Сварочные разъемы для соединения кабелей
Разъемы для сварочных кабелей в Москве
- Компьютерные кабели, разъемы, переходники
- СКС
- Провода, кабели для строительства и ремонта
- Сварочные аппараты
- Аппараты для плазменной резки

Кабельная вилка Сварог 88655
Вилка кабельная Сварог 10-25, ISQ0070
Кабельный разъем QUATTRO ELEMENTI розетка кабельная сварочного аппарата SК 16-25 (до 200 А/45В 2 шт в блистере)
Вилка Сварог 35-50 ISQ0077 (88654)
Разъем силовой Сварог (16–25) + б/р, ISQ0040
Комплект Quattro Elementi сварочных проводов KIT-20 до 200 А, держатель, масса, провода 5+4 м, коннекторы TK 16-25 648-731
ROCKDALE SP001(4P) Кабельный разъём типа Speakon четырёхконтактный
Кабельная вилка Калибр 00000064965
Кабельный штекер ABI-CM 10-25
СКРП-50 гнездо имп.
Кабеледержатели для инверторных сварочных аппаратов: мама кабеля сечен. от 10 до 25 мм2
Кабельная розетка Сварог ISQ0097
Кабельная вилка 35-50 для сварочного аппарата
Кабельный разъем QUATTRO ELEMENTI вилка сварочного кабеля ТК 35-50 (до 315А, 2шт, блистер)
Кабельная вилка 10-25 для сварочного аппарата
Разъем ESAB Terminal, 19 штырьков, мама
Разъем RCA металлический, BV24165
Штекер кабельный ESAB TSB 10/25 стержень: 9 мм, для кабеля 10-25 мм (2шт.)
Панельная вилка Сварог 10-25 ISQ0060
Ilsintech HS-IN — держатель дроп-кабеля для сварочных аппаратов серий S, K, KF4 (1 шт)
Разъем для преобразователей термоэлектрических овен Вилка стандарт, тип S



Разъем для преобразователей термоэлектрических овен Вилка стандарт, тип J
Разъём центральный кабельный Сварог IZX0078
Разъем Сварог центральный кабельный, IZX0078
Гнездо скрп 35-50 300А Кедр 8001442
Комплект сварочных проводов QUATTRO ELEMENTI KIT-20 до 200 А, держатель, масса, провода 5+4 м, коннекторы TK 16-25
Байонетный разъем для компрессора Blue Weld DINSE
Гнездо панельное ESAB TEB 10/25 стержень: 9 мм, для кабеля 10-25 мм (2шт.)
Кабель сварочной массы, байонетный d10, сечение кабеля 18мм2, длина 4м, электродержатель средней мощности
Гнездо скрп 10-25 200А Кедр 8001441
Комплект кабелей для сварки КГ1-16 (3+3м, в сборе с ДС-300 и ЗМС-300, вилка 10-25)
Гнездо скрп 70-95 500А Кедр 8001512
Кабельная вилка Сварог 70-95 ISQ0078
Комплект из двух разъемов DELTA MC4Y Cable
ACR-68-R Кабельный разъем SPADE /тип- клемма | на проводник D= 7.0 мм
Коннектор кабельный I-образный (клеммник 3PIN) IP68 FreeTools EKF plc-uac-cb3
KLS8-01115-MDD2-250 (SG57643B) (TAI-2M) (BM250), Клемма ножевая 6.3мм, вилка, изолированная, провод 1.5-2.5 (синяя)
Собираем качественные и надежные сварочные кабели, которые будут служить годами
Комплект сварочных кабелей для ручной дуговой сварки включает в себя два кабеля (провода), один из которых имеет на конце электрододержатель, а другой клемму для подключения к массе. Как правило, стандартный набор, поставляемый в комплекте с недорогим сварочным аппаратом, не самого лучшего качества и выходит из строя после нескольких месяцев использования. Если покупать такой комплект отдельно, то бюджетные модели также не могут похвастаться качеством, а вполне нормальные соизмеримы по цене самого сварочного аппарата. Довольно часто встречаются модели, где упор сделан на одну из трех составляющих, т.е. либо электрододержатель качественный, а кабеля (провода) так себе, либо провода отличные, а все остальное не очень. Поэтому чтобы не играть в рулетку и не переплачивать деньги, предлагаю самостоятельную сборку из проверенных комплектующих. Если заинтересовались, милости прошу.

