Сварочный аппарат плюс и минус куда?
Особенности сварки током прямой полярности: отличия от обратной
Что такое сварка током прямой полярности — это подключение плюсового провода от оборудования к соединяемым деталям, а к минусу идёт провод от держателя, на котором закреплён электрод. При зеркальном отображении получаем на выходе полярность обратного типа. Различные подключения способствуют изменению температуры сварочного кратера.
Прямая полярность
 У каждого сварочного аппарата имеются гнёзда, куда подключаются провода от держателя с электродом или зажима для заготовок, называемого на практике массой. К какому полюсу подключается масса на сварочном аппарате к плюсу или минусу — такая полярность получится на выходе. Для получения прямого подключения провод, идущий от массы, подсоединяется к положительной клемме, а провод от электрода — к минусовой.
У каждого сварочного аппарата имеются гнёзда, куда подключаются провода от держателя с электродом или зажима для заготовок, называемого на практике массой. К какому полюсу подключается масса на сварочном аппарате к плюсу или минусу — такая полярность получится на выходе. Для получения прямого подключения провод, идущий от массы, подсоединяется к положительной клемме, а провод от электрода — к минусовой.
При сварке род и полярность тока зависят от катодного или анодного пятна, в случае прямого подсоединения именно на деталях будет концентрироваться высокая температура.
Сварка постоянным током при аналогичном подключении отличается характерными нюансами:
- большой глубиной и малой шириной шва;
- такое подключение применяется для металлов с толщиной не менее 3 мм;
- вольфрамовые электроды применяются для соединения изделий из цветного металла;
- высокая стабильность горения дуги обеспечивает качественный шов;
- токопроводящие стержни быстро плавятся;
- большой расход электродов из-за разбрызгивания.
[stextbox методика исключает использование электродов, предназначенных для сварки переменным током.[/stextbox]
Обратного типа
Аналогичную полярность при сварке применяют в том случае, когда надо свести риск появления брака на деталях к минимуму, а также во время выполнения ответственных заданий, чтобы сварка проводилась с высокой точностью. При такой методике высокая температура концентрируется на проводящем ток стержне, а на соединяемой конструкции уровень тепла намного ниже.
Поэтому обратный тип полярности применяют для качественной сварки тонкого металла, чтобы исключить возможность коробления от излишнего нагревания, а также при соединении стальных деталей различной степени легирования, потому что такие заготовки особо чувствительны к возможному перегреву. Аналогичное подключение применяют для соединения металлов под защитой флюса или инертных газов, например, аргона.
Чтобы избежать ошибок при сварке, надо знать следующие отличия:
- выбор обратной полярности при сварке постоянным током делает шовное соединение небольшим по глубине, но объёмным по ширине;
- во время соединения толстых металлов снижается качество шва;
- нельзя работать электродами, чувствительными к перегреванию;
- при снижении силы тока образуются скачки дуги, что негативно отражается на прочности и качестве шва;
- соединяя высоколегированные стали, надо строго выдерживать цикл работы и время остывания соединённых заготовок.
В случае подключения от сети переменного тока, сварка металлов с низким содержанием углерода проводится рутиловыми токопроводящими стержнями, у которых отсутствует зависимость от полярности, поэтому применяется любая методика — наиболее удобная для исполнителя.
Критерий выбора
Опытные сварщики самостоятельно решают, куда подсоединять провода к плюсу или минусу во время подключения массы на сварочный аппарат, чтобы концентрировать большую температуру на конструкции или плавящемся прутке с обмазкой. Выбирать полярность иногда приходится несколько раз — это напрямую зависит от сложности конструкции или толщины соединяемого металла, например, при средней или большой толщине выбирают вариант прямой полярности.
Сильный прогрев заготовки позволяет выполнить более глубокий шов, что намного повышает прочность и качество соединения, аналогичная полярность выбирается, когда надо отрезать какой-нибудь элемент от общей конструкции. Обратная полярность выбирается при работе с тонкостенными деталями, при этом детали не перегреваются, но электрод плавится быстрее.

