Сварочные соединения и швы ГОСТ
ГОСТы: Швы сварочные
Соединения сварные. Методы контроля качества
Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
Сварные соединения. Методы определения механических свойств
Швы сварные и металл наплавленный. Методы отбора проб для определения химического состава
Контроль неразрушающий. Соединения сварные. Радиографический метод
Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры
Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
Контактная сварка. Соединения сварные. Конструктивные элементы и размеры
Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные злементы и размеры
Соединения сварные из двухслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры
Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры
Швы сварных соединений из винипласта, поливинилхлоридного пластиката и полиэтилена. Методы контроля качества. Общие требования
Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
Конструкции сварные. Метод оценки хладостойкости по реакции на ожог сварочной дугой
Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Контроль неразрушающий. Швы сварных соединений трубопроводов. Магнитографический метод
Контроль неразрушающий. Соединения паяные. Ультразвуковые методы контроля качества
Соединения сварные. Методы испытаний на сопротивляемость образованию холодных трещин при сварке плавлением
Соединения сварные. Методы испытаний на сопротивляемость образованию горячих трещин при сварке плавлением
Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Контроль неразрушаюший. Соединения сварные. Электрорадиографический метод. Общие требования
Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
Сварка, высокотемпературная и низкотемператупная пайка, пайкосварка металлов. Перечень и условные обозначения процессов
Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения
Испытания разрушающие сварных швов металлических материалов. Испытания на сопротивляемость образованию горячих трещин в сварных соединениях. Процессы дуговой сварки. Часть 3. Испытания с приложением внешней нагрузки
Дефекты в сварных соединениях термопластов. Описание и оценка
Испытания разрушающие сварных швов металлических материалов. Испытания на сопротивляемость образованию холодных трещин в сварных соединениях. Процессы дуговой сварки. Часть 3. Испытания с приложением внешней нагрузки
Испытания разрушающие сварных соединений металлических материалов. Испытание на растяжение образцов, вырезанных поперек шва
Испытания разрушающие сварных швов металлических материалов. Испытание на продольное растяжение металла шва сварных соединений, выполненных сваркой плавлением
Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением
Испытания разрушающие сварных швов металлических материалов. Испытание на ударный изгиб. Расположение образца для испытания, ориентация надреза и испытание
Контроль неразрушающий. Аттестация и сертификация персонала
Контроль неразрушающий. Визуальный контроль соединений, выполненных сваркой плавлением
Испытания разрушающие сварных швов металлических материалов. Испытания на сопротивляемость образованию горячих трещин в сварных соединениях. Процессы дуговой сварки. Часть 1. Общие положения
Испытания разрушающие сварных швов металлических материалов. Испытания на сопротивляемость образованию горячих трещин в сварных соединениях. Процессы дуговой сварки. Часть 2. Испытания с естественной жесткостью
Испытания разрушающие сварных швов металлических материалов. Испытания на сопротивляемость образованию холодных трещин в сварных соединениях. Процессы дуговой сварки. Часть 1. Общие положения
Испытания разрушающие сварных швов металлических материалов. Испытания на сопротивляемость образованию холодных трещин в сварных соединениях. Процессы дуговой сварки. Часть 2. Испытания с естественной жесткостью
Сварка. Термины многоязычные для сварных соединений
Испытания разрушающие сварных швов в материалах с металлическими свойствами. Испытание на прочность узких сварных соединений, полученных лазерной сваркой и электроннолучевой сваркой (Определение твердости по Виккерсу и Кнупу)
ГОСТ 5264-80 на ручную дуговую сварку и соединения
 В производстве машин, кораблей, трубопроводов и другой промышленной продукции широко применяется сварка. Все материалы, оборудование и швы регулируются нормативными документами. ГОСТ 5264-80 ручная дуговая сварка соединения сварные включает в себя виды швов, зачистку кромок. Метод контроля обозначен в другом документе. Выполненный по ГОСТ шов прочный и ровный. Он не имеет дефектов, разрушений.
В производстве машин, кораблей, трубопроводов и другой промышленной продукции широко применяется сварка. Все материалы, оборудование и швы регулируются нормативными документами. ГОСТ 5264-80 ручная дуговая сварка соединения сварные включает в себя виды швов, зачистку кромок. Метод контроля обозначен в другом документе. Выполненный по ГОСТ шов прочный и ровный. Он не имеет дефектов, разрушений.
Швы, производимые ручной дуговой сваркой по ГОСТ 5264-80 делятся на типы по расположению состыковываемых элементов. В нормативном документе выделяют соединения:
- стыковое;
- угловое;
- внахлест;
- внакладку.
Соединение встык считается классическим и встречается чаще других видов. Оно соединяет – состыковывает торцы деталей, листов и труб. Соединение получается прочным, выдерживает нагрузки на растяжение, кручение, изгиб. В результате стыковой сварки один элемент детали плавно перетекает в другой, продолжает его.
Применяется стыковое соединение чаще всего, когда прокладывается трубопровод, создаются габаритные плоские детали, типа площадок. Толщина соединяемых элементов может быть одинаковой и разной. В зависимости от толщины материала выполняется разделка кромок. Швы ручной сваркой выполняются в один и несколько слоев.
Угловой стык сможет иметь взаимное расположение под 90⁰, а также острый и тупой угол между соединяемыми элементами.
Форма кромок
Для листового материала, толщина которого менее 4 мм, сварка ГОСТ 5264-80 производится без зачистки кромок. Удаляются с соединяемых торцов грязь, окалина, заусенцы. Лист такой же толщины сваривается с отбортовкой или с подкладками.
Пластина толщиной до 60 мм сваривается разделкой одной или обеих кромок. Разделка имеет прямолинейную форму и делается с одной и обеих сторон, в зависимости от наложения шва. При сварке с одной стороны для формирования корня соединения применяются съемные накладки.

Для пластин более 60 мм сварные швы ГОСТ 5264-80 выполняются с криволинейным скосом под многослойную сварку. Двухсторонняя разделка кромок может выполняться одинаковой с обеих сторон в форме буквы V, Что в сечении выглядит как Х. Или делается криволинейная ассиметричная разделка, с нижней стороны меньше.
Характер шва
В документе на сварку ручную по ГОСТ 5264-80 определен характер шва как:
- односторонний;
- двухсторонний.
Стыковое одностороннее соединение выполняется по различным технологиям образования корневого шва. Односторонние соединения делятся:
- свободные;
- на подкладке;
- замковый.
[stextbox тавровые и нахлесточные соединения не имеют вариантов выполнения корневого шва. Они могут навариваться с одной или двух сторон.[/stextbox]
Различают монтажный и основной сварочный шов. Первый необходим для временного удержания стальной детали в определенном положении. После того, как вся арматура будет сварена, монтажное соединение убирают механическим способом
Формы поперечного сечения
В разрезе сварного стыка хорошо видна его форма. Металл электрода или присадки, вместе с расплавленными кромками образует конус, расширяющийся к верху. Боковые границы частично повторяют форму разделки кромок, но проходят дугообразными линиями по основному металлу.
С обратной стороны корневой шов немного выступает за плоскость соединяемых деталей, образуя дугу. Использование подкладок не позволяет металлу из сварочной ванны вытекать. Металл с обратной стороны соединения не вытекает, образует ровную поверхность с плоскостями соединяемых деталей. Кромка перекрывается линией стыка.
Толщина деталей
Стандарт четко разделяет типы разделки кромок и количество слоев в зависимости от толщины деталей. В основной таблице указано, какой формы должна быть разделка и характер шва.
При производстве сварных соединений по ГОСТ 5264-80 с разной толщиной стенок, не превышающих допустимых размеров 1 – 4 мм, детали свариваются как одинаковой толщины. Допускается расположение стыка под наклоном.

В случае большей разницы толщин соединяемых пластин, большая деталь стачивается под углом в 15⁰, до толщины меньшей детали. Механическая обработка производится при необходимости с двух сторон. Режим сварки выбирают по детали с меньшей толщиной.
В угловых стыках торец привариваемой пластины может не разделываться и сварка производится с 2 сторон по указанной схеме. В этом случае допускается наличие зазора – b. Он увеличивается пропорционально толщине листа и составляет от 1 мм до 4 мм, без зачистки кромок.
Условные обозначения
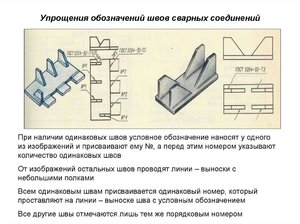
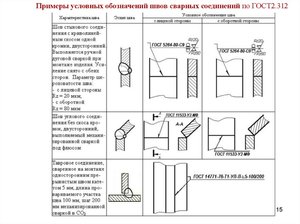
Сварные швы по ГОСТ 5264-80 имеют обозначение на чертеже с указанием характеристики соединения, разделки и варианта исполнения. Буквенно-числовое обозначение располагается на полке стрелки, которая указывает на шов. Расшифровка указывает:
- ГОСТ, по которому изготавливается деталь.
- Буквенно-числовое обозначение.
- Способ сварки, аппарат.
- Катет.
- Для прерывистых швов длина провариваемых участков.
На чертеже видимые швы прочерчиваются жирной линией, невидимые – пунктиром. На боковом изображении прорисовывается форма выступающей за пределы поверхности соединенных элементов части шва.
Буква с числом – обозначение характера стыка электродуговой сварки:
- соединенные встык, С1 – С25;
- торцами под углом, У1 – У10;
- тавровые , Т1 – Т11;
- нахлесточные и накладные, Н1 – Н3.
Для швов, производимых на полуавтоматах, в среде защитных газов и другими способами вид соединения обозначается теми же буквами. Отличие технологии сварки определяется цифрами и выполняется о другим нормативным документам. Например, если применяется защитный газ, указывается ГОСТ 14771-76.
В конце маркировки характеристики соединения при необходимости устанавливают дополнительные обозначения. Наклонная линия характеризует прерывистый шов стыкового соединения. Z ставят на тавровый стык и накладное соединение с шахматным расположением провариваемых отрезков.
Металлоконструкция имеет по контуру замкнутые, незамкнутые соединения. Они обозначаются кругом и квадратом без одной стороны. Марка свариваемого материала может указываться в маркировке или технологической карте.
[stextbox конструкторского бюро проектирования крупных металлоконструкций завода ХСМК Долгополов С. В.: «Если при изготовлении детали используются однотипные швы, обозначение может быть упрощено до стрелки с небольшой полкой. Она может иметь только схематическое обозначение характеристики шва и даже не иметь полки, только стрелка. Определить расположение соединения, с какой стороны от проекции чертежа оно находится, проще всего по маркировке: над линией видимый шов, невидимый – ГОСТ и все характеристики пишутся под линией полки».[/stextbox]
Предел текучести
Качество сварного стыка определяется визуальным осмотром и исследованием на макро и микро-структуру, механические свойства. Сталь имеет свой предел текучести – нагрузка, при которой начинается деформация. Контроль осуществляется разрушающим методом. Вырезают фрагмент шва с металлом, который он соединяет. Проверяют механические качества металла шва и сваренных элементов на растяжение, изгиб и другие показатели.
Прочность и предел текучести шва не должны превышать аналогичные показатели основного металла. По таблице выбирается тип электрода, соединение которого будет соответствовать требованиям по прочности и текучести.
Из исследуемого участка вырезают небольшие кубики, со сторонами по 10 мм. После шлифовки и травления кислотой на них структуру зерна и микротрещины, образованные при растяжении на предел текучести.
