание при выборе.
Также будут разобраны особенности технологии сварочных работ на полуавтомате с проволокой, и проанализировано актуальное на сегодняшний день состояние рынка данных материалов, на предмет основных производителей и их ценовой политики.

Сварка с использованием проволоки
Проволока является элементом, который при сварке полуавтоматом берет на себя функции электрода, и передает ток на свариваемые поверхности. В дополнение к этому, проволока вязальная выполняет роль присадочного материала, при плавке которого происходит формирование сварочного шва.
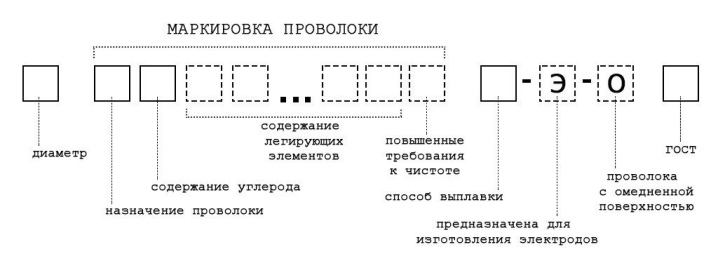
1 Маркировка нержавеющей проволоки для сварки
Ниже приведен стандартный тип маркировки проволоки, и пояснения к его значениям.

Расшифровка стандартной маркировки сварочной проволоки
- Диаметр металлической нити. Для сварки на полуавтомате подходят нити нержавейки диаметром 1,6 мм, 1,2 мм, 1 мм, 0,8 мм и 0,6 мм.
- Марка изделия.
Ячейка №2 – назначение: CВ – сварочная, либо НП – наплавочная; ячейка №3 – концентрация углеродов в сырье, которая указывается в сотых процента. Для примера: CВ09 – изделие для сварки с содержанием углерода 0,09%.Ячейки №4, №5, №6 и №7 – указывают концентрацию дополнительных легирующих примесей.
Особенности маркировки следующие: Ю — алюминий, Д – Медь, Т – титан, Г – марганец, Ц – цирконий, М – молибден, Х – хром, Н – Никель, С – кремний.В ячейке, следующей после указанной буквы, расположено число, которое свидетельствует о концентрации данного элемента, но при этом, если содержание элемента находится в пределах одного процента, то цифру, как правило, не ставят.
Для примера: проволока вязальная из нержавейки для сварки полуавтоматом СВ09Н5Х21Т содержит 0,9% углеродов, 5% никеля, 21% хрома, и 1 процент титана.
Ячейка №8 – маркировка в данной ячейке ставится, если сварочная нить отвечает повышенным требованиям к содержанию вредных серных и фосфорных примесей.
- Технология производства (метод выплавки): Ш – электрошлаковая выплавка, ВИ – выплавка в вакуумно- индукционных печах (наиболее предпочтительный вариант по итоговому качеству изделия), ВД – выплавка в вакуумно-дуговых печах;
- В случае, из данной нити могут изготавливаться электроды, маркировка содержит указатель Э;
- О – элемент маркировки, выделяющий проволоку с омедненным покрытием;
- Соответствие изделия Государственному Стандарту Качества.
1.1 Об изготовлении проволоки
Актуальным стандартом, согласно требований которого производится сварочная вязальная проволока из нержавейки, является ГОСТ Российской Федерации 2246-70 «Проволока сварочная из высоколегированной, жаростойкой и коррозионностойкой стали».

Бухты нержавеющей проволоки для полуавтоматов
Поскольку эффективность сварки полуавтоматом непосредственно зависит от качества используемой сварочной проволоки, данный ГОСТ выдвигает строгие требования к сырью, использующемуся для её создания.
Согласно требований ГОСТ 2246 строго нормируется наличие следующих материалов в составе изделия:
Количество содержащегося в сырье углеродов непосредственно влияет на качество итогового изделия. Если концентрация углерода достаточная, что для сварочной нити крайне важно, то нержавеющие нити будут обладать хорошими показателями пластичности, что позитивным образом сказывается на удобстве их использования в процессе сварки, и, при этом, высокой прочностью и износоустойчивостью, вследствие чего будет уменьшен расход проволоки.
- Марганцевые и кремниевые примеси.
Данные элементы используются для раскисления сырья ещё на процессе плавки. Оптимальная концентрация марганца и кремния придает нержавеющей нити высокое сопротивление стиранию, вследствие чего повышается её износоустойчивость, и эластичность.
Однако, крайне важно, чтобы примеси фосфора и кремния были равномерно растворены в нержавеющей стали, так как скопления окислов, в которые могут собираться молекулы кремния, негативно сказываются на упругости сварной проволоки.
- Фосфор и сера.
Эти элементы относятся к категории вредных примесей, поэтому их количество в сырье для изготовления изделия из нержавейки для сварки полуавтоматом строго нормируется.