Толщина металла
Специфика сварки толстого металла довольно простая: подключаем массу к плюсу на агрегате, а электрод — к минусу. Наличие высокой температуры на заготовке способствует большему прогреву металла, что усилит глубину проварки, а в результате шов получается более качественный и прочный.
При обработке сваркой тонкостенного металла применяется обратная полярность, т. к. анодное пятно перемещается на электрод и угроза пережога конструкции полностью ликвидируется.
Полярность во многом зависит и от типа металла, из которого состоит соединяемая конструкция или отдельные детали, приготовленные для сварки. Например, для прочного соединения изделий из нержавеющей стали или чугуна применяют обратную полярность, чтобы избежать перегревания заготовок и избавиться от появления тугоплавкого сварного соединения, которое требует особой обработки.
При сварке алюминия используется прямая методика подключения — прочная плёнка, покрывающая цветной металл, при сильном нагревании расплавляется и не препятствует образованию шовного соединения. Опытные сварщики знают, как и какими методами надо варить различные по химическому составу металлы, а начинающие исполнители — сверяются по справочнику или изучают сопроводительную документацию, где подробно описана методика сварки, а также какую полярность надо применить.
[stextbox И. Смоляков, образование: лицей, специальность: газоэлектросварщик пятого разряда, опыт работы: с 2004 года: «Молодые сварщики обязаны постоянно совершенствовать свои теоретические знания и наращивать практические навыки, чтобы повышать разряд и уметь соединять любые металлы, используемые на производстве».[/stextbox]
 Влияние толщины соединяемых деталей на выбор подключения.
Влияние толщины соединяемых деталей на выбор подключения.
Коротко об электродах
Если используют для сварки инвертор, то при подключении прямого или обратного варианта обязательно учитывается тип используемого электрода, т. к. эти изделия имеют индивидуальные параметры, которые зависимы от изменения температуры.
Химический состав обмазки или напыления оказывает особое влияние на качество сварочного процесса, например, при использовании обратной полярности нельзя применять угольный электрод, потому что из-за влияния высокой температуры флюс перегревается и теряет необходимые свойства — изделие будет непригодно для дальнейшего использования.
Надо применять прямой вариант подключения, да и на каждом типе электродов нанесена маркировка, где указан режим использования, а на упаковке имеются аналогичные рекомендации производителя, т. ч. перепутать крайне трудно.
Работа на полуавтомате
Такой вид сварки характерен для производственных процессов, при этом надо правильно установить полярность данного полуавтомата, например, для соединения деталей из нержавеющего металла применяют защитный газ и выбирают обратное подключение, а когда используется порошковая присадочная проволока при сварке изделий из алюминия — прямое.
Как управлять процессом?
Главное для исполнителя — прогреть свариваемые детали до полного расплавления кромок, чтобы сформировался сварочный кратер. Перечислим негативные процессы, которые при этом могут появиться:
- если установлен ток небольшой силы, то металл заготовок не успевает полностью прогреться, поэтому сварочная ванна двигается за электродом;
- при излишней величине тока происходит сильное разогревание, дуга начинает проникать внутрь металла и оттеснять расплавленную субстанцию назад.
При нормальном использовании силы тока жидкий металл в кратере сильно не растекается, а внешние края — тонкие и сварщик полностью контролирует процесс.
При сварке деталей с большой толщиной металла надо повышать силу тока, чтобы полностью прогреть деталь, а тонкостенные конструкции нагреваются быстро, поэтому работать надо на малой силе тока. Во время сварочного процесса с использованием электродов с обмазкой или напылением надо учитывать и скорость проводки.
[stextbox быстрой проводке электрода металл не успевает прогреваться, поэтому шов располагается поверху без нужного проплавления, а если скорость медленная, то заготовки перегреваются, а жидкая субстанция в сварочной ванне становится неуправляемой.[/stextbox]
 Внешнее состояние шовного соединения.