Минимальный катет условного шва
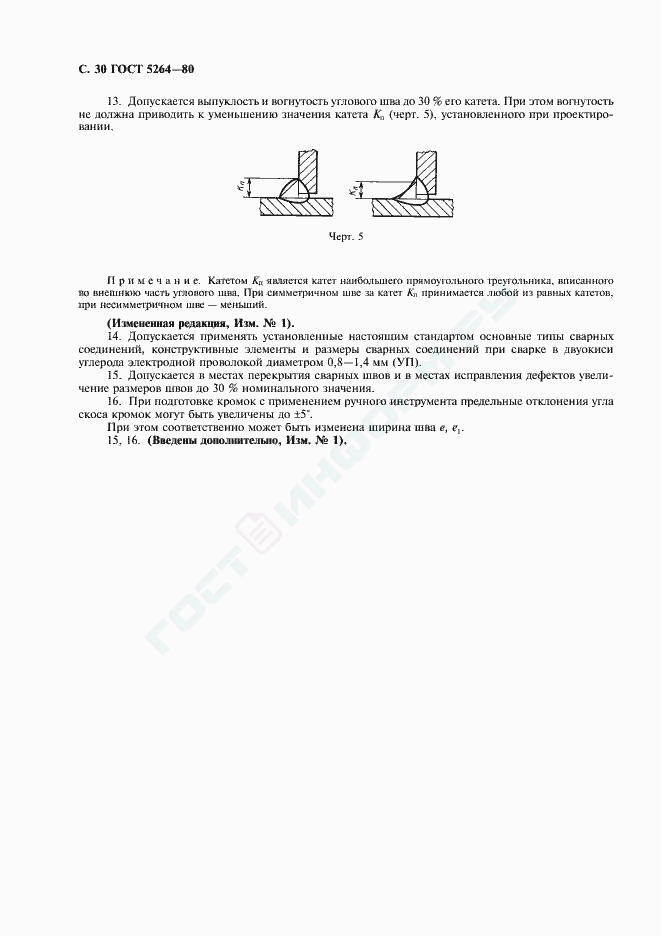
При сваривании двутаврового соединения, катет берется по наименьшему размеру вписанного треугольника. Поверхность наплавленного металла может иметь выпуклую и вогнутую форму. Кривая не должна отклоняться от прямой линии более чем на 30%.
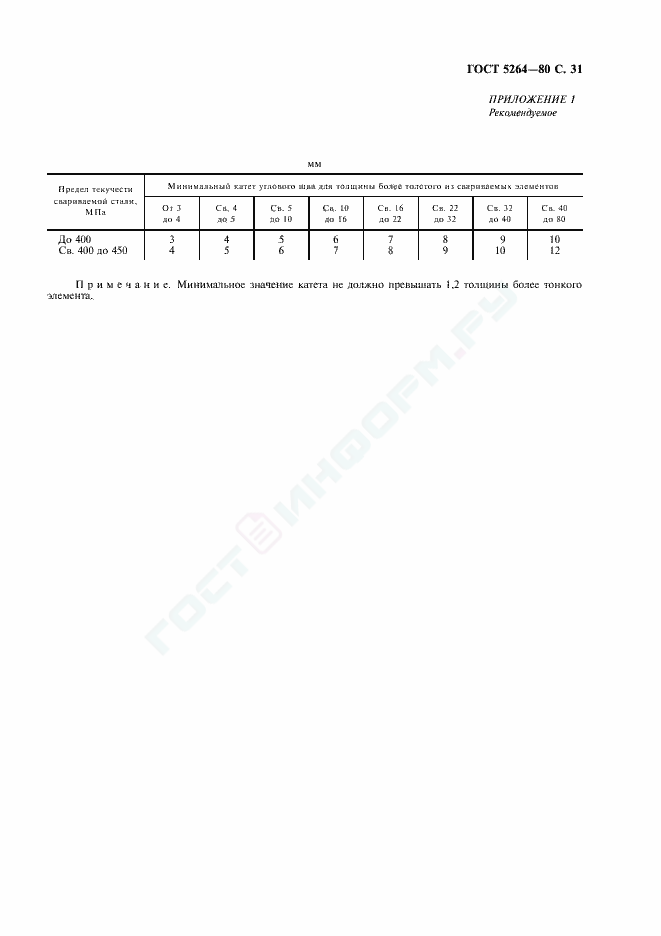
Минимальное значение катета относительно более толстого элемента определяется по таблице, исходя из текучести стали. Значения делятся на предел текучести до 400 Мпа и свыше этого значения.
К тонкой детали, катет не должен превышать 1,2 ее толщины.
 Таблица зависимости катета от сопротивления.
Таблица зависимости катета от сопротивления.
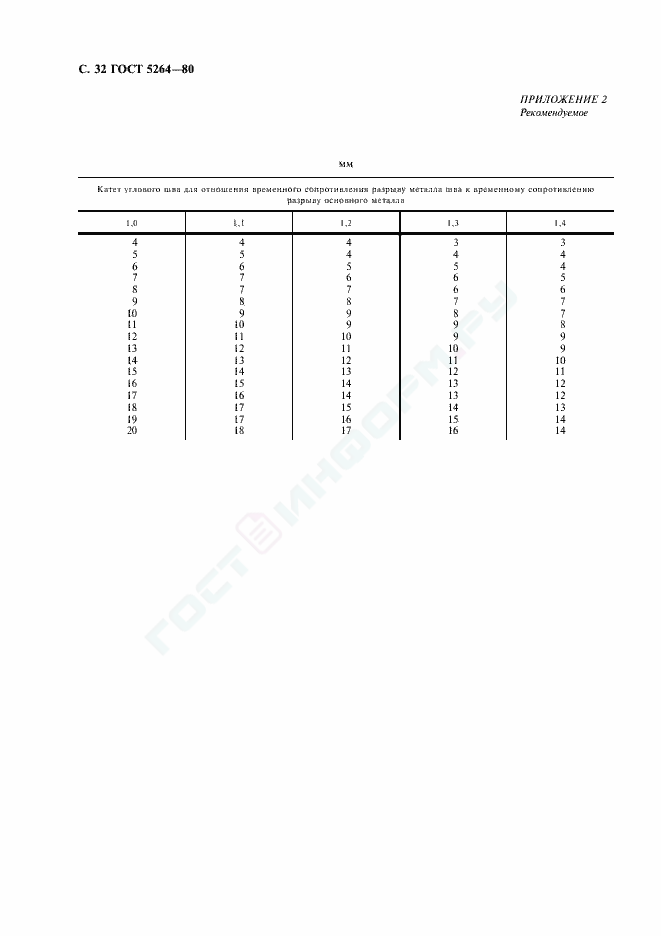
Катет углового шва для отношения временного сопротивления
ГОСТ 5264-80 на последних страницах имеет приложение – таблицу зависимости размера катета к размеру временного сопротивления металла соединения и детали. По ней специалисты подбирают необходимое значение катета при заданных величинах сопротивления разрыва материала стыка и металла соединяемых деталей.
Глава II. Сварные соединения и швы
§ 5. Классификация сварных соединений и швов
Неразъемное соединение, выполненное сваркой, называется сварным соединением.
Сварные соединения и швы классифицируются по следующим основным признакам:
виду соединения — стыковые, угловые, тавровые и нахлесточные (рис. 3);
положению, в котором выполняется сварка — нижнее «в лодочку», нижнее угловое, нижнее стыковое, горизонтальное, вертикальное, полупотолочное и потолочное (рис. 4, ГОСТ 11969-79);
конфигурации — прямолинейные, кольцевые, вертикальные, горизонтальные;
протяженности — сплошные и прерывистые; применяемому виду сварки;
способу удержания расправленного металла шва; количеству наложения слоев; применяемому для сварки металлу;
расположению свариваемых деталей относительно друг друга;
действующему на шов усилию; объему наплавленного металла; форме свариваемой конструкции; форме подготовленных кромок под сварку.
По виду сварки швы сварных соединений разделяют на: швы дуговой сварки (ГОСТ 5264-80); швы автоматической и полуавтоматической сварки под флюсом (ГОСТ 8713-79);
швы дуговой сварки в защитных газах (ГОСТ 14771-76); швы электрошлаковой сварки (ГОСТ 15164-78); швы электрозаклепочные (ГОСТ 14776-79); швы контактной электросварки (ГОСТ 15878 — 79); швы газовой сварки; швы паяных соединений.
По способу удержания расплавленного металла швы сварных соединений делятся на швы, выполненные без подкладок и подушек; на съемных и остающихся стальных подкладках; на медных, флюсо-медных, керамических и асбестовых подкладках, а также флюсовых и газовых подушках. В зависимости от того, с какой стороны накладывается шов, с одной или двух сторон, различаются односторонние и двусторонние швы.
По применяемому для сварки материалу швы сварных соединений подразделяются на швы соединения углеродистых и легированных сталей (ГОСТ 5264-80; 14771-76; 15164-78; 8713 — 79 и др.); швы соединения цветных металлов (ГОСТ 16038 — 70; 14806 — 69); швы соединения биметалла (ГОСТ 16098 — 70); швы соединения винипласта и полиэтилена (ГОСТ 16310-70).
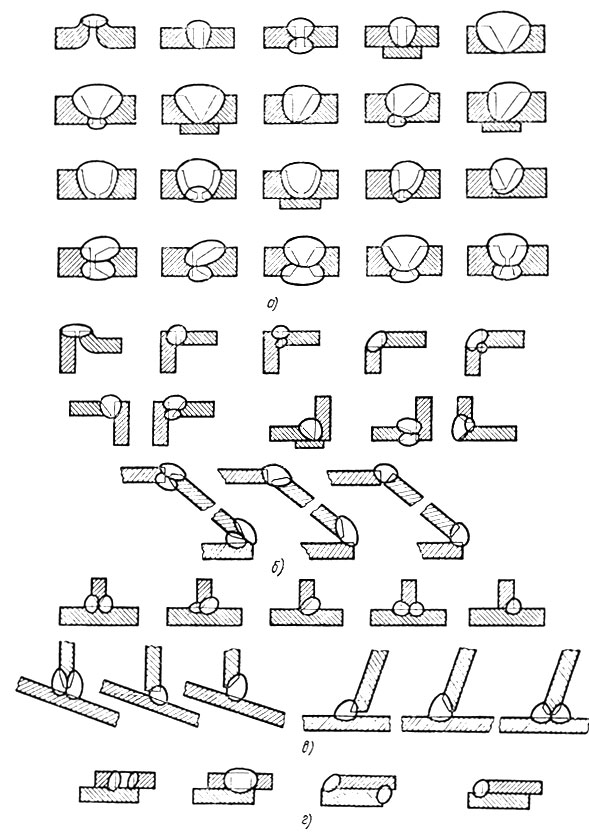
Рис. 3. Виды сварных соединений: а — стыковые, б — угловые, в — тавровые, г — нахлесточные
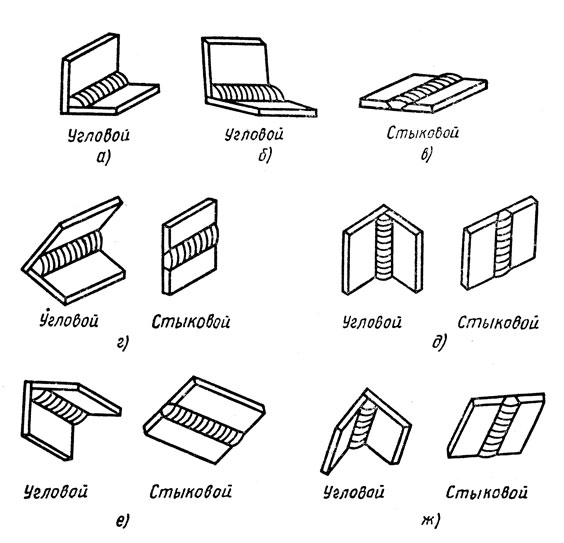
Рис. 4. Классификация сварных швов по расположению в пространстве: а — нижнее ‘в лодочку’, б — нижнее угловое, в — нижнее стыковое, г — горизонтальное, д — вертикальное, е — полупотолочное, ж — потолочное
По расположению свариваемых деталей относительно друг друга швы сварных соединений могут быть под острым или тупым углом (ГОСТ 11534 — 75; 11533 — 75), под прямым углом, а также располагаться в одной плоскости (ГОСТ 5264 — 80; 8713-79; 14771-76; 15164-78).
По объему наплавленного металла различают нормальные, ослабленные и усиленные швы.
По форме свариваемой конструкции швы сварных соединений выполняются на плоских и сферических конструкциях, а по расположению на изделии швы бывают продольными и поперечными.
Элементы геометрической формы подготовки кромок под сварку. Элементами геометрической формы подготовки кромок под сварку (рис. 5,а) являются: угол разделки кромок а; зазор между стыкуемыми кромками ; притупление кромок S; длина скоса листа L при наличии разности толщин металла; смещение кромок относительно друг друга δ.