Процесс производства сварочной нержавеющей проволоки
Согласно действующему ГОСТ 2246, общая концентрация серы и фосфора в нержавеющей стали не должна превышать 0,05%, при повышении данной нормы нержавейка приобретает свойство к «красноломкости» — повышению хрупкости под воздействием высокой температуры, что затрудняет её использование во время сварки.
- Хром.
Хром является сторонним элементом, который попадает в заготовки нержавеющей стали во время их выплавки в доменных печах. Наличие хрома негативно сказывается на прочностных показателях итогового изделия, поэтому производителями принимаются разнообразные меры для уменьшения его концентрации, которая, согласно ГОСТ, не должна превышать 0,1%.
Наличие в составе нержавеющей стали азотных примесей практически никак не сказывается на прочности и эластичности свежей нити. Однако со временем, азот провоцирует увеличения свойств деформационного старения – потери эксплуатационных характеристик изделия, таких как эластичность, прочность и хрупкость.
- Остальные (неметаллические примеси).
Любые неметаллические примеси в составе нержавеющей нити для сварки полуавтоматом являются дефектами, и свидетельствуют о низком качестве изделия.
к меню ↑
2 Особенности использования
Существует две основные технологии сварки на полуавтомате с использованием нержавеющей проволоки: сварка, с применением короткой дуги, и импульсный метод. Также существует сварка со струйным переносом, этот метод не требует обязательного применения газа, однако для его реализации лучше подходит порошковая вязальная проволока.
Сварка посредством короткой дуги (струйный перенос) — используется в большинстве сварочных полуавтоматов. Данная технология требует от аппарата поддержания постоянного напряжения на выходе с большой плотностью тока.
При этом обеспечивается достаточно эффективное использование сварочной проволоки, которая из-за максимальной плотности тока не подвергается повышенному выгоранию легирующих примесей, что гарантирует качественный и чистый сварной шов.
Данный метод требует использования нержавеющей нити с диаметром меньшим, чем диаметр электрода, что позволяет уменьшить разбрызгивание материала и увеличить плавность шва, но, при этом, увеличивает расход проволоки.

Сварка металлических листов с помощью нержавеющей проволоки
Импульсный перенос дуги является самой эффективной технологией, как по продуктивности, так и по итоговому качеству сварочного шва. Особенностью импульсного метода сварки является покапельная подача нити на шов, что полностью устраняет возможное разбрызгивание материала, и позитивно сказывается на уменьшении его расхода.
Для реализации данного способа необходимо наличие качественного полуавтомата, обладающего широким диапазоном настройки тока сварки, и высокими динамическими характеристиками.
Именно импульсный перенос является оптимальным способом сваривания алюминия и нержавеющей стали, особенно, если нужно соединить тонкие листы металла.
В таких случаях сварка на полуавтомате демонстрирует качество, сравнимое с высокотехнологичной аргоновой сваркой, но, при этом, существенно большую продуктивность, из-за сокращенного времени обработки металла.
к меню ↑
2.1 Технология сварки полуавтоматом с использованием нержавеющей проволоки (видео)
2.2 Реализация функции подачи проволоки
Подача проволоки в современных полуавтоматах механизировано: оператор, нажимая на кнопку подачи, активирует продвижение материала вдоль горелки, при этом, сварочный газ и напряжение на выходе отключаются.
Существует и полностью автоматизированная технология подачи сварной нити – когда при включенном полуавтомате дуга перестает зажигаться, что свидетельствует об отсутствии нужного количества проволоки, агрегат автоматически отключит подачу газа и тока, и подаст необходимое количество материала.
Сама подача выполняется посредством конструкции, состоящей из нескольких роликов (№1 на нижеприведенном рисунке), которые протягивают проволоку до нужного уровня.