Внешнее состояние шовного соединения.
Превосходство и недостатки методик
Изменение подключения по-разному отражается на работе токопроводящего стержня, например, при обратной методике, наблюдаются такие процессы:
- на конструкцию поступает больше тепловой энергии, чем на стержень с обмазкой;
- хороший разогрев обеспечивает качественную и глубокую проплавку;
- электрод плавится медленно, поэтому частая замена не нужна;
- металл при сварке практически не разбрызгивается.
Прямая полярность при сварке характерна следующими нюансами:
- нагревание заготовок минимальное;
- плавление электрода происходит намного быстрее, поэтому требуется частая смена стержней;
- жидкий металл сильно разбрызгивается.
Вывод прост — очевидных преимуществ больше у обратной методики, но не только плюсы определяют выбор, т. к. у большинства электродов рекомендации по выбору подключения прописаны производителем на этикетке.
Выводы
Инверторное или полуавтоматическое сварочное оборудование отличается несложной эксплуатацией, поэтому часто применяются в домашней обстановке, например, на даче или при ремонте в частном домостроении, да и неопытным исполнителям легче соединять металлические конструкции, используя обычное подключение стандартной сети. Для получения соединений высокого качества, надо точно знать, как и когда применять обратную или прямую методику подключения.
Зачем менять полярность при сварке: простым языком
Для проведения сварки разнообразных изделий либо конструкций, сделанных из металла, при помощи постоянного тока, используются два режима – прямая и обратная полярность. В первом случае, во время выполнения сварки, держатель с электродом подключается к «-», а само свариваемое изделие, либо конструкция подсоединяется к «+». В случае использования полярности обратного типа, при проведении сварочных работ, держатель наоборот присоединяют к плюсу, а свариваемую конструкцию либо деталь подключают к минусу.

Зачем менять полярность при сварке
Во время выполнения сварочных работ с использованием постоянного тока, на конце электрода возникает так называемое термическое пятно. Полюс его подключения непосредственно к сварочному аппарату (плюс или минус) влияет на температурные показатели термического пятна, от которых в свою очередь зависит весь режим проведения работ.

Например, если электрод подключен к значению плюс, тогда на его кончике появляется так называемое анодное пятно, показатель температуры которого составляет 3900 градусов по Цельсию. В случае подключения держателя к минусу, на конце возникает катодное пятно, уровень температуры которого достигает отметки в 3200 градусов по Цельсию.
У некоторых пользователей сразу же возникает вполне закономерный вопрос – зачем вообще менять полярность во время проведения работ? Отвечая на этот вопрос нужно отметить, что при разном подключении держателя (к плюсу или минусу) конец используемого электрода имеет разную температуру разогрева, что оказывает влияние на качество, а также уровень выполнения сварочных работ. В общих чертах, такая замена позволяет:
- при подсоединении держателя к минусу сильнее нагреть металлическую деталь либо заготовку, тем самым делая корень сварного шва глубже;
- при подключении держателя к плюсу более точно соединять между собой металлические детали небольшой толщины.

Стоит отметить, что обратная полярность также используется для соединения высокоуглеродистой и легированной стали. Проще говоря, она применяется в тех случаях, когда возникает необходимость приварить друг к другу металлы, которые обладают повышенным уровнем чувствительности к сильному перегреву.
Температура анодного и катодного пятна разная. Поэтому от выбранного режима напрямую зависит объем расхода используемых электродов. Например, при использовании сварочного аппарата инверторного типа и полярности обратного типа, будет наблюдаться большой расход используемых электродов.
Особенности сварки током прямой полярности
В случае подключении держателя к минусу, а свариваемой заготовки либо изделия к плюсу, существенно увеличивается коэффициент проплавления, а также возникает существенное разбрызгивание свариваемого металла. Стоит отметить, что недостатком такого режима является то, что при его применении возникает не очень стабильная электрическая дуга. Также при его применении снижается глубина самого провара. Однако при этом, в массу металлической заготовки внедряется небольшое количество углеводов.