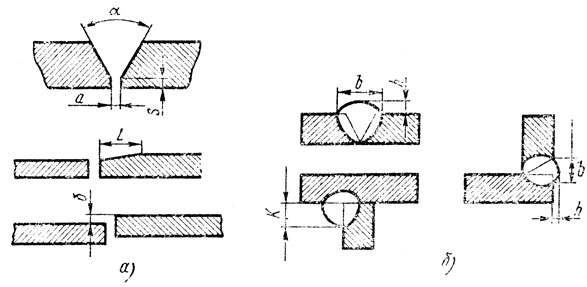
Рис. 5. Элементы геометрической формы подготовки кромок иод сварку (а) и шва (б)
Угол разделки кромок выполняют при толщине металла более 3 мм, отсутствие разделки может привести к непровару по сечению сварного соединения, а также к перегреву и пережогу металла; при отсутствии разделки кромок для обеспечения провара электросварщик всегда старается увеличить сварочный ток.
Разделка кромок позволяет вести сварку отдельными слоями небольшого сечения, что улучшает структуру сварного соединения и уменьшает сварочные напряжения и деформации.
Зазор, правильно установленный перед сваркой, позволяет обеспечить полный провар по сечению соединения при наложении первого (корневого) слоя шва, если подобран соответствующий режим сварки.
Длиной скоса листа регулируют плавный переход от толстой свариваемой детали к более тонкой, устраняют концентраторы напряжений в сварных конструкциях.
Притупление кромок выполняют для обеспечения устойчивого ведения процесса сварки при выполнении корневого слоя шва. Отсутствие притупления способствует образованию прожогов при сварке.
Смещение кромок ухудшает прочностные свойства сварного соединения и способствует образованию непровара и концентраций напряжений, ГОСТ 5264-80 допускает смещение свариваемых кромок относительно друг друга до 10% толщины металла, но не более 3 мм.
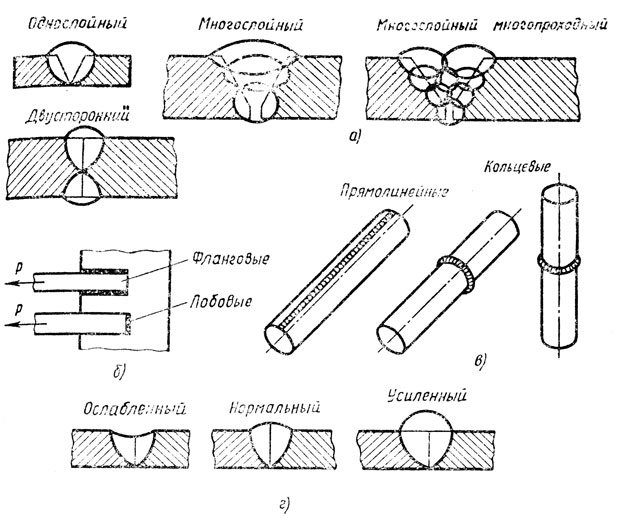
Рис. 6. Классификация сварных швов: а — по расположению и количеству наплавленных валиков, б — по отношению к действующим усилиям, в — по направлению, г — по форме
Геометрия и классификация сварных швов. Элементами геометрической формы сварного шва являются: при стыковых соединениях — ширина шва b, высота шва h, при тавровых, угловых и нахлесчочных соединениях — ширина шва b, высота шва h и катет шва К (рис. 5,6).
Сварные швы классифицируют по расположению и количеству наплавленных валиков: однослойные, многослойные, многопроходные, односторонние и двусторонние (рис.6, а), по отношению к действующим усилиям на швы — фланговые, лобовые (торцовые, рис. 6,6); по направлению — прямолинейные, круговые, вертикальные и горизонтальные (рис. 6, в), а также по форме — ослабленные, нормальные и усиленные (рис. 6, г).
Стыковые сварные соединения. Эти соединения в сварных конструкциях являются наиболее распространенными. Свариваемые элементы располагают в одной плоскости или на одной поверхности. Форма и необходимость подготовки кромок под сварку зависят от толщины свариваемых кромок; положения, в котором выполняется сварка; марки свариваемого металла; применяемых видов сварки; требований, предъявляемых к той или иной конструкции.
При подготовке стальных конструкций под ручную дуговую сварку разделку кромок начинают выполнять при толщине листов 7 мм, а иногда и при толщине листов 4 мм. Разделку кромок под ручную дуговую сварку выполняют согласно требований ГОСТ 5264 — 80 и 11534 — 75 или особых требований, оговоренных в чертежах. Стыковые сварные соединения, как правило, бывают равнопрочными с основным металлом.
По форме подготовки кромок свариваемых деталей под ручную дуговую сварку по ГОСТ 5264 — 80 и 11534 — 75 стыковые соединения бывают с отбортовкой кромок, без скоса кромок, с односторонним скосом одной кромки, «в замок», с криволинейным скосом одной кромки, ломаным скосом одной кромки, двумя симметричными скосами одной кромки, двумя симметричными криволинейными скосами одной кромки, двумя несимметричными скосами одной кромки, со скосом двух кромок, криволинейным скосом двух кромок, ломаным скосом двух кромок, двумя симметричными скосами двух кромок, двумя симметричными криволинейными и ломаными скосами двух кромок. По выполнению стыковые соединения бывают односторонними и двусторонними, а по применению подкладок — без подкладок и с подкладками.
Угловые сварные соединения. Свариваемые элементы располагают под прямым углом и сваривают в месте примыкания их краев.
Эти соединения применяют в сварных конструкциях, имеющих резкие переходы от одной плоскости к другой, например различного рода баки, имеющие прямоугольное сечение; соединение патрубков с фланцами; соединения профильного проката с листовым.
При подготовке конструкций под ручную дуговую сварку разделку кромок начинают выполнять при толщине листов от 4 мм. Разделку кромок под ручную дуговую сварку выполняют по ГОСТ 5264 — 80 и 11534 — 75 или в соответствии с требованиями чертежей.
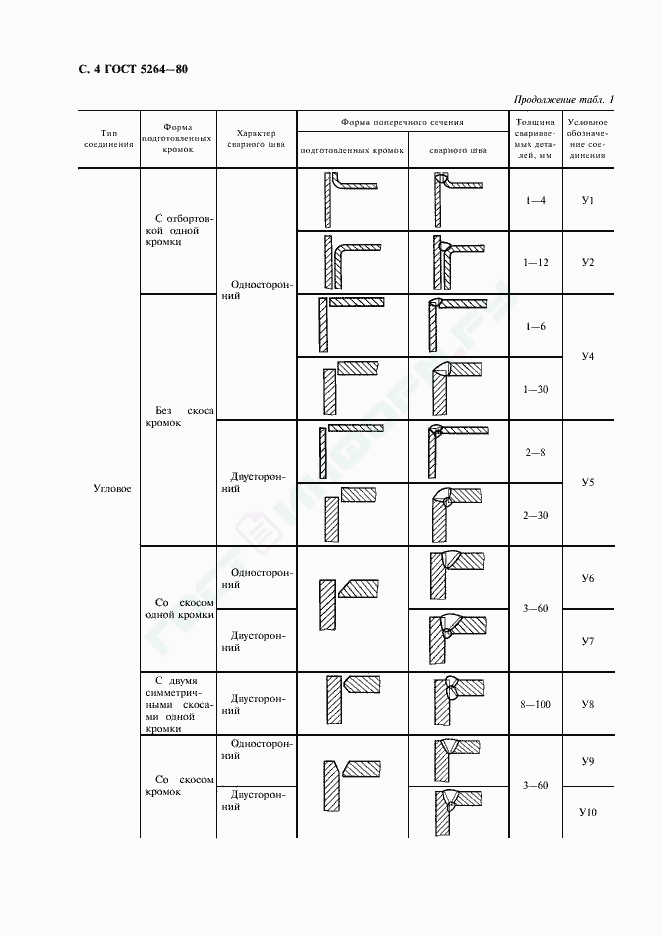
Форма подготовленных кромок — без скоса, со скосом одной или двух кромок, двумя скосами одной кромки, двумя несимметричными скосами одной кромки, двумя скосами одной кромки и одним скосом второй кромки, отбортовкой одной кромки.
По выполнению угловые соединения бывают односторонние и двусторонние, а также односторонние и двусторонние впритык, а по применению подкладок — без подкладок и с подкладками.
Тавровые сварные соединения. Это соединения, в которых к боковой поверхности одного элемента примыкает под углом и приварен торцом другой элемент.
Эти соединения применяют весьма часто в строительных металлических конструкциях — колонны, балки, фермы и т. д. Разделку кромок под ручную дуговую сварку при изготовлении конструкций выполняют по ГОСТ 5264 — 80 и 11534 — 75 или в соответствии с требованиями чертежей.
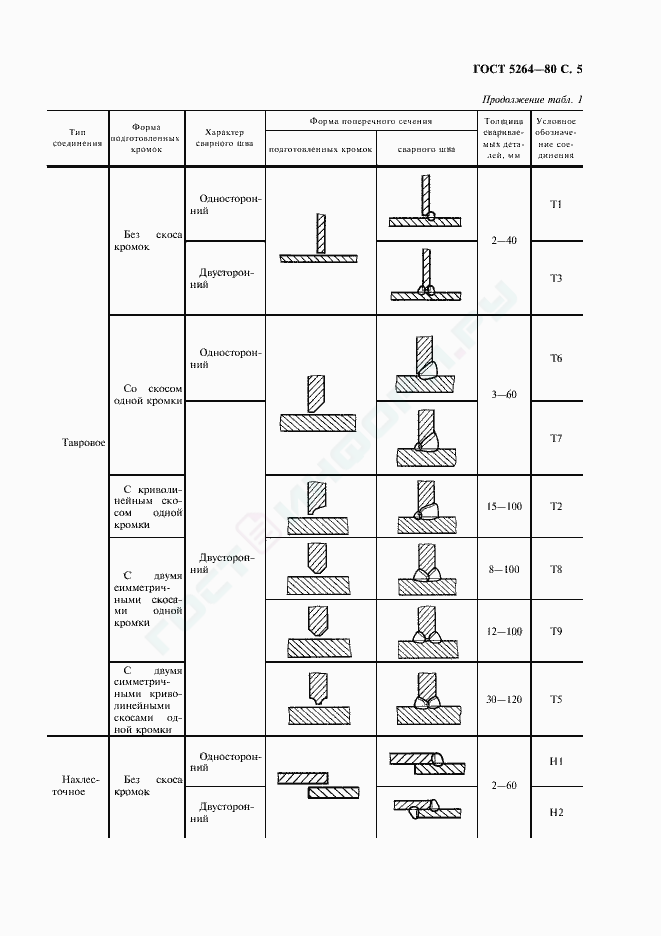
Форма подготовленных кромок — без скоса, с одним скосом одной кромки, криволинейным скосом одной кромки, двумя симметричными скосами одной кромки, двумя симметричными криволинейными скосами одной кромки.
По выполнению тавровые соединения могут быть односторонние и двусторонние, а по протяженности — сплошные и прерывистые.
Нахлесточные сварные соединения. По форме подготовки кромок свариваемых деталей нахлесточные соединения бывают без скоса кромок, с круглым и удлиненным отверстием.
По характеру выполнения шва нахлесточные соединения могут быть односторонними и двусторонними, а также односторонними прерывистыми и односторонними со сплошным швом.
Нахлесточные сварные соединения в основном применяют в строительстве резервуаров, судостроении и в ряде других конструкций.
Вопросы для самопроверки
- Как классифицируются швы сварных соединений?
- Для чего применяется разделка кромок?
Параметры ГОСТ на сварные соединения
 ГОСТ на сварные швы был издан в Советском Союзе в 1980 году и имеет номер 5264. Этот стандарт является действующим. В нем описываются ручная дуговая сварка, сварные соединения, а также основные типы, конструктивные элементы и размеры. При этом стандарт не распространяется на сварные соединения трубопроводов из стали, которые регулируются другими нормативами. Рассмотрим, в чем заключается данный стандарт и как он регулирует изготовление соединений.
ГОСТ на сварные швы был издан в Советском Союзе в 1980 году и имеет номер 5264. Этот стандарт является действующим. В нем описываются ручная дуговая сварка, сварные соединения, а также основные типы, конструктивные элементы и размеры. При этом стандарт не распространяется на сварные соединения трубопроводов из стали, которые регулируются другими нормативами. Рассмотрим, в чем заключается данный стандарт и как он регулирует изготовление соединений.