Содержание
- Электрододержатель:
- Силовые кабеля (провода):
- Зажим массы:
- Вилка кабельная:
- Сборка:
- Выводы:
Электрододержатель:
Электрододержатель – один из самых важных компонентов, экономить на котором категорически не стоит. От качества его изготовления и конструкции зависит комфортная и удобная работа, а также конечный результат. Я не буду вдаваться в подробности, а отмечу лишь, что существует три распространенных типа электрододержателей: вилочные, пружинные и винтовые. Первые, как правило, самодельные и изготавливаются сварщиками самостоятельно. Они надежны, не очень удобны в использовании и зачастую не изолированы. Вторые самые распространенные, но в низшей и средней ценовой категории их качество оставляет желать лучшего. Качественные пружинные электрододержатели удобны в работе и особых нареканий не имеют. Винтовые электрододержатели достаточно надежно фиксируют электрод под необходимым углом и имеют хорошее качество даже в средней ценовой категории. Отлично подходят новичкам на первых порах, т.к. при неумелом отрыве «прилипшего» электрода не портят контактную площадку держака.
Я не стал идти путем проб и ошибок, поэтому сразу же купил проверенный электрододержатель винтового типа ESAB Handy 200:

Электрододержатель ESAB Handy 200 я покупал здесь
Китайский проверенный аналог на Аliexpress
Я сварщик-любитель, поэтому под мои нужны и возможности сварочного аппарата тока в 200А хватит за глаза. Учитывая хорошее качество изготовления, данного электрододержателя хватит надолго. Если вы профессионал и вам приходится много варить более толстыми электродами, в линейке есть более мощные модели, рассчитанные на больший ток и более толстые электроды. Но даже эта модель без особых проблем позволит варить током 250А без повреждений, поддерживаемый диаметр электродов от 2мм до 4мм.
Из проверенных производителей можно отметить следующие: Корд (Россия), ESAB (Швеция), FoxWeld (Италия/Китай), FUBAG (Германия), ABICOR BINZEL (Германия) и другие. Огромный выбор держаков здесь и здесь
ESAB Handy 200 имеет хорошее качество и невысокую стоимость, поэтому пользуется большим спросом. Комплект поставки:


Центральный стержень выполнен из латуни (сплав меди и цинка, с небольшим добавлением олова и других металлов), никакого омедненного железа и прочего дешмана, которое зачастую применяется в дешевых держаках. Все это позволяет пропускать значительные тока без заметного нагрева и повреждений. Для удержания служит прорезиненная рукоять со специальной накаткой, благодаря чему электрододержатель уверенно лежит в руке и выдерживает небрежное отношение. Если сравнивать с недорогими пружинными держаками, у которых ручка выполнена из карболита или пластика, то разница налицо. Тем более последние на холоде или от постоянного нагрева становятся хрупкими и могут разломиться при падении с небольшой высоты.
Крепеж позволяет зажимать провода и кабеля сечением вплоть до 50мм2:

Силовые кабеля (провода):
Вторыми по значимости элементами являются силовые кабеля (провода). От их качества зависит максимальный рабочий ток и уверенный поджиг дуги. Особенно актуально это при работе с недорогим сварочным инвертором, у которого предельный ток еле-еле дотягивает до 120-130А (уверенная сварка 3мм электродом). Тут все упирается в закон Ома: чем выше сопротивление, тем ниже ток, а учитывая «предельные» возможности сварочника, с плохими проводами он может уже «не вытянуть».
С выбором кабеля я не раздумывал и взял проверенный временем кабель КГ-ХЛ 1х25:

Покупйте в проверенных магазинах по продаже электротоваров. Можно посмотреть здесь
Расшифровывается как кабель гибкий с медными токопроводящими жилами, с изоляцией и оболочкой из резины без защитных покровов (брони) в холодостойком исполнении («ХЛ»). На работе я уже не раз изготавливал и ремонтировал подобные сварочные кабеля, нареканий по ним нет вообще. Если планируются работы на холоде, выбирайте именно в холодостойком исполнении («ХЛ»). Если не ошибаюсь, то с прошлого года все ГОСТовские кабеля КГ производятся полностью в холодостойком исполнении, поэтому при маркировке КГ, кабель на морозе не дубеет. Это не относится к «старым» запасам с маркировкой «КГ» и не ГОСТовским вариантам. Кабеля по ТУ хуже, хоть и дешевле. При заявленном сечении 25мм2, в зависимости от производителя, реальное сечение варьируется от 20 до 23мм2. От себя добавлю, что из этих кабелей я делал провода для прикуривания и дорабатывал провода для автопускача (JumpStarter), даже при -20°С не стоят колом.
При выборе ориентируйтесь на несколько параметров: ток, цена, длина и вес. Сечение кабеля для сварочного аппарата подбирается исходя из тока, отдавайте этому параметру наивысший приоритет. Ориентируйтесь по следующим значениям: 16 кв. мм – до 190А, 25 кв. мм – до 240А, 35 кв. мм – до 290А. Чем выше сечение, тем меньше сопротивление и ниже потери на нагрев. Ценники на медь кусачие, поэтому кабель не из дешевых. Цена, длина и вес кореллируются между собой. Помните, что переносить 25м бухту кабеля 1х25 то еще удовольствие, причем, не дешевое.
Какое сечение выбрать – дело каждого, но я решил перестраховаться и выбрал 25мм2, поскольку сварочник у меня китайский и лишние потери мне не к чему. В принципе, для моих задач хватилобы и 16мм2, но взял с запасом. Тем более как оказалось, кабель изготовлен по ТУ (не ГОСТ):
Зажим массы:
Сварочные кабеля я делал на скорую руку, поэтому приобретал то, что было под рукой в близлежащих магазинах. Нормального зажима я не нашел и временно заказал зажим Диолд 3М-300-02 на 300А:

Качество удовлетворительное, но зато цена привлекательная (около 150р). Изначально хотел купить клемму заземления КЗ-25 (КЗ-31) «Корд» из латуни на 250А, но их нигде не было, даже в онлайн-магазинах по приемлемым ценникам:

Решил взять дешевую клемму Диолд, доработать ее немного и после покупки нормальной, оставить в качестве запасной. Выглядит она следующим образом:

Приобретал в ближайшем строймаге, но вполне можно заказать и на Алиэкспресс здесь
Ничего хорошего по ней сказать не могу. Выполнена из стали (плюс надежности), в остальном печаль: губки стальные омедненные, роздвиг небольшой, жестяная перемычка коротка и зачастую не позволяет нормально зацепить зажим. Розоватый оттенок на губках – это небольшое напыление меди на сталь для лучшей токопроводимости последней:

Слой меди небольшой, при 120А будет греться:

Про доработку таких дешманских зажимов расскажу позже, если будет интерес, но на первое время хватит. Моя доработанная при 120А не греется особо, поэтому менять не спешу. Многие профессиональные сварщики в качестве зажимов массы используют небольшие тисочки или струбцины (Корд, ПТК, Brima, Sirio и другие):

Вариант хороший, но для минимизации потерь и, соответственно, нагрева, лучше использовать бронзовые или латунные вместо стальных.
У китайцев есть хорошие зажимы по гораздо привлекательным ценам здесь
также есть готовые провода с массой здесь
Вилка кабельная:
Кабельные вилки (сварочные разъемы), как правило, идут в комплекте со сварочным аппаратом. При необходимости можно приобрести отдельно. У меня как раз они были в комплекте:

Купить отдельно можно здесь
Качество хорошее, на твердую четверку. Огорчило присутствие жестяных омедненных полосок под винты вместо медных:

Я их вырезал из медной фольги в несколько слоев:

Сборка:
Когда все элементы куплены, можно приступать к сборке. Ничего сложного в этом нет. Первым делом определяемся с метражом под кабеля. Самый оптимальный и распространенный вариант – кабель с держаком на 1-2 метра длиннее. При покупке 8м кабеля, оптимальным будет вариант «5м + 3м». При этом будет запас кабеля по высоте и периметру при работе с габаритной конструкцией. Если сделать «4м + 4м», то иногда придется передвигать сварочный аппарат.
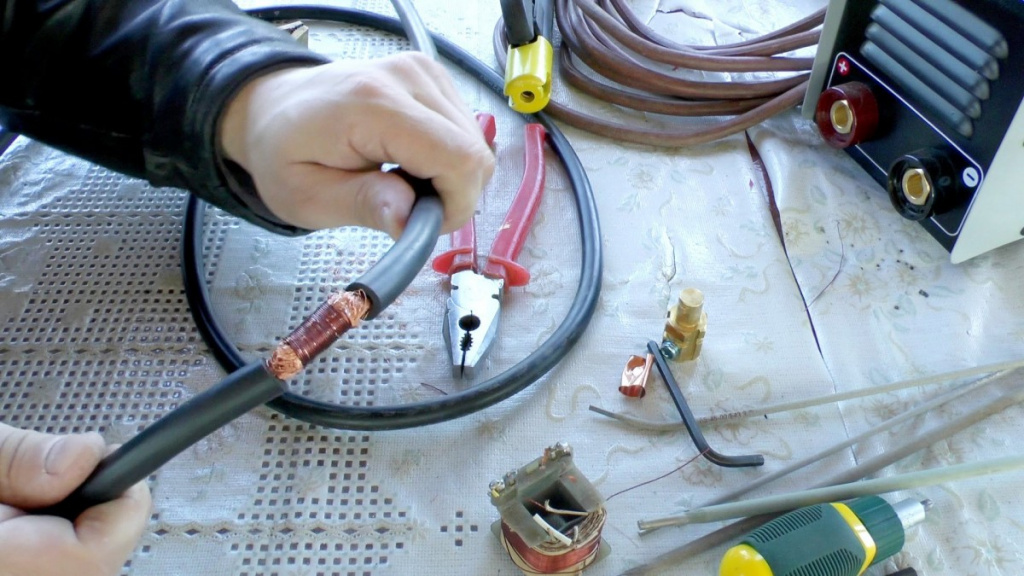
После того, как определились с размерами, зачищаем концы проводов. Штангенциркулем или какой-нибудь спицей измеряем глубину и на это расстояние зачищаем изоляцию:

Можно воспользоваться так называемыми стрипперами для снятия изоляции, очень удобный инструмент для монтажников и не только. Купить можно здесь
При зажиме кабеля в электрододержателе не забываем про специальную проставку под винт, иначе последний разломит часть проводков и контакт будет хуже:

Получается такая замечательная конструкция:

С кабельной вилкой поступаем аналогичным образом:

Не забываем также установить прокладку под винт:
В итоге имеем качественные универсальные кабеля, которые имеют минимальное сопротивление и не греются даже при значительных токах:

При использовании кабеля КГХЛ ими прекрасно можно работать на морозе.
Выводы:
Винтовой электрододержатель ESAB Handy 200 очень понравился: не греется, в руке лежит удобно, имеет два угла установки электрода. Перестановка электрода занимает около 10 секунд и каких-либо неудобств не доставляет. Особенно полезен будет новичкам, т.к. при неумелом отрыве прилипшего электрода не портит сам держак. По стоимости такой самосборный комплект выходит несколько дешевле, а по качеству на голову лучше большинства заводских. При этом он с легкостью переживет даже несколько сварочных аппаратов и не сломается, поэтому рекомендуется к повторению…
Если тема будет интересной, сделаю краткий обзор на проверенную и надежную экипировку, аксессуары и приспособления для сварки, о которых некоторые и не догадываются вовсе.
Использование байонетного разъема для сварки, его преимущества и недостатки

Сварочные кабели предназначены для подвода электричества к держаку бытовой, профессиональной сварки, независимо от конструкции фиксации в нем электрода.
Разные диаметры кабеля подразумевает различные разъемы для их подсоединения к сварочному аппарату.
Наиболее практичным, легким считается байонетный токовый разъем, состоящий из двух соединителей, которые путем осевого перемещения либо поворота, позволяют быстро подготовить аппарат к питанию электрической дуги.
- Общие сведения
- Преимущества и недостатки
- Механизм подключения
Общие сведения
Байонетные токовые гнезда представляются разъемными соединителями двух деталей, помещающихся при взаимодействии в устройство с характерным вырезом. Подобный тип соединения был изобретен почти 400 лет назад и использовался в оружейном деле. Простота крепления привлекла внимание современных конструкторов, что послужило его применению в мирных целях.
Система байонетных кабельных разъемов позволяет соединять между собой электрические кабели либо их подключать к сварочным аппаратам, посредством сопряжения штекера-штепселя и панельного либо кабельного гнезда.
При такой конструкции ток проходит через всю плоскость соприкосновения, чем гарантируется безопасная состыковка токопроводящей высокочастотной цепи без перегрева.
Байонет, или по-другому, штыковое соединение, используется в следующих видах оборудования:
- аппаратах дуговой сварки-резки, приварке шпилек;
- подающих механизмах;
- термическом оборудовании;
- кабелях заземления, электрических держателей;
- шланговых пакетах;
- сочленениях объективов с фотокамерой;
- электрических лампах, работающих в условиях вибрации;
- сварочных горелках.
Элементы байонета выполнены из латуни, имеют квадратную форму, что исключает случайное прокручивание. Операция называется контактным соединением деталей.
Байонетные гнезда выпускаются двух типов, в зависимости от применения силы тока — до 200 и 700 Ампер.
Наиболее распространенным размером разъема для бытовой сварки представляется стандарт «10—25», профессиональной — усиленный — «35-50».
Преимущества и недостатки