Подключение держателя к минусу позволяет более правильно нагреть металлическое изделие. Кроме того, в этом режиме стержень у электрода нагревается гораздо меньше. Благодаря этому сварщик, во время сваривания конструкций, может пользоваться токами более высокого значения.
Режим прямой полярности оказывает непосредственное влияние на состав материалов, которые оказались внутри шва между соединенными металлическими изделиями. Как правило, при применении такого режима, в шве практически нет углерода. Однако в этом случае, в составе металла, в районе шва, наблюдается повышенная концентрация марганца, а также кремния.
Особенности сварки током обратной полярности
При проведении сварочных работ по соединению металлических изделий небольшой толщины всегда возникает большая вероятность появления так называемых прожогов. Поэтому для выполнения таких сложных, трудоемких работ, как правило, держатель сварочного аппарата подключается к плюсу, а само свариваемое изделие к минусу. При использовании этого режима сварка металлических конструкций, а также заготовок проводится с применением прерывистого шва. Проще говоря, во время их соединения, сначала проваривается небольшой отрезок в начале шва, а потом проваривается его центральная часть.

Для правильного, надежного сваривания изделий, сделанных из тонкого металла, при проведении сварочных работ, дугу необходимо периодически прерывать. Проще говоря, сварочный электрод нужно выдергивать из района сварки, а затем его быстро опять поджигать.
Если необходимо сделать сварку внахлест, тогда соединяемые металлические детали следует надежно, герметично и плотно прижать друг к другу. В противном случае, при наличии даже небольшого воздушного зазора, на верхней части свариваемой детали появится прожог. Чтобы максимально надежно скрепить между собой заготовки, перед проведением сварки внахлест, рекомендуется пользоваться струбцинами либо большим грузом.
Выбор режима сварки, в первую очередь зависит от тех задач, которые ставятся перед сварщиком. Когда необходимо сварить между собой цветные металлы, как правило, применяется полярность прямого типа. Кроме того, ее целесообразнее использовать для работы с массивными, толстыми заготовками, так как металл будет проплавляться намного глубже, что обеспечит хорошее качество шва. Также она больше подходит для резки металлических конструкций. Полярность обратного типа рекомендуется применять в тех случаях, когда нужно сварить высоколегированную сталь либо тонколистовой металл.
Изучаем прямую и обратную полярность при сварке
Направление движения электронов регулируется с помощью полярности путём переключения проводов на клемму «плюс» или «минус». То есть, при работе со сваркой постоянного тока возможны два варианта настройки:
- Прямая полярность. Минус подключён к электроду, плюс на клемме «земля». В этом случае ток движется от электрода к заготовке, и металл греется сильнее.
- Обратная полярность. К электроду подсоединяется плюс, на клемму «земля» — минус. Движение тока от минуса к плюсу (от заготовки к электроду) создаёт более сильный нагрев.
Прямая и обратная полярность подключения при сварке инвертором используется в зависимости от поставленных задач и качества материалов. При переменном токе тип подключения неважен, а при постоянном есть возможность менять полярность вручную.