- Предмет ГОСТ
- Первая таблица стандарта
- Форма подготовленных рамок
- Характер сварного шва
- Что пишется в остальных таблицах
Предмет ГОСТ
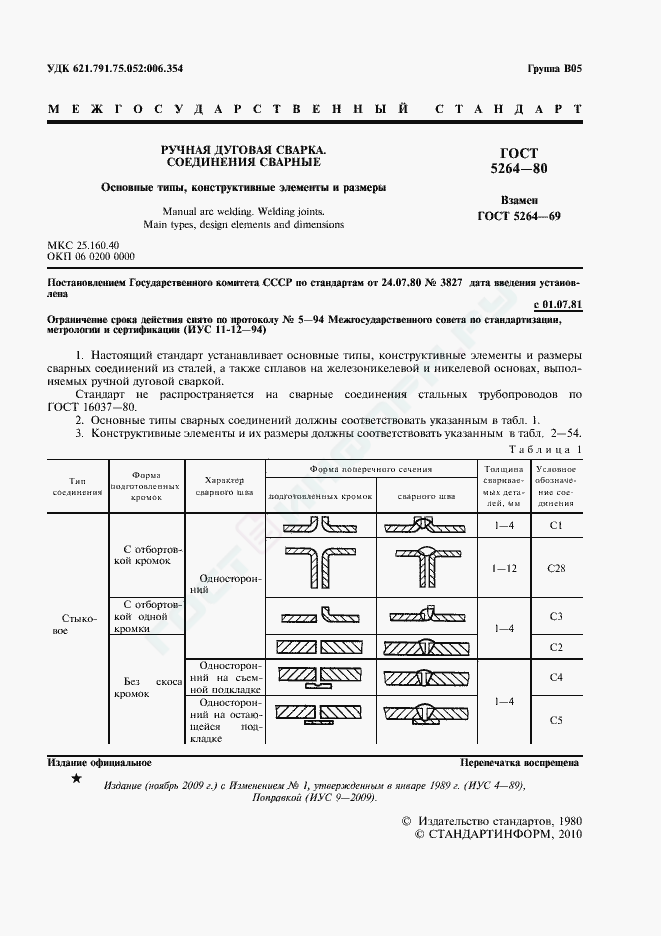
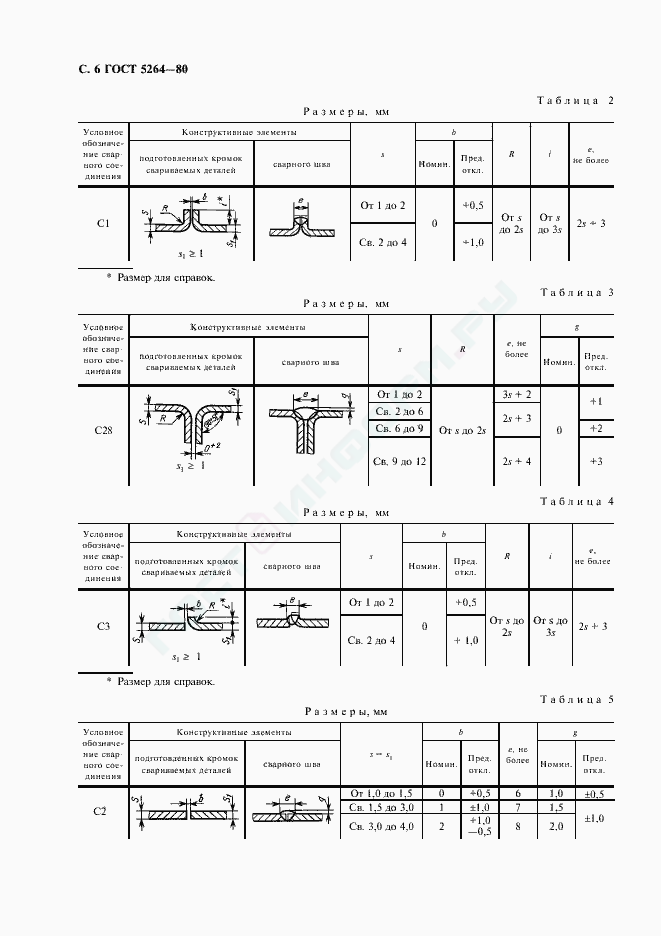
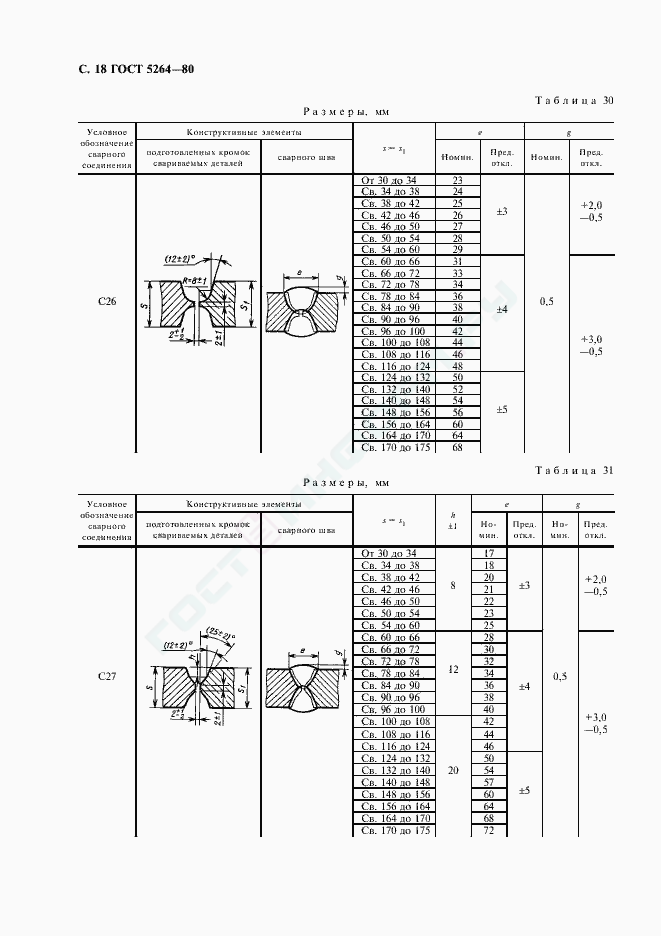
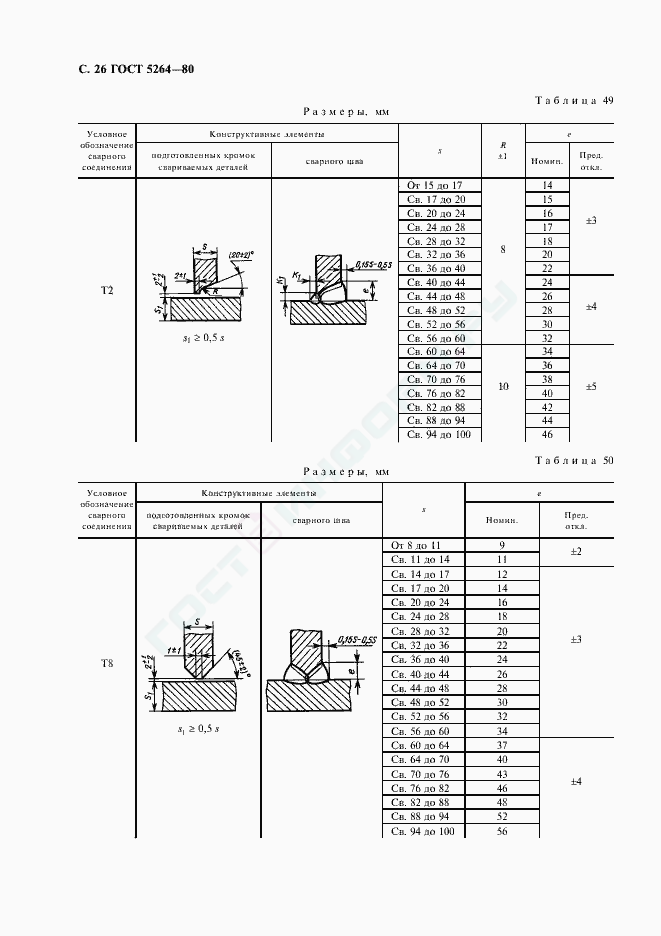
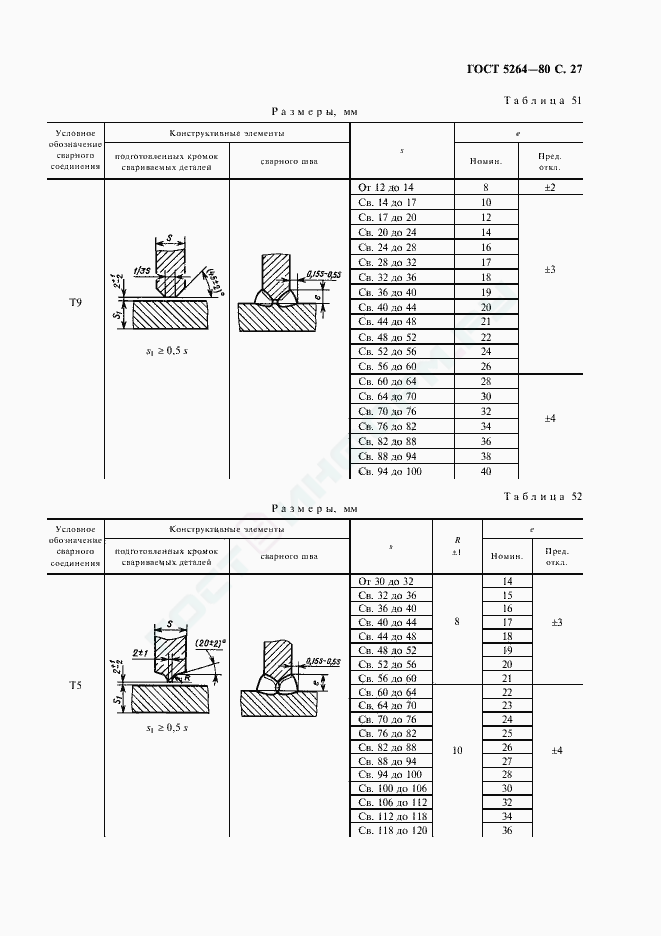
ГОСТ на сварные соединения устанавливает основные виды, конструктивные элементы и параметры сварных соединений из сталей и сплавов на основе никеля и железоникелевого сплавов с применением ручной дуговой справки. Сварные швы ГОСТ и их основные виды должны соответствовать первой таблице стандарта. А конструктивные элементы и их соединения соответствовать таблицам под номерами со 2 по 54. Он позволяет применять основные типы сварных соединений при сварке электродной проволокой в двуокиси углерода диаметром от 0,8 до 1,4 миллиметра. Также допускается увеличение по размерам швов на 30 процентов, отклонения кромок могут иметь значения до 5 градусов в ту или иную сторону с соответствующим изменением ширины шва.
Первая таблица стандарта
В первой таблицы стандарта ГОСТ на сварные швы указываются основные типы соединения. В стандарте указываются следующие соединения:
- Стыковое и его подвиды.
- Угловое со скосами и без скоса.
- Тавровое соединение.
- Нахлесточное.