Устройство подачи проволоки в пистолете сварочного полуавтомата
Также качественные полуавтоматы обладают функцией растяжки дуги, которая дает возможность настройки длины изделия, выступающей за рабочую зону сопла держателя. Данная функция позволяет сварщику оптимально подстраивать полуавтомат для сварки листов металла разной толщины, и под разные требования к итоговому сварному шву.
к меню ↑
2.3 Обзор актуальных рыночных цен
Чтобы составить полную картину о представленном на рынке ассортименте, и ценах на сварочную нержавеющую нить, мы выполнили анализ сортамента от самых востребованных производителей.
Как показал осмотр рынка, цены очень разнятся в зависимости от объемов закупки, так цена при покупке в розницу, может быть на 25-30% большей, чем цена при покупке большими бухтами. В целом же, основным фактором, от которого зависит цена, является диаметр проволоки.
Основными производителями нержавеющей нити являются бренды MIG и NWT. Наиболее популярным вариантом для полуавтоматов является изделие диаметром 1,2 мм. MIG ER-316LSi, цена в розницу которой составляет около 12 долларов за килограмм, если же покупать материал в бухтах по 15 кг, то цена снижается до 11 долларов.

Устройство сварочного пистолета (вид изнутри)
При уменьшении диаметра проволоки, растет её цена за один килограмм, к примеру: цена в розницу той же проволоки MIG ER308, диаметров в 0,8 мм составляет почти 15 долларов, а при покупке оптом (бухтой в 15 кг) цена понижается до 13 долларов.
Стоимость покупки в розницу изделия большого диаметра – 1,6 мм, составляет 14,3 доллара, если брать оптом – 13 долларов.
Статьи по теме:
Портал об арматуре » Сварка » Преимущества использования нержавеющей проволоки для сварки полуавтоматом
Добавить комментарий Отменить ответ
Этот сайт использует Akismet для борьбы со спамом. Узнайте, как обрабатываются ваши данные комментариев.
Все о нержавеющей сварочной проволоке

- Особенности и назначение
- Расшифровка маркировки
- Популярные марки
- Лучшие производители
- Советы по использованию
Сварка является удобным и качественным способом соединения поверхностей и изделий из различных металлов и их сплавов. Однако для выполнения этой нелегкой процедуры требуется наличие специального оборудования и материалов. Сварщику, кроме агрегата для сварки, проводов с держаком или горелкой, электродов и средств защиты, во время работы не обойтись без присадочной проволоки, например, нержавеющей, которая хорошо себя зарекомендовала при проведении особо сложных и ответственных сварочных работах.


Особенности и назначение
Нержавеющая сварочная проволока является расходным присадочным материалом. Она распространена не столько в бытовой сфере, сколько в строительстве и промышленности. Химическое, нефтяное и пищевое производство не обходятся без данного расходника. Проволока для сварки из нержавейки необходима при создании всевозможных производственных конструкций, деталей, а также при ремонте старого оборудования и сооружений.
Ее изготавливают согласно ГОСТ, что гарантирует высокое качество изделия, а также хороший результат его использования. Такую проволоку используют в качестве расходного материала во время автоматической и полуавтоматической сварки. Она бывает сплошной, требующей при использовании в сварочном процессе газовой защиты посредством СО2, аргона или их совокупностей.
В безгазовой защите нашла свое применение порошковая нержавеющая проволока, которая имеет вид трубки с флюсом и газовым составом внутри. Внутреннее наполнение проволоки необходимо для защиты образующегося сварочного шва.

Это изделие нашло свое применение в качестве наплавочного расходного материала. В результате его использования на поверхности образуется защитная плёнка, предохраняющая сварочный шов от коррозии. А также нержавеющая проволока – это основа для заготовки электродов. Процесс сварки с применением данного материла осуществляется благодаря искусственному повышению температуры до показателя, нужного для плавки.
Присадочный материал расплавляется за счет наличия в нём уникальных составляющих. Во время сварки проволока, расплавившись, не разбрызгивается, а равномерно наполняет швы, делая их прочными и аккуратными. В настоящее время редко можно встретить сварочный процесс, в котором не используется такой вид проволоки.