Значение полярности для сварки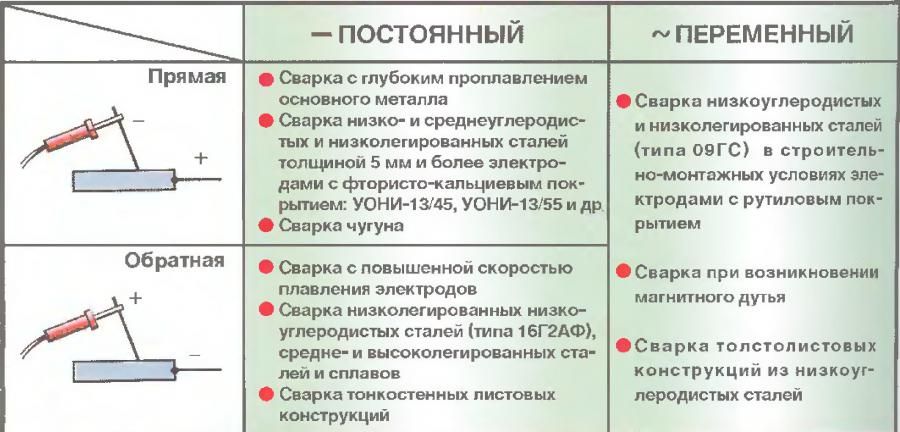
Постоянный ток создаёт термическое (анодное) пятно. Меняя полярность, можно его перемещать от электрода к заготовке. Основной нагрев создаётся на плюсовом гнезде, поэтому при прямой полярности сильнее нагревается заготовка, а при обратной – электрод. Таким образом формируются возможности инвертора в зависимости от характеристик металлов:
- Толщина металла. При прямой полярности основной нагрев достаётся заготовке, поэтому ширина шва провара получается достаточно глубокой. Соответственно для тонких металлов правильнее использовать обратное подключение, при котором металл нагревается слабее электрода.
- Тип металла. При сварке приходится работать с различными сплавами, обладающими определёнными свойствами. Например, алюминий относится к среднеплавким металлам, поэтому нужно обеспечить заготовке прямое подключение для нагрева. Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав подвергается варке, поэтому предварительное изучение инструкции поможет эффективно справиться с задачей.
- Тип электрода. Сварочные электроды имеют покрытие – флюс. При разогреве он сгорает, выполняя свою основную задачу: вытесняя воздух, предотвращает образование пор. Тип флюса определяет особенности использования электродов при разных температурных режимах. К примеру, угольные электроды не подходят для подключения с обратной полярностью. Рекомендации производителя позволят сделать правильный выбор. То же самое относится и к типам проволоки. К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.
Если заготовка и электрод имеют характеристики, требующие противоречивых настроек, придётся найти компромиссный вариант, регулируя силу тока и время обработки шва. С опытом приходят и знания, позволяющие решать любые задачи.
Виды сварки
Ручная сварка дугой с помощью плавящегося электрода (ММА)
Здесь его роль играет особая плавящаяся проволока, покрытая шлаком. Способ очень популярен, но специалисты считают его не самым лучшим вариантом для получения качественных швов, если изделие по составу является сложным сплавом. Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Сварка полуавтоматическая
Электродом является проволока, автоматически попадающая в зону сварки. Аппарат находится в режиме ручного передвижения, поэтому данный способ не подходит для обработки большой рабочей зоны, его используют для сварки тонких листов, цветных металлов, высоколегированной стали. Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка током производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
Сварка в среде защитных газов
Технологический процесс подразумевает использование газа аргона. Электродом выступает неплавкий вольфрамовый либо графитовый стержень. Применение аргона очищает сварочную ванную от всех ненужных примесей и окислов. Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Разные типа сварки используются и в зависимости от условий работы сварки. Например, для ремонта кузовов автомобилей в сервисах используют дуговую сварку полуавтоматом с помощью среды защитного газа, что позволяет создавать качественную сварочную работу при её невысокой стоимости. Прямая и обратная полярность при сварке инвертором позволяет регулировать глубину плавления для любого типа сварочных работ.

Технология ручной сварки дугой
Дуговая сварка – самый распространённый тип сварки металла. Способ универсален, технологически прост и позволяет получать сварочные швы хорошего качества в непроизводственных условиях. Электроток сварочного источника образует дугу между изделием и электродом. На нём сгорает покрытие (флюс), выделяя газ, очищающий рабочую область от кислорода.
По форме и типам соединений сварочные швы разделяются на:
- тавровые;
- угловые;
- стыковые;
- нахлесточные;
- торцовые.
Разные углы наклона электрода позволяют создавать разные по типу швы. Самый удобный промежуток – между 45 и 90 градусами, при котором сварочная ванна полностью в зоне видимости. С опытом приходит и понимание, как именно нужно менять угол наклона.