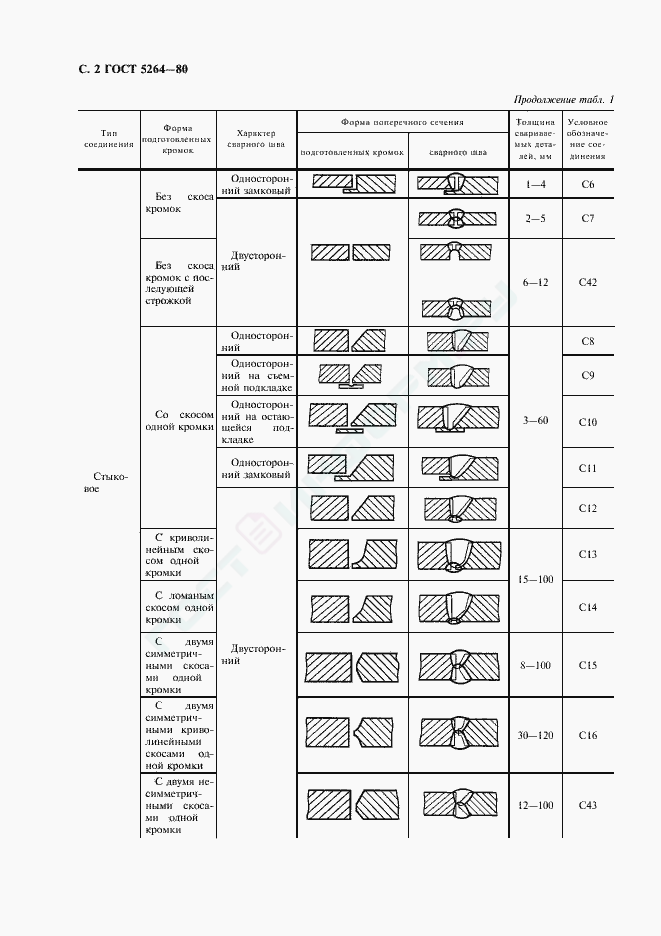
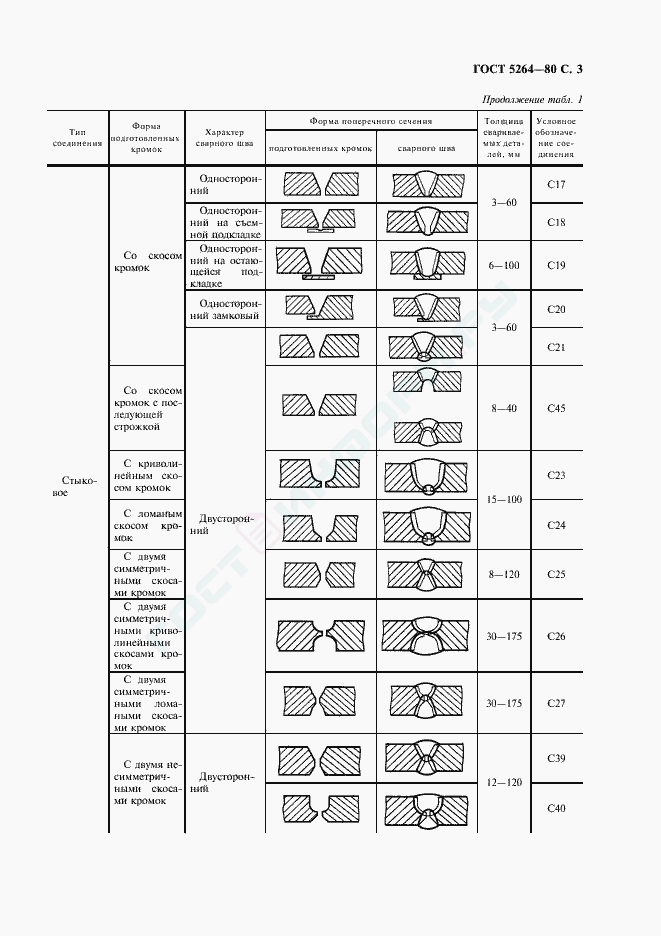
Каждое из них, за исключением нахлесточного, имеет более десятка подвидов. Каждое из них имеет кодовое обозначение начиная с С1. Далее в таблице указывается форма подготовленных кромок и характер сварного шва. После этого идет форма поперечного сечения, указана толщина свариваемых деталей. Немного подробнее рассмотрим таблицу под номером один.
Форма подготовленных рамок
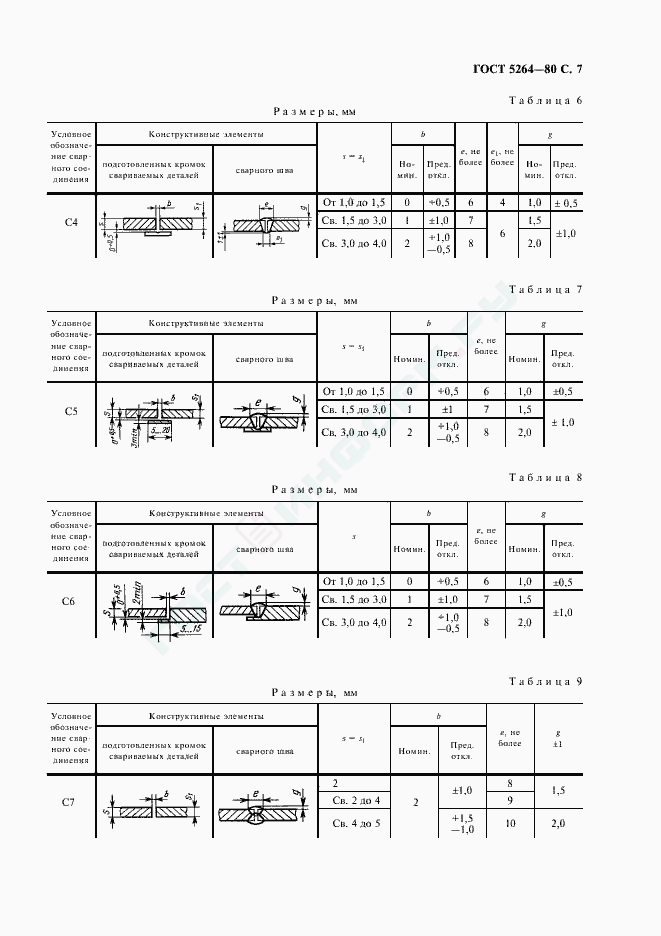
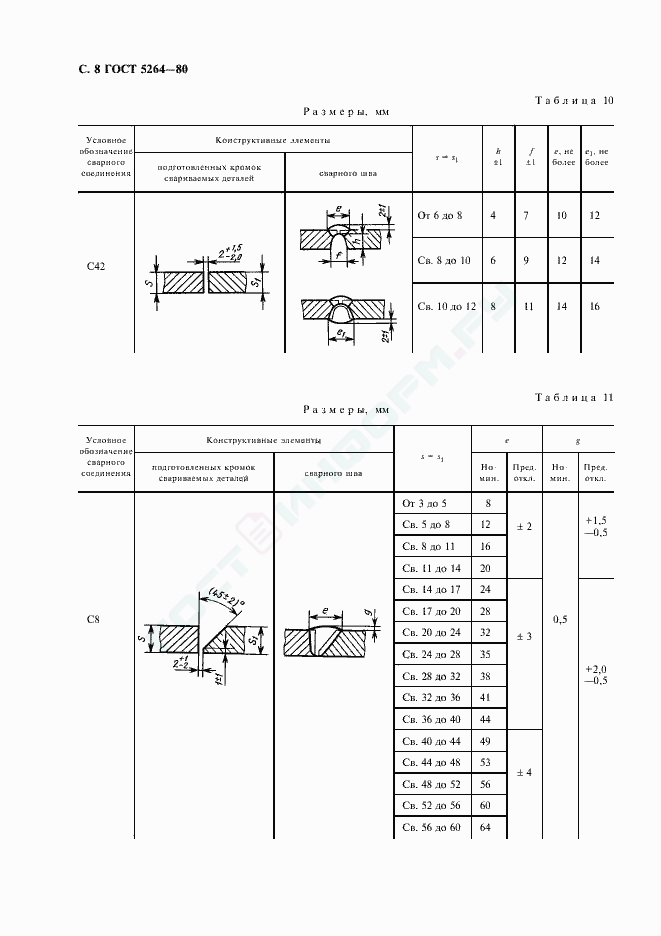
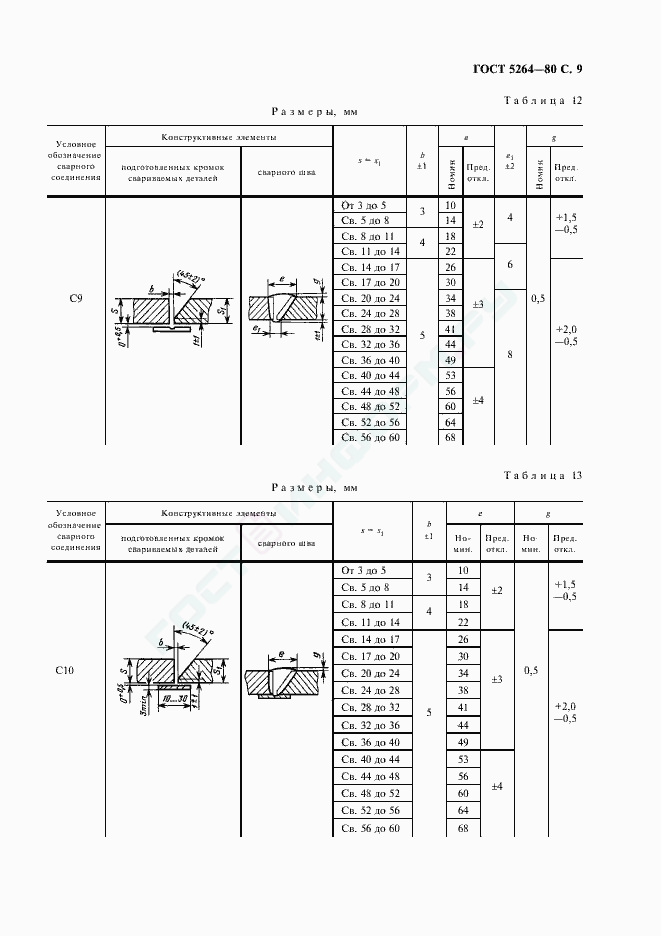
 Стыковое имеет несколько видов форм. С1 и С28 производятся с отбортовкой кромок и ее односторонней разновидностью. Без скоса кромок, в том числе с последующей дорожкой, идут конструкции с С2 по С6. Скос одной кромки с толщиной соединения до 60 миллиметров присущ конструкциям под кодами С8-С12. Нахлесточное соединение имеет только одну форму, а именно без скоса рамок. Кроме того, для соединений имеются скосы криволинейные, ломаные, двумя симметричными скосами, в том числе ломаными и криволинейными одной и обеих кромок.
Стыковое имеет несколько видов форм. С1 и С28 производятся с отбортовкой кромок и ее односторонней разновидностью. Без скоса кромок, в том числе с последующей дорожкой, идут конструкции с С2 по С6. Скос одной кромки с толщиной соединения до 60 миллиметров присущ конструкциям под кодами С8-С12. Нахлесточное соединение имеет только одну форму, а именно без скоса рамок. Кроме того, для соединений имеются скосы криволинейные, ломаные, двумя симметричными скосами, в том числе ломаными и криволинейными одной и обеих кромок.
Характер сварного шва
Что касается характера шва, то здесь есть некоторые нюансы. Стыковое имеет односторонний и двухсторонний характер, но при этом немало подвидов. Среди них перечислим некоторые:
- Простые односторонние;
- Простые двухсторонние;
- Замковые;
- На съемной и остающейся подкладке.
Большинство элементов свариваются как односторонние и двухсторонние. Для некоторых из них необходимо тщательно подбирать виды сварки и соответствующую толщину. Вся подробная информация изложена в стандарте и для каждого описывается нужный вариант и соответствующие формы и кромки.