Преимущества контактного байонетного механизма характеризуется следующими положительными факторами:
- безопасностью;
- надежным и быстрым сочленением;
- высоким сопротивлением к пробоям, за счет масло-бензостойкой и термостойкой резиновой оболочки, что служит высокой защитой установок при использовании аргонодуговой либо плазменной сварки;
- простым монтажом, обеспечивающим оптимальное крепление с хорошей токопередачей;
- подходит для оборудования всех производителей;
- возможно использование в металлических либо пластмассовых корпусах;
- условия производительности кабеля соответствуют европейским нормам EN 60974-12.
Последние разработаны для поддержания надежных и безопасных высокочастотных токовых соединений в сфере дуговой сварки.
Однако даже самое лучшее устройство имеет свои недостатки. У байонета их насчитывается два:
- Высокая цена кабеля. У реализаторов она колеблется от 80 до 420 рублей. Обоснованием такой стоимости служит надежность и удобство.
- Рекламные проспекты обещают совместимость байонетного контакта с агрегатами любого производителя. Однако держак для электродов либо сам сварочный агрегат может быть устаревшей конструкции, где подключение байонета невозможно. В последнем случае требуется либо отказ он нового кабеля, либо приобретение дополнительных переходников.
Механизм подключения

Электричество передается от сварочного аппарата к держаку с электродом через байонетный штекер и соответствующего объема гнезда.
После совмещения разъема, штекер поворачивается на 90° право, чем достигается контактное высокочастотное соединение. На сварочном агрегате подключение происходит через клеммы на гнезде аппарата и штыкового кабеля.
Байонетное соединение позиционируется одним из самых безопасных и надежных. Он обеспечивает высокое качество подачи тока, что сказывается на улучшении сварочного шва.
Высокая стоимость разъема компенсируется его увеличенным сроком службы.
Сварочные разъемы для соединения кабелей
Недостаточная длина провода, идущего в комплектации со сварочным аппаратом, во время работы произошел обрыв или повреждение шнура – причины, по которым может понадобиться соединение сварочных кабелей между собой. Качество выполняемых работ и безопасность человека будут зависеть от надежности контактных соединений проводников.
Недостаточная длина провода, идущего в комплектации со сварочным аппаратом, во время работы произошел обрыв или повреждение шнура – причины, по которым может понадобиться соединение сварочных кабелей между собой. Качество выполняемых работ и безопасность человека будут зависеть от надежности контактных соединений проводников.
Особенности сварочных кабелей и их соединения