Обычно сварочные аппараты комплектуются кабелем массы с держателем зажимного типа. С первого взгляда, это удобно, такое приспособление можно надежно закрепить к практически любой поверхности (листы, металлопрокат и прочие). Но бывают ситуации, когда нет возможности установить такую массу на заготовку или, еще чаще, она перегорает. Неплохой альтернативой станет магнитный контакт сварочного кабеля.
Главная задача для новичка – научиться «вести» сварочный шов. Основной металл прогревается до состояния расплавления, формируя сварочную ванну. В зависимости от ситуации сварщик меняет установки тока, ориентируясь на состояние ванны. Начинать нужно с настроек, рекомендованных производителями, а дальше постепенная практика поможет понять и правильно использовать все возможности инвертора.
Описание прямой и обратной полярности при сварке
Что такое сварка током
Получение прочных неразъемных соединений между обрабатываемыми элементами металла путем установления межатомных связей при нагреве, где в качестве источника энергии используется электрический ток, называется сваркой током. Процесс предполагает пластическое деформирование материала в местах формирования сварных швов.
При этом ширина шва определяется уровнем напряжения и скоростью сварки. Так, при одновременном увеличении обоих показателей ширина шва начнет уменьшаться. От рабочей длины электрода, его диаметра и покрытия, зависит сила тока и производительность работ. Стоит отметить, что на глубину провара напряжение практически не влияет.
Обратной полярности
Сварка постоянным током бывает двух видов:
- прямой полярности;
- обратной полярности.
Обратная полярность при сварке постоянным током подразумевает подключение электрода к плюсу, а рабочих деталей к минусу. В данном случае горячее анодное пятно появится в районе соединения заготовок, а катодное — на электроде. Данный вариант подключения подходит для сварки легкоплавких металлов, например, тонколистовой стали.
Прямой полярности
При сварке с прямой полярностью плюс от инвертора подводится к стальному изделию, а минус к электроду. Анодом здесь выступает заготовка, а катодом электрод. Участок детали будет нагреваться значительно больше электрода.
Метод прямой полярности целесообразно использовать при необходимости соединения деталей из сложных сплавов (чугуна, алюминия), так как он больше подходит для получения глубоких швов. В этом случае электрод подключают к минусовой клемме, а изделия к положительной.
Концентрация тепла на изделии приводит к углублению сварного шва. Именно поэтому сварку с прямой полярностью практикуют для соединения более толстых деталей.
Отличия режимов при сварке
При сварке током постоянного действия, на кончике расходника появляется термопятно, обладающее высокой температурой. В зависимости от полюса, подсоединенного к электроду, выбирается режим сварки. Например, если к электроду подключена положительная клемма, на его конце будет образовываться анодное пятно с температурой 3900 градусов по Цельсию, если отрицательная — пятно будет катодным, а его температура достигнет 3200 градусов по Цельсию. Это основное отличие между двумя методами.
 Подключение сварочных кабелей с разной полярностью.
Подключение сварочных кабелей с разной полярностью.
При применении сварки с прямой полярностью основную часть температурной нагрузки получает металлическая деталь. В результате удается легко добиться углубления сварного шва. В случае с обратной полярностью, высокая температура концентрируется на конце электрода. При этом детали в местах соединения нагреваются меньше, что целесообразно для сваривания заготовок небольшой толщины.
Осуществление работ подразумевает прогревание металла до расплавления, то есть образования сварочной ванны, на состояние которой влияет выбор режима сварки с обратной или прямой полярностью:
- при слишком большой силе тока электродуга начнет отталкивать разогретый металл. При этом детали соединить не удастся;
- если напряжение будет недостаточным, металл не разогреется до нужного состояния.
При прямой полярности в ванне создается растекаемая среда, где можно руководить электродом, направляя сварный шов и контролируя его глубину. Конечный результат зависит от скорости движения электрода. Чем она меньше, тем больше тепла поступает в сварочную зону и лучше прогревается металл. От используемого режима зависит глубина и ширина сварного шва.