Что пишется в остальных таблицах
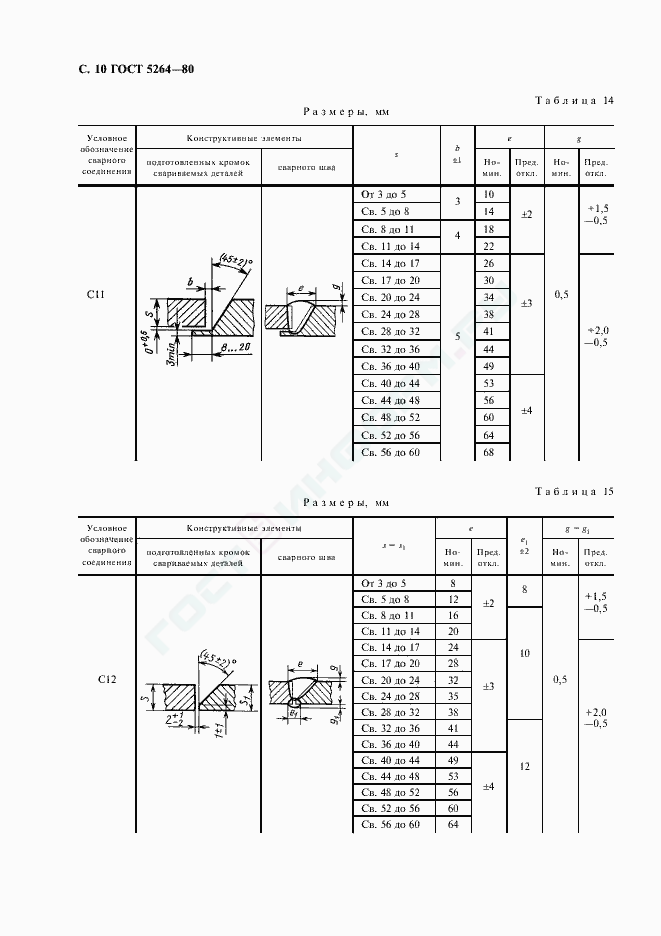
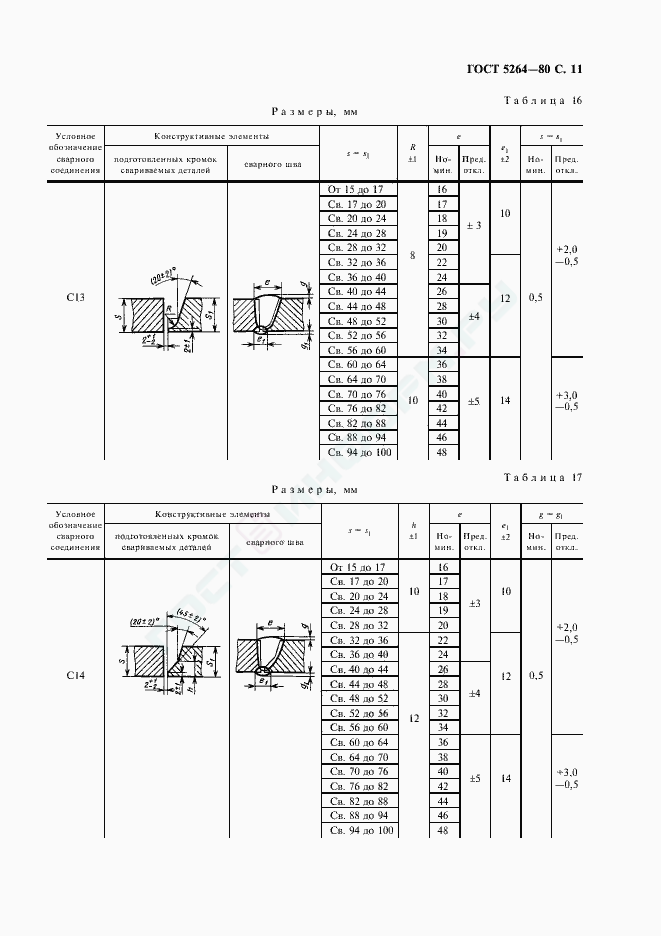
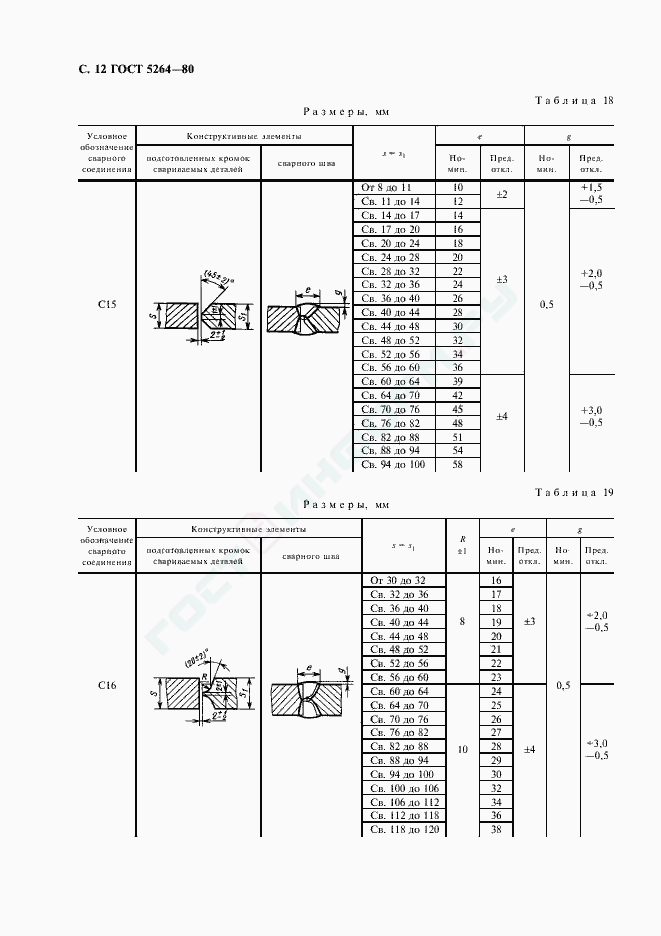
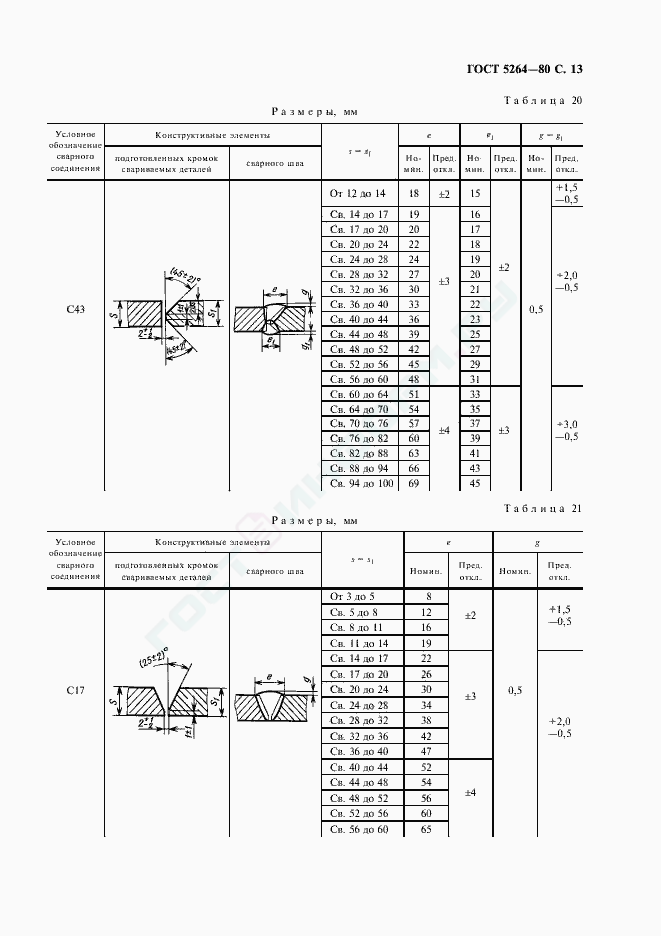
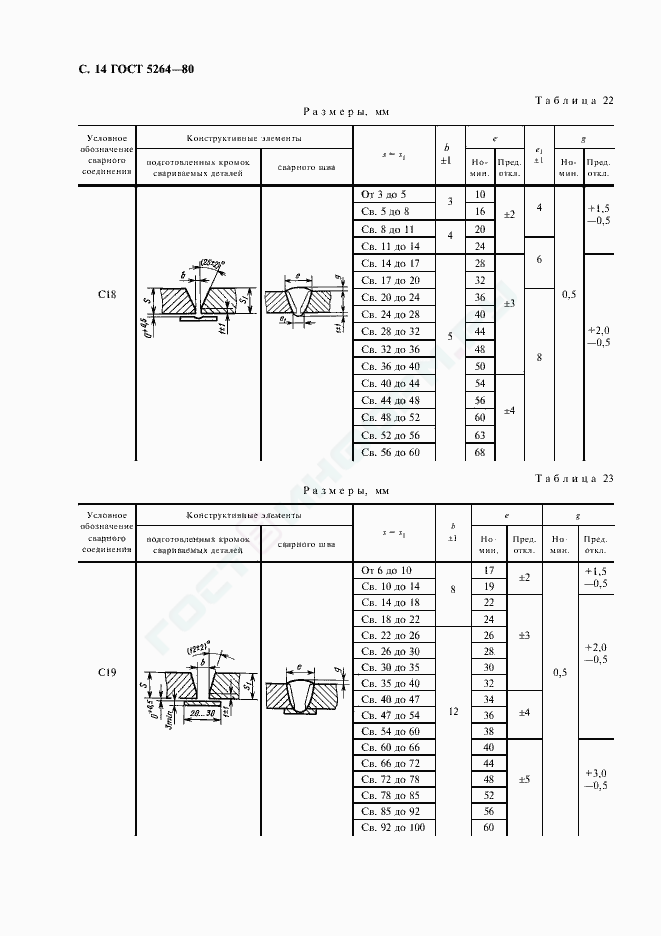
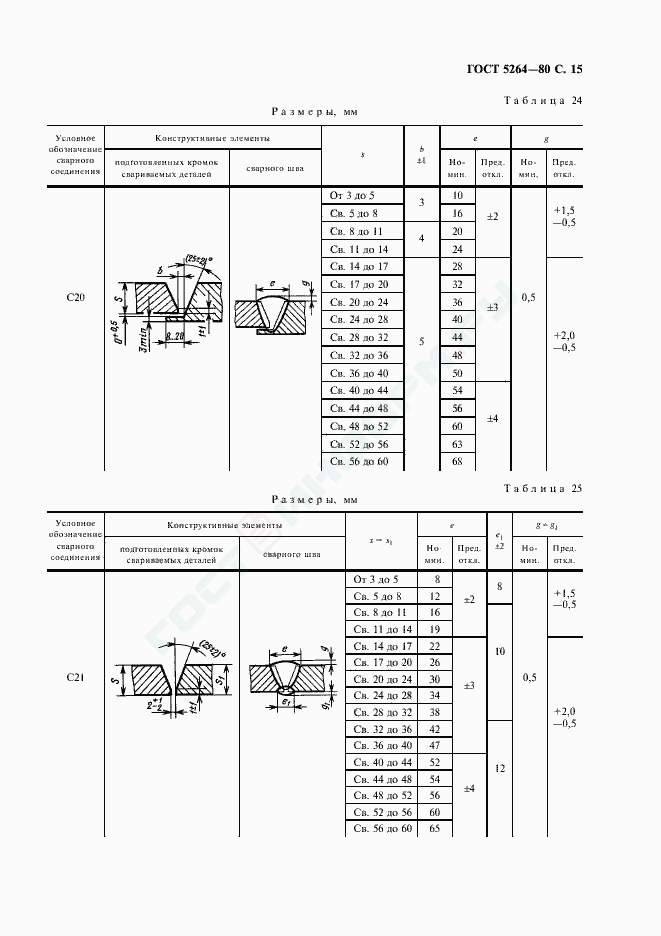
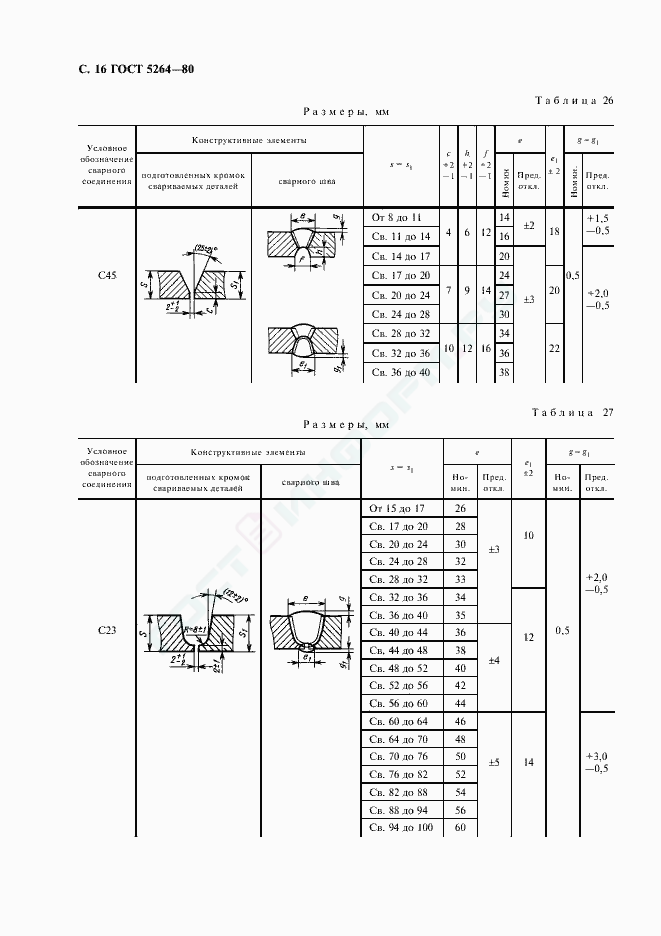
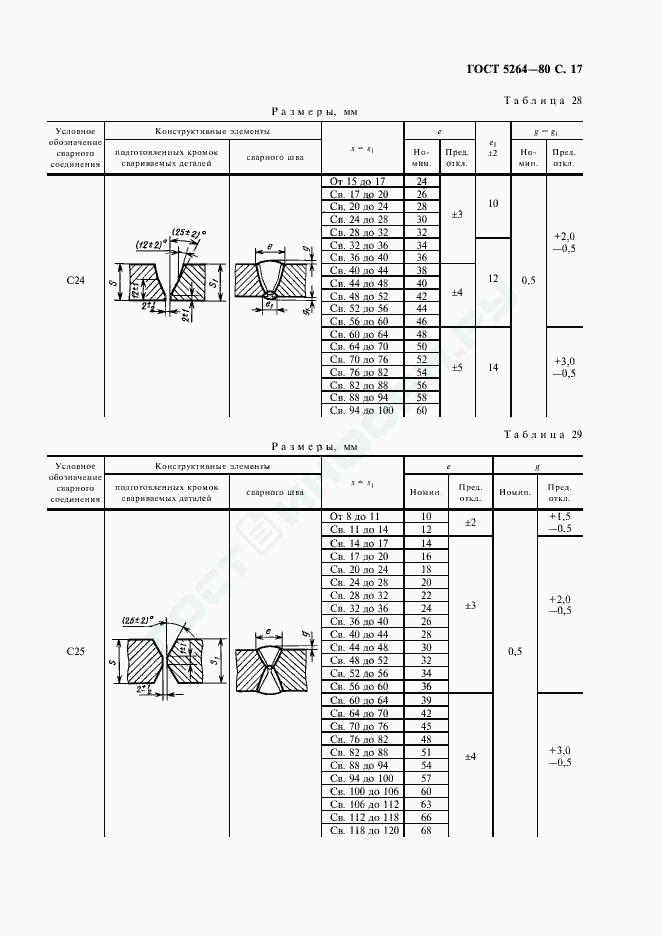
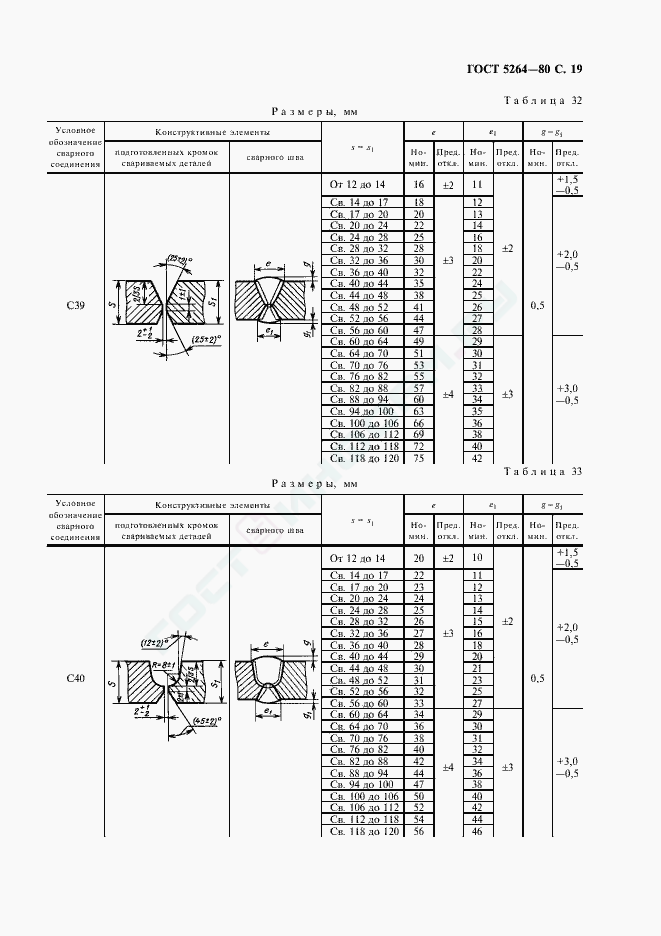
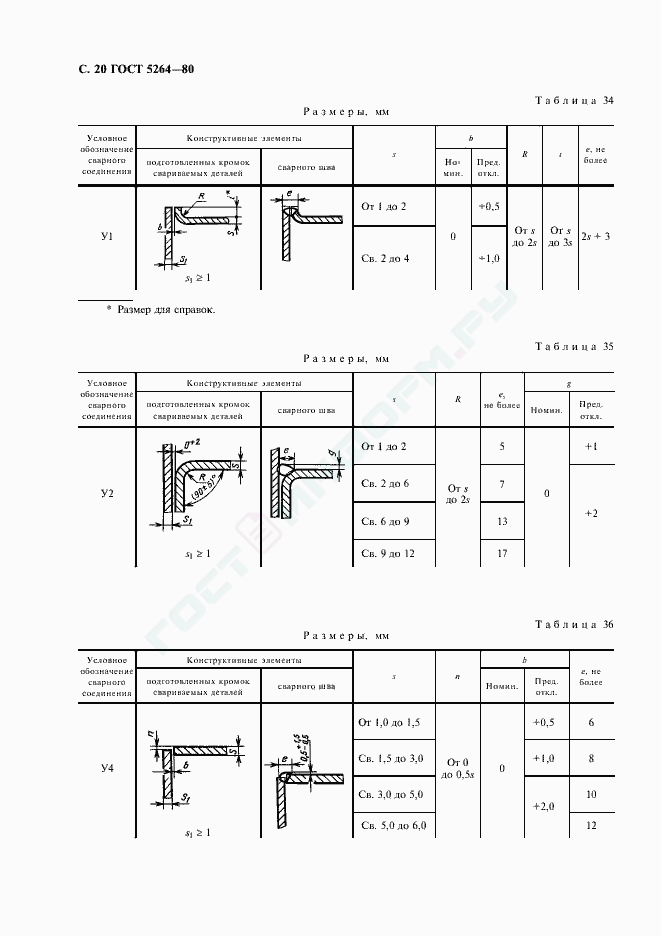
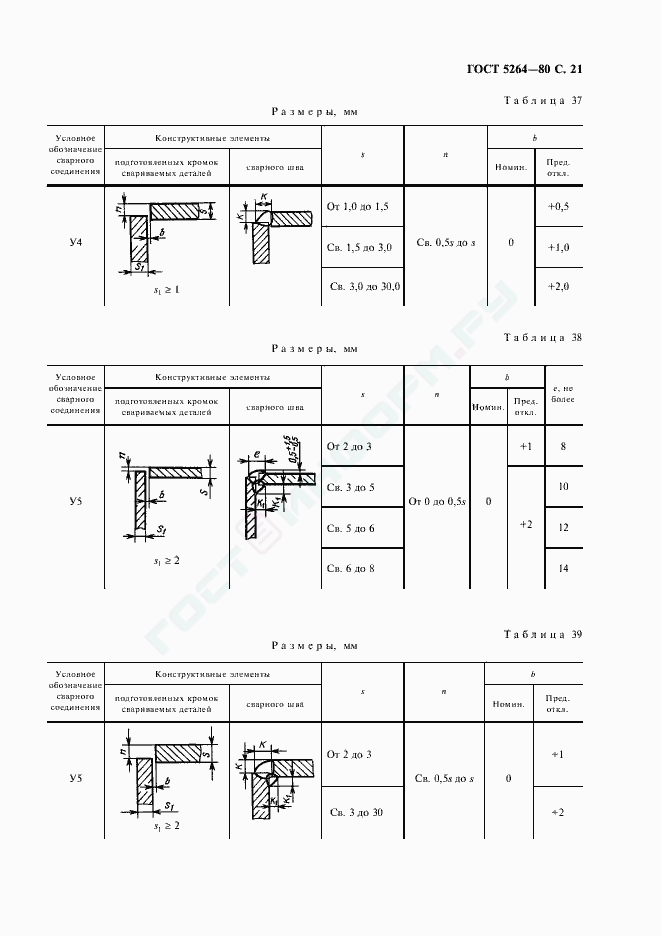
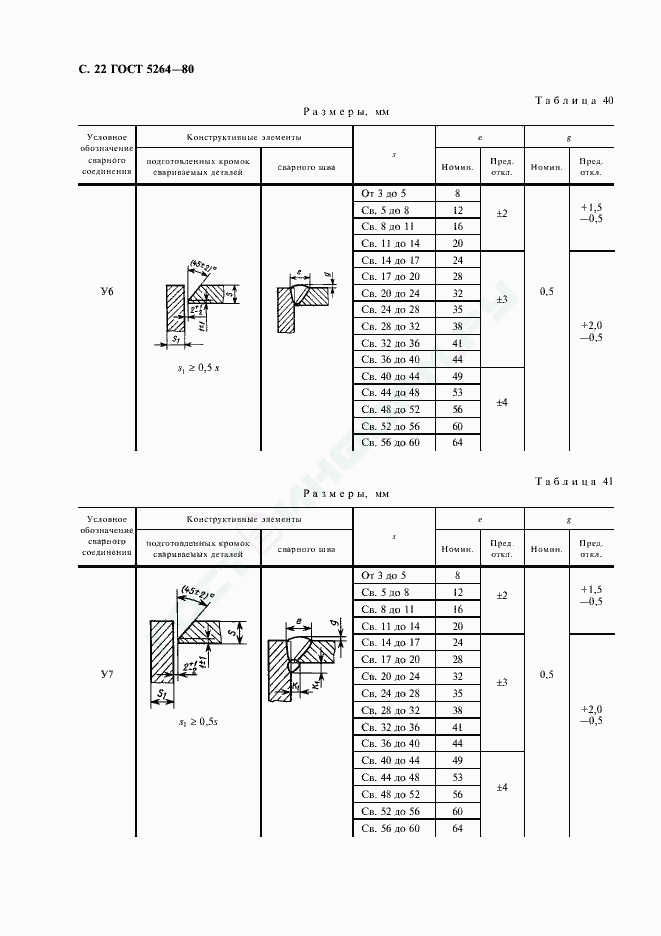
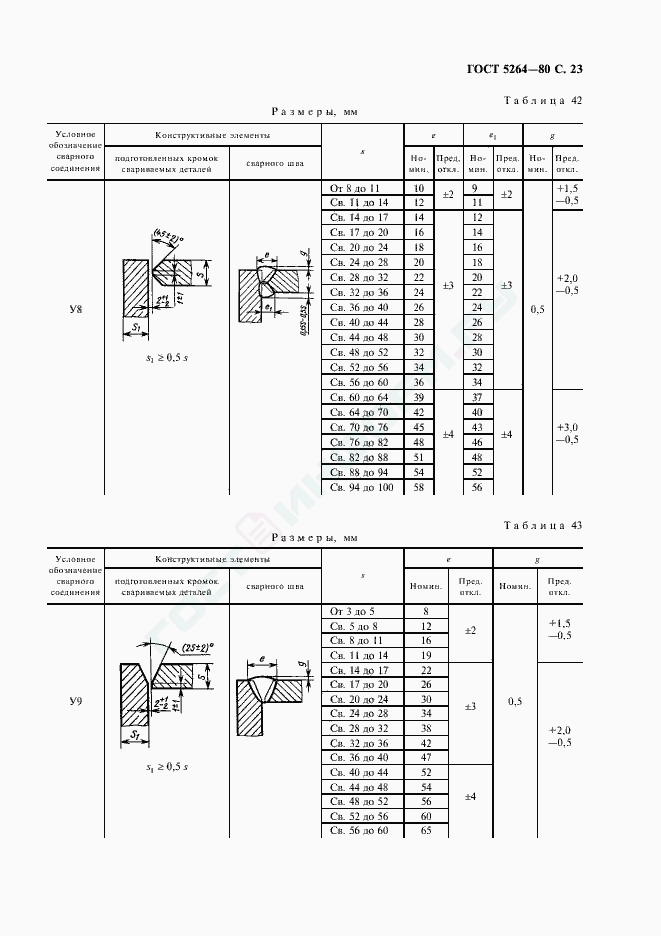
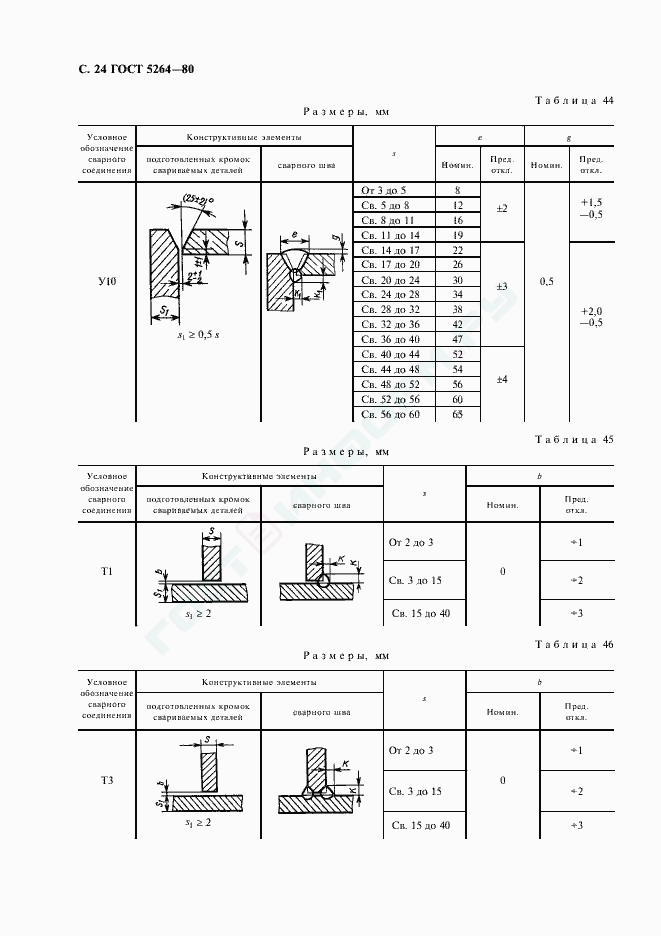
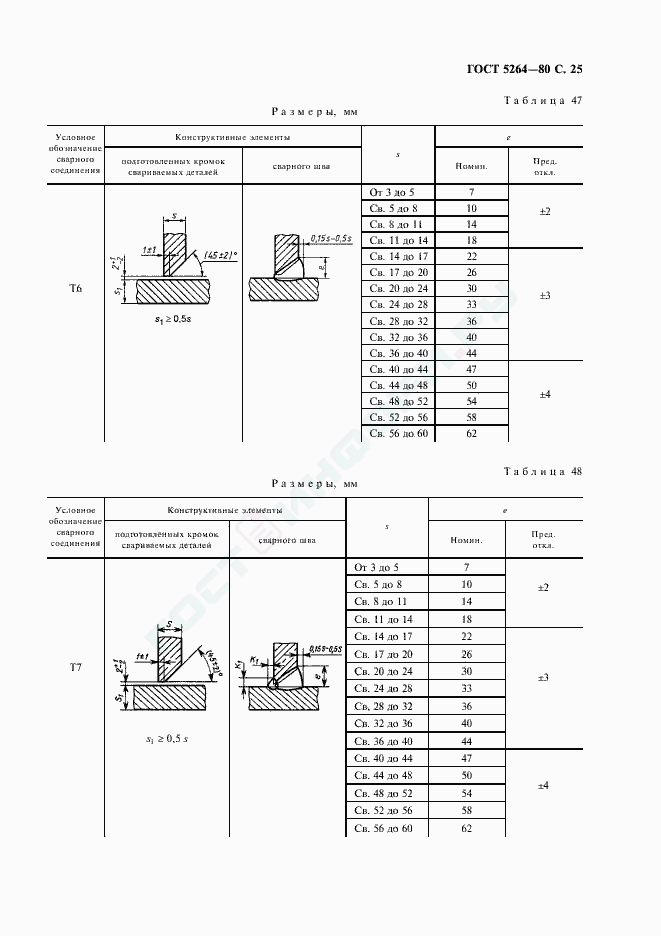
 Далее идут таблицы со 2 по 54. Каждая из них устанавливает номер сварного соединения, конструктивные элементы, размеры детали и их отклонения. Число пунктов, в которых описываются размеры, варьируется от 2 до 10 и более. Показаны изображения подготовленных кромок и сварного шва, проставлены все необходимые обозначения, включая штриховку материала.
Далее идут таблицы со 2 по 54. Каждая из них устанавливает номер сварного соединения, конструктивные элементы, размеры детали и их отклонения. Число пунктов, в которых описываются размеры, варьируется от 2 до 10 и более. Показаны изображения подготовленных кромок и сварного шва, проставлены все необходимые обозначения, включая штриховку материала.