Расшифровка маркировки
Нержавеющую сварочную проволоку обозначают так же, как и легированную. Разницей можно назвать только наличие в нержавейке хрома и никеля в большом количестве. Маркируют сплошную нержавеющую проволоку в соответствии с ГОСТ 2246- 70.
В обозначении могут присутствовать такие буквы:
- А – в состав проволоки входит стандартное количество фосфора и серы;
- АА – вышеперечисленные вещества содержатся в уменьшенном количестве;
- Ш – изделие было произведено электрошлаковым переплавом;
- Э – проволоку используют для подготовки электродов;
- О – на поверхности изделия находится медное покрытие, поэтому проволоку используют в случае изготовления ответственных соединений стабильной дугой.
Согласно нормам ГОСТ, в маркировке стальной проволоки могут содержаться такие обозначения:
- Х – изделие холодного проката;
- Т – термически обработано;
- П – повышенная точность производства;
- ТС – металл светлой окраски, в котором нет окислов.


В зависимости от диаметра 100 м нержавеющей проволоки для сварки имеют следующие массы:
- 0.5 мм – 0, 31 кг;
- 1 мм – 0, 62 кг;
- 1.5 мм – 1, 4 кг;
- 2 мм – 2, 48 кг.

Популярные марки
Сегодня на рынке представлен широкий ассортимент марок сварочной нержавеющей проволоки. Поэтому при выборе данного товара стоит уделить внимание составу. В нем часто присутствуют стабилизаторы горения и окисления. Марганцесодержащее изделие характеризуется плотностью, а углеродсодержащее – невысокой пластичностью. Выбор проволоки должен быть основан на особенностях будущего применения.
Среди самых востребованных марок проволоки для нержавейки можно выделить такие:
- 12Х18Н10Т;
- Св 07х25н13;
- Св 06х19н9т;
- Св 04х19н11м3.

Лучшие производители
На стоимость нержавеющей сварочной проволоки оказывает прямое влияние не только качество материала, наличие примесей, но и особенности производства. Изготавливают этот присадочный расходный материал во многих странах Европы, включая Украину и Россию. В настоящее время на рынке можно купить изделие от таких фирм-производителей:
- «СпецЭлектрод»;
- «Эком Плюс»;
- Сычевский Электродный завод;
- «Вадис–М»;
- «Фрунзе – Электрод»;
- Lincoln Electric;
- «Оливер»;
- ESAB.



Советы по использованию
Чтобы получить качественное соединение, многие сварщики используют полуавтоматы при работе с нержавеющей проволокой. Это оборудование защищает швы от постороннего воздействия, автоматически подает присадочную проволоку к месту сварки, принудительно охлаждает, может применяться в труднодоступных местах.
Перед выполнением работы стоит заняться подготовительным этапом, то есть – выполнить ряд мероприятий.
- Ликвидировать загрязнения с обрабатываемой поверхности.
- Заняться обезжириванием места сварки на заготовках.
- Убрать избыток влаги с поверхностей путем нагрева их до 100 градусов.

Чтобы между свариваемыми деталями получилась небольшая переходная толщина шва, можно воспользоваться несколькими способами сварки:
- методом короткой дуги;
- струйным переносом;
- универсальным импульсным способом.

Для достижения качественного результата работы с нержавеющей присадкой сварщику потребуется выполнить такие требования:
- расположить горелку под отрицательным углом;
- водить головку на дистанции, равной 1,2 см от металлической поверхности;
- плавка проволоки должна осуществляться небольшими порциями, здесь не должны использоваться крупные капли.
Иногда после сварки могут наблюдаться дефекты. Чтобы их устранить, необходимо разогреть детали горелкой и простучать их молотком.

Сварочная нержавеющая проволока – это важный атрибут, без которого сложно представить себе процесс сварки. Потребители могут приобрести данный товар в мотке, катушке или бухте. Этот универсальный вид сырья имеет высокие технологические свойства и поэтому используется во многих отраслях производства и строительства.
Советы по выбору проволоки для сварки смотрите в следующем видео.