Сварочный кабель используется в виде соединяющего звена между специальными электрическими держателями и источником тока. Он изготавливается из медной или алюминиевой проволоки, имеет большое сечение и изоляцию, обеспечивающую защиту от влаги и механических повреждений. Изделия данного типа характеризуются:
- высокой гибкостью,
- минимальным сопротивлением.
Перед тем как соединить сварочные кабеля между собой, необходимо очистить их от оксидной пленки.
Важно! Между собой можно соединять только провода, выполненные из однородных металлов – медь с медью, алюминий с алюминием.
В каких случаях нужно соединение
Инверторы для сварки комплектуются короткими проводами, что создает трудности при выполнении работ на высоте и в труднодоступных местах. Соединение сварочных кабелей методами пайки, сварки или установки специальных разъемов расширяет возможности техники и исключает необходимость ее удерживания на плече. При осуществлении поставленной задачи нужно учитывать, что максимальная протяженность не должна превышать 30-40 м.
Распространенные способы соединения
Перед тем как соединить сварочный кабель методом обжима, необходимо приобрести алюминиевые или медные гильзы. Подобрать изделия можно в каталоге. Здесь представлен широкий ассортимент соединителей, комплектующих и других электронных компонентов – кабелей, сборок, печатных плат, отличающихся высоким качеством и демократичной стоимостью.
Пайка – второй востребованный способ соединения медных кабелей. Он предполагает покрытие предварительно разогретых концов жил посредством расплавленного припоя. После затвердевания последнего достигается высокая прочность и хорошая электропроводность изделия. Подходит эта технология для проводников небольшого сечения.
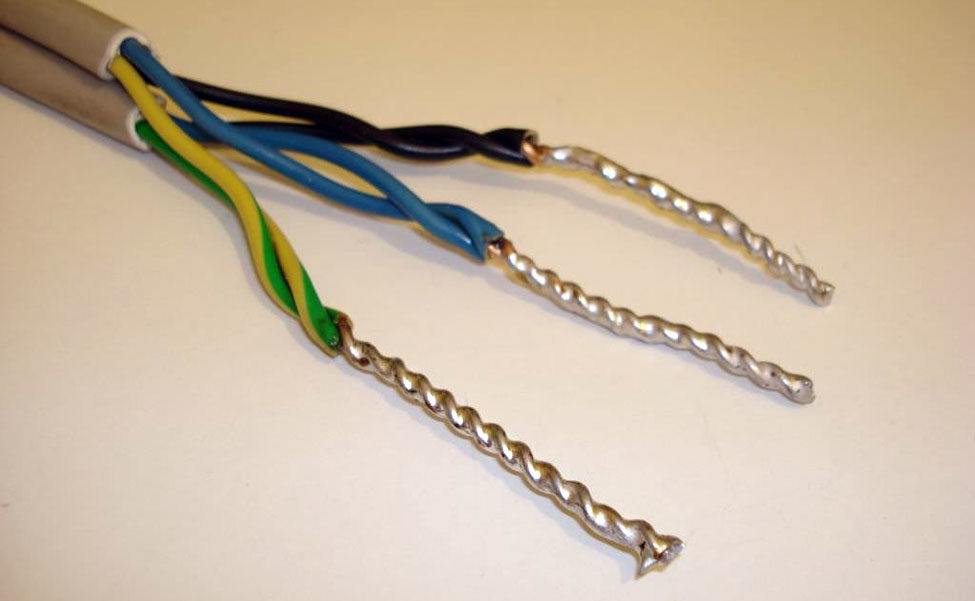
Основные преимущества пайки – простота и экономичность. К подготовительным мероприятиям можно отнести:
- избавление от изоляции,
- скрутку,
- очистку,
- обработку флюсом.
После пайки необходимо смыть остатки, нанести лак, изоляцию в виде ленты или термоусадочной пленки.
Важно! Промежуточным этапом пайки является скрутка проводов. В качестве самостоятельного метода она запрещена нормативными документами ПУЭ.
Так как соединить 2 сварочных кабеля большого диаметра позволяет в монолитную конструкцию сварка, этот метод используется часто. Для соединения проводов применяется специальный аппарат ВКЗ-1, похожий на пистолет. Преимущества метода – высокая прочность контакта, стойкость к механическим воздействиям, недостатки – необходимость в зачистке провода на 10 см, сложность выбора силы тока, невозможность разъединения элементов.
Соединение сварочного кабеля разъемами
Выбор кабельного соединителя зависит от сечения проводника. Последнее можно определить посредством микрометра или штангельциркуля. Разъем может иметь площадь в 10, 25, 35…120 мм2. Существует две конструкции приспособлений – штыревая («папа») и гнездовая («мама»). Для их подключения к оборудованию нужны специальные гнезда, выполняющие роль ответной составляющей вилки.

При покупке наконечников нужно обращать внимание на типоразмер (должен соответствовать площади сечения провода) и материалы изготовления. Предпочтение стоит отдавать изделиям с хромовым напылением, препятствующим окислению.
Соединение способом обжима является предельно простым. Оно заключается в очистке изделий от изоляции, объединении жил в пучки, надевании разъемов и их зажимании.
Установка наконечника: принципы процесса
Чтобы увеличить мобильность сварочного аппарата, можно удлинить провод, используя разные технологии соединения. Специалисты нашей компании «ВКС» рекомендуют применять разъемы, подобранные по сечению и составу жильного пучка, соблюдая последовательность и правила используемого способа. Для покупки электротехнических комплектующих нужно перейти в каталог. При возникновении трудностей с выбором наш менеджер предоставит профессиональную консультацию.
Что такое байонетный разъем для сварки?
Время чтения: 3 минуты
Сварочный кабель призван подводить электричество к держателю и производить сварку. Важнее сварочного кабеля разве что кабель питания, поскольку без него аппарат вообще не будет работать. Поэтому к выбору сварочного кабеля нужно подойти с умом.