Важно! Чем выше ток и прогонная энергия на дуге, тем глубже провар. Наибольшую глубину проплавки возможно обеспечить посредством режима сварки обратной полярности.
Что касается выбора расходников, то для осуществления сварочных работ в режиме обратной полярности рекомендуется использовать чистые металлические стержни без покрытия, а для прямой — угольные электроды.
Плюсы и минусы двух методик
Оба способа сваривания металла имеют свои плюсы и минусы. Используя схему подключения прямой полярности можно выделить следующие особенности при работе:
- получается глубокий крепкий сварочный шов, более узкий;
- отмечается стабильность сварной дуги, что позволяет полностью контролировать весь процесс;
- возможность варить любой металл, толщиной от 3 мм и более;
- при использовании сварочного аппарата заготовка хорошо поддается раскройке;
- требуется индивидуальный подбор электродов. Для данного метода не подходят расходники для осуществления сварки переменным током. Можно использовать вольфрамовые стержни для соединения цветных металлов.
Сварка металла методом обратной полярности, характеризуется:
- получением менее углубленного, но более широкого сварочного шва;
- менее стабильной электродугой, особенно при низком напряжении, из-за чего соединение может получиться неравномерным;
- возможностью сваривания заготовок средней толщины и тонких металлических листов:
- необходимостью выбирать электроды со структурой, не разрушающейся при перегреве.
При использовании метода обратной полярности сварку высоколегированных сталей необходимо осуществлять в строгом соответствии с технологическим процессом.
Как выбрать полярность
Выбор полярности при подключении сварочного оборудования зависит от нескольких факторов. Важно учитывать, что на аноде выделяется больше тепла, чем на катоде. При выборе режима значение имеет:
- толщина заготовки;
- вид металла;
- типы электродов.
Толстый металл должен быть хорошо прогрет в местах соединения, а пустоты заполнены проволокой, что обеспечит надежность швов. В данном случае следует выбирать режим прямой полярности. Тонкий материал нельзя перегревать. В противном случае, вместо красивого равномерного шва можно получить дырку, поэтому следует использовать обратную полярность при сварке.
Перегрев нержавейки и чугуна может привести к образованию тугоплавких соединений. Алюминий же наоборот требует качественного прогрева. В специальной литературе можно найти подробные рекомендации об оптимизации режимов сварочных работ с прямой и обратной полярностью.
Можно ли менять полярность на сварочном инверторе
Сварочный инвертор-полуавтомат является разновидностью оборудования, позволяющего получать ток большой силы и преобразовывать его в энергию, необходимую для поддержания сварочной дуги. Благодаря инвертору можно менять силу тока и режим полярности при сварке.
 Сварочный инвертор.
Сварочный инвертор.
На передней панели прибора расположены две клеммы с маркировкой в виде «+» и «-«, к которым подсоединяются сварочные кабели. При прямой полярности «+» подается на клемму, подсоединенную к детали, а «-» к электроду. Полярность при сварке инвертором тонкого металла меняется достаточно легко. Для этого нужно поменять местами соединения с полюсами.
Прямая и обратная полярность
Сварку металлов постоянным током можно проводить двумя режимами: с прямой полярностью и обратной. Прямая полярность при сварке – это когда к электроду подключается минус, к металлической заготовке плюс. При сварке током обратной полярности все наоборот, то есть, к стержню подключается плюс, к изделию минус.

Зачем все это нужно
При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
- При сварке током прямой полярности основная температурная нагрузка ложится на металлическую заготовку. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
- При сварке током обратной полярности концентрация температуры происходит на кончике электрода. То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
Необходимо добавить, что режим обратной полярности применяют также при стыковке высокоуглеродистых и легированных сталей, нержавейки. То есть, тех видов металлов, которые чувствительны к перегреву.
Внимание! Так как на анодном и катодном пятне температура разная, то от правильного подключения сварочного аппарата будет зависеть расход самого электрода. То есть, обратная полярность при сварке инвертором – это перерасход электродов.