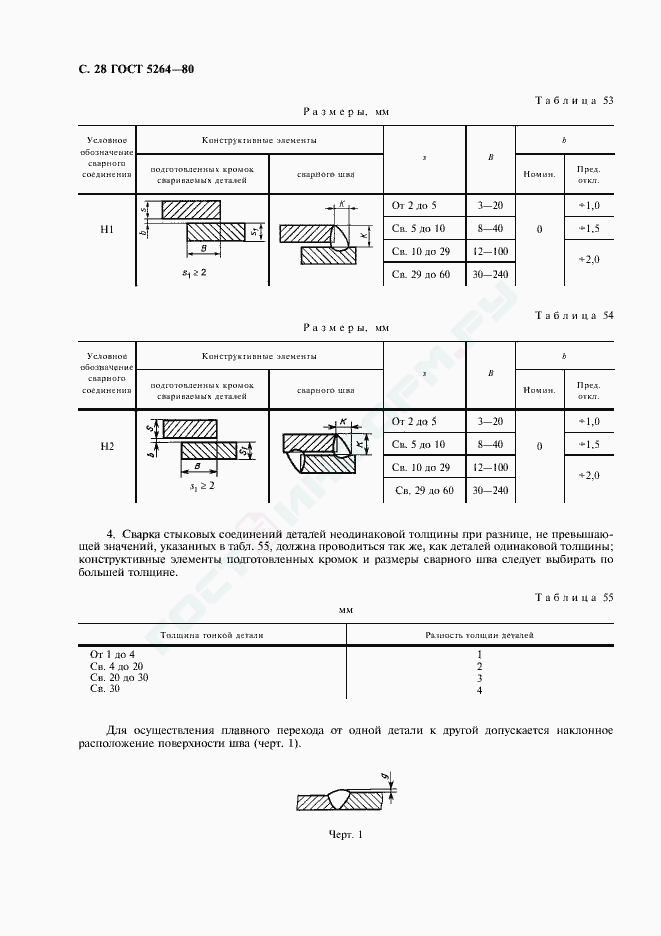
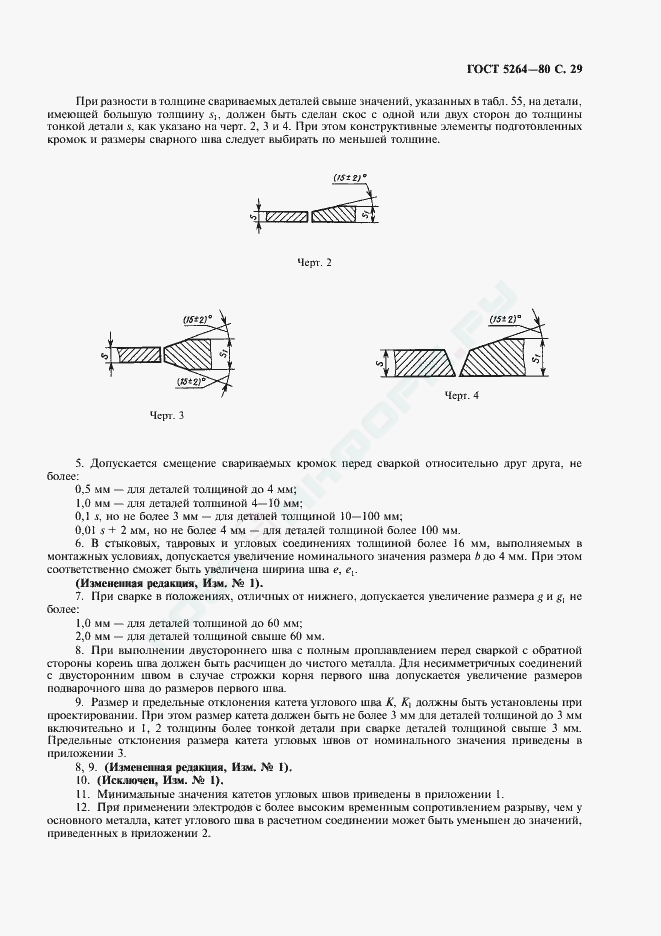
Примечательна таблица под номером 55. Здесь указываются толщина тонкой детали и разность толщин деталей. Согласно ГОСТу, в зависимости от размера детали, разность должна находиться в диапазоне от 1 до 4 миллиметров. Осуществление плавного перехода производят с помощью наклонного расположения поверхности шва. При превышении разности между деталями, на той, которая имеет большую толщину, необходимо сделать скос односторонний или двухсторонний до толщины тонкой детали. Конструктивные элементы подготовленных кромок и размеры шва после сварки должны выбираться по меньшей толщине.
После всех таблиц идут приложения в количестве трех штук. Первое описывает предел текучести свариваемой стали в Мегапаскалях и катет углового шва для более толстого элемента. При этом минимальное значение катета не должно превышать толщину более тонкого элемента более, чем в 1,2 раза.
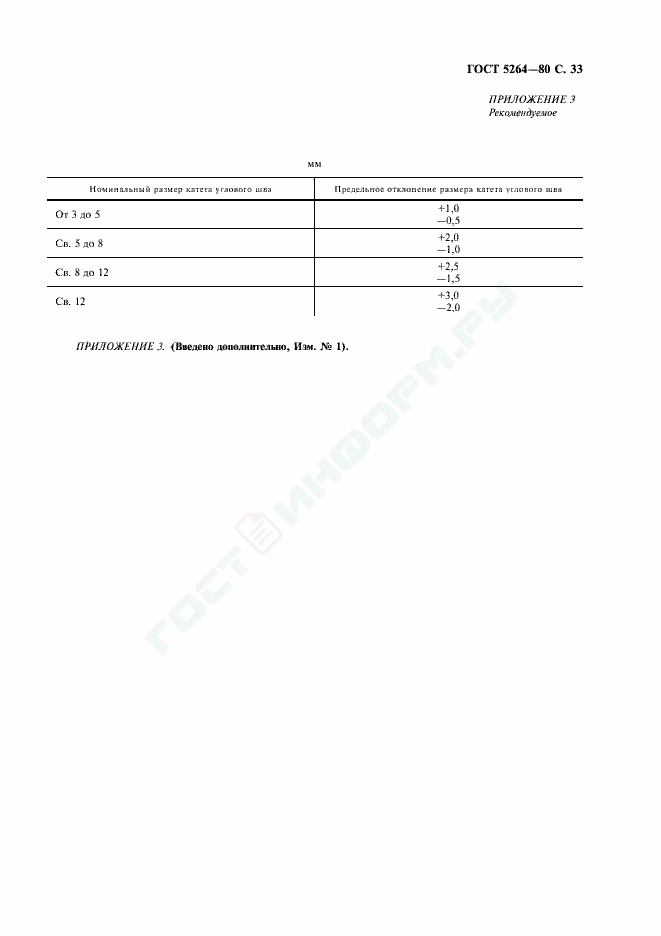
В приложениях 2 и 3 подробно расписано про катет углового шва, включая предельные отклонения от номинального значения, катет для отношения между временными сопротивлениями разрыву металла шва и основного металла. Указаны рекомендованные значения.
ГОСТ, описывающий параметры сварки, сварные швы и конструктивные элементы, является важным документом. С его помощью контролируется процесс производства, подбираются конструкции и детали по толщине. Эта книга является обязательной для сварщика и похожих профессий, так как ее применение гарантирует качественную и надежную сварку.
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
Описание:
Обозначение: ГОСТ 5264-80
Статус: действующий
Название русское: Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
Название английское: Manual arc welding. Welding joints. Main types, design elements and dimensions
Дата издания: 29.12.2009
Дата введения в действие: 30.06.1981
Переиздание: переиздание с изм. 1
Область и условия применения: Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80
Взамен: ГОСТ 5264-69
Список изменений: №0 от (рег. ) «Дата введения перенесена»
№1 от (рег. ) «Срок действия продлен»
Текст ГОСТ 5264-80


Приложения к ГОСТу
Изменение №1 к ГОСТ 5264-80
Обозначение: Изменение №1 к ГОСТ 5264-80
Дата введения в действие: 01.03.1989
Текст поправки интегрирован в текст или описание стандарта.
Поправка к ГОСТ 5264-80
Обозначение: Поправка к ГОСТ 5264-80
Дата введения в действие: 01.09.2009