Для сварки используются самые разнообразные кабели, а значит и разъемы для сварочных кабелей тоже могут быть разными. Выбирая кабель нужно обращать внимание на тип разъема. От этого будет зависеть надежность соединения кабеля с аппаратом и качество передачи тока. Один из наиболее надежных разъемов — байонетный. В этой статье мы расскажем, что такое байонет и какие есть достоинства у байонетного соединения.
Общая информация
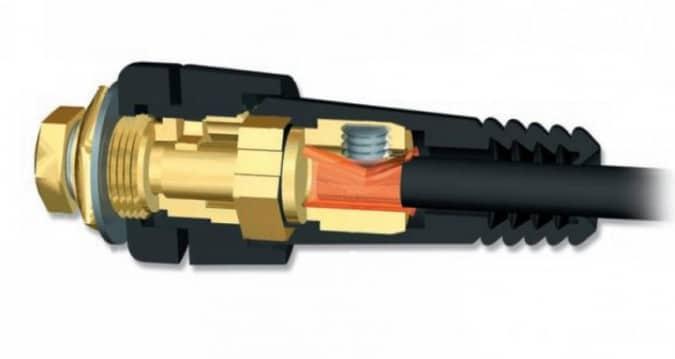
Байонетное соединение (он же байонет) — это тип соединения, схема которого показана ниже. Такой тип соединения выполняется путем смещения штекера относительно разъема, пока штекер не попадет в паз. Чтобы разъединить два провода с байонетом нужно провернуть штекер в обратном направлении.
 Схема байонетного соединения
Схема байонетного соединения
Чтобы использовать такие соединители нужен штекер для сварочного прибора и гнездо. Штекер часто называют просто кабельный разъем или «папа», а гнездом называют панельные разъемы. Кабели байонетного типа можно использовать для подключения кабеля к сварочному аппарату и для соединения двух кабелей друг с другом.
Байонетное соединение используется во многих сферах. Вы встретите байонеты на пожарной станции, где подобным образом соединяются пожарные рукава. Так же байонеты используются для соединения объективов с тушкой фотоаппарата. Такой байонет несколько отличается от описанного выше. Поскольку он имеет ряд дополнительных рычажков и пазов. Но суть остается такой же.
В сварочной сфере байонеты используются для соединения двух кабелей или кабеля с аппаратом для высокочастотной передачи тока.
Достоинства и недостатки
У кабелей с байонетным соединением есть много преимуществ. И связаны они с конструкцией такого соединения.
Прежде всего, благодаря байонету удается добиться по-настоящему надежного соединения сварочного аппарата и кабеля. Ведь соединение остается неразъемным до той поры, пока вы не провернете штекер. Фиксация кабеля и аппарата (или двух кабелей) осуществляется без применения существенной физической силы.
За счет надежной фиксации также отмечается высокое качество передачи тока. Сварка с применением байонетных кабелей куда качественнее.
Но не обошлось и без недостатков. Первый недостаток — это высокая цена. Кабели с байонетным разъемом и штекером стоят дороже, чем иные типы кабелей. И это неудивительно, ведь их строение куда сложнее.
Второй недостаток — это несовместимость со сварочным аппаратом. Бывает, что для сварочного аппарата совершенно не подходят байонетные кабели, а вы хотите их использовать. В таком случае нужно докупать переходники или просто отказываются от кабелей с байонетным соединением.
Как использовать
Чтобы правильно использовать разъем для сварочного кабеля и штекер к нему необходимо знать о некоторых нюансах. Ниже вы можете видеть ролик, где автор за 2 минуты наглядно показывает, как использовать такой тип кабелей.
Вместо заключения
Байонетный тип соединения один из самых надежных и качественных. Мастера отмечают, что при использовании байонетных разъемов и штекеров качество подачи тока существенно улучшить, как и сама сварка. Конечно, такие кабели стоят недешево. Но и служат они в два раза дольше, чем другие типы кабелей.
А какие кабели используете вы? Применяли ли вы когда-нибудь байонетные разъемы в своей работе? Расскажите о своем опыте в комментариях ниже. Он будет полезен для новичков. Желаем удачи в работе!