В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного. То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
- Если сила тока будут большой, а значит, и температура нагрева также будет высокой, то металл разогреется до такого состояния, что электрическая дуга будут просто его отталкивать. Ни о каком соединении здесь уже говорить не придется.
- Если ток будут, наоборот, слишком мал, то металл не разогреется до необходимого состояния. И это тоже минус.
При прямой полярности внутри ванны будет создана среда, которой легко руководить электродом. Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Кстати, скорость движения электрода напрямую влияет на качество конечного результата. Чем скорость выше, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок. Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Что касается самих электродов, то выбор полярности обусловлен материалом, из которого он изготовлен, или видом обмазки. К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Глубина и ширина сварочного шва также зависит от используемого режима. Чем выше ток, тем происходит увеличение провара. То есть, увеличивается глубина сварного шва. Все дело в погонной энергии на дуге. По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
Некоторые особенности сваривания при прямой полярности
Что такое прямая полярность определено. Указаны некоторые качества сварных швов при проведении процесса соединения в режиме прямой полярности. Но остались некоторые тонкие моменты.
- В сварочную ванну металл от электродов или присадочных материалов переносится большими каплями. Это, во-первых, большой разбрызг металла. Во-вторых, увеличение коэффициента проплавления.
- При таком режиме электрическая дуга нестабильна.
- С одной стороны снижение глубины провара, с противоположной снижение внедрения углерода в массу металла заготовки.
- Правильный нагрев металла.
- Меньший нагрев стержня электрода или присадочной проволоки, что позволяет сварщику использовать токи с более высоким значением.
- При некоторых сварочных материалах наблюдается увеличение коэффициента наплавки. К примеру, при использовании плавящихся электродов в инертных и некоторых активных газах. Или при применении присадочных материалов, которые наносятся под флюсами некоторых типов, например, марки ОСЦ-45.
- Кстати, прямая полярность влияет и на состав материала, оказавшегося в шве между двумя металлическими заготовками. Обычно в металле практически отсутствует углерод, но зато в большом количестве присутствует кремний и марганец.
Особенности сварки током обратной полярности
Сваривание тонких заготовок – процесс с повышенной трудностью, потому что постоянно присутствует опасность появления прожогов. Поэтому их соединяют режимом обратной полярности. Но есть и другие методы, чтобы снизить опасность.
- Снизить потенциал тока, чтобы уменьшить температуру на заготовке.
- Сварку лучше проводить прерывистым швом. К примеру, сделать небольшой участок в начале, затем переместиться в центр, после начать стыковку с противоположной стороны, далее начать варить промежуточные участки. В общем, схему можно менять. Таким способом можно избежать коробления металла, особенно если длина стыка больше 20 см. Чем больше сваренных отрезков, чем короче каждый участок, тем меньше процент коробления металла.
- Очень тонкие металлические заготовки сваривают с периодическим прерыванием электрической дуги. То есть, электрод выдергивается из зоны сварки, затем тут же быстро снова поджигается, и процесс продолжается.
- Если проводится сварка внахлест, то две заготовки должны быть герметично прижиматься друг к другу. Небольшой воздушный зазор приводит к прожогу верхней детали. Для создания плотного прилегания нужно использовать струбцины или любой груз.
- При стыковочном соединении заготовок лучше минимизировать зазор межу деталями, а идеально, чтобы зазора не было бы вообще.
- Для сварки очень тонких заготовок с неровными кромками под стык необходимо уложить материал, который бы хорошо забирал на себя тепло процесса. Обычно для этого используют медную пластину. Можно и стальную. В данном случае, чем больше толщина вспомогательного слоя, тем лучше.
- Можно провести отбортовку кромок свариваемых изделий. Угол отбортовки — 180°.
Специалисты же рекомендуют, перед тем как начать сварку тонких заготовок обратной полярностью, лучше немного потренироваться на дефектном листе металла. Лучше потратите время на тренировку, чем латать дыры от прожога.